Изделие для формирования стента и способ его формирования - RU2580168C1
Код документа: RU2580168C1
Чертежи




Описание
Изобретение относится к устройствам, предотвращающим разрыв, обеспечивающим проходимость или предотвращающим сжатие трубчатых структур тела и способам формирования этих устройств.
В заявке WO 9840033, публикация 14.01.1999, МПК A61F 2/06, раскрывается способ создания стента из твердеющей жидкости, который формируется за счет экструзии текучего материала в полость пресс-формы, образованной пористой поверхностью баллона и окружающей стенкой сосуда. При этом баллон может быть выполнен с возможностью расширения стенок сосуда. В данном способе твердеющая жидкость вводится прямо между стенкой сосуда и стенкой баллона.
Известна заявка WO 2009108699, публикация 26.11.2009, МПК A61F 2/86, в которой раскрывается способ создания стента с помощью баллона, имеющего наружную поверхность с одной или несколькими канавками. Эти канавки после раздувания стента, нагнетания жидкости в пазы баллона и затвердевания жидкости образуют каркас стента. Канавки в баллоне могут конфигурировать рисунок сетки, винтовой или спиральный каркас стента, или каркас из соединенных между собой стержней. В данном способе твердеющая жидкость вводится прямо между стенкой сосуда и стенкой баллона.
Известна международная заявка WO 2013161901, публикация 31.10.2013, МПК A61F 2/958, содержит изделие для формирования стента, вводимое в сосуд. Изделие содержит раздуваемый баллон и ряд форсунок, через которые на стенки сосуда подается жидкое вещество, которое само отверждается и формирует стент. И в данном способе отверждающее вещество для формирования стента подается прямо на стенку сосуда.
Наиболее близким аналогом является изобретение по заявке US 20020111673, публикация 15.08.2002, МПК A61F 2/06, в котором раскрыты конструкция искусственного изделия для создания стента и способ создания стента. Изделие для создания стента выполняется в виде трубы, пропитанной свеоотверждающим клеем или полимерной смолой. Способ установки заключается в том, что труба вводится в место постановки стента, раздвигается надувным баллоном, а затем клей или полимерная смола отверждается с помощью источника света, вводимого в канал трубы.
Известные технологии формирования стентов с помощью отверждающих жидкостей позволяют формировать стенты в сосудах. При этом инструменты, вводимые в сосуды для формирования стентов, небольшого размера и не оказывают серьезного травматического эффекта на стенки сосудов по пути введения.
При этом сохраняется необходимость в разработке конструкций стентов, изготавливаемых из отверждающих жидкостей прямо в сосудах, которые обеспечивали бы изготовление стентов различной формы, в том числе в разветвляющихся сосудах. При этом конструкции стентов должны обеспечивать плотную герметизацию сосудов на отдельных участках и проницаемость на других участках, например в местах разветвлений небольших сосудов.
Техническим результатом заявляемых изобретений является создание изделия для формирования стента и способа его формирования, которые обеспечивают создание стентов различной формы, в том числе и в разветвляющихся сосудах. При этом изготавливаемые изделия для формирования стентов обеспечивают возможность изготовления стентов по индивидуальным размерам для конкретного пациента и надежную установку в сосуде пациента. Другие преимущества и особенности конструкции изделия и изготавливаемого стента будут понятны из описания примеров изготовления.
Изделие для формирования стента содержит, по меньшей мере, один гибкий модуль трубчатой формы, который включает каркас модуля и одну или несколько уплотняющих манжет. Каркас модуля и манжеты выполнены в виде полых каналов, выполненных с возможностью заполнения каналов жидкостью, затвердевающей после заполнения каналов. Внутренняя поверхность каркаса содержит гибкие мембраны, перекрывающие пространство, по меньшей мере, между отдельными каналами. При этом изделие выполнено с возможностью свертывания его в трубчатую форму и доставки в место установки стента.
Особенность изделия для формирования стента состоит в том, что первоначально оно изготавливается для конкретного места постановки, с заданными размерами и формой. Это изделие также может учитывать конкретные особенности строения сосудов в месте развертывания стента конкретного человека. Изделие может содержать один модуль или несколько модулей, которые соединяются в процессе формирования стента для сосудов разветвленной формы. Изделие содержит каналы, заполняемые жидкостью, затвердевающей после установки изделия на место формирования стента.
