Способ и устройство для обработки панелей - RU2358850C2
Код документа: RU2358850C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам и способам, используемым для обработки, в первую очередь механической обработки, предварительно сформованных заготовок или панелей, например панелей, используемых для изготовления кабин или фюзеляжей самолетов.
Уровень техники
В указанной области техники известен способ обработки предварительно сформованных панелей для получения неразвертываемых форм методом электроэрозии. Такая обработка подразумевает маскирование зон, не подвергаемых обработке, и погружение в ванну с электролитическим раствором. Таким образом, на практике данный процесс обеспечивает локальную механическую обработку общих неразвертываемых форм, но обладает, тем не менее, двумя серьезными недостатками.
Прежде всего, обработка методом электроэрозии представляет собой значительный источник отходов, которые должны быть переработаны, так что по окончании процесса обработки сначала необходима очистка панелей путем удаления маскирующих элементов и промывания, а затем - переработка чистящих растворов, а также различных веществ, использованных в электролитических ваннах.
Другой недостаток обработки методом электроэрозии связан с невозможностью осуществления с использованием этого метода обработки областей с различной глубиной обработки в одной и той же операции.
В связи с указанными недостатками и, в частности, с высокой стоимостью переработки загрязняющих отходов от установок, используемых для обработки методом электроэрозии, был предложен способ механической обработки путем удаления материала с панелей вогнутой, выпуклой или сложной (комбинированной) формы.
Для этой цели в патентной публикации US 5163793 предлагается установка для механической обработки, содержащая род мата, состоящего из гидравлических домкратов, головки которых оборудованы захватывающими устройствами, установленными на шарнирах. Устройство также содержит расположенную поверх мата из домкратов раму, движущуюся в горизонтальной плоскости, на которой установлена обрабатывающая головка.
Поскольку высота каждого из домкратов устанавливается независимо, это позволяет закреплять панели искривленной или сложной формы.
Однако на практике оказывается, что хотя такое устройство позволяет производить обработку путем удаления материала с панелей неразвертываемой искривленной или сложной формы, оно не может быть использовано для высокоточной механической обработки, в частности, в связи с его неспособностью гарантировать достаточно жесткое закрепление обрабатываемой панели.
Раскрытие изобретения
Таким образом, возникла необходимость в предложении нового способа обработки и устройства для осуществления такого способа обработки, которые позволили бы производить различные операции механической обработки, в частности, методом удаления материала, обеспечивая в то же время более высокую точность обработки, чем известные способы и устройства, а также позволили бы добиться существенного сокращения количества загрязняющих отходов.
Для решения поставленных задач в соответствии с изобретением предлагается способ обработки панели, включающий следующие стадии:
- размещение по меньшей мере одного обрабатывающего инструмента в рабочей зоне на обрабатываемой стороне панели;
- размещение по меньшей мере одного удерживающего элемента в зоне прижима, расположенной, во-первых, на удерживаемой стороне панели, которая противоположна обрабатываемой стороне, и, во-вторых, напротив рабочей зоны относительно панели;
- координированное перемещение работающего обрабатывающего инструмента и удерживающего элемента относительно панели таким образом, что указанное перемещение содержит по меньшей мере одну составляющую, тангенциальную к поверхности панели, с сохранением противоположного расположения зоны прижима и рабочей зоны, для обработки по меньшей мере части обрабатываемой стороны.
Выгодное отличие изобретения заключается в том, что координированное перемещение работающего обрабатывающего инструмента и удерживающего элемента позволяет добиться непрерывной обработки со значительной точностью протяженной области панели, превосходящей рабочую область инструмента.
В соответствии с изобретением удерживающий элемент может по-разному воздействовать на зону прижима удерживаемой стороны панели. Так, в соответствии с изобретением удерживающий элемент может направлять на зону прижима струю текучей среды под давлением, например воды или сжатого воздуха, чтобы скомпенсировать давление обрабатывающего инструмента на рабочую зону. Использование такой текучей среды под давлением также позволяет обеспечить охлаждение обрабатываемой панели.
В соответствии с одной из особенностей изобретения координированное перемещение инструмента и удерживающего элемента осуществляется автоматически с использованием автоматического процесса.
В соответствии с предпочтительным, но не исключительным вариантом осуществления способа обработки по изобретению в ходе управляемого координированного перемещения удерживающий элемент приводят в соприкосновение с панелью. После этого удерживающий элемент предпочтительно прикладывает к панели поддерживающее усилие, направленное перпендикулярно поверхности зоны прижима. Кроме того, удерживающий элемент предпочтительно оказывает прерывистое (точечное) или полупрерывистое воздействие на удерживаемую поверхность. Такое прерывистое воздействие, в частности, но не исключительно в случае прямого соприкосновения, обеспечивает крайне широкую свободу действий на поверхностях сложной формы.
В соответствии с другой особенностью изобретения во избежание сдвига панели обрабатывающим инструментом может быть предусмотрен, по меньшей мере, один противоупор, расположенный в рабочей зоне.
