Устройство для обработки кулачковых валов - SU1093485A1
Код документа: SU1093485A1
Чертежи
Описание
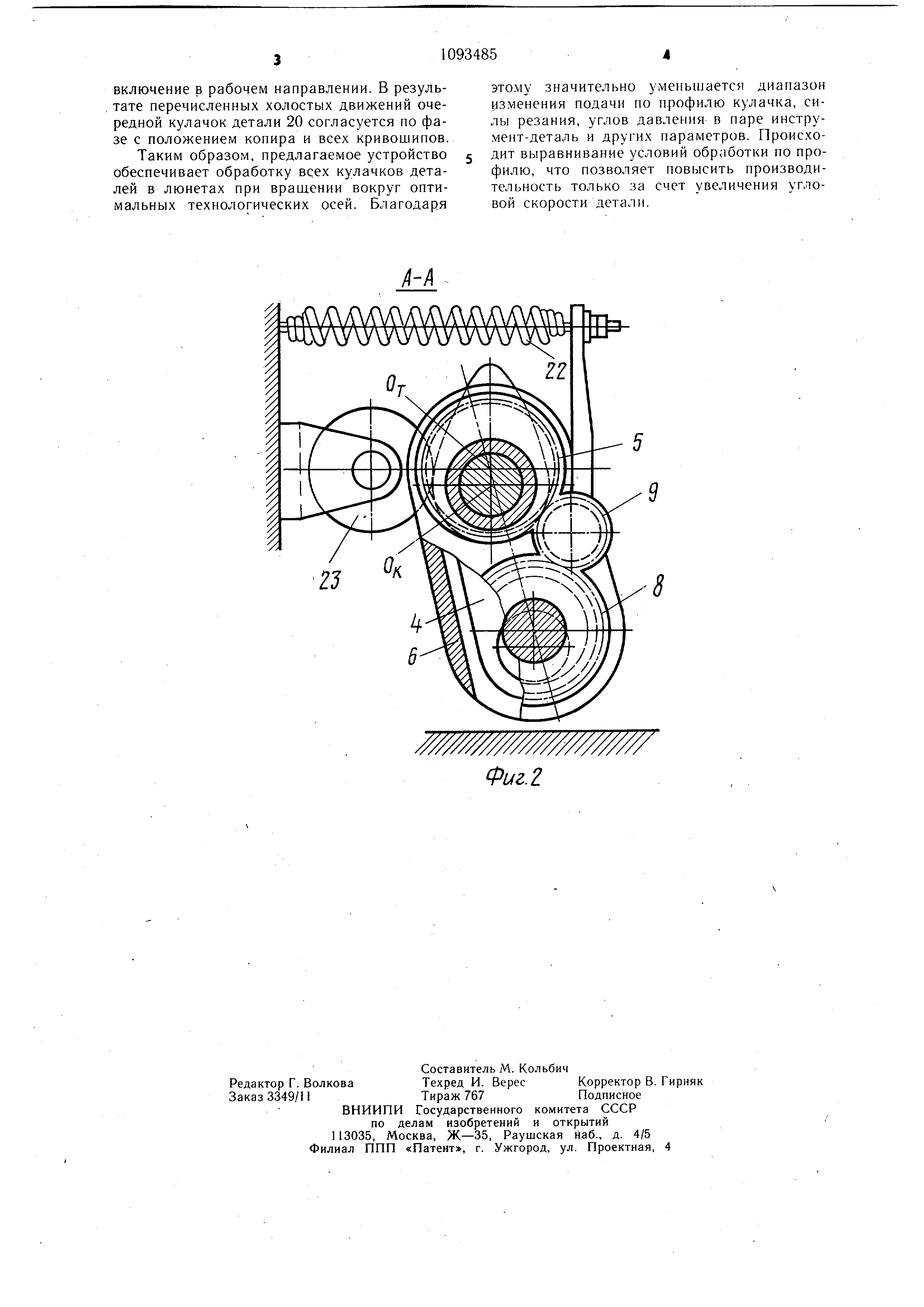
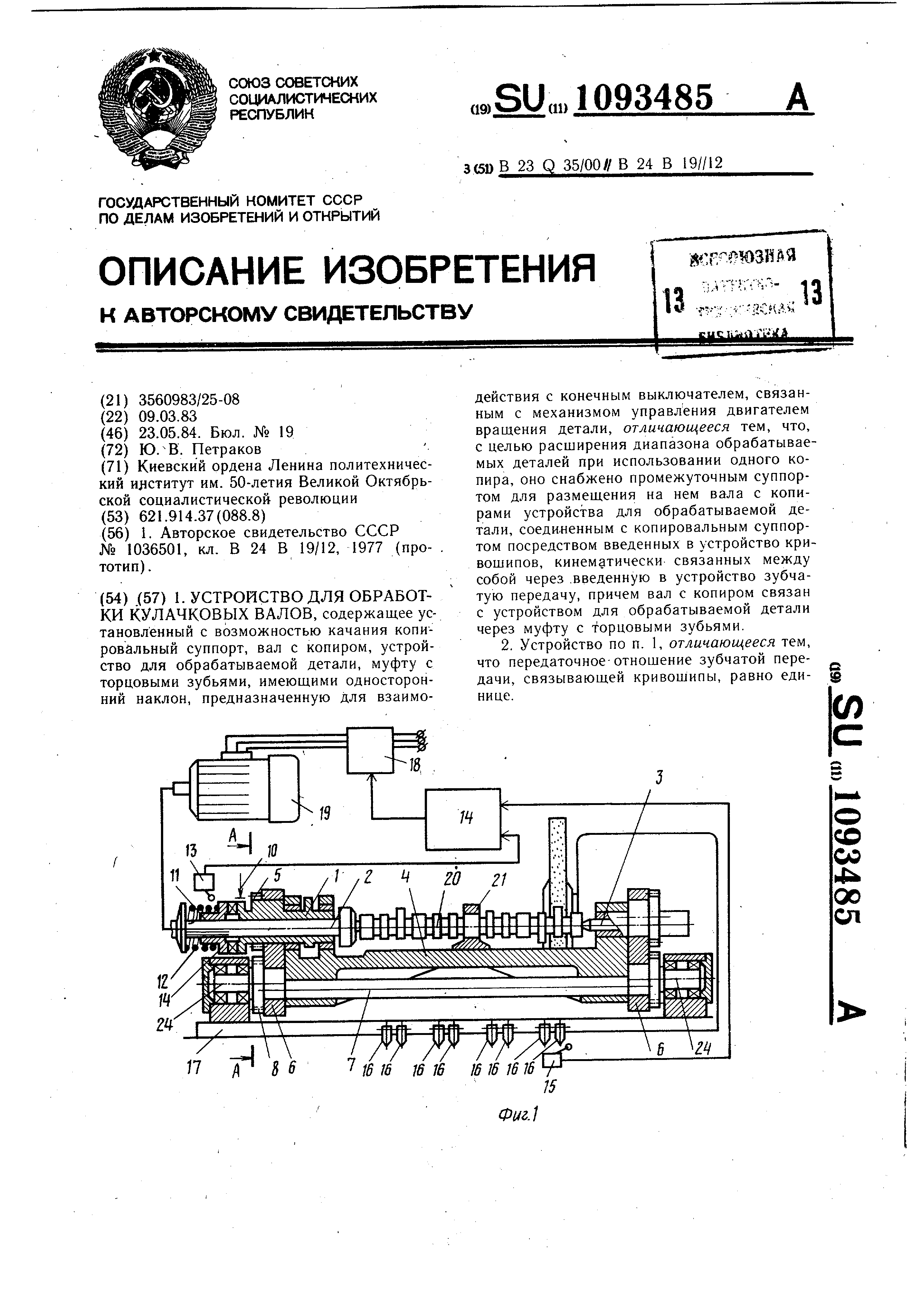
Изобретение относится к станкостроению и может быть использовано для обработки кулачков распределительных валов двигателей внутреннего сгорания и других аналогичных деталей. Известны устройства для обработки кулачковых валов, включающие установленный с возможностью качания копировальный суппорт, вал с копиром, устройство для обрабатываемой детали, муфту с торцовыми зубьями, имеющими односторонний наклон, предназначенную для взаимодействия с конечным выключателем, связанным с механизмом управления двигателем вращения детали 1. Недостатком известных устройств является то, что на них нельзя обрабатывать кулачки сравнительно длинных деталей, при вращении каждого кулачка вокруг оптимального центра, так как при обработке таких валов требуются люнеты. Кроме того, к недостаткам следует отнести сложность устройства и, в частности, копирного вала, имеющего большое число копиров. Цель изобретения - расширение диапазона обрабатываемых деталей при использовании одного копира. Поставленная цель достигается тем, что устройство для обработки кулачковых валов , содержащее установленный с во можностью качания копировальный суппорт, вал копиром, усфройство для обрабатываемой детали, муфту с торцовыми зубьями, имею щи.ми односторонний наклон, предназначенную для взаимодействия с конечным выключателем , связанным с механизмом управлен ,ия двигателем вращения, снабжено промежуточным суппортом для размещения на нем вала с копиром и устройства для обрабатываемой детали, соединенным с копировальным суппортом посредством введенных в устройство кривошипов, кинематически связанных между собой через введенную в устройство зубчатую передачу, причем вал с копиром связан с устройством для обрабатываемой детали через муфту с торцовы .ми зубьями. Кроме того, передаточное отнощение зубчатой передачи, связывающей кривошипы, равно единице. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Вал 1, вал 2 переднего центра и задний центр 3 установлены на про.межуточном суппорте 4 (фиг. 1). На валу 1 выполнена эксцентричная поверхность с зубчатым колесо .