Обрабатывающий станок - RU2721758C2
Код документа: RU2721758C2
Чертежи



Описание
Изобретение относится к обрабатывающему станку для управляемой компьютером обработки деталей, содержащему станину станка и по меньшей мере два зажимных приспособления, удерживаемых друг с другом с возможностью установочного перемещения, при этом с помощью одного из зажимных приспособлений образован по меньшей мере один элемент крепления детали и с помощью соответствующего другого зажимного приспособления образован по меньшей мере один элемент крепления инструмента.
Известные устройства служат для механизированного разделения, стыковки и покрытия деталей, при этом главные и установочные движения, подлежащие выполнению для реализации этих способов изготовления между элементом крепления детали и элементом крепления инструмента осуществляются с помощью прямолинейных и поворотных направляющих. Для этого известные устройства обычно имеют элементы крепления деталей, выполненные на крестовом столе и элементы крепления инструментов, выполненные на поворотных обрабатывающих головках, например, в виде мотор-шпинделя. Однако известны также устройства, в которых элементы крепления деталей или элементы крепления инструментов перемещаются на механических руках. Однако для использования крестовых столов или механических рук требуется большие пространства для движений, герметизация которых для защиты от загрязнений или для обеспечения безопасности работы является затратной, что является существенным недостатком. Использование крестовых столов или механических рук связано также с большими диапазонами перемещений, которые отрицательно влияют на рабочую скорость и жесткость конструктивных элементов. Однако достаточно жесткое выполнение крестовых столов или механических рук является трудоемким и поэтому связано с высокой стоимостью изготовления.
Поэтому в основу изобретения положена задача создания обрабатывающего станка, конструктивные размеры которого значительно уменьшены при тех же показателях производительности.
Эта задача решена, согласно изобретению, с помощью обрабатывающего станка с признаками пункта 1 формулы изобретения. Предпочтительные усовершенствованные варианты выполнения изобретения приведены в пунктах формулы изобретения, зависимых от пункта 1.
Обрабатывающий станок, согласно изобретению, характеризуется тем, что зажимные приспособления удерживаются с возможностью установочного перемещения в станине станка с помощью соответствующего поворотного механизма по меньшей мере с двумя соединенными последовательно и пересекающими друг друга поворотными осями, и по меньшей мере между одним из зажимных приспособлений и станиной станка образована по меньшей мере одна линейная направляющая. За счет последовательного соединения своих поворотных осей, поворотные механизмы содержат соответствующий первый исполнительный элемент, установленный с помощью первой поворотной оси в станине станка, а также соответствующий второй исполнительный элемент, установленный с помощью второй поворотной оси на первом исполнительном элементе. Линейная направляющая служит для регулирования расстояния между двумя зажимными приспособлениями независимо от занимаемого поворотными механизмами поворотного положения, так что в рамках изобретения возможна замена линейной направляющей любой направляющей, которая пригодна для регулирования расстояния между зажимными приспособлениями. С помощью подвижного взаимодействия обоих поворотных механизмов и линейной направляющей между элементом крепления детали и элементом крепления инструмента в управляемых компьютером процессах могут генерироваться все относительные движения, которые необходимы для перемещения по любым геометрическим контурам. Таким образом, относительные движения обеспечивают возможность как позиционирования детали и инструмента внутри рабочего пространства, так и ориентации детали и инструмента относительно друг друга. За счет наложения друг на друга поворотных движений, выполняемых с помощью поворотных механизмов в самом тесном пространстве, относительные движения, создаваемые между деталью и инструментом, являются сравнительно большими, так что обрабатывающий станок, согласно изобретению, предпочтительно имеет компактную конструкцию, и предпочтительно позволяет обеспечить большие рабочие скорости.
Согласно первому усовершенствованному варианту осуществления изобретения, линейная направляющая образована между одним из зажимных приспособлений и поворотным механизмом, удерживающим зажимное приспособление. Таким образом, масса, подлежащая перемещению по линейной направляющей, предпочтительно ограничивается массой зажимного приспособления, включая подлежащую размещению в нем деталь или инструмент. Выполненная в соответствии с этим линейная направляющая имеет небольшие размеры и тем самым предпочтительно обеспечивает возможность перемещения с большими рабочими скоростями. Однако в рамках данного изобретения, естественно, возможно также выполнение линейной направляющей между поворотными осями поворотных механизмов или между поворотными механизмами в станине станка.
