Способ затяжки крепежных шпилек фланцевого соединения - RU2181078C2
Код документа: RU2181078C2
Чертежи
Описание
Изобретение относится к технологии сборки фланцевых соединений и может быть использовано для затяжки крепежных соединений фланцевого соединения, относящегося к разъемам крупногабаритных сосудов под давлением. Специальной областью использования изобретения является сборка фланцевых соединений горизонтальных разъемов цилиндров паровой турбины.
Известны способы затяжки крепежных шпилек фланцевого соединения путем доворачивания гаек после растяжения шпилек с помощью приспособлений, создающих распорное усилие между поверхностью фланца и захватом выступающей части шпильки, используя при этом разнообразные средства для создания усилия (см., например, [1,2,3]). Такие способы предусматривают наличие достаточного пространства между крепежными шпильками для размещения используемого приспособления.
Однако существуют фланцевые соединения, которые требуют расположения крепежных шпилек с малым шагом вдоль периметра фланца и для которых использование указанных способов оказывается неприемлемым. Такое фланцевое соединение характерно, в частности, для горизонтального разъема крупных энергетических паровых турбин. При малом шаге между крепежными шпильками в этих соединениях для возможности еще большего уменьшения шага используют колпачковые гайки [4] . Поэтому применение для таких фланцевых соединений указанных выше способов оказывается невозможным.
Известны способы затяжки крепежных соединений путем теплового растяжения шпилек до последующего доворачивания навинченных на них гаек [5]. Подобный способ с использованием потока горячего воздуха для нагрева и растяжения шпилек является ближайшим аналогом настоящего изобретения.
В указанных последними способах нагрев шпилек осуществляется изнутри через центральное отверстие в шпильке. Малое сечение этого отверстия снижает эффективность нагрева и уменьшает сечение крепежной шпильки. Кроме того, выполнение такого отверстия, особенно при большой толщине фланцев, а следовательно и при большой длине крепежной шпильки, технологически сложно, и это значительно увеличивает трудоемкость изготовления фланцевого соединения.
В основу настоящего изобретения поставлена задача создания способа затяжки крепежных шпилек фланцевого соединения с применением теплового растяжения шпилек, который мог бы быть реализован при относительно простой технологии изготовления и стягивания фланцевого соединения.
Эта задача решается в способе затяжки крепежных шпилек фланцевого соединения, включающем тепловое расширение каждой шпильки с навинченной гайкой путем нагрева шпильки потоком горячего воздуха и последующее доворачивание гайки, в котором, в соответствии с сущностью настоящего изобретения, поток горячего воздуха подают через боковое отверстие во фланце со стороны доворачиваемой гайки.
Благодаря такому решению, нагрев крепежной шпильки осуществляется обтеканием ее наружной поверхности горячим воздухом, что повышает эффективность ее теплового растяжения. При этом для подачи потока горячего воздуха необходимо напротив каждой шпильки выполнить во фланце сквозное отверстие, что значительно проще сверления протяженных центральных отверстий, как это делалось в ближайшем аналоге. Все это позволяет существенно уменьшить трудоемкость изготовления и стягивание фланцевого соединения.
Для осуществления свободного выхода горячего воздуха могут быть использованы внешняя обнизка фланцев соединения, внутренняя обнизка с выходным отверстием или подобные особенности фланцевого соединения, которые не требуют какой-либо дополнительной подготовки фланцевого соединения к осуществлению. При отсутствии таких обнизок во втором фланце, соединяемым с фланцем, имеющим отверстия для подачи горячего воздуха, также могут быть выполнены боковые отверстия для выпуска горячего воздуха, необходимость в которых не уменьшит ценности настоящего изобретения.
