Крепление фитинг/коллектор и способ его монтажа для теплообменника - RU2269081C2
Код документа: RU2269081C2
Чертежи
Описание
Данное изобретение относится к теплообменникам и, в частности, к креплению фитинг/коллектор и способу его монтажа для теплообменника.
Известно, что в технологии теплообменников используются фитинги, прикрепляемые к узлам, образующим теплообменники коллектора, для формирования входной или выходной части, или переходника трубы. Такие фитинги часто монтируются на коллекторе с помощью предварительного позиционирования фитинга относительно коллектора так, чтобы отверстие фитинга совпадало с отверстием коллектора. Известно, что отверстия выравниваются с помощью устанавливаемого в отверстии фитинга или коллектора штуцера и последующего введения штуцера в ответное отверстие. После выравнивания отверстий фитинг зачищают или прихватывают сваркой к коллектору для предотвращения смещения между ними. Крепление фитинга к коллектору затем предполагает процесс сварки, такой как пайка твердым припоем для образования сварного соединения между фитингом и коллектором. Хотя эти способы монтажа и могут быть использованы для намеченных целей, всегда есть место для их совершенствования.
Например, процесс зачистки и/или прихватывающей сварки может быть долгим, и прихватывающая сварка может изменить свойства материала фитинга и/или коллектора, окружающего место сварки.
Ближайшим аналогом первого объекта изобретения является способ изготовления теплообменника, включающий способ позиционирования фитинга относительно коллектора теплообменника, включающий обеспечение коллектором со стенкой, имеющей сквозное отверстие и фитингом (JP 6007871, 18.01.1994, стр.5).
Ближайшим аналогом второго объекта изобретения является способ изготовления теплообменника, включающий крепление фитинг/коллектор для теплообменника, содержащий коллектор со стенкой, имеющей толщину и отверстие, проходящее сквозь толщину от внешней поверхности коллектора к его внутренней части, отверстие, имеющее предварительную форму и фитинг (JP 6007871, 18.01.1994, стр.5).
Основным объектом изобретения является обеспечение нового и улучшенного крепления фитинг/коллектор и способа его монтажа.
В соответствии с первым аспектом изобретения способ обеспечивает позиционирование фитинга относительно коллектора. Способ включает шаги, обеспечивающие: коллектор со стенкой, имеющей отверстие; обеспечение фитингом, имеющим основание, штуцер, выступающий из основания и имеющий внутреннюю поверхность, и проем, проходящий через основание для обеспечения доступа к внутренней поверхности; вставление штуцера в отверстие с одной стороны стенки так, чтобы основание фитинга было бы с одной стороны стенки, а часть штуцера была бы с другой стороны стенки; деформирование внутренней поверхности штуцера с помощью инструмента для деформирования, вставляемого через упомянутый проем в упомянутом основании для расширения упомянутой части штуцера до формы, которая препятствует вытягиванию штуцера из упомянутого отверстия.
В соответствии с первым аспектом изобретения способ далее включает шаг приваривания твердым припоем фитинга к коллектору.
В соответствии с другим аспектом изобретения упомянутый проем имеет центральную ось и упомянутый шаг деформирования включает приложение усилия упомянутым инструментом вдоль упомянутой оси.
В соответствии со следующим аспектом изобретения упомянутая внутренняя поверхность является поверхностью усеченного конуса, и шаг деформирования включает деформирование упомянутой поверхности усеченного конуса в цилиндрическую поверхность.
В соответствии со следующим аспектом изобретения упомянутый шаг деформирования включает увеличение упомянутого штуцера для создания посадки с натягом между упомянутым штуцером и упомянутым отверстием.
В соответствии со вторым аспектом изобретения крепление фитинг/коллектор для теплообменника включает коллектор, имеющий стенку, имеющую определенную толщину, и отверстие, проходящее сквозь толщину от внешней поверхности коллектора к его внутренней части, отверстие имеет предварительную форму и фитинг, имеющий основание и способный деформироваться штуцер, выходящий из основания. Штуцер имеет наружную поверхность, внутреннюю поверхность и часть, выступающую из основания на расстояние большее, чем упомянутая толщина упомянутой стенки. Штуцер деформируется от первой формы ко второй форме, в первой форме внешняя поверхность штуцера номинально соответствует предварительной форме отверстия для обеспечения возможности штуцеру быть свободно вставленным в отверстие частью, проходящей сквозь стенку во внутреннюю часть коллектора, во второй форме упомянутая часть увеличена, чтобы удерживать штуцер в отверстии. Фитинг далее включает проем, проходящий сквозь основание для обеспечения доступа к внутренней поверхности штуцера при помощи инструмента для деформирования, вставленного через проем для деформирования штуцера от первой формы ко второй форме.
В соответствии со следующим аспектом изобретения упомянутое отверстие является круглым, а внешняя поверхность штуцера является цилиндрической.
В соответствии со следующим аспектом изобретения внутренняя поверхность штуцера имеет форму усеченного конуса.
В соответствии со следующим аспектом изобретения штуцер имеет открытый конец.
В соответствии со следующим аспектом изобретения штуцер имеет закрытый конец.
Другие объекты, преимущества и особенности изобретения будут понятны из следующего подробного описания, выполненного вместе с чертежами, предыдущим вступлением и последующими формулами.