Сформированный стент содержит каналы, заполненные затвердевшей жидкостью, формирующие структуру стента и гибкие мембраны, перекрывающие пространство между каналами, там, где это нужно. В других местах мембрана может отсутствовать, например, образуя проход крови в мелкие артерии. Уплотняющие манжеты изделия позволяют надежно закреплять стент в месте установки.
Изделие для формирования стента является гибким и выполняется с возможностью свертывания его в трубчатую форму и доставки в место развертывания стента. Это позволяет вводить его, не травмируя полости, через которые доставляется изделие.
Отдельные модули гибкого каркаса выполнены с возможностью соединения между собой в месте формирования стента. Для возможности соединения отдельные модули гибкого каркаса содержат элементы соединений, включающие, в частности, кольцевые каналы, расположенные в плоскостях, поперечных оси каркаса в месте соединения.
В частности, манжета включает кольцевые каналы, расположенные в плоскостях, поперечных оси каркаса в месте формирования манжеты.
Каналы каркаса и манжеты, а также мембраны между каналами могут быть выполнены посредством соединения двух или более пленок, наложенных одна на другую и герметически скрепленных по границам каналов. При этом скрепление пленок может быть выполнено путем склеивания или приваривания.
Каналы каркаса и манжеты могут быть выполнены путем наклеивания или приваривания трубчатых каналов из гибкого материала к гибкой пленке, выполняющей роль мембраны между каналами.
В частности, изделие может быть сформировано путем 3D печати.
Изделие дополнительно может содержать литник для подачи затвердевающей жидкости в каналы для образования трубчатой структуры и манжеты.
Каналы могут содержать светоотражающие и светопреломляющие поверхности, обеспечивающие проникновение световой энергии по всему объему внутреннего каркаса для затвердевания светоотверждаемой жидкости.
Способ формирования стента характеризуется тем, что изделие для формирования стента размещают в инструменте для введения изделия и формирования стента, при этом полые каналы изделия соединяют, по меньшей мере, с одним каналом инструмента для доставки затвердевающей жидкости. С помощью инструмента доставляют изделие в место формирования стента, размещают в месте установки стента и заполняют каналы трубчатой структуры и манжеты жидкостью, затвердевающей после заполнения каналов.
В частности, поверх изделия может быть расположен защитный элемент - чехол, обеспечивающий при его удалении возможность размещения изделия в месте формирования стента. Чехол может состоять из двух слоев, свободно перемещающихся относительно друг друга.
Инструмент снабжают, по меньшей мере, одним баллоном высокого давления, соответствующим диаметру внутреннего просвета стента. Манжету изделия фиксируют к стенке аорты или крупных артерий с помощью баллона высокого давления.
В процессе установки изделия отдельные модули изделия стыкуют между собой и затем заполняют кольцевые каналы соединений затвердевающей жидкостью.
В частности, в качестве затвердевающей жидкости применяют светоотверждаемую жидкость. В этом частном случае после заполнения каналов изделия светоотверждаемой жидкостью на жидкость воздействуют световым потоком, вызывающим затвердение жидкости.
Изобретение поясняется рисунками.
На Фиг. 1 представлен общий вид стента, выполненного в сосуде, состоящего из двух модулей и предназначенного для лечения аневризмы аорты и подвздошных артерий.
На Фиг. 2 представлен вид того же стента, что и на Фиг. 1 на виде сбоку.
На Фиг. 3 показано соединение двух модулей стента, показанного на Фиг. 1.
На Фиг. 4 приведен вид по А-А поперечного сечения стента.
