Способ манипулирования - SU984791A1
Код документа: SU984791A1
Чертежи
Описание
(54) СПОСОБ МАНИПУЛИРОВАНИЯ


Реферат
Формула
Изобретение относится к машиностроению , а именно к процессу автоматизированного
выполнения сборочных операций. Известен способ манипулирования при
получении соединения вал -.втулка, при котором одну из деталей устанавливают
неподвижно, а другую ориентируют посредством захватного устройства, транспортируют
в зону первой детали, поджимают к ее рабочей поверхности и сообщают ей
поисковое движение, при этом регистрируют уменьшение усилия поджатия при совпадении
сопрягаемых поверхностей обеих деталей , после чего производят сборку 1.
Недостатком известного способа является то, что время поискового движения
сравнительно велико, так как величина шага сканирования незначительна, что в
свою очередь снижает производительность сборочного процесса. Цепь изобретения - сокращение времени
поискового движения и, следовательно, повышение производительности процесса сборки.
Указанная цель достигается тем, что собираемые детали устанавливают с перекосом
осей, после чего осуществляют поисковое движение с шагом, соизмеримым с
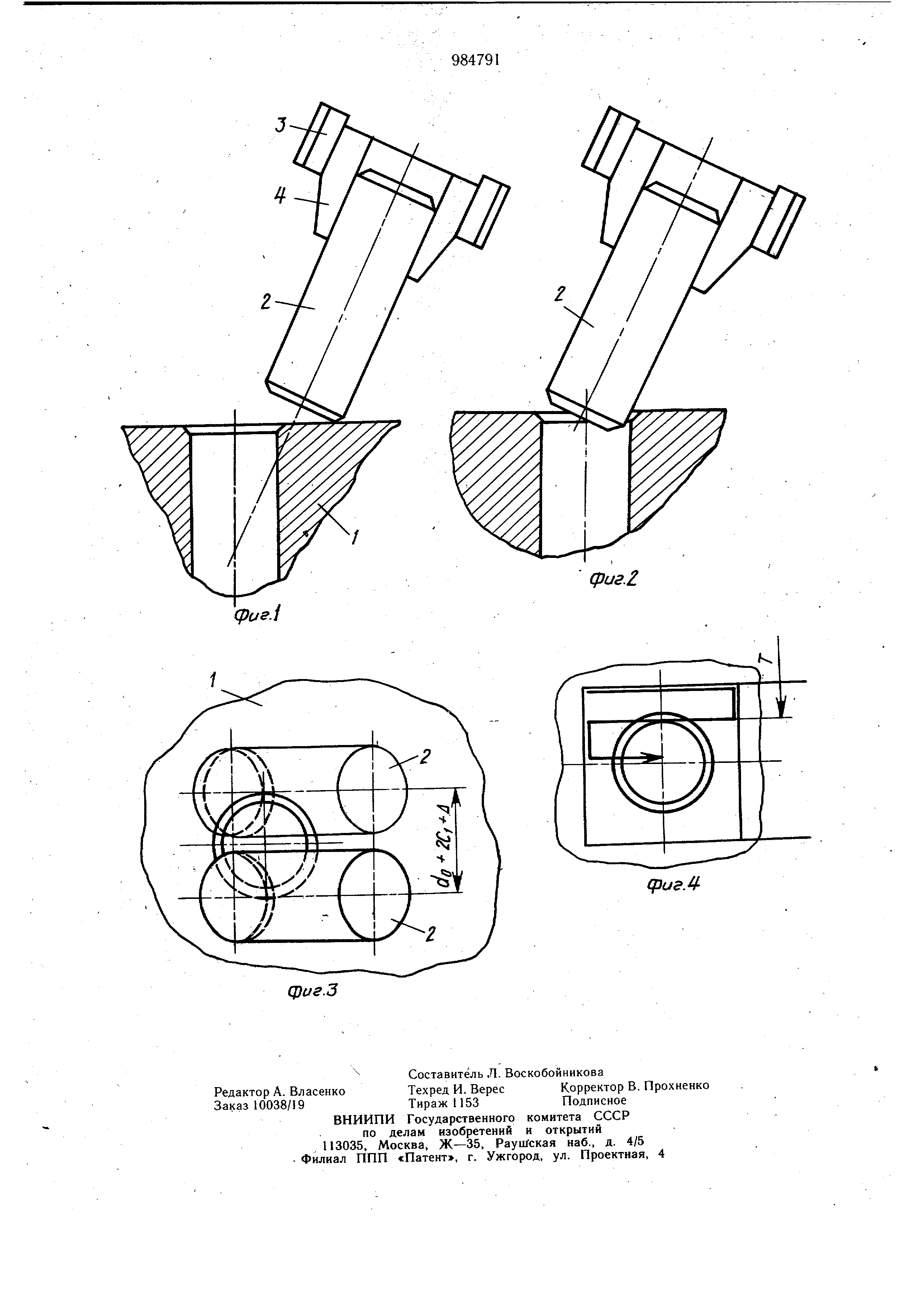
диаметром соединения. На фиг. 1 показано взаимное расположение деталей при сканировании; на фиг. 2
то же, при совпадении сопрягаемых поверхностей; на фиг. 3 - взаимное положение
подвижной и неподвижной деталей при их контакте в точках, лежащих на концах
наружного диаметра фаски; на фиг. 4 - траектория сканирования. На фигурах обозначены неподвижная
деталь 1; подвижная деталь 2, зажатая или непосредственно в схвате робота 3, или
посредством специального приспособления 4, снабженного системой чувствительных датчиков
(не показаны), реагирующих на относительное перемещение детали2|Т- щаг сканирования.