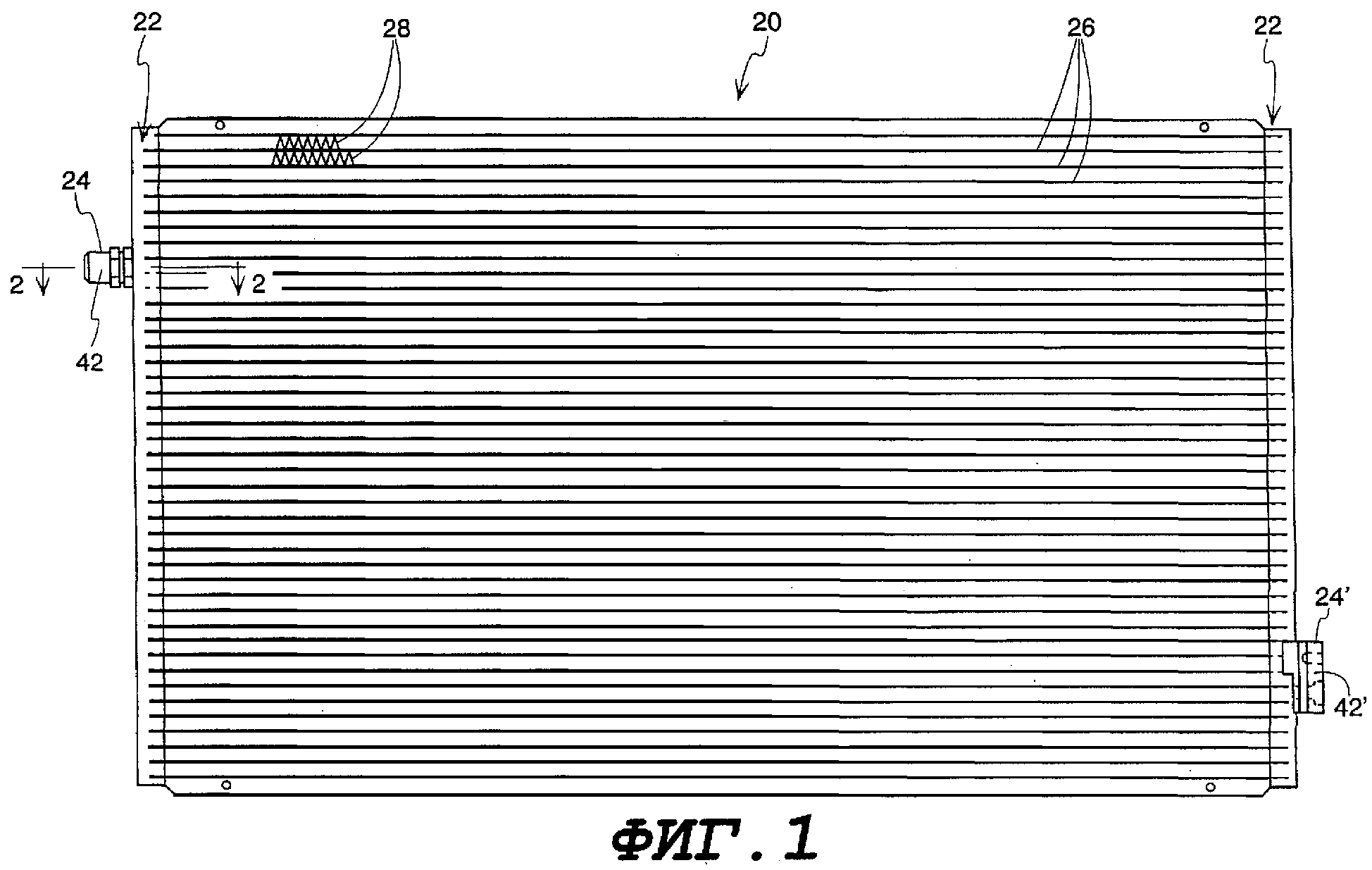
Фиг.1 - Вид спереди теплообменника, включая крепление фитинг/коллектор, выполненный в соответствии с настоящим изобретением.
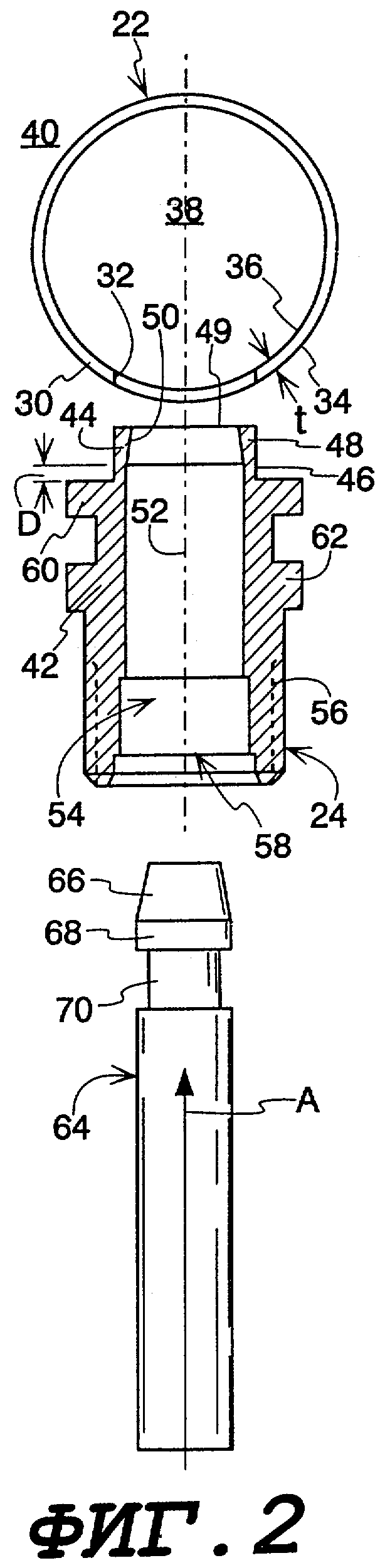
Фиг.2 - Подетальное изображение, вид в разрезе, взятом вдоль линии 2-2 на Фиг.1.
