Эластичный материал для компрессионных бандажей ианалогичных изделий - RU2335260C2
Код документа: RU2335260C2
Чертежи


















Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка является частичным продолжением патентной заявки США №10/355652, поданной 29 января 2003 года, которая является частичным продолжением заявки №10/004469, поданной 23 октября 2001 года, которая является частичным продолжением заявки №09/846332, поданной 2 мая 2001 года, приоритет от даты подачи которой, таким образом, заявляется в соответствии с Разделом 35 Кодекса законов США §120.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ НАСТОЯЩЕЕ ИЗОБРЕТЕНИЕ
Настоящее изобретение в общем относится к воздухопроницаемым эластичным материалам, которые пригодны для использования в эластичных компрессионных бандажах, и к способам получения таких материалов.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Эластичные компрессионные бандажи выпускаются на промышленной основе во многих видах. Как правило, такие бандажи образуют из мягкого эластичного материала с тем, чтобы при ношении бандажа они обеспечивали определенную величину поддержки для травмированного сустава. Такие типы бандажей, часто покупаемые без предписания или необходимости квалифицированной профессиональной пригонки, используют в течение ряда лет и обычно выпускаются на промышленной основе в виде коленных бандажей, голеностопных бандажей, бандажей для бедра, запястья, локтя, груди, плеча и нижней части спины. Такие эластичные податливые компрессионные бандажи можно носить при наличии вывихов и растяжений, артрита, тендинита, бурсита, воспаления, а также для уменьшения дискомфорта во время послеоперационного периода или для устранения дискомфорта после травмы.
Эластичные компрессионные бандажи часто делают из синтетического каучука, например полихлоропрена. Этот особый материал желателен вследствие сочетания благоприятных свойств, необходимых для эластичных компрессионных бандажей. Хлоропреновый каучук имеет хорошую эластичность и относительно высокую плотность, обеспечивая в соответствии с этим хорошую компрессионную поддержку и противодействие сдвиговым усилиям.
Хлоропреновый каучук является материалом с закрытыми порами и по этой причине во время использования очень хорошо не рассеивает тепло. Наличие закрытых пор может оказаться полезным для удерживания тепла в течение ношения благодаря отражению выделяемого тепла назад в кости и суставы травмированной области. Такая локализованная концентрация тепла может содействовать венозному течению, уменьшению отека и делать мягкие ткани менее чувствительными к травмированию.
Хотя использование хлоропренового каучука в эластичных компрессионных бандажах может концентрировать тепло, естественная тенденция материала с закрытыми порами препятствовать рассеиванию тепла может вызвать проблемы для пользователя. При ношении бандажи из хлоропренового материала растягивают для приложения вокруг травмированной области тела сжимающего усилия. Такое плотное прилегание с обжатием в сочетании с высокой плотностью материала и отсутствием циркуляции воздуха и рассеивания тепла через материал может в результате привести к тепловому дискомфорту и потоотделению и к лихеноидным экзематозным пигментным дерматитам. Продолжительное использование таких бандажей может вызывать у пользователя постоянное потоотделение, приводящее в результате к дискомфорту, и часто побуждает пользователя преждевременно прекращать ношение бандажа. На самом деле, сам материал диктует продолжительность времени возможного ношения ортопедического бандажа. Не является необычным прекращение ношения таких бандажей пользователями после приблизительно одного - двух часов. В попытке обеспечения более хорошей воздухопроницаемости некоторые бандажи из хлоропренового каучука, соответствующие предшествующему уровню техники, делают со сквозными перфорациями или отверстиями в материале бандажа. Однако вследствие удаления из этих бандажей (части) неопрена эти бандажи не могут сохранять достаточную конструктивную целостность, чтобы служить в качестве эффективного компрессионного бандажа для пользователя.
В частности, способы перфорирования или прорезания отверстий, соответствующие предшествующему уровню техники, в бандажах могут создавать в материале слабые места. Материал предназначен для обертывания и/или растягивания вокруг части пользователя, что в результате приводит к удлинению и деформации прорезанных отверстий. Отверстия, которые просто прорезаны или получены перфорированием в материале, будут вызывать образование слабых мест в материале, а растягивание может приводить к образованию разрывов в таких областях.
Таким образом, имеется потребность в эластичном компрессионном бандаже, имеющем достаточную конструктивную прочность и целостность для обеспечения достаточного уровня компрессионной поддержки при обеспечении в то же самое время рассеивания тепла во время использования для уменьшения или исключения чрезмерного потоотделения и теплового дискомфорта, особенно в течение продолжительного времени.
Известен материал по патенту US 6726641 A, в котором описан способ получения воздухопроницаемого эластичного материала, пригодного для использования в компрессионных бандажах, однако он отличается сложностью осуществления. Задачей настоящего изобретения является упрощение и повышение точности процесса производства материала.
СУЩНОСТЬ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к эластичной панели или эластичному слою, который может быть использован в композиционном материале, предназначенном, например, для использования в ортопедическом компрессионном бандаже, и к способу для получения эластичной панели. Эластичная панель имеет элементы, которые улучшают воздухопроницаемость панели, например, для облегчения отведения тепла и влаги в ортопедическом бандаже.