В соответствии с изобретением обрабатывающий инструмент может быть выполнен с возможностью различных видов механической обработки. Так, обрабатывающий инструмент может быть предназначен, например, для осуществления обработки методом испускания материала или частиц, что позволяет изменять состояние поверхности панели или действующие на нее напряжения, например, методом дробеструйного формования или формования струей частиц или дроби.
В предпочтительном варианте осуществления способа обработки по изобретению обрабатывающий инструмент выполнен с возможностью обработки методом отрывания или удаления материала и снабжен средствами вращения вокруг собственной оси вращения Δ. В качестве такого обрабатывающего инструмента может, например, использоваться инструмент, разработанный для так называемой высокоскоростной резки (HSM).
В соответствии с одной из особенностей изобретения удерживающий элемент прикладывает усилие к зоне прижима в направлении оси Δ', причем в процессе обработки на стадии координированного перемещения обрабатывающего инструмента и удерживающего элемента оси Δ и Δ' по существу совпадают.
В соответствии с другой особенностью изобретения предусмотрено гашение вибрации обработки, по меньшей мере, в месте расположения удерживающего элемента.
В соответствии с изобретением относительное перемещение обрабатывающего инструмента и удерживающего элемента может быть обеспечено различными методами, например путем использования сочетания перемещения панели, связанного с перемещениями обрабатывающего инструмента и удерживающего элемента.
В соответствии с предпочтительным вариантом осуществления удерживающий элемент и обрабатывающий инструмент перемещают с по меньшей мере пятью степенями свободы. В такой конфигурации панель может оставаться неподвижной в течение всего процесса обработки.
В соответствии с предпочтительным, но не ограничивающим вариантом изобретения удерживающий элемент и обрабатывающий инструмент перемещают поступательным образом с тремя степенями свободы вдоль осей X, Y, Z и X', Y', Z', соответственно, и вращательным образом с двумя степенями свободы вокруг осей R1, R2 и R'1, R'2, соответственно, причем оси R1, R'1 параллельны соответственно осям Y, Y' а оси R2, R'2 параллельны соответственно плоскостям X, Z, и X', Z'.
В соответствии с еще одним вариантом изобретения обрабатываемую панель размещают по существу вертикально. Такое размещение позволяет обеспечить удаление оторванных или удаленных с панели частиц под действием силы тяжести, а также облегчает сбор любых частиц, направляемых на панель в процессе обработки.
В соответствии с еще одним вариантом изобретения способ включает определение реальной геометрии удерживаемой стороны до начала обработки, а также обработку панели до заданной глубины путем размещения удерживающего элемента и обрабатывающего инструмента на стадии координированного перемещения на расстоянии, соответствующем заданной глубине.
В соответствии с изобретением могут быть предусмотрены различные методы удерживания панели. Так, в одном варианте удерживающий элемент также участвует в обработке панели и для этого также содержит обрабатывающий инструмент.
Однако в предпочтительном варианте осуществления способа обработки удерживающий элемент обеспечивает поддержку удерживаемой стороны панели без обработки этой удерживаемой стороны.
Изобретение также предлагает устройство для осуществления способа по изобретению. Так, изобретение предлагает устройство для обработки по меньшей мере одной панели, содержащее средства поддержки панели, обеспечивающие одновременный доступ к двум противоположным сторонам панели, обрабатываемой стороне и удерживаемой стороне; средства перемещения по меньшей мере одного обрабатывающего инструмента; средства перемещения по меньшей мере одного удерживающего элемента; модуль управления средствами перемещения обрабатывающего инструмента и удерживающего элемента, выполненный с возможностью управления средствами перемещения таким образом, что в процессе обработки панели осуществляется выполнение следующих операций:
- размещение обрабатывающего инструмента в рабочей зоне на обрабатываемой стороне панели,
- размещение удерживающего элемента в зоне прижима, расположенной на удерживаемой стороне напротив рабочей зоны, и
- координированное перемещение работающего обрабатывающего инструмента и удерживающего элемента относительно панели, содержащее по меньшей мере одну составляющую, тангенциальную к поверхности панели, с сохранением противоположного расположения зоны прижима и рабочей зоны, для обработки по меньшей мере части обрабатываемой стороны панели.
В соответствии с одним из вариантов изобретения средства перемещения обрабатывающего инструмента и удерживающего элемента имеют по меньшей мере пять степеней свободы для обеспечения по меньшей мере пяти степеней свободы обрабатывающего инструмента и удерживающего элемента.
В рамках настоящего изобретения такие возможности перемещения инструмента и удерживающего элемента относительно панели могут быть получены различными методами, например при помощи двух автоматизированных штанг с шестью степенями свободы, например тремя вращательными степенями свободы и тремя трансляционными степенями свободы, причем на конце одной штанги установлен обрабатывающий инструмент, а на конце другой штанги установлен удерживающий элемент.
Перемещение инструмента и удерживающего элемента также может быть осуществлено при помощи так называемых параллельных автоматических структур.
