Способ изготовления изделий - SU1362395A3
Код документа: SU1362395A3
Чертежи


Описание
Изобретение относится к автомати- ческим линиям обработки и сборки деталей в изделия.
Целью изобретения является повышение производительности труда за счет автоматизации процессов обработки и сборки деталей в изделие.
На фиг. 1 дана автоматическая линия , общий ВИД; на фиг. 2 - то же, для монтажа изделий, вид сверху; на фиг. 3 - монтажньш спутник с сопряженным с ним спутником с деталями, вид сверхуj на фиг. 4 - автоматическая линия для изготовления изделий , вид сверху; на фиг. 5 - монтажный спутник с вставленной монтажной плитой и с установленными на ней приемниками отдельных деталей; на фиг.6 спутник с деталями при приподнятом носителе отдельных деталей.
На фиг. 1 показана автоматическая линия 1 .для изготовления изделий 2, отдельные детали 3-5 и их монтаж в изделие 2. Автоматическая линия 1 для изготовления изделий 2 разделяется на зону 6 производства отдельных деталей 4 и 5, зону 7 предварительной подготовки деталей 4 и 5, зону 8 или 9 накопления для спутников 10 отдельных деталей, оснащаемых или уже оснащенных отдельными деталями, и на зону 11 монтажа, в которой отдельные детали 3-5 собираются в изделие 2.
В зоне 6 производства показаны технологические (обрабатывающие) позиции 12, например токарный 13 или сверлильный 14 станки. Готовые отдельные детали 4 или 5 укладываются в приемники 15 отдельных деталей.Эти приемники 15 отдельных деталей образуются , например, из пластмассовых
4 и 5 или приемниками 15 отдельных деталей может происходить таким образом , что при использовании параллельного пути 26 подачи группа 27, образованная из четырех спутников
емкостей 16 в виде ковща, которые вставляются в фиксаторы -17 транспорт- др- 10 и 21 отдельных деталей, несколь- ных упаковок 18. Если все приемники ко раз перемещается мимо манипуля- 15 отдельных деталей загружены от- тора 19 или рабочего 20, причем при
каждом проходе соответственно укладываются только отдельные детали 4 или 5 одного вида или приемники 15 отдельных деталей, которые содержат только детали одного вида
Во время процесса загрузки зона 11 монтажа может снабжаться уже загруженными спутниками 10 и 21 отдельных деталей из накопительного устройства 28, расположенного в зодельными деталями 4 или 5, транспортные упаковки подаются в зону 7 предварительной подготовки, В этой зоне 7 отдельные детали 4 и 5 или приемники 15 отдельных деталей с помощью манипуляторов 19 или усилиями рабочего 20 укладываются на спутник 21 отдельных деталей. Чтобы иметь возможность выполнить манипулятор по возможности простой конструкции и сэкономить на стоимости свободно подвижных в нескольких направлениях в пространстве
50
55
не 8 накопления, для загруженных спутников 21 отдельных деталей. Тем
0
5
роботов, которые могут быть также применены для зтих работ, производится позиционирование отдельных деталей 4 и 5 или приемников 15 отдельных деталей в направлении сдвоенной стрелки 22 путем продольного перемещения транспортной упаковки 18 или спутников 10 и 21 отдельньЕХ деталей относительно направляющей 23 манипулятора 19, проходящей поперек к ней. Манипулятор для позиционирования отдельных деталей 4 и 5 или приемников 15 отдельных деталей нзгжда- ется лишь в одной дополнительной направляющей в вертикальном направлении . После того, как все приемники 15 отдельных деталей будут удалены из транспортных упаковок 18, они по0 даются для приема освободившихся , (опороженных) приемников 15 отдельных деталей в зону 24 места отбора. Также возможно при соответственно длинном времени цикла с помощью мани5 пулятора 19 переместить пустые приемники 15 отдельных деталей со спутниками 10 и 21 отдельных деталей в транспортные упаковки 18 или-расположить сверх этого один возле другого несколько манипуляторов 19. Далее детали, которые поставляются в виде насыпного материала, например винты, пружины, штамповки и т.п., разделяют на собственном подающем устройстве 25 и подают или, в случае необходимости , распутывают и вставляют в пустые приемники 15 спутников 10 и 21 отдельных деталей. Теперь загрузка спутника 10 и 21 отдельными деталями
4 и 5 или приемниками 15 отдельных деталей может происходить таким образом , что при использовании параллельного пути 26 подачи группа 27, образованная из четырех спутников
0
5
0
р- 10 и 21 отдельных деталей, несколь- ко раз перемещается мимо манипуля- тора 19 или рабочего 20, причем при
не 8 накопления, для загруженных спутников 21 отдельных деталей. Тем
3
временем спутники 10 и 21 отдельных деталей, возвращающиеся из зоны 11 монтажа, подаются (захватываются) в накопительное устройство 29 для приема нуждающихся в догрузке спутников отдельных деталей.