Эластичный материал образуют из листа вспененного материала с закрытыми порами, например из листового неопрена, имеющего толщину, находящуюся в диапазоне, составляющем приблизительно 2,0-10,0 мм. Одна сторона эластичной панели ограничена углубленной частью или каналами, которые образуют путем сжатия листа вспененного материала с помощью противоположно расположенных нагреваемых пластин. Через лист вспененного материала образуют множество апертур, причем апертуры образуют путем прокалывания панели нагреваемыми иглами. Таким образом, апертуры и каналы образуют без вырезания какого-либо количества материала из листа вспененного материала с закрытыми порами.
В одном варианте осуществления настоящего изобретения апертуры являются круглыми и имеют диаметр, находящийся в диапазоне, составляющем приблизительно 0,5-3,0 мм. В другом варианте осуществления настоящего изобретения апертуры расположены в каналах.
Способ получения материала, пригодного для использования в компрессионном бандаже, предусматривает обеспечение листового вспененного материала с закрытыми порами между парой нагреваемых пластин, причем одна пластина содержит множество отстоящих друг от друга игл, а другая пластина содержит множество отстоящих друг от друга апертур, которые имеют такие размеры и отстоят друг от друга так, чтобы входить в контактное взаимодействие с иглами, и, кроме того, по меньшей мере, одна из пластин содержит множество выступов для образования каналов в листе, побуждение пластин к сближению для образования в соответствии с этим апертур в листе и поддержание давления между первой пластиной и второй пластиной в течение некоторого периода времени с тем, чтобы выступы выдавливали множество углублений на листе вспененного материала с закрытыми порами.
В варианте осуществления настоящего изобретения, по меньшей мере, одну из пластин нагревают до температуры, находящейся в диапазоне, составляющем приблизительно 145-160°С, а давление, составляющее приблизительно 50 кг/см2, поддерживают в течение приблизительно 4-6 минут для образования каналов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеуказанные аспекты и многие из сопутствующих преимуществ настоящего изобретения станут более очевидными из следующего детального описания, сделанного со ссылкой на сопроводительные чертежи, где
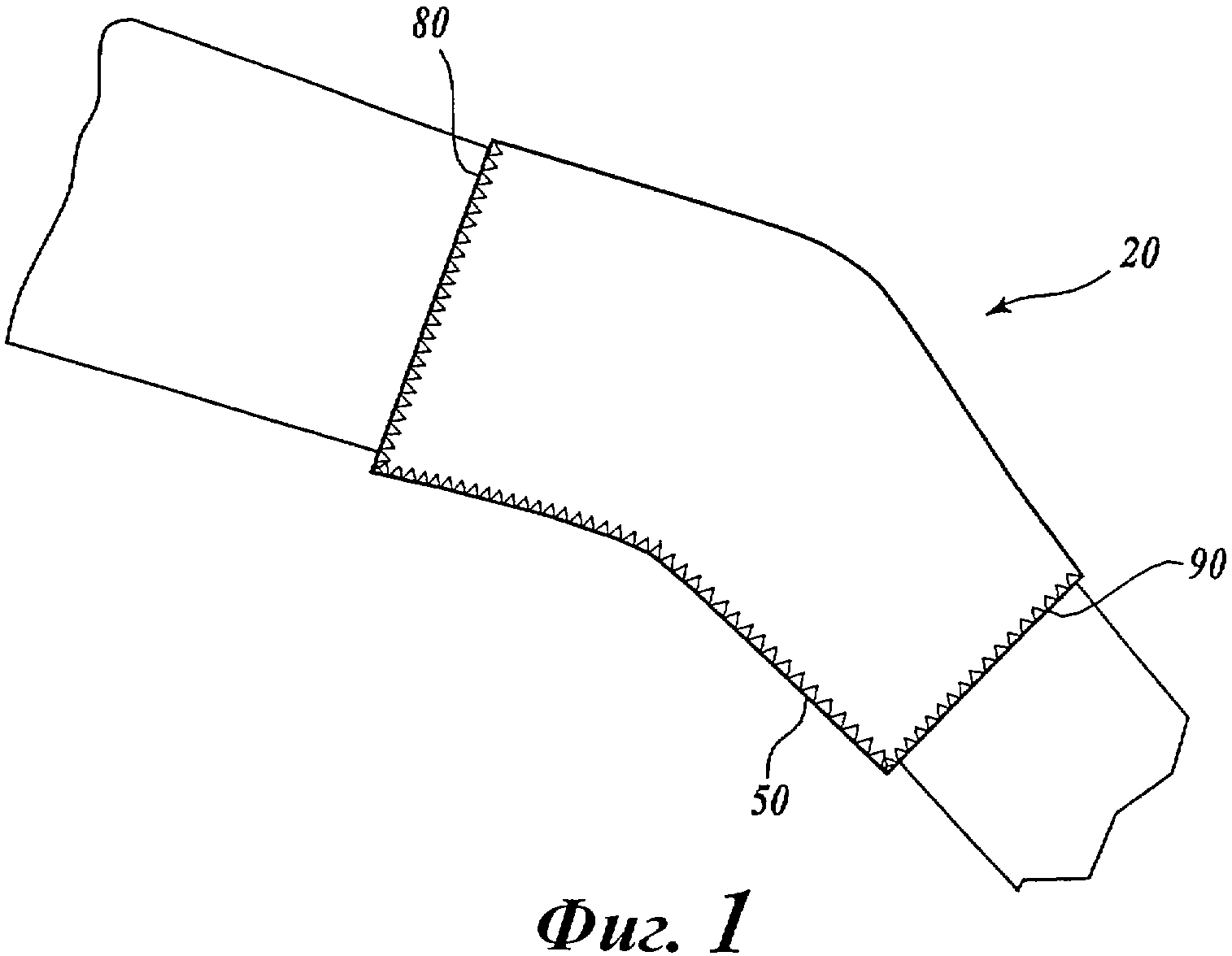
Фиг.1 - схематический вертикальный вид сбоку коленного бандажа, полученного из ортопедического материала, соответствующего настоящему изобретению;
Фиг.2 - схематическое изометрическое изображение коленного бандажа, иллюстрируемого на фиг.1;
Фиг.3 - схематическое поперечное сечение, иллюстрирующее компоненты композиционного материала, соответствующего настоящему изобретению;
Фиг.4 - фронтальная горизонтальная проекция, иллюстрирующая секцию проколотого центрального слоя композиционного материала, соответствующего настоящему изобретению;
Фиг.5 - тыльная горизонтальная проекция, иллюстрирующая секцию проколотого центрального слоя, иллюстрируемого на фиг.4;