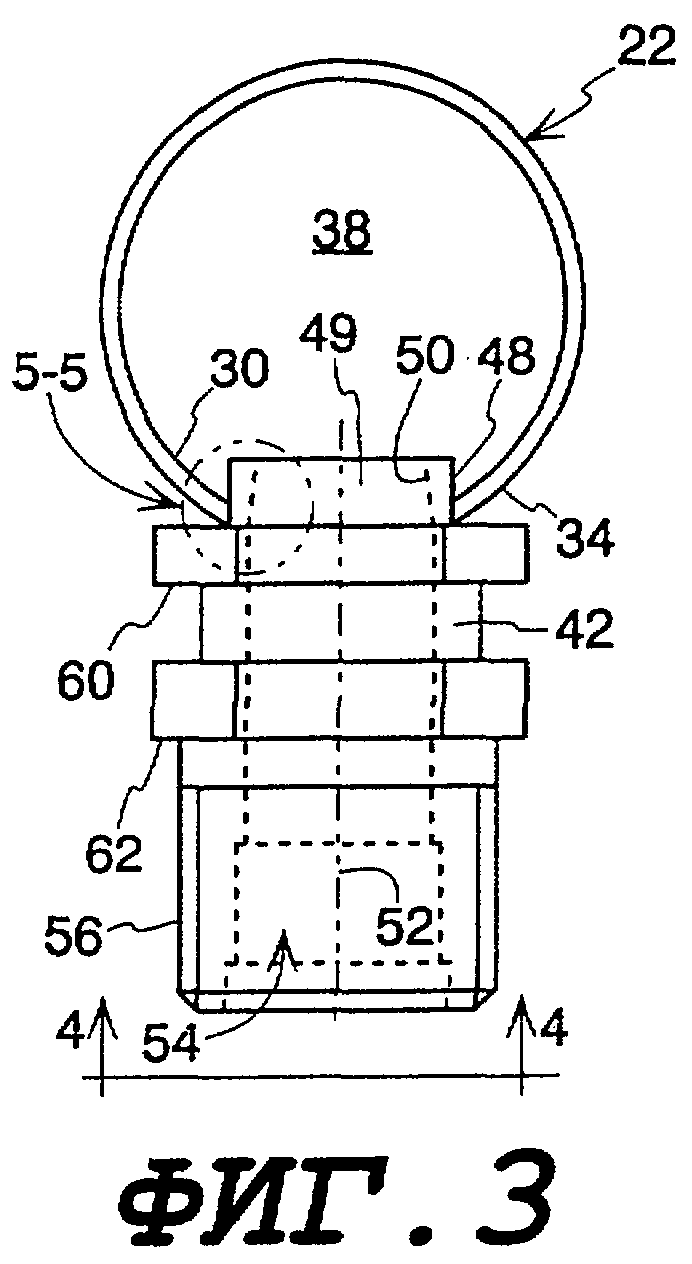
Фиг.3 - Вид в разрезе, взятом вдоль линии 2-2 на Фиг.1.
Фиг.4 - Вид, взятый вдоль линии 4-4 на Фиг.3.
Фиг.5 - Увеличенный местный вид, обозначенный линией 5-5 на Фиг.3, показывающий фитинг в первом положении.
Фиг.6 - Вид, подобный виду на Фиг.5, показывающий фитинг во втором положении.
