Линия изготовления и ремонта деревянных поддонов - SU1258693A1
Код документа: SU1258693A1
Чертежи

Описание
2.Линия по п,I, о т л и ч а ю - щ а я с я тем, что узел загиба скоб размещен.под скобозабивным механизмом и выполнен в виде эксцентриков
с выступами и подвижной балки с попарно смонтированными на ней зубчато- реечными механизмами, между которыми размещены шарнирные пластины с пазами , з которых расположены прижимные элементы, при этом эксцентрики и шестерни зубчато-реечных механизмов соединены валиками.
3.Линия по п.1, о т л и ч а ю - щ а я с я тем, что узел срезки остатков скоб вьтолнен в виде подвижной каретки,на нижней плоскости которой горизонтально смонтирована пила.
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в линиях для из-- готовления и ремонта деревянных поддонов .
Цель изобретения - снижение расхода древесины за счет ремонта старых поддонов.
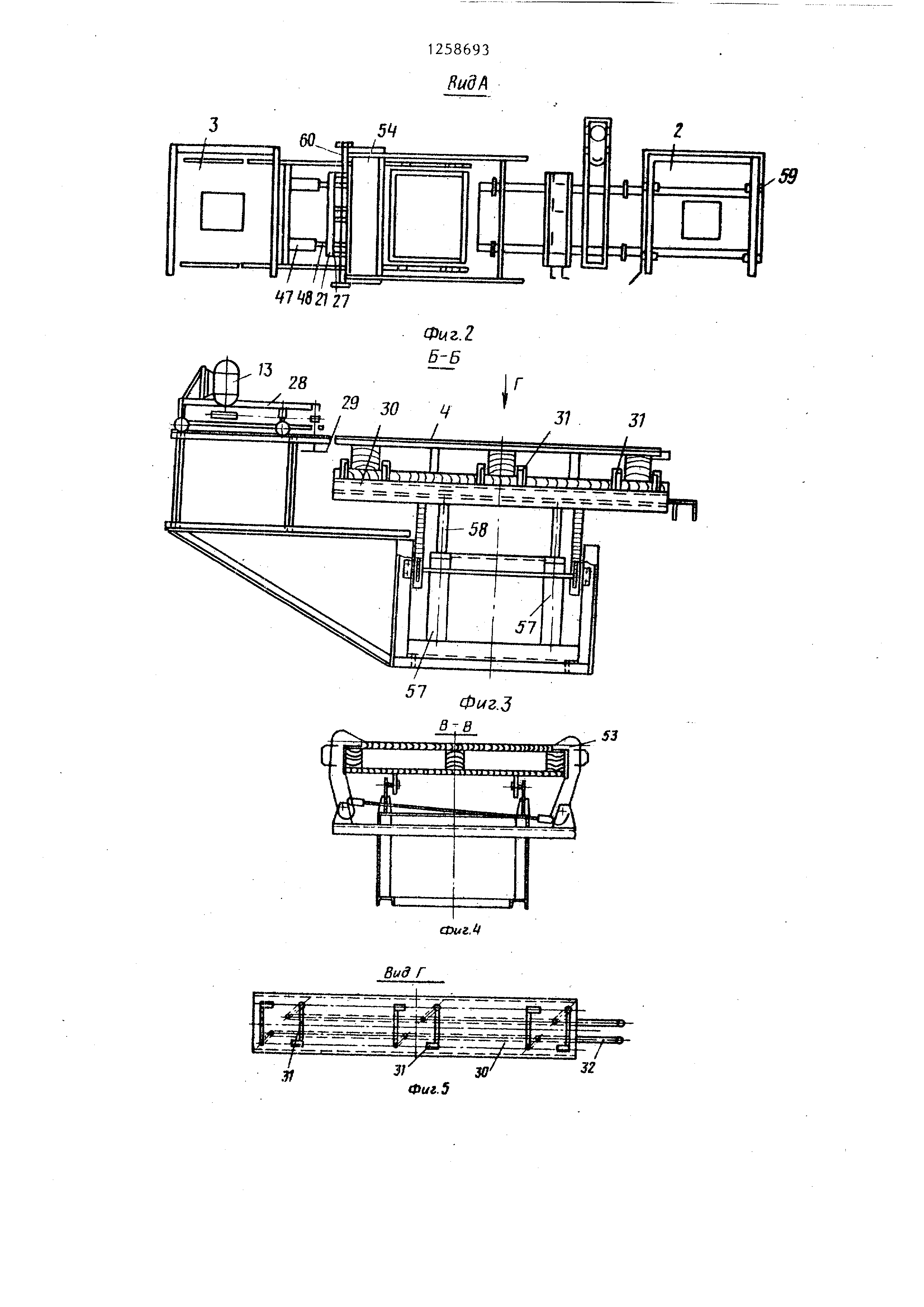
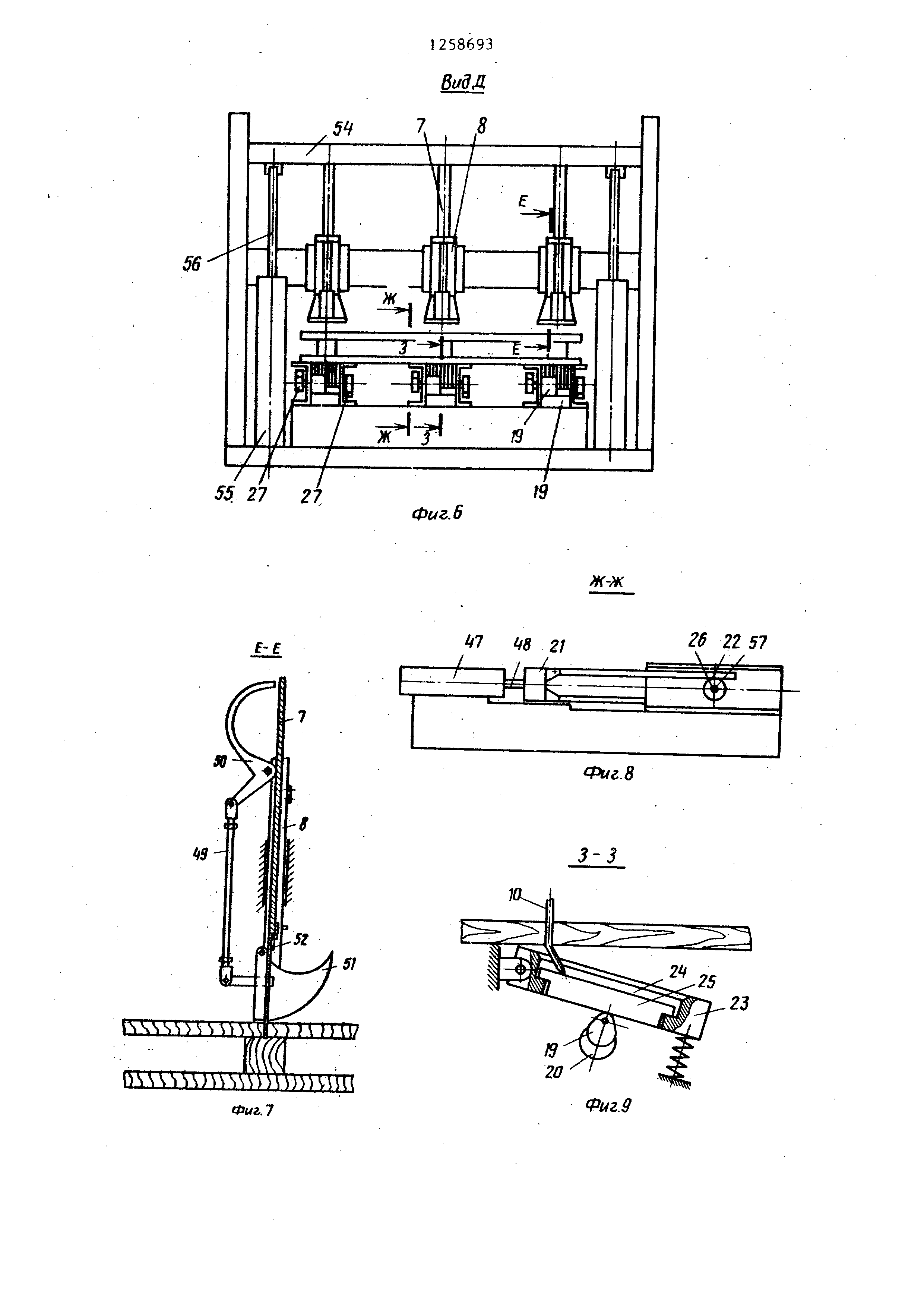
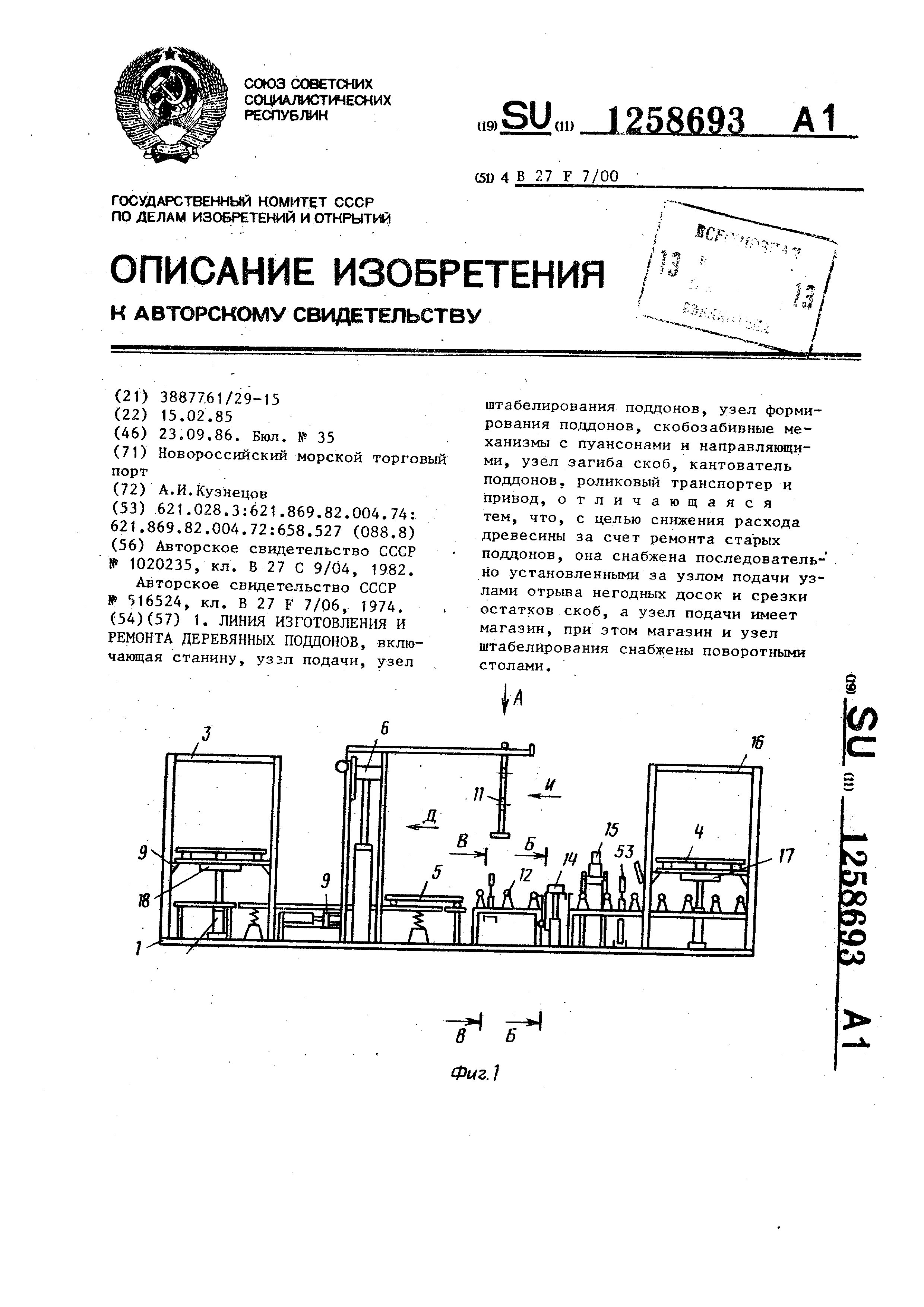
На фиг. 1 изображена линия изготовления деревянных поддонов, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг.5 - вид Г на фиг, 3; на фиг.6 - вид Д.на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 6; на фиг. 8 - разрез Ж- Ж на фиг. 6; на фиг. 9 - разрез 3-3 на фиг. 6; на фиг„ 10 - вид И на фиг. 1.