Фиг.6 - изометрическое изображение, иллюстрирующее локтевой бандаж, полученный из композиционного материала, соответствующего настоящему изобретению;
Фиг.7 - изометрическое изображение, иллюстрирующее бандаж для запястья, полученный из композиционного материала, соответствующего настоящему изобретению;
Фиг.8 - изометрическое изображение, иллюстрирующее голеностопный бандаж, полученный из композиционного материала, соответствующего настоящему изобретению;
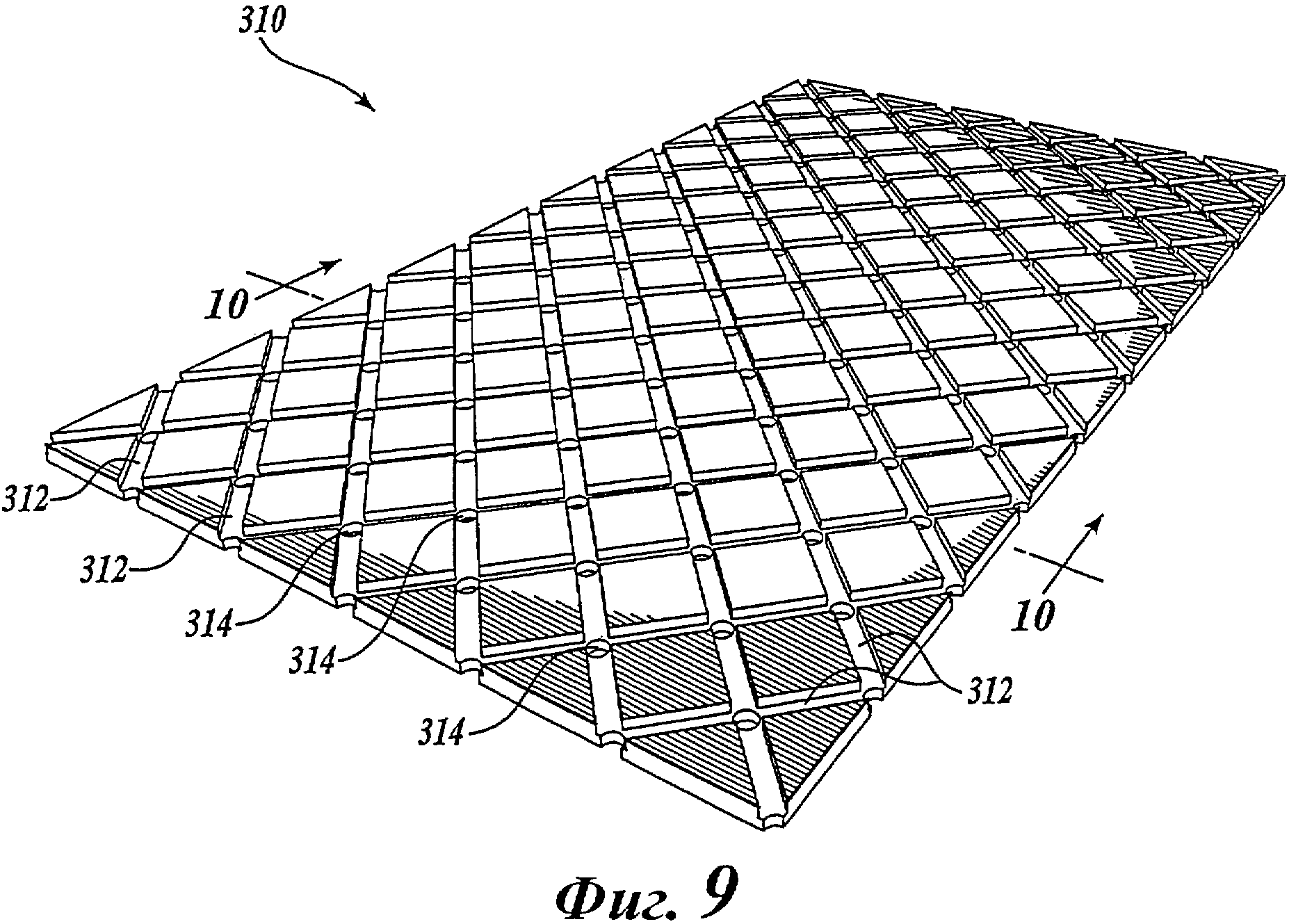
Фиг.9 - изометрическое изображение другого варианта осуществления эластичного слоя, имеющего множество пересекающихся сквозных каналов и апертур;
Фиг.10 - поперечное сечение эластичного слоя, иллюстрируемого на фиг.9;
Фиг.11 - изометрическое изображение другого варианта осуществления эластичного слоя, имеющего множество непересекающихся сквозных каналов и апертур;
Фиг.12 - поперечное сечение эластичного слоя, иллюстрируемого на фиг.11;
Фиг.13А, 13В и 13С - изометрические изображения дополнительных вариантов осуществления эластичных слоев, соответствующих настоящему изобретению, имеющих углубленные области, выступающие области и апертуры;
Фиг.14 - изометрическое изображение, иллюстрирующее способ получения эластичных слоев при использовании набора противоположных пластин;
Фиг.15 - сечение противоположных пластин, иллюстрируемых на фиг.14;
Фиг.16 - изометрическое изображение, иллюстрирующее другой способ получения эластичных слоев при использовании другого набора противоположных пластин;
Фиг.17 - сечение противоположных пластин, иллюстрируемых на фиг.16;
Фиг.18 - сечение, аналогичное сечению, иллюстрируемому на фиг.17, в котором эластичный слой имеет верхний слой ткани и нижний слой ткани, присоединенные до образования каналов и апертур.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
На фиг.1 и фиг.2 иллюстрируется коленный бандаж 20, полученный из ортопедического материала, соответствующего настоящему изобретению. Ортопедический материал иллюстрируется на фиг.3, 4 и 5. Коленный бандаж является мягким ортопедическим бандажом, полученным из гибкого эластичного композиционного материала 100, иллюстрируемого на фиг.3, 4 и 5. Плоскую конфигурацию композиционного материала 100 вырезают по форме и сшивают или иначе собирают для образования трубчатого коленного бандажа 20, иллюстрируемого на фиг.1 и фиг.2.
Как следует из фиг.1-3, кусок композиционного материала 100 в виде плоского листа подвергают складыванию. Перекрывающиеся длинные края противоположной стороны сгиба закрепляют длинным вертикальным швом 50. Материал в плоском виде режут так, чтобы при сшивании вдоль шва 50, как показано на фиг.1 и фиг.2, образовывалась угловая коленная поддержка в общем трубчатой формы, имеющая открытую верхнюю часть 60 и открытую нижнюю часть 70. Периферийное прострачивание 80 на верхнем краю и аналогичное периферийное прострачивание 90 на нижнем краю обеспечивает конечные края для сильной коленной поддержки.