При совместном применении накопленных устройств 28 и 29 возможно создание запаса из соответствующего числа загруженных деталями спутников 10 и 21, так что, например, будет иметься достаточно отдельных деталей для монтажа изделий 2 в третью полностью автоматизированную смену и не будут нужны никакие рабочие для укладки или контроля укладки отдельных деталей 4 и 5 в спутники 10 и 21 отдельных деталей в зоне 7 предварительной подготовки.
В зоне 11 монтажа предусмотрено устройство 30 для монтажа изделий 2. Вдоль оборотного пути 31 подачи расположено несколько рабочих или технологических позиций 32, В этих рабочих или технологических позициях установлены манипуляторы 33 или обрабатывающие устройства 34, например качающиеся клепальные машины, запрессовочные устройства, винтовер- ты или сварочные машины и т.п. Параллельно к направляющей 35 пути 31 подачи расположен путь 36 подачи для спутников 10 и 21 отдельных деталей. Направление подачи - стрелка 37 - монтажных спутников 39, движущихся вдоль пути 31 подачи с приводами 38, и направление подачи для спутников 10 и 21 отдельных деталей одинаковы.
Для отбора подведенных отдельных деталей 4 или 5 позиционируются спутники 10 и 21 отдельных деталей с помощью взаимодействия закрепленных на них устройств 40 с носителями сигналов со считывающим или кодирующим устройствами 41-48. Эти устройства 40-48 с помощью управляющего устройства 49 работают совместно с упорами 50, Упором 50, сопряженным со.считывающим или кодирующим устройством 41 спутник 1 о отдельных деталей удерживается в показанной позиции, так что отдельная деталь 5 центрируется по оси 51 консоли 52 грейфера манипулятора 33. Консоль 52 грейфера должна двигаться лишь в. осевом направлении 51 и в вертикальном направлении,чтобы вынуть отдельную деталь 5 из спутника 21 отдельных деталей и Передать
13
1362395
5
0
5
ее на монтажный спутник 39 или чтобы соединить ее с уже установленной отдельной деталью 3. Если извлеченная отдельная деталь 5 не соответствует предписанному стандарту по качеству или если монтаж этой отдельной детали 5 на деталь 3 невозможен, то тогда может отбрасываться дефектная деталь в емкость 53 и консоль 52 грейфера подается в зону над следующей деталью 5, находящейся в другом приемнике отдельных деталей. Следующая деталь 5 захватывается консолью 52 грейфера и монтируется на отдельную деталь 3. В таком случае остается лишь одна отдельная деталь 4, как это, например, показано с помощью спутника 54 отдельных деталей. При наличии поврежденных отдельных деталей они выделяются и изделие 2 может дальше собираться, монтажный спутник не кодируется как несущий брак и не должен собираться до готовности вручную в процессе очень дорогой дополнительной работы.
С помощью считывающих и кодирующих устройств 41 и 42 возможно удерживать спутник 10 или 21, или 54 отдельных деталей не только в желательной позиции относительно манипулятора 33, но и при повторении движения консоли 52 грейфера - таким образом вынимается отдельная дополнительная деталь - этот процесс отмечается на устройство 40 для носителей сигналов спутника 10 отдельных деталей, чтобы при последующей загрузке новыми отдельными деталями 4 и 5 или приемниками 15 отдельных деталей соответственно управлять предусмотренным для этого манипулятором 19, Техническое исполнение кодирующего устройства может быть любым и могут найти применение как магнитное кодирование, так и механически перемещаемые устройства с носителями сигналов.