Линия изготовления деревянных поддонов включает станину 1 узлы подачи 2 и штабелирования 3 поддонов 4, узел формирования 5 по;адонов 4, скобоза- бивные механизмы 6 с пуансонами 7 и направляющими 8, узлы 9 загиба скоб 10, кантователь 11 поддонов, роликовый транспортер 12 и привод 13 и снабжена последовательно установленными за узлом 2 подачи узлами отрыва негодных досок 14 и срезки остатков скоб 15, а узел 2 подачи имеет магазин 16, при этом магазин 16 и узел 3 штабелирования снабжены
4. Линия по П.1, отличаю
щ а я с
тем, что узел отрыва негодных досок выполнен в виде подвижной плиты, снабженной Г-образными захватами, связанными друг с другом с помощью тяг.
5, Линия по П.1, о т л и
чающаяся тем, что кантователь .поддонов выполнен в виде связанных между собой рычагами П-образных захватов с фиксаторами, нижней и верхней траверс, при этом на верхней траверсе смонтирован цилиндр со штоком, к концу которого прик эеш1ена тяга, связанная с рычагами с помощью зубчатой передачи.
поворотными столами 17 и 18, узел 9 загиба скоб 10 размещен под скобо- забивными механизмами 6 и выполнен в виде эксцентриков 19 с выступами
20 и подвижной балки 21 с попарно смонтированными на ней зубчато-реечными механизмами 22, между которыми размещены шарнирные пластины 23 с пазами 24, в которых расположены
прижимные элементы 25, при этом эксцентрики 19 и шестерни 26 зубчато- реечных механизмов 22 соединеша валиками 27, узел 15 срезки остатков скоб выполнен в виде подвижной каретки 28, на нижней плоскости которой горизонтально смонтирована пила 29, узел 14 отрьша негодных досок выполнен в виде подвижной плиты 30, снабженной Г-образными захватами 31,
Связанными друг с другом с помощью тяг 32, а кантователь 11 поддонов 4 выполнен в виде связанных между собой рычагами 33-35 П-образных захватов 36 с фиксаторами 37, нижней 38
и верхней 39 траверс, при этом на верхней траверсе 39 смонтирован цилиндр 40 со штоком 41, к концу которого прикреплена тяга 42, при этом последняя 42 связана с рычагами 33
с помощью зубчатой передачи 43.
Кроме того, зубчатая передача 43 имеет шестерню 44 и шестерню 45, кантователь 11 имеет ролики 46, подвиж3
ная балка 21 узла 9 загиба скоб 10 связана с цилиндром 47 с помощью штока 48, скобозабивной механизм 6 выполнен с тягой 49, копиром 50,распорным клином 51, а на рабочей част пуансона 7 смонтирована шторка 52, узел 14 отрьюа негодных досок имеет захваты 53, скобозабивные механизмы 6 смонтированы на подвижной траверс 54, соединенной с цилиндрами 55 с помощью штоков 56, подвижная плита 30 соединена с цилиндрами 57 с помощью штоков 58, поворотные столы 17 и 18 имеют фиксаторы 59, На траверс 54 смонтирован зубчато-реечный механизм 60.