Согласно особенно предпочтительному усовершенствованному варианту осуществления изобретения, между пересекающими друг друга поворотными осями образован прямой угол. Другие углы в принципе возможны, однако приводят к ненужному усложнению программирования процессов управления, необходимых для управляемой компьютером обработки.
Кроме того, предпочтительно предусмотрено ориентирование параллельно друг другу поворотных осей, образованных между станиной станка и поворотными механизмами. Другие ориентации в принципе возможны, однако также приводят к ненужному усложнению программирования процессов управления, необходимых для управляемой компьютером обработки.
Согласно следующему усовершенствованному варианту осуществления изобретения, обрабатывающий станок имеет более двух удерживаемых с возможностью установочного перемещения зажимных приспособлений, при этом по меньшей мере один из их поворотных механизмов расположен центрально, а соответствующие другие поворотные механизмы расположены с распределением по периферии центрально расположенного поворотного механизма. Если с помощью зажимного приспособления центрально расположенного поворотного механизма образован элемент крепления инструмента, а с помощью периферийных зажимных приспособлений образованы соответствующие элементы крепления деталей, то по меньшей мере в одном из элементов крепления деталей можно выполнять смену детали, в то время как соответствующая уже зажатая в другом элементе крепления детали деталь обрабатывается с помощью инструмента центрально расположенного элемента крепления инструмента. Таким образом, может быть значительно уменьшено время переналадки. Однако если наоборот с помощью зажимного приспособления центрально расположенного поворотного механизма образован элемент крепления детали, а с помощью периферийных зажимных приспособлений образованы соответствующие элементы крепления инструмента, то элементы крепления инструмента могут быть снабжены различными инструментами, в то время как деталь, зажатая в элементе крепления детали, обрабатывается со сменой в ходе работы различными инструментами периферийно расположенных элементов крепления инструмента. Таким образом, может быть также значительно уменьшено время на переналадку. В одном варианте выполнения возможно прохождение поворотных механизмов, расположенных на периферии центрального поворотного механизма, по окружной траектории, также как в известных многопозиционных станках с круглым делительным столом.
Согласно другому усовершенствованному варианту осуществления изобретения, по меньшей мере одно из зажимных приспособлений имеет по меньшей мере один мотор-шпиндель для выполнения движений резания. В случае вращающегося режущего инструмента, зажимное приспособление, образующее элемент крепления детали, является - в качестве так называемого посадочного места под инструмент - частью мотор-шпинделя. В случае инструмента, выполненного в виде токарного резца, зажимное приспособление, образующее элемент крепления детали, выполнено в виде токарного патрона. Обрабатывающий станок, согласно изобретению, перекрывает предпочтительно широкий спектр выполняемых работ, когда с обоими зажимными приспособлениями согласован вращательный привод для выполнения движений резания.
Для возможно более простого выполнения процессов управления, требуемых для управляемой компьютером обработки деталей, с помощью пересекающих друг друга поворотных осей по меньшей мере одного из поворотных механизмов образовано перекрестие осей. Если одно из зажимных приспособлений имеет мотор-шпиндель, то с помощью его поворотной оси и с помощью пересекающих друг друга поворотных осей поворотного механизма, имеющего мотор-шпиндель, образован узел осей. Для выполнения возможно ближе к оси лежащего между зажимными приспособлениями рабочего пространства, исполнительные элементы, установленные с возможностью поворота вокруг первых поворотных осей в станине станка, предпочтительно выполнены в виде коленчатых валов или хвостовика коленчатого вала.