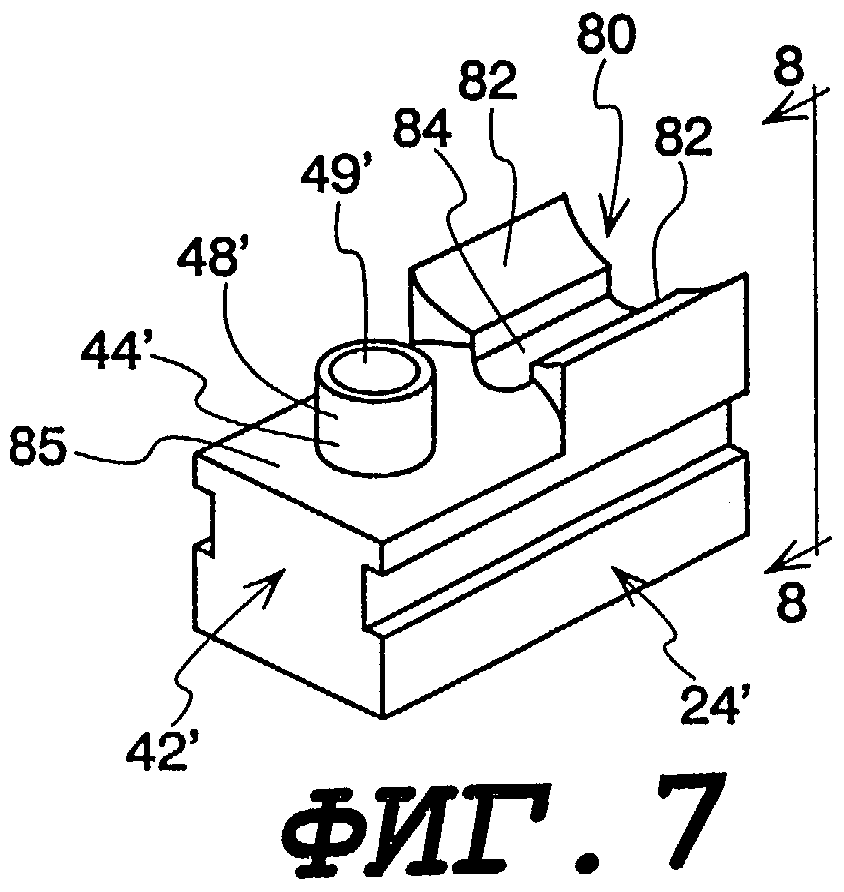
Фиг.7 - Общий вид иного варианта исполнения фитинга, показанного на Фиг.1.
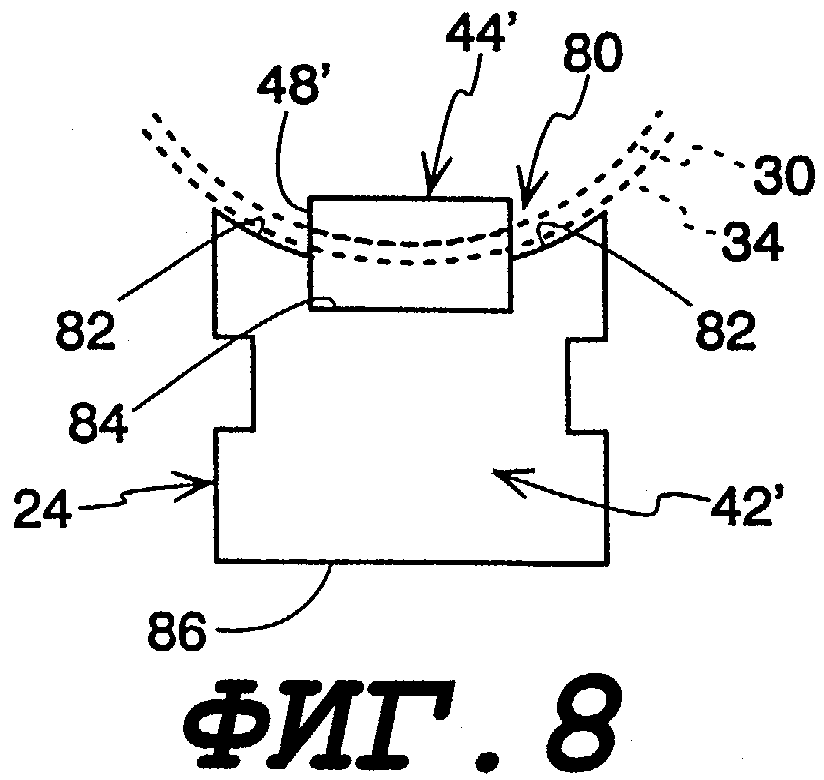
Фиг.8 - Вид, взятый вдоль линии 8-8 на Фиг.7.