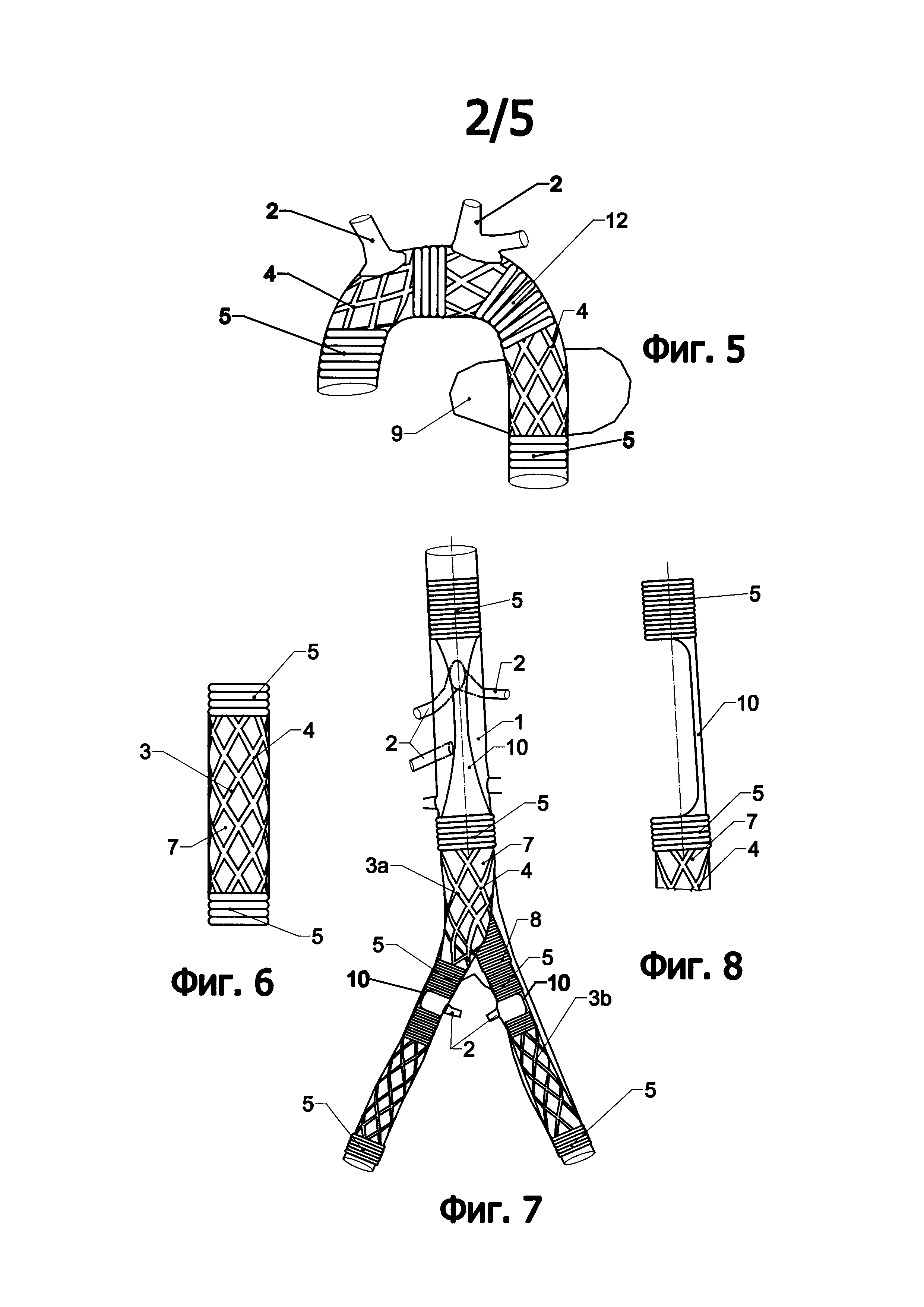
На Фиг. 5 представлен стент, установленный в восходящей аорте, дуге аорты и нисходящей аорте.
На Фиг. 6 показан стент для прямого участка сосуда.
На Фиг. 7 приведен пример сложного стента, состоящего из двух модулей и предназначенного для сложных анатомических зон.
На Фиг. 8 показан боковой вид части стента, показанного на Фиг. 7
На Фиг. 9 приведен вид уплотняющей манжеты в разрезе.
на Фиг. 10 - элемент манжеты для закругляющихся зон.
На фиг. 11 показан пример выполнения изделия для формирования стента, когда каналы каркаса и манжеты, а также мембраны между каналами выполнены посредством соединения двух или более пленок, наложенных одна на другую и герметически скрепленных по границам каналов.