Компоненты, которые образуют композиционный материал 100, лучше всего становятся понятными со ссылкой на фиг.3-5. На фиг.3 приведено поперечное сечение, иллюстрирующее компоненты композиционного материала 100, соответствующего настоящему изобретению. Композиционный материал содержит гибкий и поддающийся складыванию центральный эластичный слой 110, внутренний слой 130 ткани и внешний слой 120 ткани. Центральный эластичный слой 110 предпочтительно образован из листового вспененного материала с закрытыми порами. Одним предпочтительным эластичным материалом с закрытыми порами является хлоропреновый каучук, обычно известный как неопреновый каучук. Предпочтительные неопреновые материалы являются предметами торговли. Другим пригодным материалом для центрального слоя 110 является бутадиен-стирольный каучук (сополимер стирола и бутадиена). Эти материалы выпускаются на промышленной основе в широком диапазоне плотности, так что не трудно найти материал требуемой плотности, который обеспечивает требуемой уровень поддержки и хорошее ортопедическое сжатие во время использования. В идеальном случае такой материал для целей настоящего изобретения имеет толщину от 1,5 мм до 8,0 мм. Однако могут быть использованы другие толщины. Для образования слоя 110 могут быть использованы также другие эластичные материалы с закрытыми порами.
На одной стороне центрального эластичного слоя 110 образовано множество пересекающихся желобков или каналов 140. В неограничивающем примере один вариант осуществления настоящего изобретения имеет рисунок пересекающихся каналов 140, образованный путем размещения неопренового листового материала под металлической сеткой и затем размещения утяжеленного источника тепла поверх плоского листового материала. Давление и тепло побуждают сетку опускаться в листовой материал, чтобы постепенно принимать форму металлической сетки на нижней стороне, где решетчатый рисунок металлической сетки вдавливается в листовой материал. Помимо всего прочего или в качестве альтернативы сетка может подогреваться.
В другом варианте осуществления настоящего изобретения рисунок пересекающихся каналов 140 образуют на обеих поверхностях листового материала. Это может быть осуществлено одним способом путем размещения центрального слоя 110 между верхней и нижней металлическими решетками и прижатием обеих решеток под нагревом к центральному слою 110, побуждая обе решетки опускаться в поверхности листового материала. Решетчатый рисунок может быть идентичным на обеих сторонах центрального слоя 110 или он может быть разных конфигураций.
В одном варианте осуществления, иллюстрируемом на фиг.3 и фиг.4, множество пересекающихся каналов 140, образованное в центральном эластичном слое 110, образует в общем прямоугольный рисунок или решетку, Очевидно, что рисунок может быть любой другой формы, например в виде ромбов, треугольников, овалов, кругов и так далее, до тех пор, пока каналы 140 пересекаются между собой так, чтобы обеспечивать непрерывный или соединенный проход через листовой материал и вдоль длины материала.