После того, как на рабочих или на обрабатывающих позициях 32 необходимые детали 4 и 5 будут вынуты из спутников 10, 21 или 54 отдельных деталей, эти спутники снова подводятся в зону 7 предварительной подготовки . Это может происходить при использовании или при обходе накопительного устройства 29. В зоне 11 монтажа между двумя рабочими или обрабатывающими позициями 32, в кото0
5
0
5
0
рых с помощью манипуляторов 33 отдельные детали 4 или 5 кладутся или монтируются на монтажный спутник 39, может быть предусмотрено технологическое (обрабатывающее) оборудование 34 (устройство), например сварочное устройство, с помощью которого между собой свариваются детали 3 и 5, прежде чем накладывается деталь 4. Далее также возможно между этими отдельными рабочими позициями 32 установить рабочую позицию 55, в которой отдельные детали 56 подающим устройством 57 подаются из бункера и монтируются манипулятором 33 на монтажный спутник 39. В случае необходимости возможно представлять как детали, поступающие в виде насыпного груза; винты, шайбы, пружины и т.п., в зоне любой рабочей позиции деталей 4 и 5, так и дополнительно детали другого вида, которые теми же манипуляторами 33 монтируются на монтажный спутник 39.
Исполнение такой автоматической линии 1 для изготовления изделий 2 позволяет избежать нарушений, которы могут возникнуть при подаче и выемке
отдельных деталей из бункерных подаю- 30 ных деталей в спутниках 10, 21 или
щих устройств, так как отдельные де- тали в спутниках отдельных деталей уже установлены в грубопозициониро- ванное положение.
В зоне предварительной подготовки сконцентрированны все подающие устройства для отдельных деталей. Рабо- чий может легко провести контроль и устранению повреждений в зоне 11 монтажа ничто не препятствует, когда накопительное устройство 28 расположено между зоной 7 предварительной подготовки и зоной 11 монтажа. Дополнительно облегчается доступность к отдельным рабочим или обрабатывающим позициям 32 из-за отсутствия подающих устройств с бункером.
Процесс изготовления или монтажа изделий 2 происходит следующим образом .
Изготовленные на отдельных технологических позициях 12 отдельные детали 4 и 5 укладываются в пустые приемники 15 отдельных деталей, которые содержались в находящихся транспортных упаковках 18. Если все приемники 15 отдельных деталей транспортной упаковки (связки) 18 снабжены отдельными деталями 4 и 5, то подается транспортная упаковка, в случае необходимости при промежуточном хранении на складе, в зону 7 предварительной подготовки для загрузки спутников изделия или спутников 10 и 21 отдельных деталей.
В зоне 7 предварительной подготовки рабочим 20 или полуавтоматическими или автоматическими манипуляторами 19 приемники 15, наполненные отдельными деталями, извлекаются из транспортных упаковок 18 и устанавливаются на спутнике 10, 21 или 54
отдельных деталей или на спутники изделий , или на соответствуюпще приемники , или фиксаторы монтажных спутников . Дополнительно детали могут подниматься вверх из бункера с помощью подающих устройств 25. Доставляемые в виде сыпучего материала они могут отделяться, ориентироваться и укладываться в пустые приемники 15 отдельных деталей. Затем спутники
Ю, 21 и 54, загруженные отдельными деталями 4 и 5, могут промежуточно храниться в зоне 8 накопления в накопительном устройстве 28. Возможно позиционировать любое число отдель54 отдельных деталей согласно желаемому процессу монтажа. Рационально спутники 10, 21 или 54 отдельных деталей загружать - в последовательносг ти хода монтажа двумя комплектами отдельных деталей 4 и 5 одного вида. Также многократно проходят спутники 10, 21 -или 54 отдельных деталей при применении параллельного пути 26
0 подачи и при каждом переходе через зону 7 предварительной подготовки загружают их только однородными отдельными деталями, так что можно обойтись относительно малым числом
5 устройств или малым числом рабочих.
Ес1Ш в зоне монтажа нуждаются в спутниках 10, 21 или 54 отдельных деталей, то они подаются из накопительного устройства 28 на путь 36 подачи. Спутники 10, 21 и 54 отдель- ньпс деталей, которые одновременно образуют спутник для изделия, движутся параллельно к направлению поступательного движения (стрелка 37) или к направляющей 35 пути 31 подачи для монтажного спутника 39. Также возможно подавать спутник .10 или 21 в любом другом направлении к рабочей зоне отдельной рабочей позиции 32.