Ниже приводится более подробное описание примеров выполнения изобретения, из которых следуют другие признаки изобретения, со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - первый пример выполнения обрабатывающего станка, согласно изобретению, в изометрической проекции;
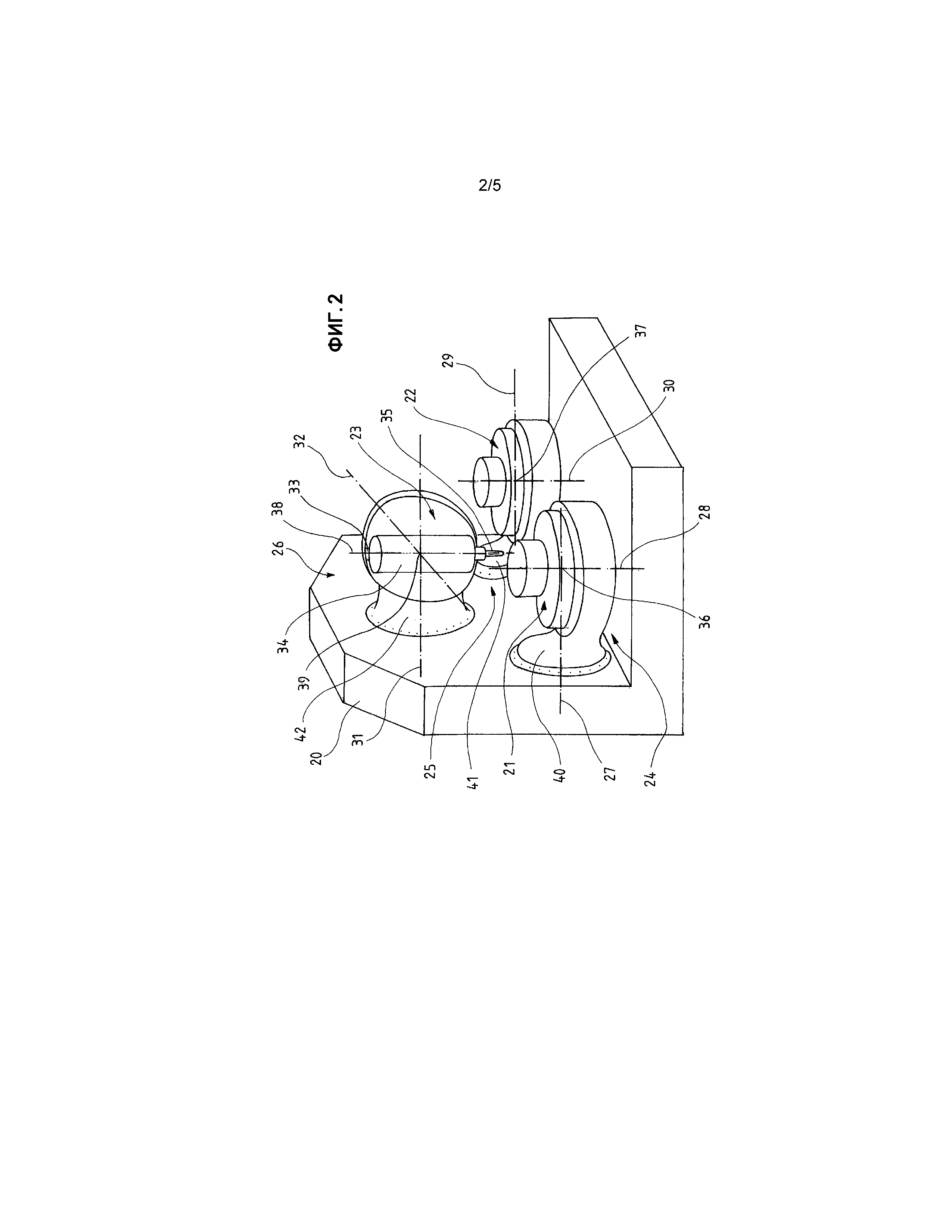
фиг. 2 - второй пример выполнения обрабатывающего станка, согласно изобретению, в изометрической проекции;
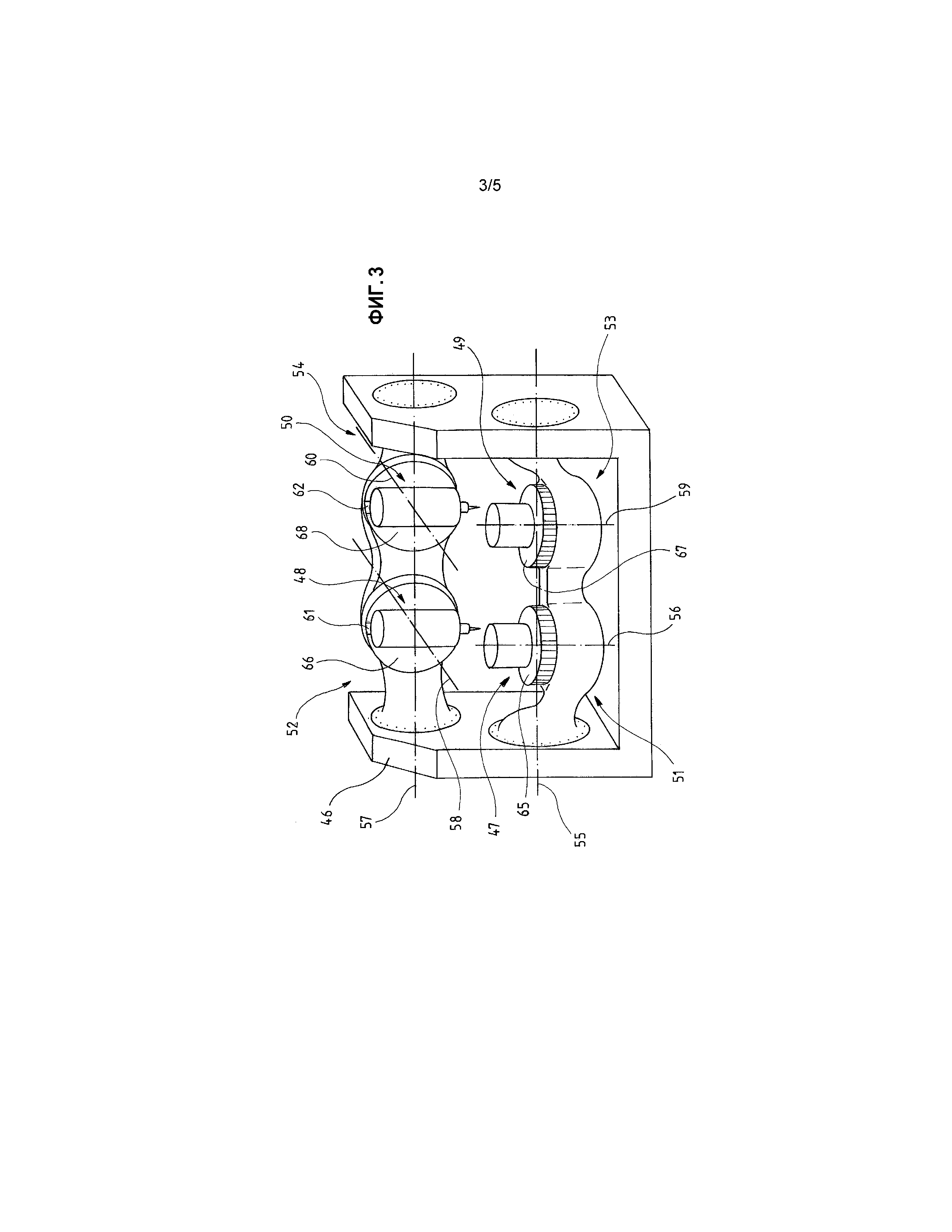
фиг. 3 - третий пример выполнения обрабатывающего станка, согласно изобретению, в изометрической проекции;
фиг. 4 - четвертый пример выполнения обрабатывающего станка, согласно изобретению, в изометрической проекции; и
фиг. 5 - пятый пример выполнения обрабатывающего станка, согласно изобретению, в изометрической проекции;
На фиг. 1 схематично показан в изометрической проекции обрабатывающий станок, согласно изобретению, содержащий станину 1 станка и зажимные приспособления 2, 3, удерживаемые друг с другом с возможностью установочного перемещения, при этом с помощью зажимного приспособления 2 образован элемент крепления инструмента, а с помощью зажимного приспособления 3 - элемент крепления детали. Зажимные приспособления 2, 3 удерживаются соответственно с помощью поворотного механизма 4, 5 с двумя соединенными последовательно поворотными осями 6, 7, или соответственно 8, 9, с возможностью установочного перемещения в станине 1 станка. Между зажимным приспособлением 3 и станиной 1 станка образована линейная направляющая 10, которая