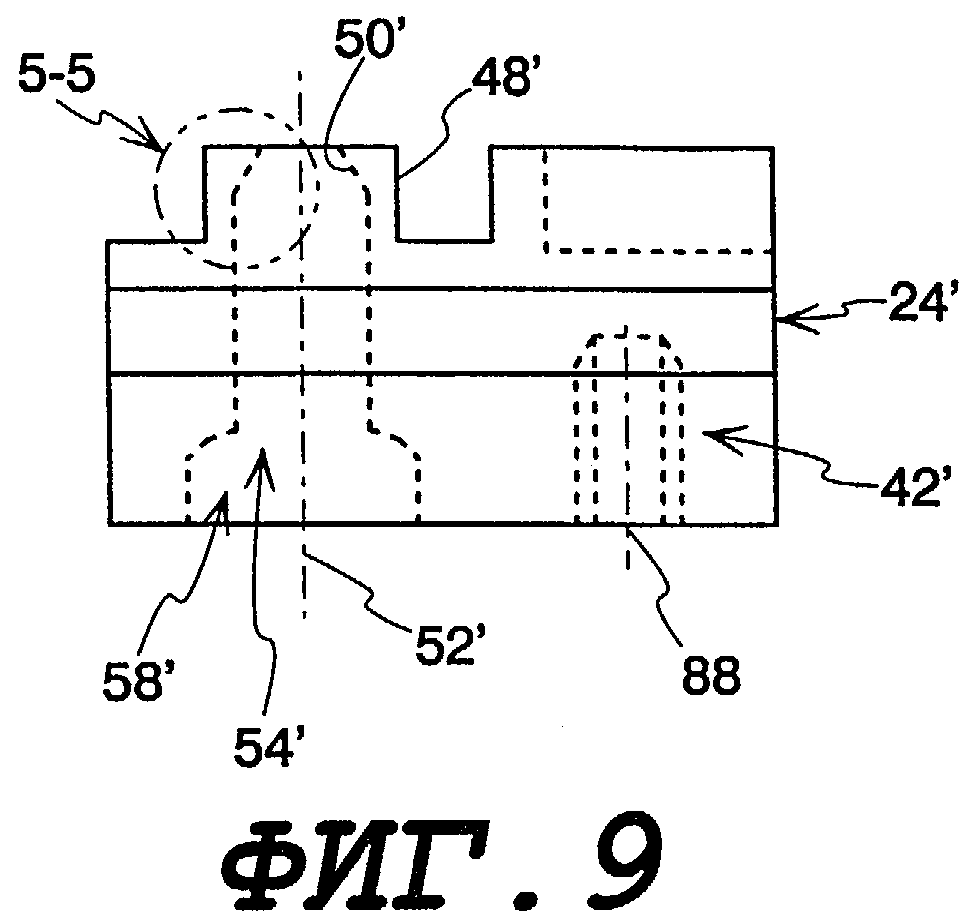
Фиг.9 - Вид сбоку фитинга, показанного на Фиг.5.
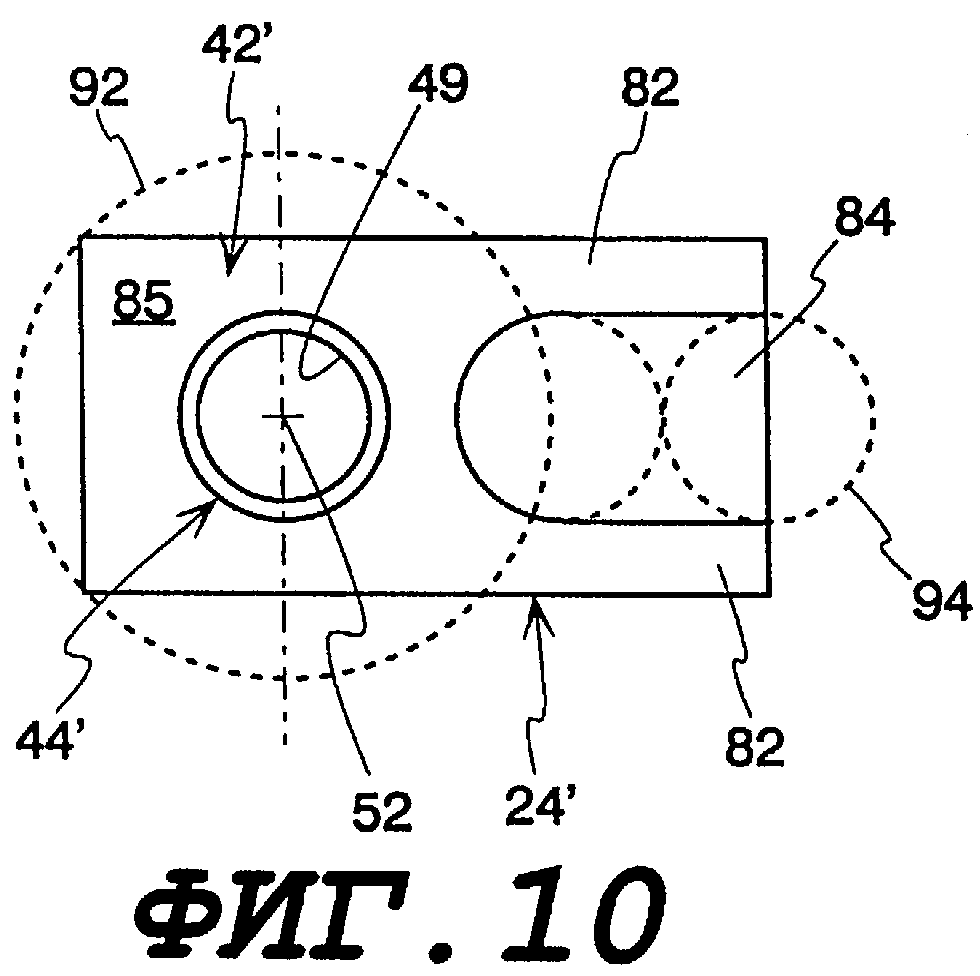
Фиг.10 - Вид сверху фитинга, показанного на Фиг.5.