В соответствии с предпочтительным вариантом осуществления, обеспечивающим максимальную простоту автоматизации и управления, средства перемещения инструмента и удерживающего элемента имеют три степени свободы поступательного движения вдоль осей X, Y, Z и X', Y', Z', соответственно, и две степени свободы вращательного движения вокруг осей R1, R2 и R'1, R'2, соответственно, причем оси R1, R'1 параллельны соответственно осям Y, Y' а оси R2, R'2 параллельны плоскостям, определенным осями X, Z, и X', Z' соответственно.
В предпочтительном варианте осуществления устройства для обработки по изобретению средства перемещения обрабатывающего инструмента содержат балку, поступательно перемещающуюся по, по меньшей мере, одной направляющей вдоль оси X, поддерживаемую при помощи шасси и связанную с приводными средствами, которые управляются модулем управления; каретку, поступательно перемещающуюся по, по меньшей мере, одной направляющей вдоль оси Z, установленную на балке и связанную с приводными средствами, которые управляются модулем управления, причем ось Z по существу перпендикулярна оси X; штангу, выполненную телескопической вдоль оси Y, установленную на каретке и связанную с приводными средствами, которые управляются модулем управления, причем ось Y по существу перпендикулярна плоскости, определенной осями X, Z; опору головки, выполненную с возможностью установки на одном из концов телескопической штанги и с возможностью вращения относительно штанги вокруг оси R1, параллельной оси Y, причем опора головки связана с приводными средствами, которые управляются модулем управления; головку суппорта обрабатывающего инструмента, выполненную с возможностью установки на опоре головки и с возможностью вращения относительно опоры головки вокруг оси R2, перпендикулярной оси Y, причем головка суппорта связана с приводными средствами, которые управляются модулем управления. В свою очередь средства перемещения удерживающего элемента содержат балку, поступательно перемещающуюся по, по меньшей мере, одной направляющей вдоль оси X', поддерживаемую при помощи шасси и связанную с приводными средствами, которые управляются модулем управления; каретку, поступательно перемещающуюся по, по меньшей мере, одной направляющей вдоль оси Z', установленную на балке и связанную с приводными средствами, которые управляются модулем управления, причем ось Z' по существу перпендикулярна оси X'; штангу, выполненную телескопической вдоль оси Y', установленную на каретке и связанную с приводными средствами, которые управляются модулем управления, причем ось Y' по существу перпендикулярна плоскости, определенной осями X', Z'; опору головки, выполненную с возможностью установки на одном из концов телескопической штанги и с возможностью вращения относительно штанги вокруг оси R'1, параллельной оси Y', причем опора головки связана с приводными средствами, которые управляются модулем управления; головку суппорта удерживающего элемента, выполненную с возможностью установки на опоре головки и с возможностью вращения относительно опоры головки вокруг оси R'2, перпендикулярной оси Y', причем головка суппорта связана с приводными средствами, которые управляются модулем управления.
При этом средства поддержки установлены на шасси таким образом, что они размещены между средствами перемещения обрабатывающего инструмента и средствами перемещения удерживающего элемента.
В другом варианте изобретения, решающем любые проблемы управления, опора головки суппорта обрабатывающего инструмента установлена в гнезде, предусмотренном на конце телескопической штанги и вращаемом вокруг оси R1, причем эта опора установлена с возможностью вращения относительно гнезда вокруг оси R3, перпендикулярной оси R1, а опора головки суппорта удерживающего элемента установлена в гнезде, предусмотренном на конце другой телескопической штанги и вращаемом вокруг оси R'1, причем эта опора установлена с возможностью вращения относительно гнезда вокруг оси R'3, перпендикулярной оси R'1.
Оси X, Z и X', Z' предпочтительно определяют по существу параллельные вертикальные плоскости, поэтому в процессе обработки панель ориентирована по существу вертикально.
В соответствии с изобретением головка суппорта инструмента может быть предназначена для установки различных типов инструментов, например инструментов для распыления частиц или инструментов для удаления или отрывания материала. Так, в предпочтительном варианте головка суппорта инструмента содержит средства вращения инструмента вокруг оси Δ, по существу перпендикулярной оси R2.
В соответствии с другим вариантом изобретения во избежание притягивания или смещения панели обрабатывающим инструментом средства перемещения содержат, по меньшей мере, один противоупор, расположенный с рабочей стороны панели.
В соответствии с еще одним вариантом изобретения для осуществления высокоточной обработки устройство также содержит средства гашения вибрации обработки.
Для гашения вибрации обработки как можно ближе к точкам ее возникновения средства гашения предпочтительно установлены на средствах перемещения удерживающего элемента. Такие средства гашения вибрации могут, например, состоять из систем гидравлических или гидропневматических демпферов, поддерживающих головку средств перемещения удерживающего элемента.
В соответствии с изобретением удерживающий элемент может быть выполнен различным образом. Так, например, удерживающий элемент может быть выполнен в виде сопла для выброса текучей среды под давлением или в виде ползуна, изготовленного из материала с низким коэффициентом трения, прижимаемого к удерживаемой стороне панели и скользящего по ней на стадии координированного перемещения. В предпочтительном варианте удерживающий элемент оказывает прерывистое (точечное) или полупрерывистое воздействие на удерживаемую сторону, причем это воздействие предпочтительно направлено по существу перпендикулярно удерживаемой стороне в точке его приложения.