0
5
После соответствующего позиционирования спутников 10, 21 и 54 отдельных деталей относительно оси 51 манипулятора с помощью манипуляторов 33 вынимается отдельная деталь 5 или 4 из приемника 15 отдельных деталей и укладывается на монтажный спутник 39 Если окажется, что вынутая деталь 4 повреждена, например согнута или име ВТ поврежденную резьбу, или не соответствует размерам, так что монтаж не возможен, то дефектная деталь 5 отбрасывается манипулятором 33 в емкость 53 для бракованных деталей. Когда на носителе отдельных деталей предусмотрены два комплекта однотипных отдельных деталей 4 или 5, может быть продолжен монтаж, так как манипулятором 33 может быть принесена и смонтирована вторая деталь 5. Возможно при простой загрузке спутника отдельных деталей деталями 4 или 5 данный спутник отдельных деталей направить дальше, а из ближайшего следующего спутника отдельных деталей снова вынуть деталь 5. Поступательное движение спутника отдельных деталей вдоль пути 36 подачи от одной рабочей позиции к ближайшей рабочей позиции может происходить с помощью транспортного устройства, однотипного с транспортным устройством для монтажного спутника 39. Если деталь 5 уложена на монтажный спутник 39 или состыкована с отдельной деталью 3, то монтажный спутник 39 подается в зону обрабатывающего устройства 34 (например, сварочного устройства) в соседней обрабатывающей позиции 32. Этим сварочным устройством отдельные детали 3 и 5 свариваются между собой. Затем монтажный спутник 39 транспортируется дальше к ближайшей обрабатывающей позиции 32 и там манипулятором 33 вынимается деталь 4 со спутника 10 отдельных деталей, сцентрированного с помощью упора 50, из приемника 15 отдельных деталей и укладывается на монтажный спутник 39 или стыкуется с деталями 3 и 5. Непосредственно после этого спутники 10, 21 или 54 возвращаются для заполнени пустых приемников отдельных деталей в зону 7 предварительной подготовки. Монтажный спутник 39 продолжает перемещаться вдоль пути 31 подачи, причем в зоне следующей рабочей позиции
5
0
5
0
ь
0
5
0
55
55 подающим устройством 57 подается следующая деталь, которая манипулятором 33 монтируется на изделие 2. Непосредственно после этого смонтированное до готовности изделие 2 без монтажного спутника 39 удаляется обслуживающим персоналом на рабочем месте 58, где работают вручную, и, в случае необходимости, укладывается в пустые приемники отдельных деталей транспортной упаковки 59, чтобы быть поданной в зону предварительной подготовки другой автоматической линии 1, в работе которой готовое изделие 2 представляет отдельную деталь для подлежащих монтажу более крупных узлов или изделий.
Благодаря такому виду организации транспортировки отдельных деталей 3-5 или изделий 2 достигается равномерная транспортировка деталей и изделий в течение процесса монтажа, например при больших узлах, причем возможно подавать изготовленные в автоматической линии 1 изделия, которые при дальнейшем процессе монтажа представляют отдельную деталь (узел), с помощью этой транспортной упаковки на место производства, удаленное от данного места производства, причем расположение отдельных деталей или изделий сохраняется тем же, и благодаря применению тех же приемников отдельных деталей возможно однородное манипулирование с деталями при помощи однотипных манипуляторов или роботов. Тогда в зоне места отбора 24 те приемники 15, из которых вынуты отдельные детали 4 или 5, изымаются из спутников 10, 21 или 54 отдельных деталей и вставляются в транспортную упаковку 18. Непосредственно после этого возможно привести предусмотренные в качестве резерва отдельные детали в такие позиции на спутники 10,21 или 54 отдельных деталей, из которых отдельные детали 4 и 5 снимаются манипуляторами 33. Это может быть достигнуто путем смещения приемников 15 отдельных деталей или путем перемещения с помощью манипулятора. Благодаря этому обеспечивается задел отдельных деталей 4 или 5.
