Шпиндельный узел тяжелого металлорежущего станка - SU1210995A1
Код документа: SU1210995A1
Описание
Изобретение относится к станко- строечню и может быть использовано в тяжелых металлорежуищх станках, преимущественно токарных.
Цель изо.бретения - повьшение точности и расширение технологических возможностей путем обеспечения возможности выполнения черновой и чистовой обработки на одном станке.
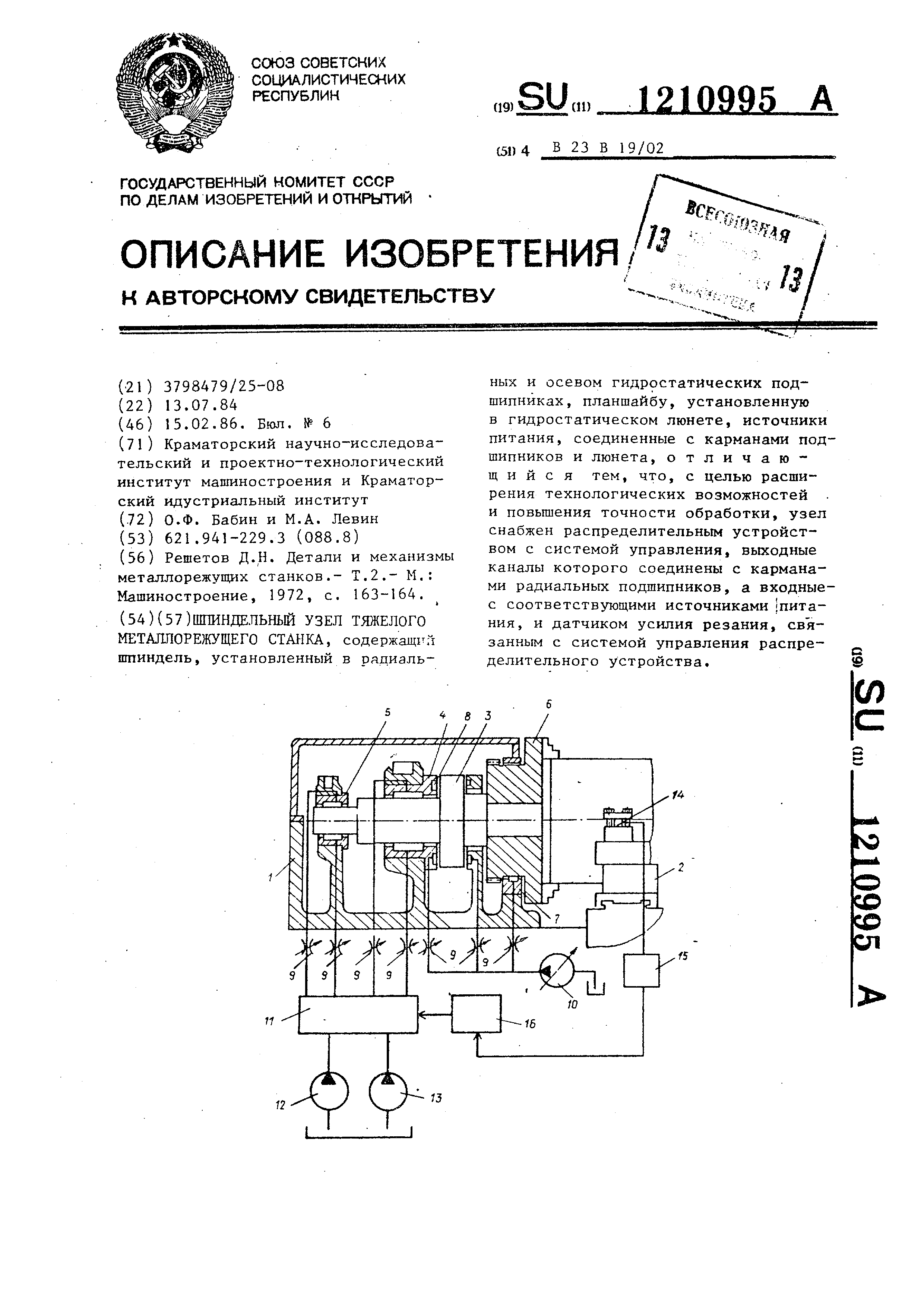
На чертеже изображен вид шпиндельного узла тяжелого металлорежущего станка.
Шпиндельный узел тяжелого металлорежущего станка, размещенный в корпусе передней бабки , связан с суппортом 2. Шпиндель 3 установлен в переднем 4 и заднем 5 радиальных гидростатических подшипниках и под планшайбой 6 поддерживается гидростатическим люнетом 7. Осевые нагрузки воспринимает осевой многокарманный гидростатический подшипник 8 Карманы люнета 7 и осевого гидростатического подшипника 8 сообщены через компенсаторы 9 с источником 10 питания, а карманы радиальных гидростатических подшипников 4 и 5 - через компенсаторы 9 и распределительное устройство 11 - с источниками 12 и 13 питания низкого и высокого
давления. На суппорте 2 станка закреплен режущий инструмент 14, связанный с датчиком 15, предназначенным для определения усилия резания, действующего на инструмент. Датчик 15 усилия присоединен к системе 16 управления распределительного устройства 11.
Шпиндельный узел тяжелого металлорежущего станка работает следующем образом.
При черновой обработке, которая ведется с большими сечениями среза и, соответственно, при больших усилиях резания, подача смазывающего вещества в карманы радиальных гидростатических подшипников 4 и 5 осуществляется от источника питания высокого давления 13 через распределительное устройство 11 и компенсаторы 9, а в карманы осевого гидростатического подшипника 8 - от источника питания 10 через компенсаторы 9 При этом обеспечивается высоВНИИПИ Заказ 583/16 Тираж |000 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
кая жесткость шпиндельного узла как в вертикальной, так и в г оризон тальной плоскостях.
При чистовой обработке, когда
усилие резания на инструмент 14 мало , датчик 15 дает сигнал на систему 16 управления, которая переводит регулирующее устройство 11 в положение , при котором подача смазки в
карманы радиальных гидростатических подшипников 4 и 5 осуществляется род, низким давлением (0,3-0,5 МПа) рт насоса 12. При этом смазочные слои в радиальных гидростатических
подшипниках 4 и 5 практически не создают несущей способности и лишь предотвращают возникновение задиров на опорных поверхностях. Поэтому вращение шпинделя 3 в этом случае
осуществляется практически в гидростатическом люнете 7 и осевом гидростатическом подшипнике 8. Это исключает биение шпинделя, поскольку устраняется источник возникновения
периодически изменяющейся реакции опорных гидростатических подшипников , обусловленной относительным биением опорных шеек шпинделя 3 и планшайбы 6 трехопорного шпиндельного узла. В то же время жесткость шпиндельного узла с учетом податливости опор в горизонтальной плоскости мала вследствие малой жесткости опор: радиальных гидростатических подшипников 4 и 5 из-за низкого давления в системе питания, люнета 7 из-за малой горизонтальной составляющей реакции смазочного слоя, обусловленной небольшим углом между осью карманов и вертикалью (20-30). Однако при чистовой обработке, когда радиальная составляющая силы резав ия на два порядка и более меньше, чем при черновой обработке, это не приводит к заметному перемещению шпинделя 3 и практически не сказывается на точности.
Таким образом, при чистовой об- работке устраняется биение шпинделя и обеспечивается высокая стабильность положения его оси, что позволяет выполнять обработку изделия с высокой точностью.
Реферат
Комментарии