В одном из предпочтительных вариантов удерживающий элемент содержит по меньшей мере одну прижимную сферу, выполненную с возможностью качения по удерживаемой стороне панели в процессе обработки. В оптимальном варианте осуществления прижимная сфера изготовлена из упругодеформируемого материала с целью гашения вибрации обработки.
В соответствии с изобретением средства поддержки панели могут быть выполнены любым подходящим образом.
В предпочтительном варианте средства поддержки панели выполнены съемными, например, для обеспечения возможности работы устройства одновременно с осуществлением других операций. Так, во время установки панели на средства поддержки устройство может, например, обрабатывать другую панель, поддерживаемую другими средствами поддержки, причем эти операции могут производиться попеременно.
В предпочтительном варианте средства поддержки содержат съемную рамку, снабженную средствами крепления обрабатываемой панели.
Так, может быть предусмотрено некоторое количество таких съемных рамок, что позволяет обеспечить оптимальное использование устройства. Аналогичным образом, могут быть предусмотрены рамки различных типов, соответствующие панелям различной формы, которые могут обрабатываться при помощи устройства по изобретению.
В предпочтительном варианте съемная рамка содержит по меньшей мере одну подвижную траверсу, позволяющую регулировать размеры рамки в соответствии с размерами обрабатываемой панели.
Краткое описание чертежей
Другие особенности настоящего изобретения станут ясны из нижеследующего описания, содержащего ссылки на прилагаемые чертежи, которые иллюстрируют предпочтительные, но не накладывающие каких-либо ограничений варианты осуществления устройства для обработки, предназначенного для осуществления способа по изобретению. На чертежах:
- фиг.1 схематично изображает в перспективе общий вид предпочтительного варианта устройства для обработки по изобретению,
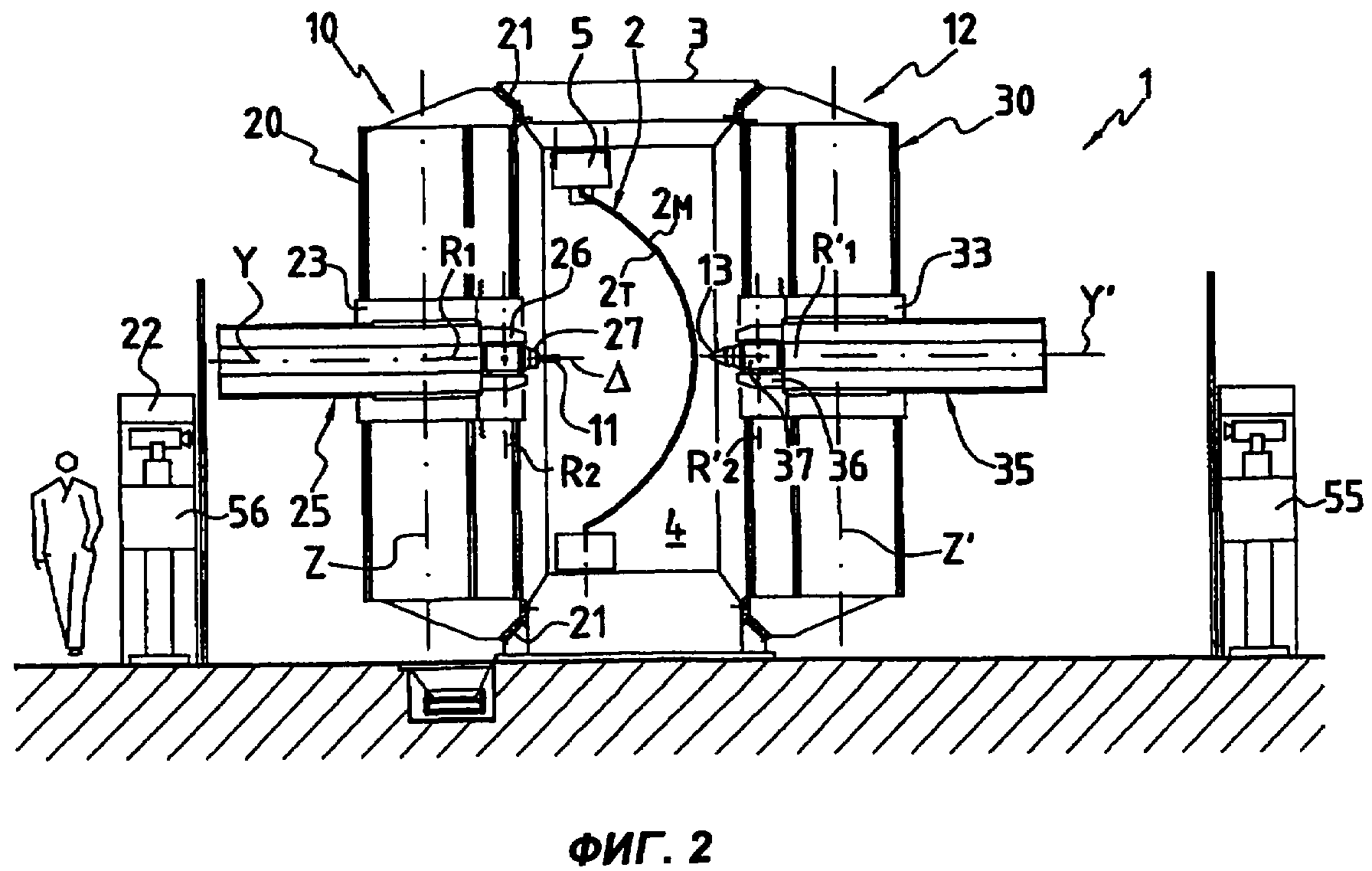
- на фиг.2 схематично изображено сечение устройства по фиг.1 по плоскости II-II,
- фиг.3 иллюстрирует конфигурацию крепления устройства для обработки и удерживающий элемент в процессе обработки панели в соответствии со способом по изобретению,
- на фиг.4 представлен в более крупном масштабе вид в перспективе предпочтительного, но не исключительного варианта осуществления средств поддержки панели, обрабатываемой в соответствии с изобретением,
- фиг.5 аналогична фиг.3, но изображает другой вариант осуществления устройства для обработки по изобретению,
- на фиг.6 представлен вид сбоку в разрезе еще одного варианта осуществления устройства для обработки по изобретению,
- фиг.7 аналогична фиг.5, но изображает другой вариант осуществления устройства для обработки по изобретению.
Осуществление изобретения
Устройство для обработки по изобретению, изображенное на фиг.1 и обозначаемое в целом обозначением 1, позволяет производить механическую обработку панели 2, которая может в общем случае иметь сложную и неразвертываемую форму, например выпуклую или вогнутую, или же локально выпуклую и локально вогнутую.