На Фиг. 12 показан пример выполнения изделия для формирования стента, когда каналы каркаса и манжеты выполнены путем наклеивания или приваривания трубчатых каналов из гибкого материала к гибкой пленке, выполняющей роль мембраны между каналами.
На Фиг. 13 показаны стадии процесса свертывания изделия для формирования стента в трубчатую форму. При этом на Фиг. 13а показано изделие в разрезе до свертывания, на Фиг. 13b в промежуточной фазе свертывания и на Фиг. 13с после свертывания.
На Фиг. 14 показан вид части инструмента для введения изделия и формирования стента, ручка инструмента, а на Фиг. 15 - головная часть инструмента.
На Фиг. 16 показан механизм удаления чехла.
На Фиг. 17 показан вариант выполнения инструмента для введения изделия и формирования стента.
Изделие для формирования стента в разных вариантах (Фиг. 1-Фиг. 17) состоит из одного (Фиг. 6) модуля 3 или из двух (Фиг. 1, 2, 3, 7) модулей 3а и 3b. Могут быть и более сложные случаи (на чертежах не показаны), когда изделие для формирования стента выполняется из большего числа модулей. Число модулей 3 определяется в основном необходимостью формирования разветвленных стентов, располагаемых в сосудах, как единое целое.
Изделие для формирования стента может изготавливаться определенных типоразмеров для стандартных ситуаций. Однако данная технология позволяет подстраивать конфигурацию изделия и далее стента под индивидуальные особенности анатомии реципиента. Изделие для формирования стента создается в виде гибких модулей трубчатой формы (Фиг. 1-Фиг. 9), имеющих каналы 6 для заполнения жидкостью, затвердевающей после заполнения каналов. Изделие изготавливается заранее, свертывается в трубчатую форму (Фиг. 13а, б, с) и доставляется в место установки стента. На Фиг. 1, 2, 3, 7 показано изделие, состоящее из двух модулей 3а и 3b, после установки его на месте заполнения его жидкостью и затвердевания ее, после чего изделие становится стентом. На Фиг. 5, 6 показано изделие, состоящее из одного модуля. Изделие установлено в сосуд 1 в зоне аневризмы 9 (Фиг. 1, 5), каждый модуль изделия содержит каркас 4, одну или несколько уплотняющих манжет 5 и гибкую мембрану 7, выполненную между каналами каркаса 4 там, где необходима изоляция стенки сосуда (Фиг. 1, 2, 3, 4, 11, 12, 13а). Изделие содержит уплотняющие манжеты 5, которые позволяют фиксировать конструкцию стента вне анатомической зоны поражения. На Фиг. 3 показан элемент 8 соединения модулей 3а и 3b, включающий кольцевые каналы, расположенные в плоскостях, поперечных оси каркаса в месте соединения. На Фиг. 4 приведен разрез по А-А каркаса стента, в месте, где между каналами 6 выполнена мембрана 7.
На Фиг. 5 представлена конструкция стента, выполненная по данной технологии на восходящей аорте, дуге аорты и нисходящей аорте. В местах ответвлений от аорты сосудов 2 в каркасе 4 выполнены проемы, а в местах изгиба аорты изделие может иметь особую структуру 12 в виде раздвинутых кольцевых каналов. Изделие закреплено в аорте манжетами 5. Детальнее структура 12 показана на Фиг. 10, где кольцевые каналы 6 соединены мембранам 7.
На Фиг. 7 - Фиг. 8 показана более сложная конструкция изделия для формирования стента. При распространении аневризмы до уровня почечных артерий и отсутствии зоны для закрепления манжеты (шейки аневризмы) в инфраренальном участке стент в верхней части закреплен двумя уплотняющими манжетами 5, которые соединены соединительным элементом 10 каркаса 4, при этом соединительный элемент 10 также содержит канал для заполнения его жидкостью, затвердевающей после заполнения канала. В этом же стенте, в нижней части модуля 3а и во втором модуле 3б выполнены соединительные элементы 10 каркаса 4 между манжетами 5.
На разрезе манжеты 5 (Фиг. 9) показано, что кольцевые каналы 6 совмещены литником 11 для заполнения жидкостью, затвердевающей после заполнения каналов.
