Устройство для установки упругих колец в канавки цилиндрических базовых деталей - SU952507A1
Код документа: SU952507A1
Чертежи
Описание
(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В КАНАВКИ ЦИЛИНДРИЧЕСКИХ БАЗОВЫХ ДЕТАЛЕЙ


Реферат
Формула
Изобретение относится к сборочному производству и может найти применение
в различных отраслях промышленности.
Известно устройство для установки упругих
колец в канавки цилиндрических базовых деталей, содержащее конусный эле- 5
мент, один торец которого обращен к базовой детали, и механизмы пощтучной выдачи и перемещения колец 1.
Недостатками устройства являются невозможность самоцентрирования конусного ю
элемента и установки упругого кольца в канавки, расположенные на внутренних поверхностях детали.
Цель изобретения - повыщение производительности путем осуществления самоцентрирования
направляющих сегментов.
Поставленная цель достигается тем, что
устройство снабжено направляющими элементами , расположенными на торце конусного
приспособления, обращенном к базовой детали, и выполненными в виде жест- 20
ких тонкостенных цилиндрических сегментов , внутренняя поверхность которых концентрична
соответствующей поверхности изделия , причем направляющие элементы установлены с возможностью радиального перемещения.
Кроме того, конусный элемент установлен с возможностью перемещения в плоскости
, перпендикулярной к оси сборки.
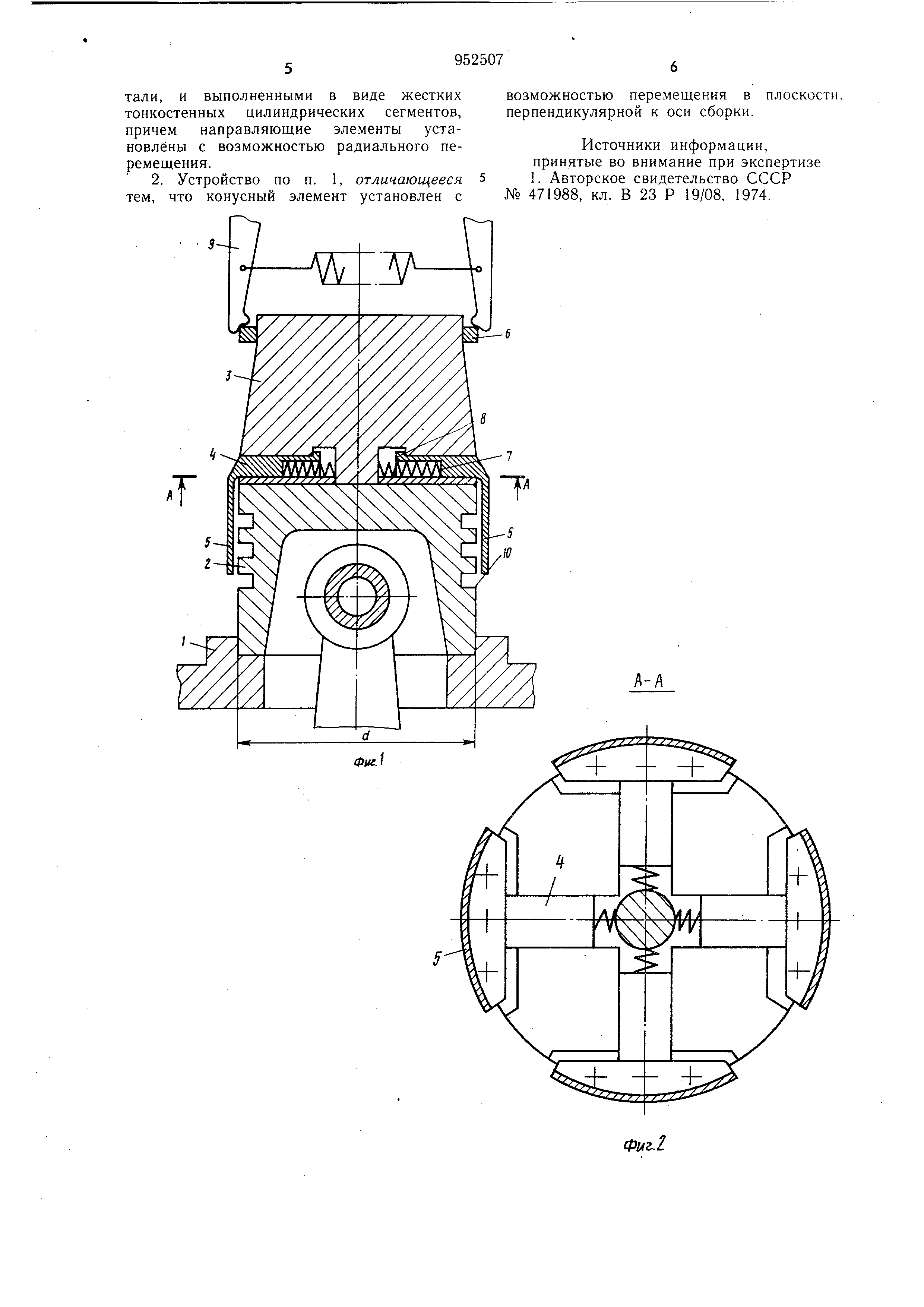
