Устройство для установки упругих разрезных колец в кольцевые канавки на наружной поверхности цилиндрических деталей - SU1324816A1
Код документа: SU1324816A1
Чертежи



Описание
ге 25
ванне К. В конце хода шибера 2 К 27 нажимает на подпружиненный отсе ка- тель 6, установленный в одной плоскости со шпонкой 10. Отсекатель взаимодействует с датчиком 8 контроля, сигнализирующим о наличии К на позиции сборки. При обратном ходе шибера отсекатель удерживает К на КО 13. Затем -перемещается шток 19, передающий движение толкателю 15, а через пружину 16 - КО 13. При взаимодейст1
Изобретение относится к сборочному производству, а именно к устройствам для установки разрезных упругих колец.
Цель изобретения - повышение надежности сборки за счет обеспечения контроля наличия упругих разрезных колец на позиции сборки и надежного взаимного центрирования собираемых деталей.
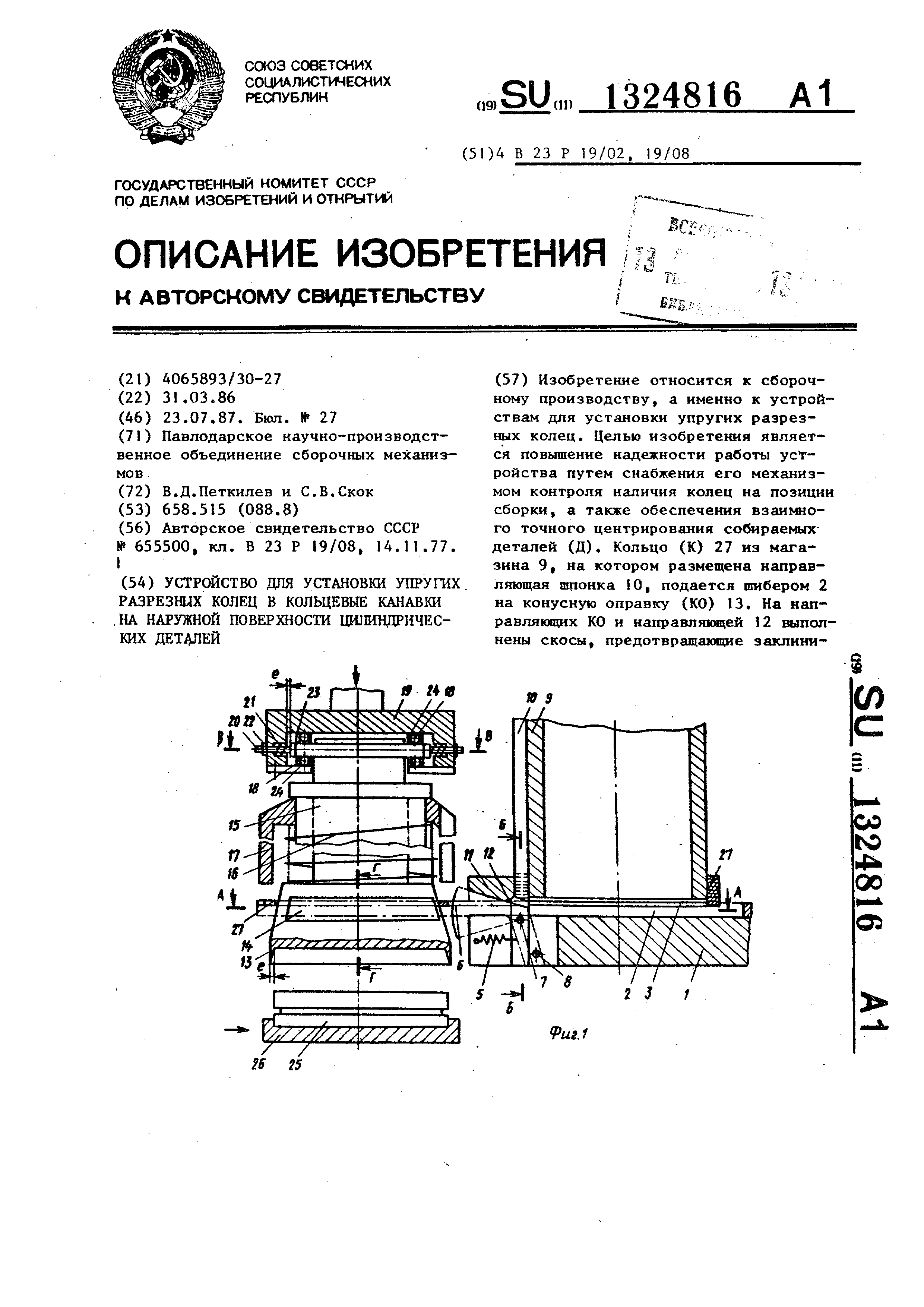
На фиг.1 изображено предлагаемое устройство, разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг, 4 - разрез В-В на на фиг. 5 - разрез Г-Г на фиг.1.