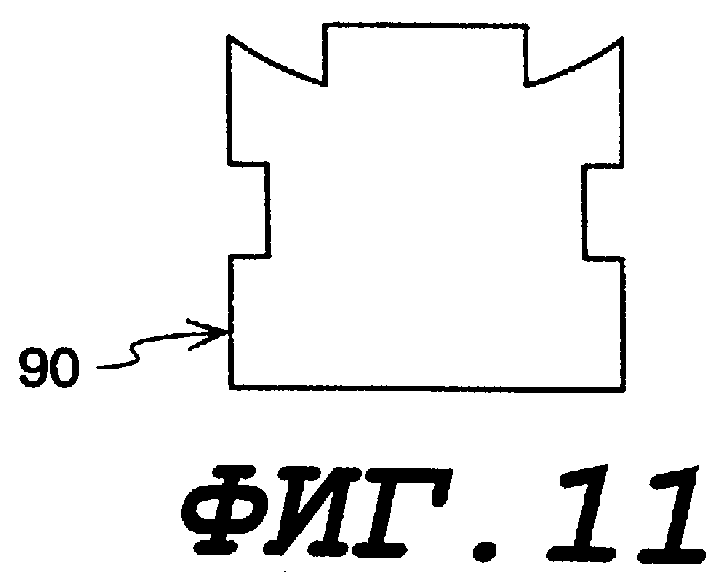
Фиг.11 - Вид, подобный виду на Фиг.8, показывающий форму выдавленного профиля, который должен быть использован для изготовления фитинга, показанного на Фиг.7.
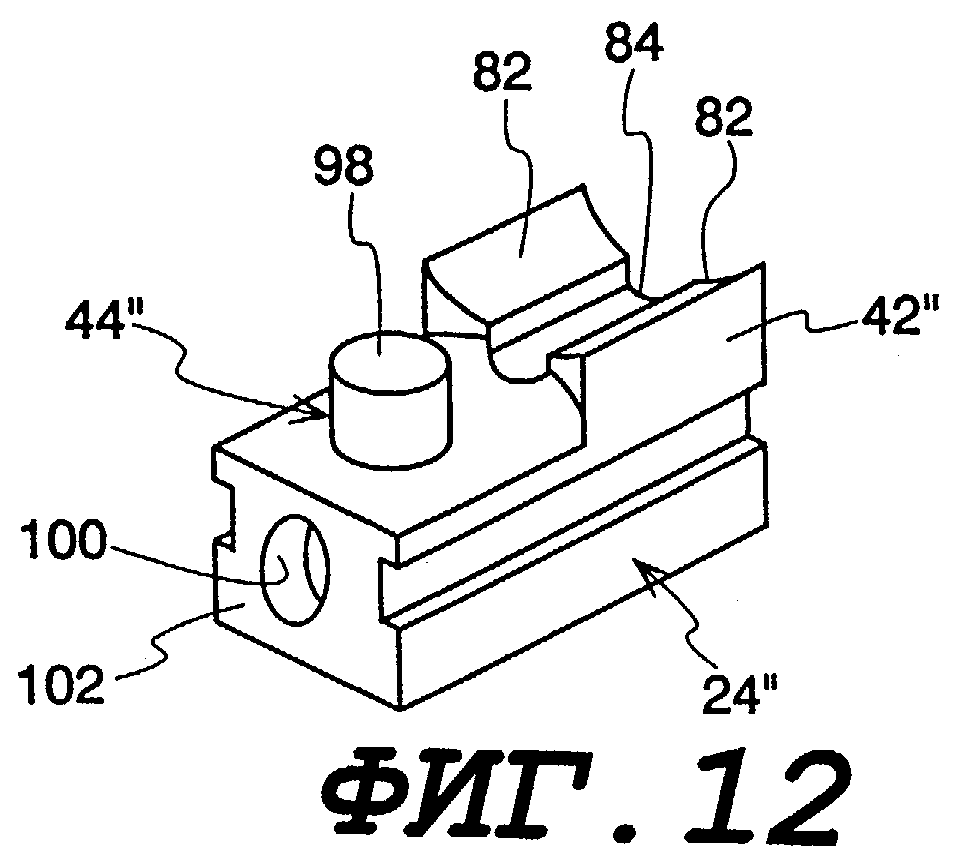
Фиг.12 - Общий вид еще одного варианта исполнения фитинга, показанного на Фиг.1.