Центральный эластичный слой 110 может быть проколот для образования множества проколов или прорезей 150 через слой. Прорези 150 не показаны на фиг.3 для простоты изображения, но они показаны на фиг.4 и фиг.5. На фиг.4 приведена фронтальная горизонтальная проекция, на которой показана секция проколотого центрального слоя 110. На фиг.5 приведена тыльная горизонтальная проекция, на которой показана секция проколотого центрального слоя 110, иллюстрируемого на фиг.4. Множество прорезей 150 сделано в поверхности центрального эластичного слоя 110, которые проходят через всю толщину слоя так, чтобы текучие среды, включая пот и воздух, могли проходить через прорези 150 от одной стороны слоя к другой, особенно когда слой растянут.
В одном варианте осуществления настоящего изобретения прорези 150 расположены только в совмещении с канальными частями 140. В другом варианте осуществления прорези 150 расположены не только в каналах 140, но также в тех частях эластичного слоя 110, где отсутствуют каналы/желобки. Прорези 150 могут быть расположены только в пересечениях каналов 140, или множество прорезей 150 может образовывать равномерный рисунок и быть равномерно разнесено по центральному эластичному слою 110. В идеальном случае множество прорезей 150 не должно быть столь большим или прорези не должны отстоять друг от друга на слишком небольшом расстоянии, чтобы общая конструктивная целостность неопренового материала уменьшалась, исключая способность материала обеспечивать достаточную ортопедическую компрессионную поддержку во время использования.
Множество прорезей 150 могут определять рисунок прорезей. На фиг.4 и фиг.5 показан рисунок прорезей, имеющий три "ветви", которые исходят из общей точки. Однако очевидно, что без отклонения от объема настоящего изобретения может быть получен рисунок прорезей любой формы, например прямолинейной, криволинейной, с пересекающимися элементами или имеющий пять ветвей. Должно быть также очевидно, что проколы предпочтительно фактически не удаляют какое-либо значительное количество материала, если вообще его удаляют, из центрального эластичного слоя 110 или каналов 140; скорее проколы просто проходят через каналы. Таким образом, проколы не образуют каналов или проходов через неопреновый материал, если материал не растягивается.
Рисунок из множества прорезей 150 может быть образован в центральном эластичном слое 110 несколькими способами. Один такой способ образования рисунка прорезей в неопреновом материале основан на использовании валка, имеющего цилиндрическую внешнюю поверхность с выступающими пробойниками с требуемым рисунком прорезей, так что при прокатке валка поверх плоской поверхности неопренового материала пробиваются прорези требуемого рисунка.
Как следует из фиг.3, композиционный материал 100 также содержит мягкий гибкий эластичный пористый внутренний слой 130 ткани. Внутренний слой 130 может быть трикотажным гибким и поддающийся складыванию и растяжению полотном, которое пропускает воздух и воду вследствие пор, в действительности образуемых трикотажным материалом. Композиционный материал 100 также содержит гибкий и эластичный пористый внешний слой 120 ткани, который также может быть получен из поддающегося растяжению трикотажного полотна аналогичного полотну слоя 130 или другого типа. Внутренний и внешний тканевые слои 130 и 120 соответственно могут быть также получены из других поддающихся растяжению трикотажных тканей, включая нейлон, дакрон (Dacron®) или другие синтетические волокна.
После изменения центрального эластичного слоя 110 множеством пересекающихся каналов 140 на одной его стороне и перфорирования рисунка 150 прорезей внутренний слой 130 ткани соединяют с желобчатой поверхностью центрального слоя 110, тогда как внешний слой 120 ткани соединяют с нежелобчатой поверхностью центрального слоя 110. Внутренний слой 130 ткани может быть приклеен к центральному слою 110 при использовании технологии склеивания, которая исключает попадание клея или другого адгезива в каналы 140. В таком случае клей не закрывает или не засоряет каналы 140. Внешний слой 120 ткани также приклеивают или иначе соединяют с центральным слоем 110. Клей соединяет все контактные области поверхности центрального слоя 110 и прилегающие внутренний и внешний слои 130 и 120 соответственно ткани. Следует отметить, что клей не нарушает пористости центрального слоя 110 и внутреннего и внешнего слоев 130 и 120 соответственно.
Как следует из фиг.1 и фиг.2, коленный бандаж 20 предназначен для ношения желобчатой/канальной стороной, обращенной к телу пользователя. Это обеспечивает преимущественный результат удерживания тепла от тела, позволяя в то же самое время коленному бандажу 20 быть воздухопроницаемым. Кроме того, поскольку коленный бандаж 20 получен из композиционного материала, он имеет достаточную пористость, чтобы по существу исключалось накопление внутреннего тепла во время использования. Коленный бандаж 20 также обеспечивает хорошее обжатие (хорошую компрессию) вокруг части тела, поддерживаемой коленным бандажом 20 в его растянутом состоянии. Эластичный центральный слой сохраняет по существу всю свою способность приложения сжимающего усилия к охватываемой части тела, поскольку материал фактически не удален из неопренового центрального слоя, как в некоторых стандартных бандажах. Помимо всего прочего, коленный бандаж 20 обладает существенной плотностью благодаря использованию неопрена, бутадиен-стирольного каучука или другого выбранного материала для обеспечения обжатия (компрессии), необходимого, чтобы служить в качестве полезного коленного бандажа. Внутренний и внешний слои 130 и 120 также обеспечивают коленному бандажу 20 дополнительную сжимающую силу.
Коленный бандаж 20 также обеспечивает хорошую воздухопроницаемость. При использовании коленного бандажа 20 он растягивается в двух направлениях, создавая в соответствии с этим нагнетательное действие для обеспечения возможности прохождения воздуха через каналы 140 коленного бандажа 20. Это обеспечивает перенос пота тела по каналам 140 из концевых частей (торцевых поверхностей) коленного бандажа 20. Коленный бандаж 20 также обеспечивает возможность прохождения свежего холодного воздуха внутрь через коленный бандаж 20 для достижения тела. Определенное количество тепла способно соответственно проходить изнутри коленного бандажа 20 к внешней стороне через множество прорезей 150, которые открываются, когда бандаж растягивают во время использования.