Для осуществления указанного способа обработки устройство 1 содержит шасси 3, которое в проиллюстрированном примере изготовлено в форме рамы, расположенной, по существу, вертикально и ограничивающей окно 4, в которое помещают обрабатываемую панель, удерживаемую в нем средствами 5 поддержки. В проиллюстрированном примере средства 5 поддержки изготовлены в форме съемной рамки, которая может быть зафиксирована в окне 4 на шасси 3 при помощи фиксирующих средств 6, которые могут быть выполнены любым подходящим образом.
В соответствии с одной из существенных особенностей изобретения устройство 1 для обработки также содержит средства 10 перемещения, по меньшей мере, одного обрабатывающего инструмента и, в соответствии с проиллюстрированным примером, один обрабатывающий инструмент 11, а также средства 12 перемещения, по меньшей мере, одного удерживающего элемента и, в соответствии с проиллюстрированным примером, один удерживающий элемент 13. Как показано более подробно на фиг.2, средства 10 и 12 перемещения установлены по разные стороны шасси 3, так что панель 2 расположена между обрабатывающим инструментом 11 и удерживающим элементом 13.
В проиллюстрированном примере средства 10 перемещения инструмента содержат балку 20, поступательно движущуюся вдоль оси Х по, по меньшей мере, одной, а в данном примере двум направляющим 21, поддерживаемым шасси 3. Таким образом, ось Х направляющих 21 расположена, по существу, горизонтально.
По технологии, известной как таковая специалистам в области разработки и изготовления механообрабатывающих станков, балка 20 связана с приводными средствами (не представлены) и управляется модулем 22 управления, различные функции которого описаны ниже, причем подразумевается, что модуль 22 управления выполнен таким образом, что он обеспечивает автоматическую работу устройства 1 для обработки.
Средства 10 перемещения инструмента 11 также содержат каретку 23, поступательно перемещающуюся вдоль оси Z по направляющей 24, поддерживаемой шасси 3. В соответствии с проиллюстрированным примером ось Z расположена, по существу, вертикально и перпендикулярно оси X, так что оси Х и Z определяют вертикальную плоскость. Каретка 23 также связана с приводными средствами (не представлены), которые обеспечивают ее движение по направляющей 24, управляемыми модулем 22 управления.
Средства 10 перемещения также содержат штангу 25, выполненную телескопической в продольном направлении вдоль оси Y и установленную на каретке 23. В проиллюстрированном примере ось Y расположена, по существу, перпендикулярно плоскости, определенной осями Х и Z взаимно перпендикулярных перемещений каретки 23. Телескопическая штанга также связана с приводными средствами (не представлены), управляемыми модулем 22 управления.
В соответствии с проиллюстрированным примером на конце телескопической штанги 25, обращенной к шасси 3, предусмотрена опора 26 головки, способная вращаться относительно штанги 25 вокруг оси R1 вращения, параллельной оси Y и, в соответствии с проиллюстрированным примером, совпадающей с осью Y. Как и другие подвижные элементы 20, 23 и 25 средств 10 перемещения, опора 26 головки связана с приводными средствами (не представлены), управляемыми модулем 22 управления.