Сущность настоящего
изобретения поясняется
следующим далее подробным описанием примеров его реализации, поясняемых прилагаемыми чертежами на которых:
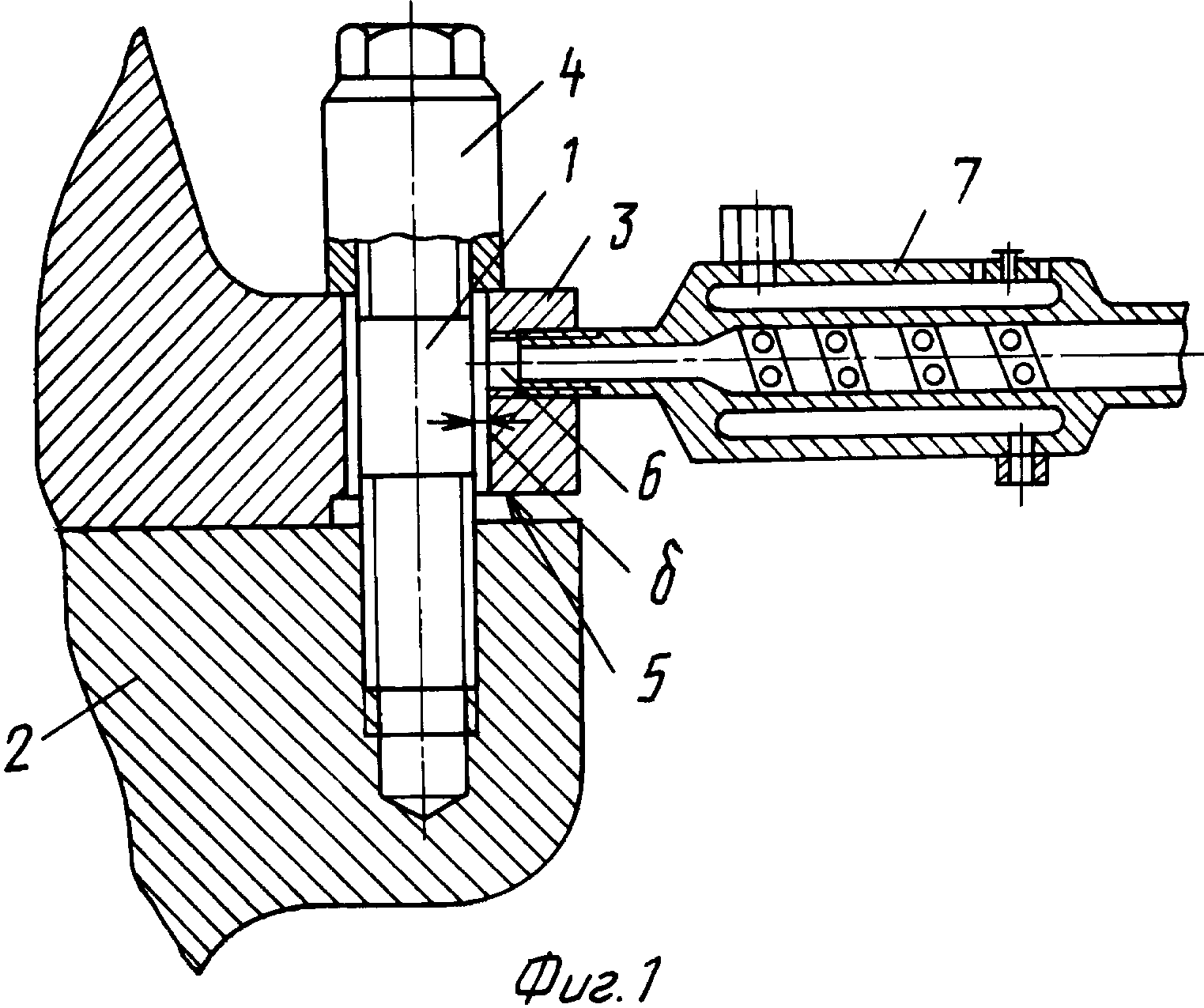
- фиг. 1 показывает реализацию изобретения на примере