На фиг. 4 показана автоматическая линия 1 для изготовления изделий 61, в которой отдельные детали 62 и 63 для изделия подаются в приемниках 66 отдельных деталей на спутнике 65 отдельных деталей, перемещаемом неза- висимо от монтажного спутника 64. Спутник 65 отдельных деталей расположен на спутнике 67 изделий, который поступательно перемещается транспортным устройством 68, одинаковым с транспортным устройством для мон- ,тажного спутника 64, вдоль пути 69 подачи, В отличие от автоматической линии 1 (фиг. 1) путь 69. подачи проходит в зоне 11 монтажа между двумя путями 70 и 71 подачи и параллельно к ним. В то время, как спутники 67 изделия, используемые для перемещения спутников 65 деталей, поступательно перемещаются параллельно пути 70 подачи вдоль пути 69 подачи, чтобы в отдельных рабочих или обрабатывающих позициях 32 установить спутники 65 отдельных деталей в соответствующие позиции к манипуляторам 33, эти спутники 65 отдельных деталей в зоне позиции перемещения 72 выводятся на путь 71 подачи для монтажного спутника 64 и движутся между ними вдоль того же самого пути 71 подачи до позиции перемещения 73, где они снова вводятся на свой соС ственный путь 74 подачи и подаются ; зоне 9 накопления, в то время как в .зоне 73 позиции перемещения изделия 61 снимаются с монтажного спутника 64 и отводятся. Подвод загруженных (оснащенных) спутников отдельных деталей к пути 69 подачи происходит через место 75 перекрещивания, в ко- тором перекрещивается путь 69 подачи для спутников 65 отдельных деталей, а также путь 70 подачи для монтажных спутников 64. Если спутник 65 отдельных деталей выполнен таким образом, что он может сниматься Со спутника 67 изделия, то, когда в зоне 9 накопления снимаются со спутников 67 изделий и накапливаются лишь спутники 65 отдельных деталей, предназначенные для догрузки, спутники изделий , по своей конструкции несколько более дорогостоящие, через позицию поворота могут подаваться непосредственно в зону 8 накопления для полностью загруженных спутников отдельных деталей, чтобы иметь возможность установить их на пустые спутники 67 изделий и принести в зону 11 монтажа . Тем самым может быть увеличен объем запасов отдельных зон накопления , так как образован задел спут
5
0
НИКОВ 65 отдельных деталей, в то время как более дорогостоящие.по конструкции спутники 67 изделий нужны только в ограниченном числе.. Спутники 65 отдельных деталей подводятся от зоны 9 накопления к зоне 7 предварительной подготовки, в которой рабочий 20 вынимает пустые приемники 66 отдельных деталей из спутников 65 отдельных деталей и вставляет загруженные приемники 66 отдельных деталей в спутник 66 отдельных деталей. Затем сидящий напротив рабочий 20 устанавливает другие отдельные детали 62 с их приемниками отдельных деталей в спутник 65 отдельных деталей. При этом рабочие 20 могут быть заменены манипуляторами 19. Если можно сэбойтись при малом количестве изделий только одним рабочим 20, то возможно заставить спутник отдельных деталей циркулировать несколько раз, причем перед входом в зону 8 накоп- 5 ления предусмотрен поперечный транспортер , так что рабочий 20 (при первом проходе) устанавливает приемники с отдельными деталями 62, а при втором проходе спутника изделия устанавливает на противолежащем рабочем месте детали 63 с их приемниками отдельных деталей в спутник отдельных деталей. Затем полностью нагруженные спутники отдельных деталей накапливаются в зоне 8 накопления и по потребности устанавливаются на спутники 67 изделия, подводимые через позицию поворота 76, и подаются к зоне 11 монтажа. Чтобы привести при ближайшем проходе в позицию, подготовленную для выемки, отдельные детали 62 и 63, предусмотренные в качестве резерва при первом проходе спутника отдельных деталей, приемники 66 отдельных деталей для однотипных отдельных деталей 62 или 63 расположены по диагонали спутника 65 отдельных деталей. Тем самым возможно простым поворотом носителя отдель0
5
0
5
ных деталей на 180 привести в позицию для обработки отдельные детали 62 и 63, предусмотренные вначале в качестве резервных деталей.
На фиг. 3 представлен спутник 77 отдельных деталей с приемниками 78 отдельных деталей, в которые уложены различные отдельные детали 79 - 82. Спутник 77 после загрузки отдельными деталями 79-82 устанавливается
в приемном устройстве 83 на монтаж- ньй спутник 84, С этим приемным устройством 83 спутник 77 отдельных деталей позиционируется и фиксируется по отношению к монтажному спутнику 84. Предпочтительно спутник 77 закрепляется на стороне монтажного спутника 84, отвернутой от середины машины, и тем самым в позиции пово- рота 72 отсутствуют препятствия для последующего или опережающего монтажного спутника 84.
Лалее дополнительно к четырем необходимым для монтажа деталям 79 - 82 последние предусмотрены дважды, потому что из-за этих двух деталей часто невозможен монтаж из-за плохого качества или точности, и тем рамым дефектная деталь может быть прос-20 ладываются на приемник 107 для изде
то вьщелена, а новая деталь подводится и монтируется без прерьшания процесса монтажа или рабочего цикла.Для спутников 77 деталей могут оказаться ненужными какие-либо отдельные спутники изделия, а объем накопления для нуждающихся в загрузке или уже загруженных спутников отдельных деталей может поддерживаться ограниченным.