Устройство для установки упругих разрезных колец в кольцевые канавки цилиндрических деталей содержит механизм подачи колец и контроля их наличия на позиции сборки, состоящие из корпуса 1, по которому перемещается шибер 2 с гнездом 3. В шибере 2 выполнен продольный паз 4, в котором установлен закрепленный на корпусе подпру жиненный пружиной 5 отсекатель 6, имеющий возможность углового перемещения на оси 7 и взаимодействующий с датчиком В контроля. Над гнездом 3 шибера 2 установлен магазин 9 с ориен тирующей шпонкой 10. Отсекатель 6 установлен так, что является продолжением шпонки 10. Над отсекателем 6 установлена направляющая 1 со скосом 12. Параллельно оси магазина установлена конусная оправка 13 с направляющей 14j подпружиненная относительно толкателя 15 пружин ой 16, а толкатель снабжен выступами 17 и установлен че
вии Д 25 с нижним торцом КО последняя самоцентрируется относительно Д за счет соединения штока с толкателем при помощи шариков 18, При дальнейшем ходе штока пружина 16 сжимается , и выступы I7 толкателя 15 перемещают К по КО и устанавливают его в канавку Д 25. Затем шток отводит КО в исходное положение, Д 25 заменяется на новую при помощи узла 26, и цикл повторяется. 1 з.п. ф-лы, 5 ил.
5
0
5
0
5
0
рез шарики 18 на штоке 19, связанном с силовым цилиндром (не показан). Толкатель 15 поддерживается в заданном положении равномерно расположенными по периметру не менее, чем тремя нажимными винтами 20 с пружинами 21, Регулировка винтов 20 осуществляется гайками 22. Шарики 18 уложены в обоймы 23 и 24. Собираемые изделия - цилиндрическая деталь 25 с .кольцевой канавкой, установленная в узле 26, и разрезное упругое кольцо 27.
Устройство работает следующим образом .
Деталь 25 подается в зону сборки жестко зажатой в узле 26. Упругое разрезное кольцо 27, перемещаясь под собственным весом по магазину 9 с ориентирующей шпонкой 10, попадает в гнездо 3 шибера.2, после чего последний , двигаясь по корпусу 1-, перемещает кольцо 27 на направляющую 14, выполненную со скосами, предотвращающими заклинивание кольца, при этом скос I2 направляющей 11 предотвращает заклинивание кольца 27 в случае его неплоскостности. При дальнейшем движении шибера 2 кольцо 27 воздействует на отсекатель 6, который , поворачиваясь на оси 7, воздействует на датчик 8 контроля, дающий команду через электропривод (не показан ) на продолжение цикла, причем отсекатель 6 воздействует на датчик 8 в момент, когда кольцо 27 уже попало на направляющие 14.
В случае отсутствия сигнала на датчике 8 цикл прекрадается, и шибер
313
возвращается в исходное положение, а затем совершает повторное движение
При дальнейшем движении шибера 2 с кольцом 27 отсекатель 6 при помощи пружины.5 возвращается в исходное положение и предотвращает движение 27 при возврате шибера 2 в исходное положение. Ilocjie этого начинает движение шток 19, который через шарики 18 передает движение толкателю 15 и конусной оправке 13. Перемещаясь вниз, последняя упирается в деталь 25. Погрешность базирования выбирается за счет зазора 6 между оправкой 19 и головками нажимных винтов 20. После того, как конусная оправка самоустанавливается относительно детали 25, начинает сжиматься пружина 16, и выступы 17 толкателя 15,продолжая перемещаться, устанавливают кольцо 27 в канавку детали 25.
При обратном ходе пружины 21 возвращают толкатель 15 с конусной оправкой 13 в заданное положение. Соб- ранное изделие выводится из зоны сборки. Цикл повторяется. Последовательность срабатывания приводных цилиндров обеспечивается электроприводом .
Формула изобретения
1. Устройство для установки упругих разрезных колец в кольцевые ка- 35 навки на наружной поверхности цилинд64
рических деталей, содержащее привод с нажимным элементом, связанную с на- ЖИМ1-ЫМ элементом и подпружиненную относительно него конусную оправку с направляющей для разрезного кольца, узел подачи цилиндрической детали, механизмы подачи и центрирования разрезных колец, первый из которых выполнен в виде смонтированных в корпусе магазина для колец шибера и нап- равлякнцей, а также систему управле
, отличающееся тем.
ния
что, с целью повьпления надежности работы , оно снабжено механизмом контроля наличия разрезного кольца на позиции сборки, выполненным в виде смонтированных в корпусе отсекателя, установленного с возможностью поворота и подпружиненного относительно корпуса, и датчика, электрически связанного с системой управления и размещенного с возможностью взаимодействия с отсекателем, а также ориентирующей щпонкой, расположенной в магазине в одной плоскости с отсекателем, шибер выполнен с продольным пазом, нажимной элемент выполнен в виде со- осно установленных штока и толкателя, а механизм центрирования - в виде обойм с шариками и нажимных винтов и смонтирован между торцовыми поверхностями толкателя и штока.
2. Устройство по П.1, отличающееся тем, что направляющие механизма подачи колец и конусной оправки выполнены со скосами.
73
;
jLiA.
27
5-В
27
/У/УУхУУУТТТлК
QOd/e. J

Реферат
Изобретение относится к сборочному производству, а именно к устройствам для установки упругих разрезных колец. Целью изобретения является повышение надежности работы устройства путем снабжения его механизмом контроля наличия колец на позиции сборки, а также обеспечения взаимного точного центрирования собираемых- деталей (Д). Кольцо (К) 27 из магазина 9, на котором размещена направляющая шпонка 10, подается шибером 2 на конусную оправку (КО) 13. На направляющих КО и направляющей 12 выполнены скосы, предотвращающие заклини (Л ю 4 00 35
Формула
Комментарии