Манжета может иметь конфигурацию конуса, создающего эффект пробки при установке под почечными артериями (в инфраренальном отделе). Это свойство обеспечивает изоляцию мешка аневризмы от кровотока при отсутствии «шейки» аневризмы.
В качестве затвердевающей жидкости могут быть использованы жидкости, которые твердеют под действием света, ультразвука или химических компонентов. Для того, чтобы затвердевание фотополимерной композиции происходило более эффективно, внутренняя поверхность каналов 6, а также литников 11 и кольцевых каналов манжет 5 могут быть выполнены из отражающего или преломляющего свет материала. При выполнении изделия могут использоваться также прозрачные материалы, тогда затвердевание жидкости может происходить под действием источника света, помещенного во внутреннюю полость модуля изделия.
Изделие для формирования стента, а точнее отдельные модули 3 изделия могут формироваться разными способами.
Например, как показано на Фиг. 11, каналы 6 каркаса и манжеты, а также мембрана 7 между каналами 6 выполняются посредством соединения двух или более пленок, наложенных одна на другую и герметически скрепленных по границам каналов 6. Скрепление пленок может производиться посредством склеивания, приваривания, термической обработкой или другими известными способами.
В другом варианте (Фиг. 12) отдельно изготовленные каналы 6 из гибкого трубчатого материала могут присоединяться путем наклеивания или приваривания трубчатых каналов 6 к гибкой пленке, выполняющей роль мембраны 7 между каналами 6.
Также все изделие для формирования стента, или его отдельные части могут быть сформированы путем 3D печати на специальных принтерах. Такой метод изготовления позволит быстро изготавливать изделия прямо в больницах с учетом индивидуальных особенностей анатомии реципиента.
В качестве материалов для изготовления каналов каркаса и манжет, а также мембран могут быть использованы эластомеры или другие полимеры. Такие полимеры могут включать латекс, стирольные блок-сополимеры, термопластичные эластомеры или термопластичные полиолефиновые эластомеры, политетрафторэтилен.
В качестве жидкостей для заполнения каналов, затвердевающих после заполнения каналов, могут использоваться многие подходящие комбинации мономеров и фотоинициаторов. Возможны также варианты и без активаторов. В качестве примеров можно привести композиции полимеров, содержащие фотоинициаторы, такие как:
Ацил-фосфиноксид, фенилкетон, гидроксил-кетон и другие.
Основной мономер, например, бисфенол - А - диглицидилметакрилат (бис-GMA) и другие.
Модификаторы вязкости: триэтиленгликоль-диметакрилат, алкоксилированный диакрилатный циклогександиметанол и другие мономеры, и другие. Могут использоваться также пластификаторы и иные активные компоненты.
Возможно также использование полимерных композиций, активируемых ультразвуком, лазерным излучением, а также иными энергетическими источниками волновой природы. Также возможно использование различных эпоксидных смол на основе олигомеров и других соединений.
Первый пример конструкции инструмента для введения изделия и формирования стента приведен на Фиг. 14 - Фиг. 15. Инструмент содержит многоканальный трубчатый элемент 13, ручку управления 14, канал 15 для проводника 16, баллон 17, заполняемый жидкостью по каналу 18, канал 19 для заполнения жидкостью каналов 6 модуля 3 изделия для формирования стента. Инструмент может быть оснащен источником света (на фигурах не показан). На многоканальном трубчатом элементе (Фиг. 15) установлен модуль 3а в сборе для формирования стента, покрытый чехлом 20. Чехол 20 (Фиг. 16) может быть выполнен в виде дублеатуры, один край которой соединен с наконечником 21, другой с оболочкой модуля 3а. При полном снятии чехла 20 с оболочки модуля 3а чехол 20 удерживает верхний край оболочки, предотвращая смещение модуля 3а относительно баллона. При нагнетании баллона 17 (Фиг. 15) происходит отсоединение (отрыв) верхнего края оболочки модуля 3а от чехла 20 (Фиг. 16).
На примере модуля 3а (Фиг. 1 - Фиг. 2) имплантация изделия для формирования стента производится следующим образом. Доступ к бедренным артериям может осуществляться как открытым хирургическим способом, так и пункционно. В отличие от аналогов - направление раскрытия модуля 3а стента - снизу вверх.