На фиг. 1 изображено предлагаемое устройство
, общий вид (вариант установки коль ца в наружные, канавки) на фиг. 2 - сечение
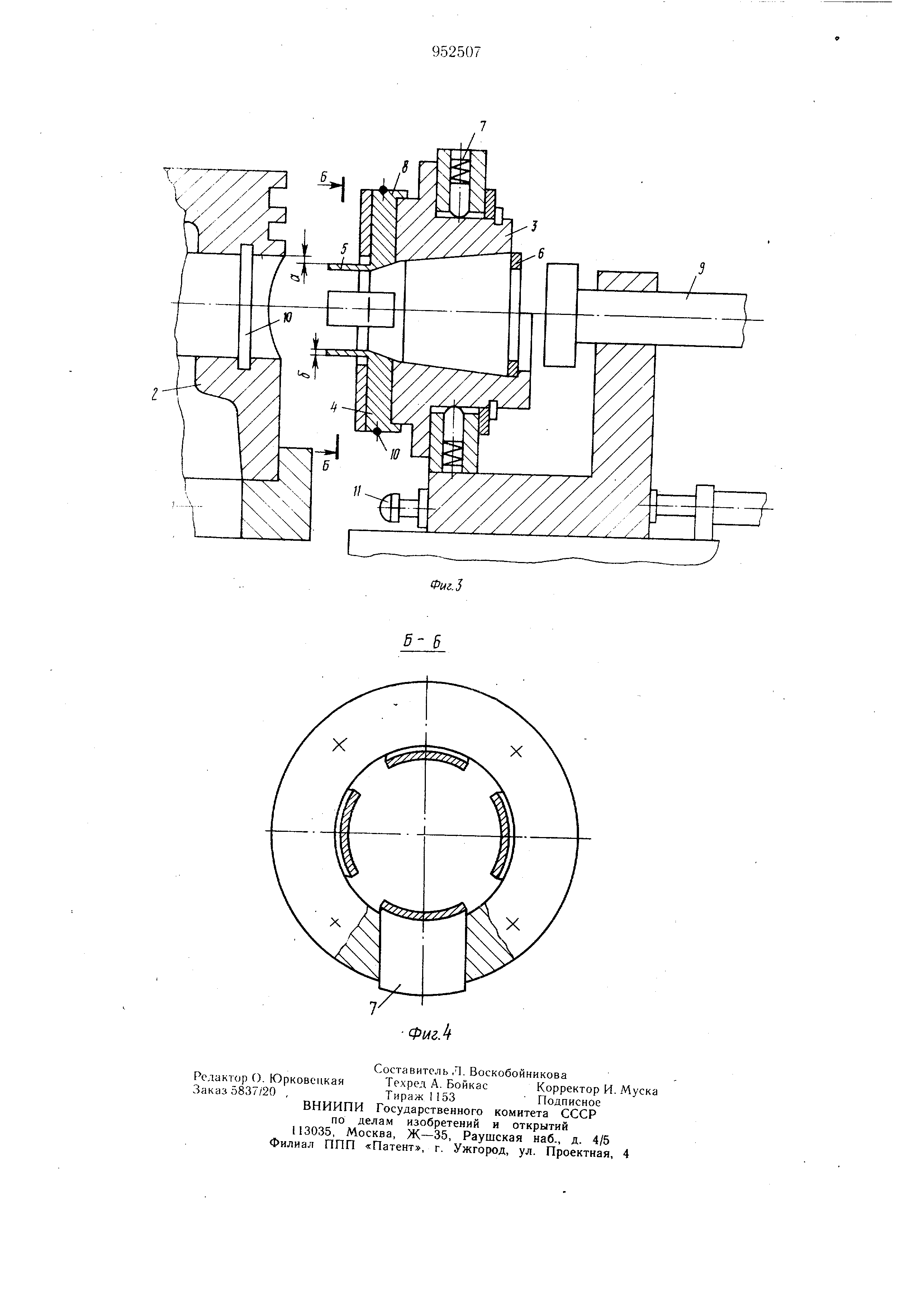
А-А на фиг. 1; на фиг. 3 - предлагаемое устройство (вариант установки кольца во
внутренние канавки); на фиг. 4 - сечение Б-Б на фиг. 3.
Устройство для установки упругих колец в наружные канавки состоит из основания 1,
на котором установлена базовая деталь, например поршень 2. На порщне 2 располагается
конусное приспособление, например элемент 3, выполненный в виде жесткой
подвижной конусной оправки, на большем торце которой, обращенном к базовой
детали, в радиальных пазах установлены ползунки 4 с направляющими элементами 5,
которые имеют форму цилиндрических тонкостенных сегментов. На конусную оправку
3 механизмов пощтучной подачи (не показан ) установлено упругое кольцо 6. Ползушки 4 прижаты в радиальном направлении пружинами 7 к упорам 8, а соосно
конусной оправке 3 закреплены подпружиненные толкатели 9. Устройство для установки упругого кольца
6 в наружные канавки 10 работает следующим образом. Поршень 2 устанавливается на основание
1 и на него известным способом подается коническая оправка 3с предварительно
установленным на ней упругим кольцом 6. При этом ползушки 4 под действием пружин
7 находятся на упорах.8, что обеспечивает установочный зазор между внутренними
поверхностями направляющих элементов 5 и наружной поверхностью поршня 2.