Процесс сборки деталей типа вал втулки осуществляется следующим образом.
Деталь 1 с отверстием закрепляется в сборочном приспособлении. Деталь 2 с позиции
загрузки захватывается схватом 3 робота или посредством специального зажимного
приспособления 4, снабженного системой чувствительных, например тензометрических
датчиков, реагирующих на перекос стержня в приспособлении 4. При этом
детали 1 и 2 устанавливаются с некоторым перекосом их осей. Затем схват транспортирует
деталь 2 в зону детали 1 и прижимает деталь 2 к рабочей поверхности детали 1 с некоторым усилием.
После этого включается программа сканирования зоны рабочей поверхности
детали 1 параллельно этой поверхности.
Так как оси деталей 1 и 2 не параллельны
, а пересекаются под некоторым углом, то шаг сканирования Т может быть выбран
соизмеримым с диаметром; соединения, исходи из условия
T(do + 2Ci)+Д,
где А- наименьший зазор в соединении, полученного с учетом двух крайних номинальных
деталей 1 (фиг. 3). При шаге Т, удовлетворяюш .ем этому условию, обнаружение отверстия гарантировано.
При частичном попадании детали 2 в отверстие детали 1 происходит перемешение
подпружиненной в приспособлении 4 детали 2 в направлении отверстия детали 1,
что регистрируется датчиками приспособления 4.
После этого оси детали 1 и 2 совмещаются , перекос осей устраняется и производится окончательная сборка.
тот способ пригоден и при неподвижном вале, а подвижной втулке. В этом случае
совершает сканирующее движение в плоскости, параллельной рабочей поверхности .
Сравнивая целичину щага сканирования в предлагаемом способе и в известном ранее
, заключаем, что шаг сканирования в предлагаемом способе больше, и следовательно
, время поиска при прочих равных условиях намного меньше.
Использование предлагаемого способа сборки деталей типа вал - втулка в автоматизированных
системах предполагает значительный экономический эффект, так как
удельный вес сборочных операц| Й данного типа с гладкими поверхностями составляет
в машиностроении до 40% от всех соединений и 25-30% трудоемкости сборочных
работ для резьбовых соединений. Особенно эффективно его применение, когда коорди-.
наты осей сопрягаемых поверхностей известны ориентировочно или априорно неизвестны
вообще, а известна лишь рабочая поверхность, на которой они расположены.
Формула изобретения
Способ манипулирования при получении
соединения типа вал - втулка, при котором одну из деталей устанавливают неподвижно,
а другую ориентируют посредством захватного устройства, транспортируют в зону
первой детали, поджимают к ее рабочей поверхности и сообщают ей поисковое движение
, при этом регистрируют уменьшение усилия поджатия при совпадении сопрягаемых
поверхностей обеих деталей, после чего производят сборку, отличающийся тем,
что, с целью повышения производительности за счет сокращения времени поискового
движения, собираемые детали располагают одна относительно другой с перекосом осей,
после чего осуществляют поисковое движение с щагом, соизмеримым с диаметром соединения .
Источники информации, принятые во внимание при экспертизе
1. Герасимов А. Г. Точность сборочных автоматов, М., «Машиностроение, 1967, с. 23.
дзигЛ
Комментарии