Наконец, средства 10 перемещения также содержат головку 27 суппорта, устанавливаемую на опору 26 головки так, чтобы обеспечить возможность ее вращательного движения относительно опоры 26 вокруг оси R2, по существу, перпендикулярной оси R1. Разумеется, вращение головки 27 вокруг оси R2 связано с приводными средствами (не представлены), управляемыми модулем 22 управления.
Таким образом, вышеописанная конфигурация обеспечивает для инструмента 11, прикрепленного к головке 27 суппорта, пять степеней свободы, а именно три степени свободы поступательного движения вдоль осей X, Y, и Z и две степени свободы вращательного движения вокруг осей R1 и R2.
Наконец, в соответствии с проиллюстрированным примером головка 27 суппорта оборудована приводными средствами (не представлены), которые используют для приведения инструмента 11 в процессе обработки во вращение вокруг оси Δ, которая в примере, проиллюстрированном на фиг.2, по существу, совпадает с осью Y постольку, поскольку этот чертеж соответствует положению ожидания или покоя. Разумеется, в связи с различными степенями свободы головки 27 ось Δ может принимать различные положения, в то же время оставаясь перпендикулярной оси R2. Приводные средства, обеспечивающие вращение инструмента 11 и предусмотренные на головке 27, также управляются модулем 22 управления.
В соответствии с изобретением обрабатывающий инструмент 11 может быть выполнен различным образом; в соответствии с проиллюстрированным примером, как показано более явно на фиг.3, инструмент 11 выполнен в виде фрезы, приводимой во вращение вокруг оси Δ приводными средствами, предусмотренными на головке 27 суппорта.
Средства 12 перемещения удерживающего элемента 13 имеют конструкцию, по существу, аналогичную средствам 10 перемещения инструмента 11.
Таким образом, средства 12 перемещения удерживающего элемента 13 содержат:
- балку 30, совершающую поступательное перемещение вдоль оси X' по, по меньшей мере, одной, а в приведенном примере - двум направляющим 31, поддерживаемую шасси 3, и связанную с приводными средствами (не представлены), управляемыми модулем управления, причем ось X' расположена горизонтально,
- каретку 33, совершающую поступательное перемещение вдоль оси Z', поддерживаемую шасси 3, и связанную с приводными средствами (не представлены), управляемыми модулем 22 управления, причем ось Z' расположена, по существу, перпендикулярно оси X',
- штангу 35, выполненную телескопической вдоль оси Y', установленную на каретке 33 и связанную с приводными средствами (не представлены), управляемыми модулем 22 управления, причем ось Y' расположена, по существу, перпендикулярно плоскости, определенной осями X', Z',
- опору 36 головки, устанавливаемую на одном из концов телескопической штанги 35, вращающуюся относительно штанги 35 вокруг оси R'1, параллельной оси Y, и связанную с приводными средствами (не представлены), управляемыми модулем 22 управления,
- и головку 37 суппорта удерживающего элемента, устанавливаемую на опору 36 головки, вращающуюся относительно опоры 36 вокруг оси R'2, перпендикулярной оси R'1, и связанную с приводными средствами (не представлены), управляемыми модулем 22 управления.
В соответствии с изобретением удерживающий элемент 13 может быть выполнен любым подходящим образом; в проиллюстрированном примере удерживающий элемент 13 содержит прижимную сферу 41, расположенную на его конце, противоположном головке 37 суппорта, и осуществляющую, по существу, точечное давление на панель 2, как станет ясно из последующего описания. В предпочтительном варианте сфера 41 изготовлена из упругодеформируемого материала, например синтетического полимерного материала или пластика. Способность сферы к упругой деформации выгодно используется для гашения вибрации обработки. Разумеется, сфера может быть выполнена и из других материалов, например из металлов, подобных стали, или других подходящих металлических сплавов. В соответствии с проиллюстрированным примером сфера 41 расположена, по существу, на конце конического корпуса 42 с осью Δ', по существу, перпендикулярной оси R'2 вращения головки 37 суппорта. Сфера 41 прикреплена к корпусу 42 так, чтобы обеспечить возможность ее качения по панели 2, как станет ясно из последующего описания. Кроме того, в предпочтительном варианте удерживающий элемент 13 прикреплен к головке 37 суппорта съемным образом, обеспечивающим возможность его быстрой замены или замещения инструментом. С этой целью в предпочтительном варианте головка 37, как и головка 27 суппорта, оборудована средствами для вращения инструмента вокруг оси Δ', причем эти приводные средства управляются модулем 22 управления.
Образованное таким образом устройство для обработки приводят в действие следующим образом. Сначала в окне 4 устанавливают панель 2. Для этого в соответствии с проиллюстрированным примером шасси 3 оборудовано боковым окном 50, через которое вводят средства поддержки 5, образованные подвижной рамкой, так, чтобы разместить панель 2 между инструментом 11 и удерживающим элементом 13, как показано на фиг.2. В этом положении рамку фиксируют относительно шасси 3 так, что панель 2 оказывается абсолютно неподвижной относительно шасси 3.