фланцевого соединения с
внешней обнизкой на одном из фланцев;
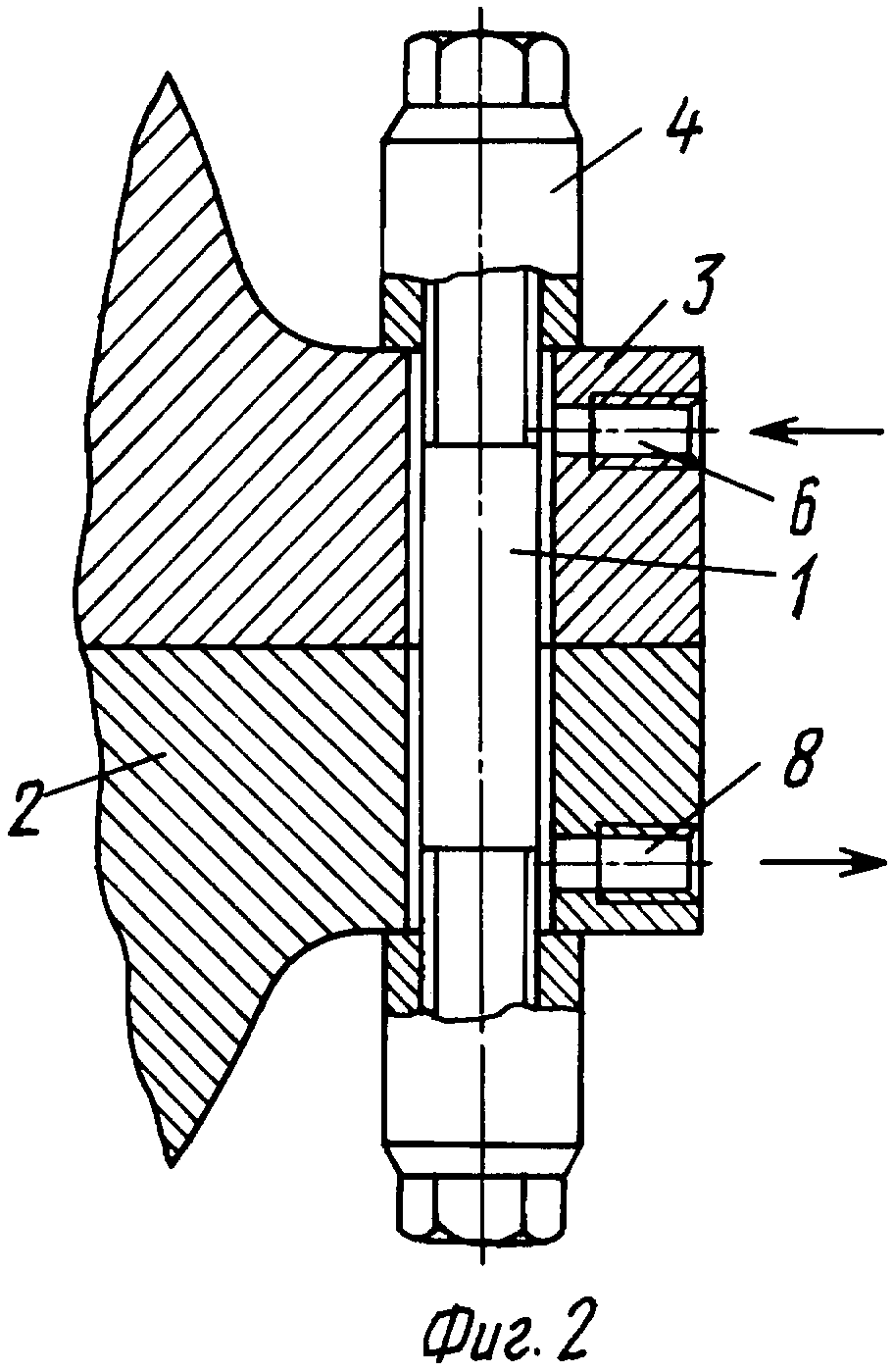
- фиг.2 - реализацию изобретения на примере фланцевого соединения с боковыми отверстиями для пропуска горячего воздуха на обоих
фланцах.