расположена между зажимным приспособлением 3 и удерживающим его поворотным механизмом 5. В то время как между пересекающими друг друга поворотными осями 6, 7, соответственно 8, 9, образован прямой угол, образованные между станиной 1 станка и поворотными механизмами 4, 5 поворотные оси 6, 8 ориентированы параллельно друг другу. Зажимное приспособление 3 имеет мотор-шпиндель 11 для выполнения движений резания с помощью зажатого в зажимном приспособлении 3 инструмента 12. В то время как с помощью пересекающих друг друга поворотных осей 6, 7 поворотного механизма 4 образовано перекрестие 13 осей, с помощью поворотной оси 14 мотор-шпинделя 11 и с помощью пересекающих друг друга поворотных осей 8, 9 имеющего мотор-шпиндель 11 поворотного механизма 5 образован узел 15 осей. За счет последовательного соединения поворотных осей 6, 7, соответственно 8, 9, поворотные механизмы 4, 5 имеют соответствующий установленный с помощью поворотных осей 6, 8 в станине 1 станка первый исполнительный элемент 16, 17, а также соответствующий установленный с помощью поворотных осей 7, 9 на первом исполнительном элементе 16, соответственно 17, второй исполнительный элемент 18, 19. Для выполнения возможно ближе к оси лежащего между зажимными приспособлениями 2, 3 рабочего пространства, установленные в станине 1 станка первые исполнительные элементы 16, 17 выполнены в виде двухколенчатых валов. Вторые исполнительные элементы 18, 19 выполнены в виде поворотных дисков для размещения зажимных приспособлений 2, 3.