В соответствии с дополнительным аспектом настоящего изобретения силикон (кремнийорганическое соединение) 152 в виде геля или буртика может быть нанесен вдоль внутренней стороны коленного бандажа 20 вдоль длины бандажа, возможно, на противоположных сторонах бандажа. Дополнительно или в качестве альтернативы силиконовые валики 152 могут быть размещены по периферии вокруг внутренней стороны бандажа, возможно, вблизи концевых частей бандажа. Силикон может быть нанесен в виде полосы некоторой ширины, узкой линией или дорожкой или в виде других конфигураций. Кроме того, полоса или линия силикона может быть прямолинейной или криволинейной. Этот силиконовый материал побуждает бандаж оставаться на теле по месту его нанесения вследствие трения между силиконом и телом. Однако силикон не вызывает дискомфорта или чрезмерного трения о тело.
В одном варианте осуществления настоящего изобретения силикон может быть нанесен на внутреннюю область коленного бандажа 20 после полного изготовления бандажа. В другом варианте осуществления силикон наносят на внутреннюю сторону внутреннего слоя 130 ткани коленного бандажа 20 и затем внутренний слой 130 наносят на внутреннюю поверхность центрального слоя 110. Как будет очевидно квалифицированным специалистам в этой области техники, без отклонения от объема настоящего изобретения помимо силикона могут быть использованы другие материалы для побуждения бандажа оставаться по месту нанесения на тело.
На фиг.6-8 иллюстрируются дополнительные случаи использования композиционного материала 100 в компрессионных бандажах. На фиг.6 иллюстрируется локтевой бандаж 160, в котором композиционный материал 100 сложен и соединен швом вдоль его длины. Бандаж может иметь промежуточный шов 170 для образования в общем L-образного трубчатого эластомерного бандажа. Верхний и нижний края трубчатого бандажа имеют простроченные периферийные швы 180 для усиления краев. На фиг.7 иллюстрируется бандаж 190 для запястья, полученный из композиционного материала 100, в котором материал сложен и соединен швом в направлении длины для образования, в общем, прямолинейного трубчатого бандажа, имеющего периферийное прострачивание 200 на противоположных концевых частях для усиления краев. На фиг.8 иллюстрируется голеностопный бандаж 210, полученный из композиционного материала 100. Голеностопный бандаж 210 образован, в общем, как L-образный трубчатый бандаж с периферийным прострачиванием 220 на противоположных концевых частях и с периферийным прострачиванием 230 вокруг краевой части бандажа, которая плотно прилегает вокруг пятки пользователя. Бандаж может иметь промежуточное прострачивание 240, закрепляющее прилегающие промежуточные края L-образной поддержки голеностопного сустава.
Такие компрессионные бандажи могут использоваться для обеспечения требуемых уровней анатомической компрессионной поддержки, улучшающей в то же самое время вентиляцию поддерживаемой области для уменьшения дискомфорта, вызываемого потоотделением и перегревом. Таким образом, улучшенный композиционный материал, соответствующий настоящему изобретению, улучшает анатомическую поддержку, обеспечиваемую компрессионными бандажами, поскольку пользователь способен носить бандаж в течение продолжительных периодов времени, а не удалять бандаж преждевременно вследствие теплового дискомфорта.
На фиг.9 и фиг.10 иллюстрируется альтернативный вариант осуществления эластичного слоя 310, причем на фиг.9 приведено изометрическое изображение эластичного слоя 310, а на фиг.10 приведено поперечное сечение эластичного слоя 310, сделанное по линии 10-10. Эластичный слой 310 содержит множество пересекающихся каналов 312 и ряд небольших, в общем, круглых апертур 314 через эластичный слой 310. Апертуры 314 этого предпочтительного варианта осуществления расположены в пересечениях каналов 312, хотя предполагается, что не каждое пересечение обязательно должно иметь апертуру 314, и/или дополнительные апертуры могут быть предусмотрены в каналах 312 в промежуточных местоположениях.
Комбинация пересекающихся каналов 312 и открытых апертур 314 обеспечивает сеть для прохождения потока воздуха и влаги от одной стороны эластичного слоя 310 к другой, сохраняя еще достаточную эластичность эластичного слоя 310 для получения требуемого сжимающего усилия. Как более подробно описано ниже, открытые апертуры 314 могут быть образованы при использовании нагреваемых игл, которые проникают через материал для апертур 314 так, чтобы материал частично размягчался или плавился, приводя в результате к усилению материала вокруг апертур 314. Центральный эластичный слой 310 предпочтительно получен из листа полимерного вспененного материала с закрытыми порами, например неопрена, как более подробно описано ниже.
Очевидно, что эластичный слой 310 может быть скомбинирован с внешним и внутренним слоями ткани, например, указанными на фиг.3 ссылочными номерами 120 и 130 соответственно. Очевидно, что круглые апертуры 314 отличаются от прорезей 150 варианта осуществления, иллюстрируемого на фиг.4, в том отношении, что апертуры 314 являются "открытыми" даже тогда, когда эластичный слой 310 не растянут.Также предполагается, что апертуры 314 могут быть другой формы, чем круглая, оставаясь в то же самое время все время открытыми.