На фиг. 4 показано устройство 85, в котором в зоне 7 предварительной подготовки показаны позиция разгрузки 86 и три п озиции загрузки 87-89. Для позиций разгрузки и загрузки применяются те самые модули 90 машины, которые установлены в зоне 11 монтажа . Каждый из этих отдельных модулей 90 предусмотрен с участком пути подачи, а также с собственным приводом , собственным энергоснабжением и устройством управления. Для транспортировки спутников 91 отдельных деталей в зону 11 монтажа предусмотрены пути 92 и 93 подачи, по которым спутники 91 отдельных деталей движут ся независимо от монтажного спутника 96, перемещаемых вдоль путей 94 и 95 подачи. Общим является лишь путь 97 подачи для соединения путей 94 и 95 или 92 и 93 подачи для спутников 91 отдельных деталей или монтажных спутников 96. Пересечение отдельных путей подачи или их сопряжение происходит (фиг. 2) в позициях перемещения 72 или 73 или в позициях перекрещивания 75.
На фиг. 5 представлен монтажный спутник 98, состоящий из спутника 99 изделия и монтажной плиты 100. Этот
спутник изделия со своими направляго- щими устройствами 101 и 102 по высоте и сторонам может перемещаться ВДОЛЬ направляющих поверхностей 103 и 104 пути (не показан) 105 подачи. Монтажная плита 100 удерживается и позиционируется на спутнике 99 изделия с помощью направляющих цапф 106
Монтажная плита 100 имеет приемник 107 изделия, которьм выполнен для стыковки или монтажа изделий. Рядом с этим приемником 107 для изделия расположены приемники 108 - 111 для отдельных деталей. В этих приемниках 108-111 уложены различные отдельные детали 112-115, которые в отдельных рабочих позициях вынимаются из этих приемников 108-111 и ук0
5
ЛИЯ или стыкуются, или обрабатываются . Позиционирование деталей 112-115 происходит в зонах предварительной подготовки, отделенных от рабочих по- 5 зиций или обрабатывающих позиций.Возможно уложить детали 112-115 в сменяемые приемники отдельных деталей (фиг. 1) и эти приемники 116 или
117зафиксировать на монтажной плите 100 с возможностью замены. Этот вариант исполнения, при котором часть монтажной плиты 100 образует спутник отдельных деталей, рекомендуется прежде всего тогда, когда для монтажа отдельных изделий приемник 107 изделия может быть вьшолнен относительно просто и образует только простую составную часть монтажного устройства . Если при сложных узлах этот
Q приемник 107 изделия должен быть изготовлен с большой трудоемкостью и очень дорого стоит, то применяют отдельные монтажные спутники или спутники отдельных деталей.
На фиг. 6 показан спутник 18 отдельных деталей, включающий в себя фиксаторы 119 для сменяеь&гх приемников 120 отдельных деталей. Спутник
118позиционируется и удерживается Q с помощью направляющих штифтов 121
на спутнике 122 изделия. Спутник изделия соответствует по своему исполнению в основном исполнению носителя (изделия) для монтажной плиты 100 на фиг. 5. Спутник 122 изделия имеет охватывающую рамку 123, на которой установлены направляющие устройства 101 и 102 для направления по сторонам и высоте вдоль направляющих по5
верхностей 103 и 104. Вместо охватывающего фрикционного привода 124, например фрикционных роликов, или дополнительно к ним для поступательного движения, или для одновременного позиционирования спутника 122 изделия может быть предусмотрена шестерня 125 или мальтийский крест с соответствующим блоком позиционирования, Этэ шестерня 125 может входить с зацеплением в зубчатую планку 126, установленную на несущей планке спутника 122 изделия . Тем самым становится возможным , чтобы спутник отдельных деталей мог центрироваться в двух направлениях движения - стрелка 127 - относительно оси манипулятора, так что отдельные детали 128, содержащиеся в приемниках 120 отдельных деталей, могут быть изъяты на месте обработки с помощью манипулятора, перемещаемого только в двух направлениях в пространстве. Для лучшего понимания некоторые из фиксаторов 119 показаны без установленных приемников 120 отдельных деталей, однако при нормальной работе все фиксаторы удерживают приемники отдельных деталей. При однотипных спутниках изделий для спутников 118 отдельных деталей или монтажных плит, выполненных как спутники 118, монтажные плиты 100 и воспринимающие их спутники 99 или 122 изделий, предусмотрены собственные устройства 129 с носителями сигналов .