Многоканальный трубчатый элемент 13 инструмента для введения изделия и формирования стента (Фиг. 14) вводится по рентгеновским меткам верхнего края оболочки модуля 3а (Фиг. 1) до уровня необходимого перекрытия аорты. С нижней части оболочки модуля 3а (Фиг. 1), находящегося в подвздошной артерии кверху, удаляется чехол 20 (Фиг. 15, 16) посредством сдвига головной части 21 (Фиг. 15, 16). Нагнетается жидкостью баллон 17 (Фиг. 14, 15). Удаляется чехол 20 с верхней части оболочки модуля 3а, находящейся в брюшной аорте. Продолжает нагнетаться жидкостной баллон 17 (Фиг. 14, 15), происходит разъединение оболочки модуля 3а (Фиг. 14) и чехла 20 (Фиг. 16) - позиционирование системы завершено.
Изделие для формирования стента модуля 3а заполняется затвердевающей жидкостью, например полимером. Заполнение каналов 6 изделия может происходить под давлением. Возможно заполнение каналов 6 путем создания разрежения с другой части изделия, противоположной стороне изделия, с которой вводится затвердевающая жидкость в каналы 6. Далее производится затвердевание жидкости одним из тех методов, о которых сказано выше. В случае использования затвердевающей жидкости, полимеризующейся посредством воздействия света на жидкость, применяется источник света, установленный на инструменте для введения изделия и формирования стента, или автономный источник света. Многоканальный трубчатый элемент 13 (Фиг. 14) с чехлом 20 извлекается, отверстие в артерии ушивается.
С противоположной стороны аналогичным образом через соединительную манжету 8 модуля 3а (Фиг. 3) вводится проводник 22 инструмента для введения изделия и формирования стента (Фиг. 17) во внутреннее пространство модуля 3а (Фиг. 3), по проводнику и рентгеновским меткам позиционируется модуль 3б (Фиг. 1, 3). Удаляется наконечник 23 (Фиг. 17), нагнетается баллон 24, изделие подтягивается до заклинивания баллона 24 в соединительной манжете модуля 3а (Фиг. 3). Удаляется чехол 25 (Фиг. 17), книзу, нагнетается баллон 26, при этом оболочка модуля 3б разъединяется с баллоном 24. Каналы 6 заполняются затвердевающей жидкостью. Производится ее отвержение. В частности, отвержение осуществляется с помощью источников света. Многоканальный трубчатый элемент 27 (Фиг. 17) с чехлом 25 извлекаются, отверстие в артерии ушивается.
Использование данных изобретений позволит изготавливать стенты различной формы и назначения, в том числе и в разветвленных сосудах. При этом стенты могут изготавливаться с учетом индивидуальных анатомических особенностей пораженных сосудов отдельных репициентов.
Реферат
Группа изобретений относится к области медицинской техники, а именно к устройствам, предотвращающим разрыв, обеспечивающим проходимость или предотвращающим сжатие трубчатых структур тела, и способам формирования этих устройств. Изделие для формирования стента содержит гибкие модули трубчатой формы, которые включают каркас модуля и одну или несколько уплотняющих манжет. Каркас модуля и манжеты выполнены в виде полых каналов, выполненных с возможностью заполнения каналов жидкостью, затвердевающей после заполнения каналов. Внутренняя поверхность каркаса содержит гибкие мембраны, перекрывающие пространство, по меньшей мере, между отдельными каналами. Отдельные модули гибкого каркаса выполнены с возможностью соединения между собой в месте формирования стента и содержат элементы соединений, включающие кольцевые каналы, расположенные в плоскостях, поперечных оси каркаса в месте соединения. Изделие выполнено с возможностью свертывания его в трубчатую форму и доставки в место установки стента. Способ формирования стента характеризуется тем, что изделие для формирования стента размещают в инструменте для введения изделия и формирования стента. При этом полые каналы изделия соединяются, по меньшей мере, с одним каналом инструмента для доставки затвердевающей жидкости. С помощью инструмента доставляют изделие в место формирования стента, размещают в месте установки стента, отдельные модули изделия стыкуют между собой и затем заполняют каналы каркаса и манжет жидкостью, затвердевающей после заполнения каналов. Техническим результатом изобретений является обеспечение создания стентов различной формы, в том числе и
Комментарии