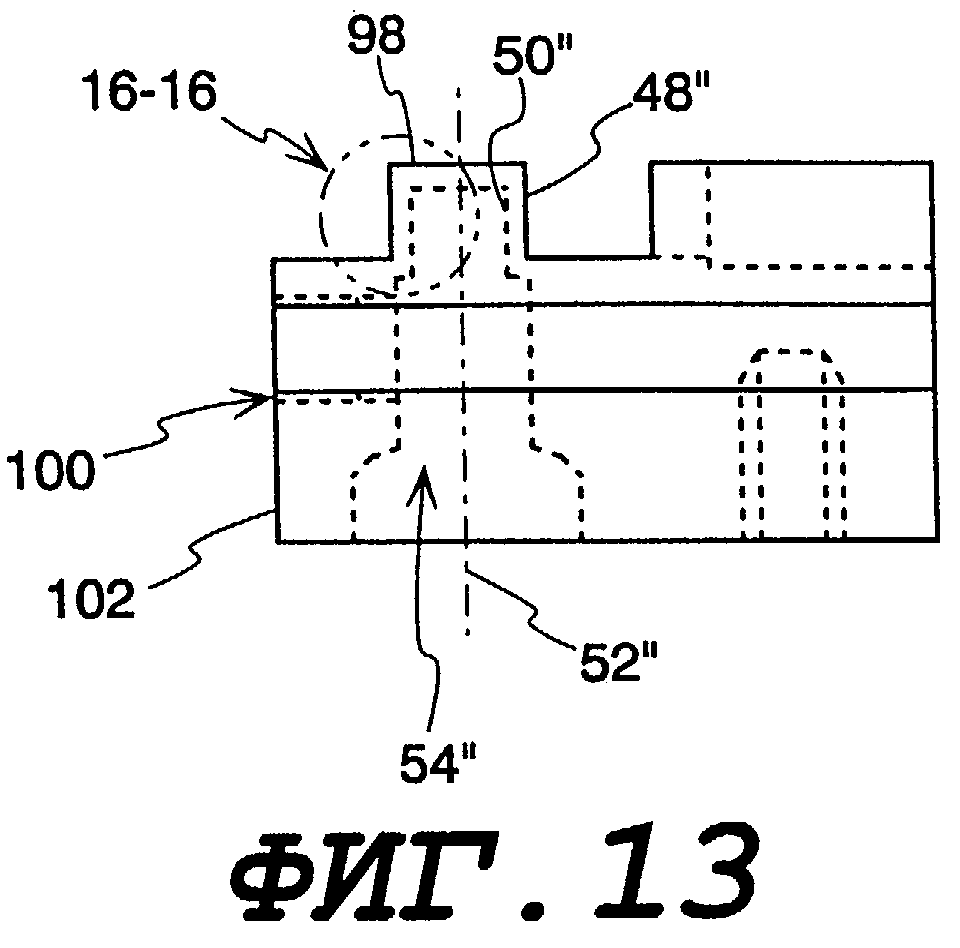
Фиг.13 - Вид сбоку фитинга, показанного на Фиг.12.
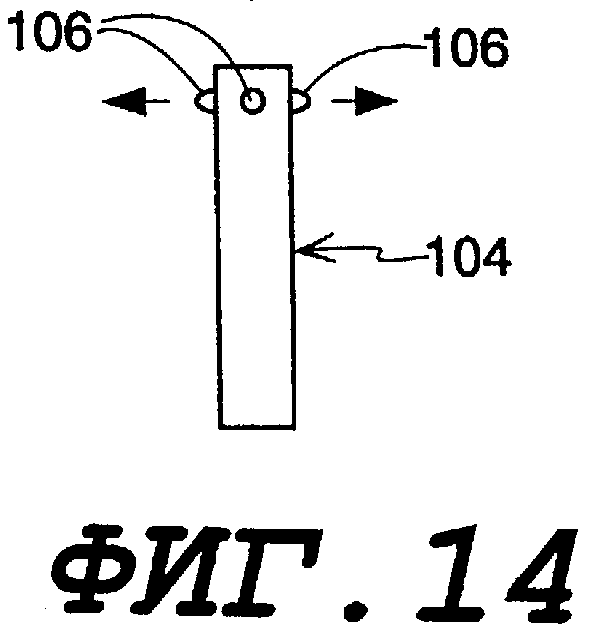
Фиг.14 и 15 - Виды, показывающие инструмент, применяемый для фитинга, изображенного на Фиг.12 и 13.
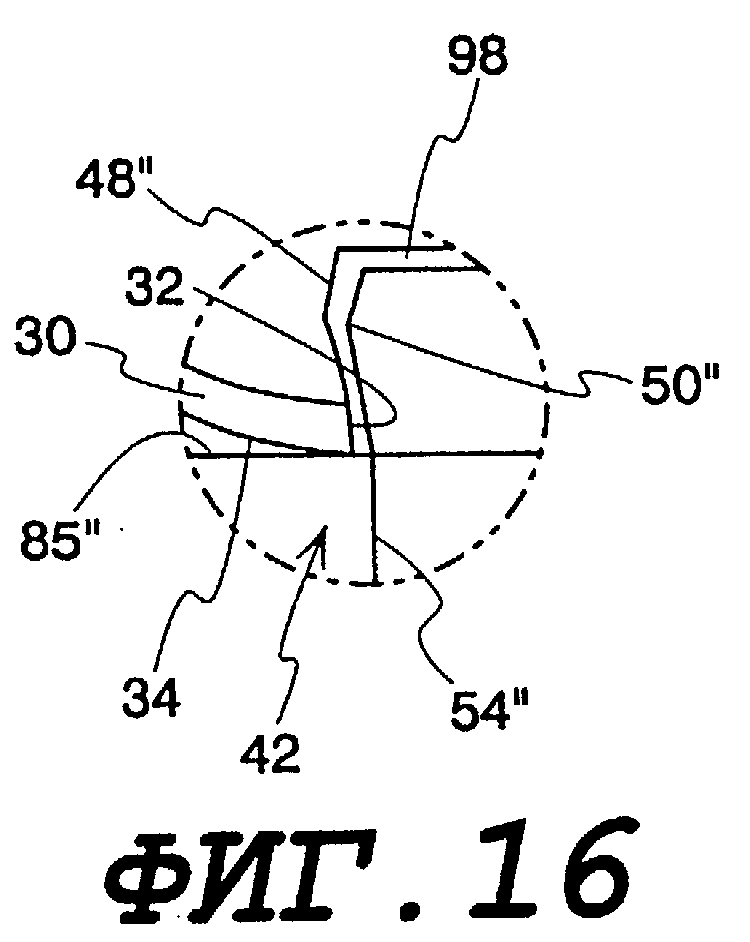
Фиг.16 - Увеличенный вид фитинга, изображенного на Фиг.12 и 13, показывающий фитинг в деформированном положении.