На фиг. 2 показан схематично в изометрической проекции второй пример выполнения обрабатывающего станка, согласно изобретению, в котором обрабатывающий станок имеет станину 20 станка и три зажимных приспособления 21, 22, 23, удерживаемых друг с другом с возможностью установочного перемещения, при этом с помощью зажимных приспособлений 21, 22 образовано соответствующий элемент крепления детали, и с помощью зажимного приспособления 23 образован элемент крепления инструмента. Зажимные приспособления 21, 22, 23 удерживаются с помощью соответствующего поворотного механизма 24, 25, 26 с двумя соединенными последовательно и пересекающими друг друга поворотными осями 27, 28, соответственно 29, 30, соответственно 31, 32, с возможностью установочного перемещения в станине 20 станка. Между зажимным приспособлением 23 и станиной 20 станка образована линейная направляющая 33, которая расположена между зажимным приспособлением 23 и удерживающим это зажимное приспособление поворотным механизмом 26. В то время как также здесь пересекающие друг друга поворотные оси 27, 28, соответственно 29, 30, соответственно 31, 32, образуют прямой угол, образованные между станиной 1 станка и поворотными механизмами 24, 25, 26 поворотные оси 27, 29, 31 ориентированы также параллельно друг другу. В то время как поворотный механизм 26 выполненного в виде элемента крепления инструмента зажимного приспособления 23 имеет центральное расположение, оба других поворотных механизма 24, 25 расположены с распределением на нижней периферии центрально расположенного поворотного механизма 26. Образованное в виде элемента крепления детали зажимное приспособление 23 имеет мотор-шпиндель 34 для выполнения движений резания с помощью зажатого в зажимном приспособлении 23 инструмента 35. В то время как с помощью пересекающих друг друга поворотных осей 27, 28, соответственно 29, 30, поворотных механизмов 24, 25 образовано соответствующее перекрестие 36, 37 осей, с помощью поворотной оси 38 мотор-шпинделя 34 и с помощью пересекающих друг друга поворотных осей 31, 32 содержащего мотор-шпиндель 34 поворотного механизма 26 образован узел 29 осей. За счет последовательного соединения своих поворотных осей 27, 28, соответственно 29, 30, соответственно 31, 32, поворотные механизмы 24, 25, 26 имеют соответствующий установленный с помощью поворотных осей 27, 29, 31 в станине 20 станка первый исполнительный элемент 40, 41, 42, а также соответствующий установленный с помощью поворотных осей 28, 30, 42 на первом исполнительном элементе 40, 41, 42 второй исполнительный элемент 43, 44, 45. В то время как первые исполнительные элементы 40, 41, 42 выполнены в виде соответствующих хвостовиков коленчатого вала, вторые исполнительные элементы 43, 44, 45 выполнены в виде соответствующих поворотных дисков.
На фиг. 3 показан схематично в изометрической проекции третий вариант выполнения обрабатывающего станка, согласно изобретению, в котором обрабатывающий станок имеет станину 46 станка и четыре зажимных приспособления 47, 48, 49, 50, удерживаемых друг с другом с возможностью установочного перемещения , при этом с помощью зажимного приспособления 47, 49 образован соответствующий элемент крепления детали, и с помощью зажимных приспособлений 48, 49 образован соответствующий элемент крепления инструмента. Зажимные приспособления 47, 48, 49, 50 удерживаются с помощью соответствующего поворотного механизма 51, 52, 53, 54 с двумя соединенными последовательно и пересекающими друг друга поворотными осями 55, 56, соответственно 57, 58, соответственно 55, 59, соответственно 57, 60, с возможностью установочного перемещения в станине 46 станка. Между каждыми обоими зажимными приспособлениями 48, 50, образующими элемент крепления инструмента, и станиной 46 станка образована линейная направляющая 61, соответственно 62, которые расположены между зажимным приспособлением 48, соответственно 50, и удерживающим это зажимное приспособление 48, соответственно 50, поворотным механизмом 52, соответственно 54. В то время как поворотные механизмы 52, 54 включены вместе через общую поворотную ось 57, поворотные механизмы 51 включены вместе через общую поворотную ось 55. За счет последовательного включения их поворотных осей 55, 56, соответственно 57, 58, соответственно 55, 59, соответственно 57, 60, поворотные механизмы 51, 52, 43, 54 имеют соответствующий установленный с помощью поворотных осей 55, 57 в станине 46 станка первый исполнительный элемент 63, соответственно 64, а также соответствующий установленный с помощью поворотных осей 56, 58, 59, 60 на первых исполнительных элементах 63, 64 второй исполнительный элемент 65, 66, 67, 68. В то время как оба первых исполнительных элемента 63, 64 выполнены в виде двухколенчатого вала, вторые исполнительные элементы 65, 66, 67, 68, шарнирно соединенные в две пары на соответствующем одном из двухколенчатых валов, выполнены в виде соответствующих поворотных дисков.