При использовании эластичный слой 310, который может быть скомбинирован в композиционном материале, как описано выше, будет нормально ориентирован открытой частью каналов 312, обращенной внутрь к пользователю, содействуя в соответствии с этим прохождению в боковом направлении потоку воздуха и влаги к апертурам 314 рядом с кожей пользователя и благодаря этому содействуя отведению влаги и тепла от пользователя.
На фиг.11 и фиг.12 приведены изометрическое изображение и поперечное сечение соответственно другого альтернативного варианта осуществления эластичного слоя 320, в котором удлиненные каналы 322 не пересекаются друг с другом, а ориентированы в продольном направлении вдоль эластичного слоя 320. Через эластичный слой 320 проходит множество апертур 324, причем апертуры 324 расположены в общем в удлиненных каналах 322. Использование параллельных продольных каналов 322 обеспечивает анизотропную гибкость эластичного слоя 320, которая в результате приводит к меньшей эластичности (большей жесткости) в продольном направлении по сравнению с эластичностью в поперечном направлении. Параллельные каналы 322 также обеспечивают возможность более направленного потока тепла и влаги, благодаря чему материал может быть оптимизирован для конкретного применения. При использовании этого материала разработчик может ориентировать эластичный слой 320 так, чтобы каналы 322 были направлены вдоль предпочтительного направления, например, для получения преимущества геометрии или расчетного рисунка для конкретной части тела, на которой предполагается использовать эластичный слой 320.
На фиг.13А-13С иллюстрируется несколько примеров альтернативных вариантов осуществления эластичных слоев 330, 340, 350, соответствующих настоящему изобретению. В частности, на фиг.13А иллюстрируется эластичный слой 330, имеющий множество круглых выступов 332, расположенных в виде регулярного рисунка на эластичном слое. Углубленная часть 333 эластичного слоя 330, расположенная между выступами 332, содержит множество апертур 334, которые проходят через эластичный слой 330. Аналогичным образом на фиг.13 В иллюстрируется эластичный слой 340, имеющий множество квадратных или прямоугольных выступов 342, расположенных в виде регулярного рисунка на эластичном слое. Углубленная часть 343 эластичного слоя 340, расположенная между выступами 342, содержит множество апертур 344, которые проходят через эластичный слой 340. На фиг.13С иллюстрируется эластичный слой 350, имеющий множество извилистых каналов 353, которые проходят в продольном направлении вдоль эластичного слоя 350, причем в извилистых каналах 353 расположено множество апертур 354. Вполне очевидно, что возможны другие конфигурации каналов (или выступов).
Далее со ссылкой на фиг.14 и фиг.15 будет описан пример способа получения эластичного материала. Хотя описываемый способ иллюстрируется для получения эластичного слоя 310, иллюстрируемого на фиг.10 и фиг.11, очевидно, что способ может быть использован для получения любых эластичных слоев, иллюстрируемых на фиг.9-13С.
Как показано на фиг.14 и на поперечном сечении, иллюстрируемом на фиг.15, эластичный слой 310 может быть образован при использовании верхней пластины 410 и нижней пластины 420. В предпочтительном варианте осуществления лист 400 полимерного материала с закрытыми порами, например неопрена, размещают между верхней пластиной 410 и нижней пластиной 420. Лист 400 предпочтительно имеет толщину, составляющую приблизительно 2,0-10,0 мм. Верхняя пластина 410 имеет множество апертур 414, которые проходят, по меньшей мере частично, через верхнюю пластину 410 из нижней поверхности 416. Нижняя пластина 420 содержит соответствующее множество проходящих в направлении вверх игл 422, которые имеют такой размер и расположены так, чтобы с возможность скольжения входить в контактное взаимодействие с множеством апертур 414 при побуждении верхней и нижней пластин 410, 420 соответственно, двигаться в направлении друг к другу. Иглы 422 предпочтительно имеют диаметр, составляющий приблизительно 0,5-3,0 мм, а апертуры 414 имеют диаметр, немного больший диаметра игл 422.
Верхняя пластина 410 также имеет рисунок удлиненных выступов 412 на своей нижней поверхности 416, которые образованы с возможностью получения требуемого рисунка углублений или каналов 312 на полимерном листе 400. В предпочтительном варианте осуществления иглы 422 (и апертуры 414) отстоят на расстоянии, составляющем приблизительно 10,0-15,0 мм, а удлиненные выступы 412 представляют собой два набора пересекающихся параллельных линейных выступов, причем каждый набор линейных выступов имеет линейный шаг, составляющий 10,0-15,0 мм. Удлиненные выступы 412 предпочтительно имеют высоту, составляющую приблизительно 1,0-2,0 мм.
Пластины 410, 420 нагревают и полимерный лист 400 размещают между ними. Затем верхнюю и нижнюю пластины 410, 420 соответственно перемещают или побуждают к перемещению в направлении друг к другу так, чтобы нагреваемые иглы 422 на нижней пластине 420 прокалывали лист 400 для получения в нем апертур 314 и входили с возможностью скольжения в контактное взаимодействие с апертурами 414 на верхней пластине 410. Нагреваемые пластины 410, 420 удерживают вместе в течение некоторого периода времени для образования рисунка каналов 312 в листе 400. В предпочтительном варианте осуществления верхнюю и нижнюю пластины 410, 420 соответственно нагревают до температуры, составляющей приблизительно 145-160°С, а пластины 410, 420 удерживают вместе в течение приблизительно 4-6 минут при приложении давления смещения, составляющего приблизительно 50 кг/см2.