При движении вниз (фиг. 1) толкатель 9 перемхощает упругое кольцо 6 по поверхности
подвижной конической оправки 3 в сторону поршня 2. В процессе этого перемещения
происходит предварительное растяжение кольца 6. Когда нижний (фиг. 1)
торец кольца 6 встречается со скошенными кромками ползушек 4, последние под действием
упругих сил кольца 6, сжимая пружины 7, начинают перемещаться к центру
конической оправки 3 до соприкосновения внутренней поверхности направляющих элементов
5 с наружной поверхностью поршня 2. При этом, если зазор не равномерен
относительно наружной поверхности поршня 2 из-за несоосности основания 1 и сборочного
устройства, несущего на себе коническую оправку 3, какие-либо направляющие
элементы 5 осуществят большее радиальное перемещение, чем другие элементы 5,
т. е. фоизойдет самоцентрирование кольца 6 относительно базовой детали, т. е. 2.
При дальнейшем ходе толкатель 9 сдвигает кольцо 6 с направляющих элементов 5
в канавку 10 поршня 2, после чего толкатель 9 возвращается в исходное (фиг. 1)
положение, а вспомогательные механизмы (не показаны) снимают подвижную конусную
oripaBKy 3 с поршня 2 и удаляют порH .ieHb 2 ti.vecTe с надетым кольцом 6 из зоны
сборки, затем цикл сборки повторяется. При наличии двух и более канавок сборка
ведется на последующих аналогичных устройствах , отличающихся друг от друга длиной
направляющих элементов. Устройство для вставки упругих разрезных колец во внутренние канавки состоит
из основания 1 (фиг. 3), на котором закреплен , напри у ер, поршень 2, в канавку которого
необходимо установить упругое разрезное кольцо. Коническое приспособление, в данном
случае коническая втулка 3, имеет возм ожность перемещения в плоскости, перпендикулярной
к оси сборки. На торце втулки 3 со стороны ее меньщего диаметра в пазах размещены ползущки 4, имеющие направляющие элементы 5. Упругое разрезное кольцо 6, установлено
в коническую втулку 3 со стороны ее больщего диаметра загрузочным механизмом
(не показан). В исходном положении ползушки 4 удерживаются пружинами 7 на упорах 8.
Суппорт снабжен толкателем 9с приво .цом (не показан) и упором.
Устройство для вставки упругого разрезного кольца б во внутреннюю канавку 10 работает следующим образом.
На основание 1 устанавливается поршень 2, а в коническую втулку 3 подается упругое кольцо 6.
Внещний привод (не показан) подает суппорт влево (фиг. 4) до соприкосновения
упора 11 с основанием I, при этом передние торцы направляющих элементов 5 располагаются
в одной плоскости с правым (фиг. 4) торцом канавки 10, после чего
начинает перемещаться толкатель 9. который , упираясь в упругое кольцо б, проталкивает
его через конусное отверстие втулки 3. Когда кольцо б соприкасается со скосами
ползушек 4, последние начинают раздвигаться так, что наружные поверхности
направляющих элементов 5 касаются внут/р )енней поверхности отверстия поршня 2.
При этом если зазор не равномерен по окружности отверстия порщня 2, то больщее
перемещение осуществит какой-то один из направляюгцих элементов 5. Тогда упругие
силы сжатого кольца 6 воздействуют на остальные направляющие элементы 5, заставляя
их перемещаться по радиусу, осуществляя таким образом самоцентрирование детали - кольца б.
Затем толкатель 9 сдвигает кольцо б в канавку 10 поршня 2, после чего толкатель
9 возвращается в исходное положение (вправо, фиг. 4), кольцевая пружина 7
сдвигает ползушки 4 к центру конусной втулки 3, а суппорт возвращается в исходное
положение, после чего цикл сборки повторяется . Изобретение повысит надежность работы
автоматических сборочных машин. Формула изобретения I. Устройство для установки упругих
колец в канавки цилиндрических базовых деталей, содержащее конусный -элемент,
один торец которого обращен к базовой детали, и механизм пощтучной выдачи и
перемещения колец, отличающееся тем, что, с целью повышения производительности
при, установке колец в наружные канавки , оно снабжено направляющими элементами
, расположенными на торце конусного элемента, обращенном к базовой детали , и выполненными в виде жестких тонкостенных цилиндрических сегментов,
причем направляющие элементы установлены с возможностью радиального перемещения .
2. Устройство по п. 1, отличающееся тем, что конусный элемент установлен с
возможностью перемещения в плоскости, перпендикулярной к оси сборки.
Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР
№ 471988, кл. В 23 Р 19/08, 1974.
Комментарии