По завершении этой операции в соответствии с существенной особенностью изобретения модуль 22 управления воздействует на средства 10 перемещения инструмента 11 и на средства 12 перемещения удерживающего элемента 13 так, чтобы привести работающий инструмент 11 в соприкосновение со стороной 2Т, называемой обрабатываемой стороной, панели 2 в зоне 50, называемой рабочей зоной, как показано на фиг.3. По существу аналогичным образом модуль 22 управления воздействует на средства 12 перемещения так, чтобы привести удерживающий элемент 13, а точнее сферу 41, в соприкосновение со стороной 2М, называемой удерживаемой стороной, панели 2 в зоне 52 удержания, расположенной на удерживаемой стороне 2М, противоположной обрабатываемой стороне 2Т, причем зона 52 удержания расположена относительно панели 2 напротив рабочей зоны 50.
По достижении этого положения модуль 22 управления обеспечивает координированное перемещение работающего инструмента 11 и удерживающего элемента 13, находящихся в соприкосновении с панелью 2, для выполнения, по меньшей мере частичной, обработки обрабатываемой стороны 2Т панели 2.
В соответствии с существенной особенностью изобретения модуль 22 управления осуществляет координированное перемещение инструмента 11 и удерживающего элемента 13 так, чтобы поддерживать противоположное расположение зоны 52 прижима и рабочей зоны 50 в ходе этого совместного перемещения. Таким образом, в ходе этого перемещения сфера перекатывается по удерживаемой стороне 2М панели 2. Это означает, что перемещение инструмента 11 и удерживающего элемента 13 относительно панели может быть разбито на составляющие, лежащие в плоскостях, тангенциальной (касательной) и нормальной (перпендикулярной) к поверхности панели, причем, по меньшей мере, тангенциальная составляющая не равна нулю. Таким образом, координированное перемещение содержит, по меньшей мере, одну составляющую, тангенциальную к поверхности панели, и, по меньшей мере, на некоторых стадиях процесса обработки также содержит составляющую, нормальную к поверхности панели, что, в частности, относится к инструментам на стадии регулировки глубины реза.
На всех стадиях обработки панели 2 модуль 22 предпочтительно управляет этими перемещениями так, чтобы сохранять перпендикулярность несущей оси Δ' удерживающего элемента 13 поверхности зоны 52 прижима и, во вторых, сопряжение оси Δ' и оси Δ вращения инструмента 11, так что в течение всего периода обработки и координированного перемещения оси Δ и Δ' совпадают.
Таким образом, благодаря сопряжению удерживающих элементов и обрабатывающих инструментов получают возможность проведения обработки панели 2 с высокой точностью и без деформации панели. Сопряжение удерживающего элемента 13 и обрабатывающего инструмента 11 в сочетании с высокой точностью средств цифрового управления, используемых в модуле 22 управления, позволяют проводить обработку с различными значениями глубины прохода или различными видами обработки в разных точках панели 2 в соответствии с требуемой прочностью панели. Крайне высокий уровень точности достигается, в частности, благодаря балансу сил обработки и удержания, прикладываемых к разным сторонам панели 2 инструментом 11 и удерживающим элементом 13.
В предпочтительном, но не строго необходимом варианте осуществления для получения особо высокой точности может быть предусмотрено использование телеметрических средств 55, например средств лазерной телеметрии, позволяющих произвести особо точную разметку стороны 2М прижима панели 2 перед ее обработкой. Такие телеметрические измерения позволяют получить точные справочные данные, позволяющие с высокой точностью определить толщину панели 2 во всех ее точках после обработки. Действительно, остаточная толщина может в этом случае быть определена в процессе обработки как расстояние между концом инструмента 11 и удерживающим элементом 13, точнее сферой 41, поскольку это расстояние соответствует остаточной толщине панели 2 после обработки.
В соответствии с другой особенностью изобретения также может быть предусмотрено использование телеметрических средств 56, позволяющих измерять координаты на рабочей стороне 2Т панели с высокой точностью. Таким образом, совместное использование телеметрических средств 55 и 56 позволяет получить полную информацию о геометрии панели 2 до и после ее обработки.
По завершении обработки панели 2 средства поддержки 5 в виде рамки деблокируют и вынимают, чтобы обеспечить возможность установки другой рамки.
Изобретение обеспечивает возможность продолжения работы во время проведения ручных работ и позволяет обрабатывать панели 2 различных типов при помощи использования различных рамок.
Следует отметить, что в проиллюстрированном примере рамка оборудована траверсой 57, совершающей поступательные перемещения и позволяющей регулировать эффективные размеры рамки, что позволяет устанавливать в рамках одного и того же типа панели различных размеров.
В соответствии с изобретением в рабочей зоне 50 также может быть установлен, по меньшей мере, один противоупор 58, как показано на фиг.5. В соответствии с данным примером противоупор 58 содержит три телескопических изостатических пальца 59, находящихся в постоянном соприкосновении с рабочей стороной 2Т панели 2. Пальцы 59 предпочтительно расположены в форме треугольника, хотя могут быть предусмотрены и другие конфигурации.
Пальцы 59, образующие противоупор, используются для предотвращения смещения панели инструментом 11, а также могут гасить вибрации обработки.