Как показано стрелками на фиг.14, верхнюю и нижнюю пластины 410, 420 соответственно сводят вместе под давлением для создания рисунка каналов 312 и апертур 314 в листе 400. Через заданное время пластины 410, 420 разделяют для обеспечения возможности удаления и замены листа 400 или смещения в продольном направлении для повторения этого технологического процесса на другом участке листа 400. Вполне очевидно, что конкретная ориентация верхней и нижней пластин 410, 420 соответственно не является важной и что этот способ может как альтернатива использоваться с переключаемыми пластинами или со всем узлом, поворачиваемым на произвольную величину.
Способ, соответствующий настоящему изобретению, обеспечивает несколько преимуществ. Множество апертур 314 и рисунок каналов 312 образуют одновременно в течение одного этапа, упрощая производственный технологический процесс. Использование также нагреваемых пластин 410, 420 и игл 422 для образования апертур 314 и каналов 312 дает в результате возможность получения относительно толстой и/или упрочненной области вокруг периметра апертур 314 и каналов 312, уменьшая вероятность разрывов материала и содействуя сохранению общей прочности материала. Вполне очевидно, что способ не требует вырезания какого-либо количества материала из листа 400.
На фиг.16 и фиг.17 иллюстрируется немного другая конфигурация пластин 430, 440, подобная пластинам предшествующего варианта осуществления, причем верхняя пластина 430 содержит множество игл 432, которые проходят в направлении вниз из нижней поверхности 436 верхней пластины 430. Множество удлиненных выступов 434 также проходит из нижней поверхности 436. Нижняя пластина 440 имеет множество апертур 442, которые имеют такие размеры и такую форму, чтобы с возможностью скольжения размещать иглы 432 верхней пластины 430, когда верхнюю и нижнюю пластины совмещают должным образом. Помимо другого местоположения игл 432 на верхней пластине 430, а не на нижней пластине этот второй вариант осуществления настоящего изобретения по существу аналогичен варианту осуществления, иллюстрируемому на фиг.14 и фиг.15. В частности, предпочтительные размеры и рабочие параметры аналогичны размерам и рабочим параметрам, которые были описаны выше.
Предполагается, что любой из эластичных слоев 310, 320, 330, 340, 350 может иметь пористые внешние слои ткани, прикрепленные к нему, как описано выше со ссылкой на фиг.3, причем один или оба внешних слоя ткани могут быть нанесены перед или после того, как в материале образованы апертуры и каналы. Например, как показано на фиг.18, лист 400 может содержать верхний пористый слой 323 ткани, присоединенный к верхней поверхности, и нижний пористый слой 321 ткани, присоединенный к нижней поверхности внутреннего слоя. Слои 321, 323 ткани предпочтительно являются трикотажным гибким и поддающимся растяжению полотном, которое пропускает воздух и воду вследствие пор, в действительности образованных трикотажным полотном.
В одном способе, как показано на фиг.18, как верхний слой 323 ткани, так и нижний слой 321 ткани присоединены к эластичному слою 310 до образования апертур 314 и каналов 312. Если верхний слой 323 ткани имеет достаточную гибкость, то он может согласовываться с каналами 312, которые образованы в эластичном слое 310, так что сформированный рисунок каналов 312 будет виден в верхнем слое 323 ткани. Очевидно, что результирующий материал сохранит преимущества наличия апертур 314 и каналов 312, которые увеличивают перенос тепла и паров через материал.
В альтернативном способе только нижний слой 321 ткани наносят на лист 400 до образования апертур 314 и каналов 312, так что при присоединении верхнего слоя 323 ткани каналы уже образованы в эластичном слое 310 и верхний слой 323 ткани в общем скрывает рисунок каналов 312. И в этом случае сохраняются выгодные аспекты апертур 314 и каналов 312 для увеличения переноса тепла и паров.
Хотя эластичные слои, описанные выше, пригодны для использования в материале компрессионных бандажей, предполагается, что эти материалы могут также альтернативно найти много других полезных применений, например в качестве воздухопроницаемого изолирующего слоя в спортивной верхней одежде и/или в качестве компонента другой одежды, например курток, перчаток, жилетов, ботинок и подобных изделий.
Хотя был проиллюстрирован и описан предпочтительный вариант осуществления настоящего изобретения, очевидно, что без отклонения от сущности и объема настоящего изобретения могут быть сделаны различные изменения.
Реферат
Изобретение относится к медицине. Описан эластичный материал, содержащий воздухопроницаемую панель вспененного материала с закрытыми порами. Эластичная панель имеет углубленные участки или каналы, по меньшей мере, на одной стороне, и сквозные апертуры, причем апертуры расположены в каналах. Каналы могут пересекаться для образования путей прохождения потока для переноса тепла и пота, или могут не пересекаться для установления пути направленного потока, или каналы ограничивают множество выступов, например круглых выступов или прямоугольных выступов. Эластичную панель предпочтительно образуют путем сжатия листа вспененного материала с закрытыми порами между парой противоположно расположенных нагреваемых пластин, причем одна из пластин содержит множество игл, а другая из пластин имеет апертуры, выполненные с возможностью размещения игл. Одна или обе пластины содержат выступы для образования углубленных участков или каналов. Эластичная панель имеет элементы, которые улучшают воздухопроницаемость панели, например, для облегчения отделения тепла и влаги в ортопедическом бандаже. 8 з.п. ф-лы, 18 ил.
Комментарии