Если соответствующие устройства с носителями сигналов сопрягаются с соответствующими считывающими устройствами , то речь идет или о спутниках изделий для приема монтажных плит, или о монтажных спутниках, или о спутнике изделий для приема спутника отдельных деталей, или о подобном спутнике отдельных деталей. При соответственно различном кодировании этих отдельных деталей, причем каждая отдельная деталь должна иметь код, позволяющий отличить эту деталь от всех других отдельных деталей, имеющихся в системе, путь отдельных спутников изделий или монтажньж плит или спутников отдельных деталей може быть непрерывно прослежен и, например , для спутников отдельных детале уже перед подачей их в зону предварительной подготовки может быть известно , какие приемники отдельных деталей нужно дополнить или заменить. Равным образом это кодирование может быть использовано для того, чтобы соответственно позиционировать отдельные спутники изделий или монтажные плиты , или спутники отдельных деталей в различных рабочих позициях, чтобы
контролировать ход монтажных операций или при возникновении ошибок при монтаже отметить подобные спутники изделий или монтажные плиты, чтобы их привести в далее расположеннь е
места ремонта или дополнительной обработки или чтобы выделить изделия с дефектами.
Могут быть использованы различные подающие устройства или приводные
устройства для спутников изделий: цепной конвейер, ленточньй транспортер , рольганги или т.п., если может быть обеспечено осуществление предлагаемого технического решения. Также варианты исполнения отдельных рабочих или обрабатывающих позиций и соответствующие им машины или манипуляторы и загрузочные устройства могут быть выполнены любыми или быть изменены.
Сменяемость спутников отдельных деталей без больших затрат или сменяемость приемников отдельных деталей и монтажных плит обеспечивает
высокую гибкость и согласованность предлагаемого способа к производству отдельных деталей с сильно изменяющимся числом в партии. При этом грубое позиционирование отдельных деталей или подвод их в зону монтажа может быть выполнен очень просто. При небольшом количестве изделий укладка отдельных деталей или приемников отдельных деталей возможна с помощью
рабочих, в то время как при более высоком числе деталей, уложенных рабочими , может быть уменьшено, а оставшиеся детали могут быть уложены автоматическими загрузочными устройствами или большим числом рабочих. Тем самым эта система может применяться при непрерывно изменяющихся объемах партий от небольшой серии до больших серий с несколькими тысячами штук в месяц и может согласовываться по стоимости в экономически представленных пределах. Далее с этой системой могут также монтироваться группы изделий, чья конструкция оди15