Кроме того, в соответствии с другим вариантом осуществления изобретения также используют предусмотренные на головке 27 суппорта обрабатывающего инструмента средства поступательного перемещения инструмента вдоль направления оси Δ, перпендикулярной оси вращения R2. Аналогичным образом используют предусмотренные на головке 37 суппорта удерживающего элемента средства поступательного перемещения удерживающего элемента вдоль направления оси Δ', перпендикулярной оси вращения R'2. Разумеется, эти средства поступательного перемещения связаны с приводными средствами, управляемыми модулем управления.
Такая конфигурация особенно хорошо приспособлена для обработки панели с обеспечением максимального соответствия заданной теоретической модели.
В этом случае модуль управления осуществляет управление установкой на основе файла трехмерного теоретического описания изготавливаемой панели и управляет работой различных элементов устройства для обработки в соответствии с этой задачей.
Разумеется, управление устройством по изобретению может осуществляться в соответствии со способом механической обработки, который может быть назван корректирующим, причем после использования средств телеметрии для определения имеющейся формы панели модуль управления управляет работой устройства так, чтобы получить из имеющейся формы требуемую.
Проведению таких операций трехмерной обработки панели особенно способствует кинематика концов штанг 25 и 26, а также суппортов инструмента и удерживающего элемента, как показано на фиг.3.
Однако для некоторых сочетаний перемещений модуль управления испытывает затруднения с вычислением вращения вокруг осей R1, R2 и R'1, R'2, необходимого для достижения зон обработки и прижима.
Для разрешения этих трудностей вычислений и управления в соответствии с одним из вариантов осуществления изобретения, в частности проиллюстрированным на фиг.6, предлагается исключить вращение опор 26 и 36 головок вокруг осей R1 и R'1. В соответствии с этим вариантом осуществления вращение вокруг осей R1 и R'1 заменяется вращением опор 26 и 36 головок соответственно вокруг осей R3 и R'3, расположенных, по существу, вертикально или содержащихся в вертикальной плоскости. В этой конфигурации оси R2 и R'2 вращения расположены перпендикулярно осям R3 и R'3 соответственно. Разумеется, устройство для механической обработки содержит приводные средства, управляемые модулем управления и связанные с вращательным движением вокруг осей R3 и R'3.
На фиг.7 представлен вариант осуществления устройства для обработки, изображенного на фиг.6. В соответствии с данным вариантом осуществления вращательные движения вокруг осей R1 и R'1 сочетаются с вращательными движениями вокруг осей R2, R3 и R'2, R'3.
С этой целью конец штанги 25 содержит гнездо 60, способное вращаться вокруг горизонтальной оси R1, параллельной оси Y. Опору 26 головки устанавливают в гнездо 60 так, что она может вращаться относительно него вокруг оси R3, перпендикулярной оси R1, а головка 27 суппорта может вращаться относительно опоры 26 вокруг оси R2, перпендикулярной как оси R1, так и оси R3. Узел, включающий конец штанги 25, к которому прикреплено гнездо 60, опору 26 головки и головку 27 суппорта, может быть описан как узел головки.
Аналогичным образом, конец штанги 35 содержит гнездо 61, способное вращаться вокруг горизонтальной оси R'1.
Опору 36 головки устанавливают в гнездо 61 так, что она может вращаться относительно него вокруг оси R'3, перпендикулярной оси R1, а головка 37 суппорта удерживающего элемента может вращаться относительно опоры 36 вокруг оси R'2, перпендикулярной осям R'1 и R'3.
В такой конфигурации существует избыточность между осями R1, R2, и R3 с одной стороны и осями R'1, R'2, R'3 с другой. Модуль 22 управления осуществляет управление устройством для обработки так, что сочетания вращательных движений вокруг, соответственно, осей R2, R3 и R'2, R'3 имеют более высокий приоритет, чем вращательные движения вокруг, соответственно, осей R1 и R'1.
Разумеется, в вариантах осуществления изобретения по фиг.6 и 7 также может быть предусмотрено поступательное движение инструмента вдоль оси Δ и удерживающего элемента вдоль оси Δ'.
Реферат
Изобретение относится к машиностроению и может быть применено для обработки панели. Способ и устройство обработки панелей включает размещение по меньшей мере одного обрабатывающего инструмента в рабочей зоне на одной стороне панели, называемой обрабатываемой стороной, размещение по меньшей мере одного удерживающего элемента в зоне прижима, расположенной, во-первых, на стороне панели, называемой удерживаемой стороной и противоположной обрабатываемой стороне, а во-вторых, напротив рабочей зоны относительно панели, координированное перемещение работающего обрабатывающего инструмента и удерживающего элемента относительно панели, которое содержит по меньшей мере одну составляющую, тангенциальную к поверхности панели, с сохранением противоположного расположения зоны прижима и рабочей зоны, для обработки по меньшей мере части обрабатываемой стороны. Обеспечивается высокая точность обработки, в частности, методом удаления материала. 2 н. и 27 з.п. ф-лы, 7 ил.
Комментарии