м 5, взаимодействующая с качающимся суппортом 6 и выполняющая функции кривошипа . Аналогичная, поверхность выполнена и на заднем центре 3. Кроме того, промежуточный суппорт 4 связан с качающимся суппортом 6 кривошипами вала 7 - цилиндрическими эксцентричными поверхностями с зубчатыми колесами 8. Величина эксцентриситета определяет длину кривошипа и равна расстоянию (фиг. 2) между оптимальной технологической и конструктивной осями кулачка. Зубчатые колеса 5 и 8 связаны между собой через паразитную шестерню 9. Кроме того, на валу 1 выполнена полумуфта с торцовыми зубьями одностороннего наклона и имеется тормоз 10. Другая полумуфта 11 расположена на шлицах вала 2 переднего центра и пружиной 12 поджата к полумуфте вала 1. Конечный выключатель 13 предназначен для взаимодействия с подвижной полумуфтой 11 и связан с логическим программным устройством 14. С этим же устройством связан конечный выключатель 15, взаимодействующий с кулачками 16 стола 17. Устройство 14 управляет коммутатором 18 двигателя 19 вращения детали 20, установленной в центрах и люнете 21. Пружина 22 служит для замыкания копира 23 с роликом 24, а качающийся суппорт 6 выполнен поворотным относительно опор стола 17. Устройство работает следующим образом . При обработке первого кулачка детали 20 угловое положение копира 23 соответствует угловому положению этого кулачка, а направление всех кривощипов параллельно линии , соединяющей оптимальный центр вращения От с конструктивным центром Ох (фиг. 2). Включается вращение двигателя 19 в рабочем направлении, соответствующем. например, встречному шлифованию кулачка. Наклон зубьев муфты выбран так, что она передает движение на вал 1 и зубчатую передачу 5, 9 и 8. Таким образом, вал 1, деталь 20 и все кривошипы вращаются синхронно и промежуточный суппорт 4 соверщает плоскопараллельное движение по отношению к качающемуся суппорту 6. В результате сложения двух движений: вращения вокруг центра OK и плоскопараллельного обрабатываемая деталь получает вращение вокруг оптимального центра Oi. Кроме того, копир 23 взаимодействует с роликом 24 и весь копировальный суппорт соверщает формообразующее движение вокруг опор. После окончания обработки первого кулачка стол 17 переходит в следующую позицию - вправо по фиг. 1. Б логическое устройство 