Линия работает следующим образом
Поднимают поворотный стол 17 и поддон 4 на некоторую высоту, освобождает фиксаторы 59,стопка поддоно 4 опускается до второго поддона снизу и фиксируется фиксаторами 59, а первый снизу поддон спускается еще ниже и разворачивается поперек линии на поворотном столе Ч 7, затем опускается на ролики 12, по которым подается к механизму 14 отрыва досок , цилиндры 57 своими штоками 58 поднимают плиту 30 до соприкосновения с нижней доской поддона 4, тягами 32 заводятся захваты 31 поперек с двух сторон каждого бруса и соединяют их с помощью тяг 32. Цилиндры 57 своими штоками 58 тянут вниз плиту 30, которая увлекает за собой доску и отрывает ее от поддона 4. Таким образом, в процессе работы отрывают все негодные доски. При отрыве крайних досок поддон 4 удерживается захватами 53.
После этого поддон 4 по роликам 12 подают под кантователь 11 опуска- g)T П-образные захваты 36 и вводят за брус посредине поддона 4, фиксаторы 37 опускают за брусом. Цнпиндр 40 взаимодействует на одну из полушестерен 43, разворачивает ее, а тяга 42 разворачивает вторую полушестерню 43, передающую через зубья вращение малым шестерням 45, которые складывают верхние рычаги 33 и средние рычаги 34. Таким образом, поднимается нижняя траверса 38, увлекая за собой нижние рычаги 35, а П-образные захваты 36 поднимают поддон 4. Он разворачивается на 180 вокруг своей оси, опускается в обратном по586934
рядке. После чего захват 36 толчком посылается в-перед, фиксатор 37 под своим весом опускается и оснобождает брус.
5 Поддон 4 подкатывают под узел 15 срезки остаков скоб, который, перемещаясь , срезает быстровращающейся дисковой пилой 29 концы скоб 10. Поддон 4 подготовлен к ремонту. 10 В узел 5 формирования укладываются новые доски в нужном месте, кантователем 11 поддон 4 подается нужным местом под скобозабивные механизмы 6. Цилиндры 55 своими штоками 5 f5 тянут вниз траверсу 54 и пуансоны 7. Пуансоны опускаются по направлякядим 8, Пуансоны 7 надавливают на спинки скоб 10, а распорные клинья 51 своими щеками удерживают в пазах ножки 20 скоб 10, причем верх клина предохраняет спинки скоб 10 от прогибания вниз и в одну из сторон, а свободно- сидящие шторки 52 предохраняют спинки скобы 10 от изгибания в другую 5 сторону. Скобы 10 продавливаются через сшиваемые элементы поддона 4. Как только концы скоб 10 выйдут на необходимую величину, то продавлива- ние останавливается и начинается за- 0 гибка. Цилиндры 47 своими штоками 48 давят на балку 21, которая приводит в движение зубчато-реечные механизмы 27, и разворачивают эксцентрики 19. Эксцентрики 19 поднимают при- ,j жимные пластины 23, концы скоб 10, скользя по пазам пластин 22, немного подгибаются, а эксцентрики 19 своими выступами 20 нажимают на прижимные элементы 25, прогибающие концы скоб Q 10 к доске. Узлы загиба концов скоб 9 возвращаются в исходное положение. Скобы 10 до конца продавливаются через элементы поддона 4 и в той же последовательности операций продол- 5 жается загиб концов скоб до их полного вдавливания в нижнюю доску поддона .
Синхронизация работы узлов 9 загиба скоб 10 и скобосшивных механизмов обеспечивается за счет зубчато-реечного механизма 60.
Поддон 4 подкатьшается под узел 3 штабелирования. Поднимают поворотный стол 18 на высоту и поддон 4 разворачивают и поднимают до зацепления фиксаторами 59. Цикл повторяют.
54
tffi
7482127
-59
31
53
Реферат
Формула
Комментарии