Изображенные на чертежах примеры относятся к фланцевым соединениям горизонтального разъема цилиндра паровой турбины.
В изображенном на фиг.1 фланцевом соединении крепежная шпилька 1 предназначена для закрепления одним концом в глухом резьбовом отверстии одного фланца 2 со свободным выходом другим концом через гладкое отверстие фланца 3, где на этот конец наворачивается колпачковая гайка 4. На фланце 3 выполнена обнизка 5 для уменьшения поверхности притирания соединяемых фланцев. При сборке этого фланцевого соединения известным путем осуществляют взаимную координацию положений фланцев 2 и 3, заворачивание шпильки 1 в глухое отверстие фланца 2 и навинчивание гайки 4. В процессе обработки фланца 3 или после взаимной координации положения фланцев 2 и 3 во фланце 3 выполняют боковые технологические отверстия 6, входящие в зазор между гладким отверстием под шпильку во фланце 3 и телом шпильки 1.
В процессе стягивания фланцевого соединения вначале вручную гаечным ключом заворачивают гайку 4 до упора. Затем в отверстие 6 устанавливают наконечник устройства 7 для подачи горячего воздуха, в частности воздушного змеевикового нагревателя с газовой горелкой. После этого в зазор δ к телу шпильки 1 подают горячий воздух, который, омывая поверхность шпильки 1, движется вдоль шпильки 1 по зазору δ вниз (по чертежу) и выходит через зазор между поверхностями фланцев у обнизки 5. При нагреве и удлинении шпильки 1 осуществляют доворачивание гайки 4, контролируя по контрольной риске на ней угол поворота для получения заданного значения усилия затяжки.
Если во фланцевом соединении конструкционно отсутствуют подходящие проходы для выхода воздуха, кроме отверстий 6 во фланце 3 выполняют дополнительные технологические отверстия 8 во фланце 2, как это показано на фиг.2. Способ затяжки шпилек 1 и в этом случае не отличается от описанного выше.
Описанный способ апробирован при сборке фланцевого соединения цилиндра высокого давления паровой турбины, в котором диаметр крепежных шпилек составлял 180 мм, a шаг между шпильками 200 мм. Испытания показали простоту и удобство затяжки крепежных шпилек с помощью настоящего изобретения. При этом трудоемкость вспомогательных операций по сверлению боковых отверстий во фланцах составляла незначительную часть процесса сборки.
Источники информации
1. Авт. св. СССР 484981, В 25 В 21/00, 1975 г.
2. Авт. св. СССР 749656, В 25 В 29/02, 1980 г.
3. Авт. св. СССР 748624, В 25 В 29/01, 1980 г.
4. А.Д.Трухний, С.М.Лосев. Стационарные паровые турбины. М., 1981 г., с. 88-90.
5. М.Н.Бушуев. Технология производства турбин, М-Л., 1966 г., с.340.
Реферат
Изобретение относится к технологии сборки фланцевых соединений и может быть использовано для затяжки крепежных соединений фланцевого соединения, относящегося к разъемам крупногабаритных сосудов под давлением. Способ затяжки крепежных шпилек фланцевого соединения включает тепловое удлинение каждой шпильки с навинченной на нее гайкой путем нагрева шпильки потоком горячего воздуха и последующее доворачивание гайки. Согласно изобретению поток горячего воздуха подают через боковое отверстие во фланце со стороны доворачиваемой гайки в зазор между шпилькой и отверстием для нее во фланце для течения потока горячего воздуха вдоль шпильки к ее противоположному концу. В результате создан способ, который может быть реализован при относительно простой технологии изготовления и стягивания фланцевого соединения. 2 ил.
Комментарии