14 поступает импульс от конечного выключателя 15 и включается реверсивное вращение двигателя 19. При этом срабатывает тормоз 10 и вал 2 вращается при неподвижном вале 1, а полумуфта 11 совершает возвратно-поступательное перемещение вследствие проскальзывания зубьев полумуфт . Каждый ход полумуфты 11 вызывает срабатывание конечного выключателя 13, посылающего импульсы в устройство 14. Когда число импульсов совпадает с заданным , соответствующим фазовому углу между первым и вторым обрабатываемыми кулачками детали, устройство 14 дает команду на отключение двигателя 19 и затем на его
включение в рабочем направлении. В результате перечисленных холостых движений очередной кулачок детали 20 согласуется по фазе с положением копира и всех кривошипов. Таким образом, предлагаемое устройство обеспечивает обработку всех кулачков деталей в люнетах при вращении вокруг оптимальных технологических осей. Благодаря
этому значительно уменьшается диапазон изменения подачи по профилю кулачка, силы резания, углов давления в паре инструмент-деталь и других параметров. Происходит выравнивание условий обработки по профилю , что позволяет повысить производительность только за счет увеличения угловой скорости детали.

Реферат
1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КУЛАЧКОВЫХ ВАЛОВ, содержащее установленный с возможностью качания копировальный суппорт, вал с копиром, устройство для обрабатываемой детали, муфту с торцовыми зубьями, имеющими односторонний наклон, предназначенную Для взаимодействия с конечным выключателем, связанным с механизмом управления двигателем вращения детали, отличающееся тем, что, с целью расширения диапазона обрабатываемых деталей при использовании одного копира , оно снабжено промежуточным суппортом для размещения на нем вала с копирами устройства для обрабатываемой детали , соединенным с копировальным суппортом посредством введенных в устройство кривощипов , кинематически связанных между собой через .введенную в устройство зубчатую передачу, причем вал с копиром связан с устройством для обрабатываемой детали через муфту с торцовыми зубьями. 2. Устройство по п. 1, отличающееся тем, что передаточное-отнощение зубчатой передачи , связывающей кривощипы, равно единице . (Л со 00 СХ) ел
Комментарии