На фиг. 4 показан также схематично в изометрической проекции обрабатывающий станок, согласно изобретению, однако в четвертом, менее подробно поясняемом здесь примере выполнения. В этом примере выполнения обрабатывающий станок имеет выполненную в виде цокольной плиты станину 69 станка и два зажимных приспособления 70, 71, удерживаемых друг с другом с возможностью установочного перемещения, при этом с помощью зажимного приспособления 70 образован элемент крепления детали, а с помощью зажимного приспособления 71 – элемент крепления инструмента. За счет последовательного соединения своих поворотных осей, поворотные механизмы имеют соответствующий установленный с помощью поворотных осей в станине 69 станка первый исполнительный элемент 74, 75, а также соответствующий установленный с помощью поворотных осей на первом исполнительном элементе второй исполнительный элемент 76, 77. В этом примере выполнения первый исполнительный элемент 75 выполнен в виде двухточечной опоры вала, а второй исполнительный элемент 75 выполнен в виде хвостовика одноколенчатого вала. В то время как согласованный со вторым зажимным приспособлением 70 второй исполнительный элемент 76 выполнен в виде приемного вала для детали, согласованный с зажимным приспособлением 71 второй исполнительный элемент 77 выполнен снова в виде поворотного диска.
Также на фиг. 5 показан схематично в изометрической проекции обрабатывающий станок, согласно изобретению, однако в пятом, также менее подробно поясняемом примере выполнения. Здесь обрабатывающий станок имеет выполненную в виде рамной конструкции станину 78 станка и два зажимных приспособления 79, 80, удерживаемых друг с другом с возможностью установочного перемещения, при этом с помощью зажимного приспособления 79 образован элемент крепления детали, а с помощью зажимного приспособления 80 образован элемент крепления инструмента. За счет последовательного соединения своих поворотных осей, поворотные механизмы имеют здесь соответствующий установленный с помощью поворотных осей в станине 78 станка первый исполнительный элемент 81, 82, а также установленный с помощью поворотных осей на первом исполнительном элементе 81, 82 второй исполнительный элемент 83, 84. В этом примере выполнения оба первых исполнительных элемента 81, 82 выполнены в виде цапф коленчатого вала, и оба вторых исполнительных элемента 83, 84 выполнены в виде поворотных дисков.
Все указанные в предшествующем описании и в формуле изобретения признаки могут комбинироваться в любой совокупности с признаками независимого пункта формулы изобретения. Таким образом, раскрытие изобретения не ограничивается поясненными, соответственно, указанными в формуле изобретения комбинациями признаков, а следует все рациональные комбинации признаков рассматривать как раскрытые в рамках изобретения.
Реферат
Изобретение относится к области управляемой компьютером обработки деталей. Обрабатывающий станок содержит станину и по меньшей мере два зажимных приспособления, удерживаемых в станине с возможностью установочного перемещения, при этом с помощью одного из зажимных приспособлений образован по меньшей мере один элемент крепления детали и с помощью соответствующего другого зажимного приспособления образован по меньшей мере один элемент крепления инструмента. При этом зажимные приспособления (2, 3) удерживаются с возможностью установочного перемещения в станине (1) соответственно посредством поворотного механизма (4, 5) по меньшей мере с двумя соединенными последовательно исполнительными элементами (16-19), имеющими пересекающие друг друга поворотные оси (6-9), и по меньшей мере между одним из зажимных приспособлений (2, 3) и поворотным механизмом (4, 5), удерживающим зажимное приспособление, расположена по меньшей мере одна линейная направляющая (10). Использование изобретения позволяет упростить конструкцию станка и уменьшить его габариты при сохранении показателей производительности. 6 з.п. ф-лы, 5 ил.
Комментарии