какова, но которые отличаются в отдельных деталях при различных типах изделий. При применении и различных приемников отдельных деталей используют способ или устройство без длительного перерыва для монтажа или обработки различных отдельных деталей , причем потерянные затраты или затраты на перестройку из-за простой смены спутников отдельных деталей или приемников отдельных деталей могут быть очень небольшими. Благода- ря тому, что приемники отдельных деталей имеют стандартные размеры, не требуется при обработке различных гамм деталей, например, в зоне предварительной подготовки никаких изменений имеющихся там манипуляторов или т.п.
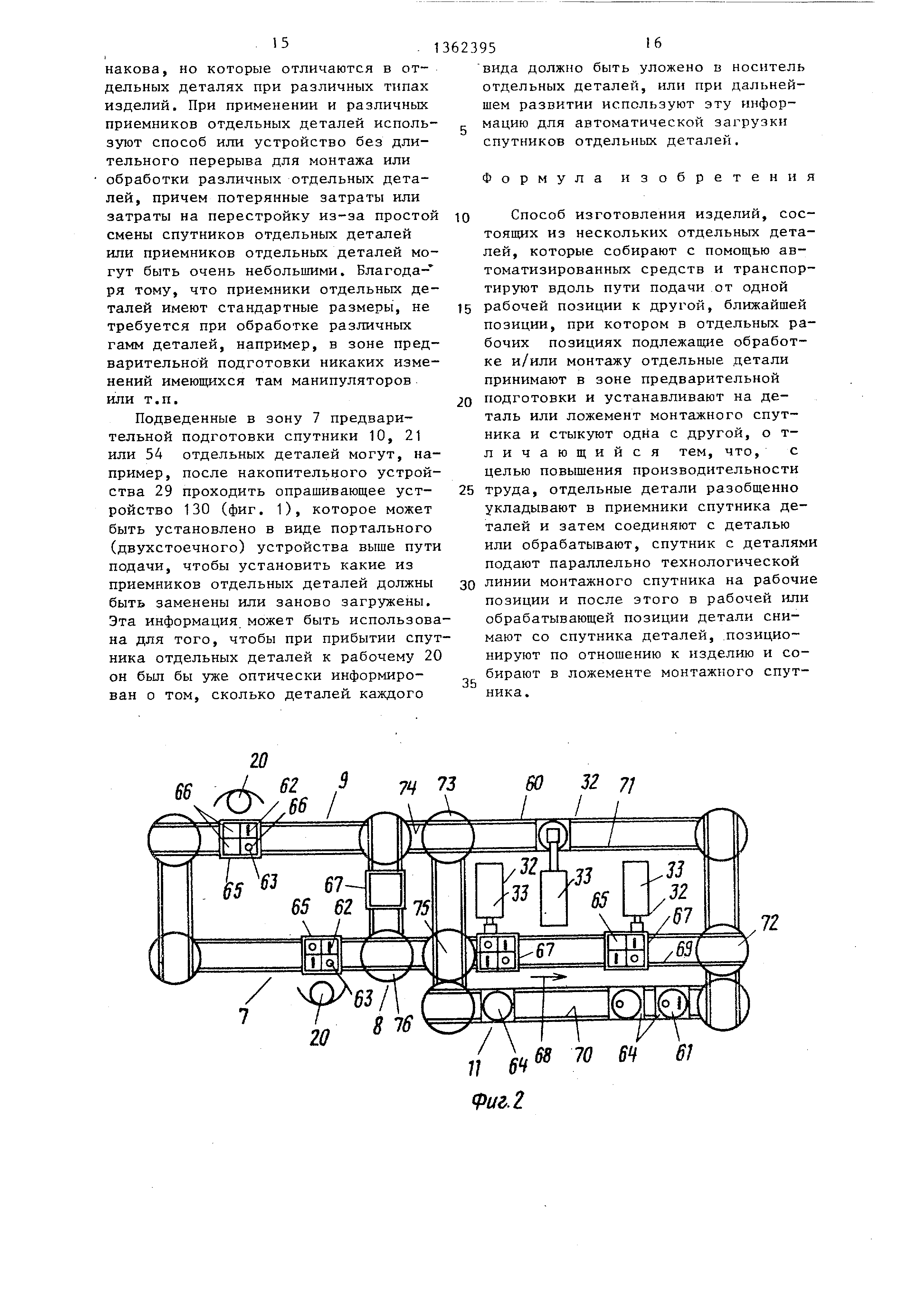
Подведенные в зону 7 предварительной подготовки спутники 10, 21 или 54 отдельных деталей могут, например , после накопительного устройства 29 проходить опрашивающее устройство 130 (фиг. 1), которое может быть установлено в виде портального (двухстоечного) устройства выше пути подачи, чтобы установить какие из приемников отдельных деталей должны быть заменены или заново загружены. Эта информация может быть использована для того, чтобы при прибытии спутника отдельных деталей к рабочему 20 он был бы уже оптически информирован о том, сколько деталей каждого
6239516
вида должно быть уложено в носитель отдельных деталей, или при дальнейшем развитии используют эту инфор- g мацию для автоматической загрузки спутников отдельных деталей.
Формула изобретения
10 Способ изготовления изделий, состоящих из нескольких отдельных деталей , которые собирают с помощью автоматизированных средств и транспортируют вдоль пути подачи от одной
15 рабочей позиции к другой, ближайшей позиции, при котором в отдельных рабочих позициях поцл&жащие обработке и/или монтажу отдельные детали принимают в зоне предварительной
20 подготовки и устанавливают на деталь или ложемент монтажного спутника и стыкуют одна с другой, о т- личающийся тем, что, с целью повышения производительности
25 труда, отдельные детали разобщенно укладывают в приемники спутника деталей и затем соединяют с деталью или обрабатывают, спутник с деталями подают параллельно технологической
30 линии монтажного спутника на рабочие позиции и после этого в рабочей или обрабатывающей позиции детали снимают со спутника деталей, позиционируют по отношению к изделию и собирают в ложементе монтажного спут- -зЬ
ника.

Реферат
Изобретение относится к стан- .костроению, в частности к процессам обработки и сборки деталей в автоматической линии. Целью изобретения является повышение производительнос- ти труда за счет того, что детали принимают из мест хранения в зоне 7 предварительной подготовки и устанавливают на фиксатор или на изделие монтажного спутника 39. Спутник 10 с деталями подают параллельно технологической линии монтажного спутника 39 на рабочие позиции, затем детали снимают со спутника 10 деталей на монтажный спутник 39 манипулятором или вручную и собирают на ложементе монтажного спутника в изделия. Ложементы монтажного спутника 39 и спутника 10 деталей выполнены съемными и совпадают по форме с деталью. 6 ил. i СО с см Л

Формула
Комментарии