Различные примеры выполнения монтажа фитинга на коллекторе показаны на чертежах в связи с теплообменником параллельного потока 20, включающего пару протяженных разветвленных трубопроводов в форме трубчатых цилиндрических коллекторов 22; один или более фитингов 24, прикрепленных к по крайней мере одному из коллекторов 22; множество многоканальных труб 26, тянущихся между коллекторами 22; и змеевиковидных ребер 28 (схематически показаны на Фиг.1), проходящих между соседними единицами труб 24. Должно быть понятно, что изобретение может найти применение в других формах теплообменников, использующих другие типы коллекторов, ребер, труб теплообменника или трубопроводов, таких как, например, цилиндрические трубы теплообменника, пластинчатые ребра, теплообменники змеевикового типа, и т.д. Кроме того, не обязательно, чтобы коллекторы были цилиндрическими в поперечном сечении, огни могут иметь сложное строение, подобно резервуару, присоединенному к коллектору. Поэтому для специфических форм теплообменника или коллектора нет ограничений.
На Фиг.2 видно, что коллектор 22 включает стенку 30, имеющую круглое отверстие 32, проходящее сквозь толщу стенки 30 от стороны 34 к другой стороне 36 стенки 30. Стенка 30 отделяет внутренний объем 38 в коллекторе 22 от внешнего 40.
Фитинг 24 включает основание 42 и штуцер 44, имеющий цилиндрическую наружную поверхность 46, тянущуюся от основания 42. Часть 48 штуцера 44 выходит из основания 42 на расстояние D, которое больше, чем толщина стенки. Открытый конец штуцера 44 включает круглый проем 49. Цилиндрическая наружная поверхность 46 соответствует круглой форме отверстия 32, чтобы обеспечить возможность штуцеру 44 быть свободно вставленным в отверстие 32 так, чтобы часть 48 прошла во внутренний объем 38 коллектора 22, как показано на Фиг.3. Штуцер 44 имеет внутреннюю поверхность 50 номинально формы усеченного конуса, сходящегося по мере удаления от основания 42 к проему 49, и внутренняя поверхность 50 формы усеченного конуса центрируется по оси 52. Основание 42 включает проем 54 номинально цилиндрической формы, тянущийся сквозь основание 42 для обеспечения доступа к внутренней поверхности 50. Проем 54 центрирован по оси 52. В исполнении, показанном на Фиг.2 и 3, основание 42 кроме того включает наружную резьбу 56, что позволяет трубе или трубопроводу (не показаны) быть присоединенными с помощью прохода 58, образованного в проеме 54. Пара фланцев 60 и 62 шестигранной формы примыкают к штуцеру 44 и резьбе 56 соответственно. Фланцы 60 и 62 могут быть введены в зацепление с помощью такого инструмента, как гаечный ключ (не показан), для оказания сопротивления вращающему моменту соединительного устройства, садящегося на резьбу 56. Резьба 56 и фланцы 60 и 62 центрированы по оси 52. По существу пробойник цилиндрической формы 64 необходим для присоединения фитинга 24 к коллектору 22. Пробойник 64 включает наконечник 66 формы усеченного конуса, который переходит в участок 68 цилиндрической формы и проточку 70.
Для присоединения фитинга 24 к коллектору 22 штуцер 44 вставляется в отверстие 32 так, чтобы часть 48 прошла через стенку 30 во внутренний объем 38 коллектора 22, как показано на Фиг.3. Затем пробойник 64 вставляется через проем 54 в направлении стрелки А вдоль оси 52 так, что наконечник 66 в форме усеченного конуса зацепляет внутреннюю поверхность 50 формы усеченного конуса. Затем пробойник 64 продвигается в направлении стрелки А вдоль оси 52 для деформирования внутренней поверхности 50 путем постепенного вхождения в контакт конического наконечника 66 и цилиндрического участка 68 с поверхностью 50. Эта операция приводит к тому, что внутренняя поверхность 50 в форме усеченного конуса непрерывно и необратимо деформируется до цилиндрической формы поверхности 50', как показано на Фиг.6. Деформация внутренней поверхности 50 приводит к остаточной деформации внешней поверхности 46 так, что она расходится раструбом до формы усеченного конуса, как показано на Фиг.6. Получающееся в результате расширение части 48 исключает вытягивание штуцера из отверстия 32, т.к. часть 48 шире, чем отверстие 32.
Как хорошо показано на Фиг.6, в некоторых применениях отверстие 32, внешняя поверхность 46, внутренняя поверхность 50, конический наконечник 66 и участок 68 должны быть обработаны по размеру один относительно другого так, чтобы затем конечная часть 48 деформировалась бы при помощи пробойника 64, внешняя поверхность 46 имела плотную посадку по окружности отверстия 32 и стенка 30 захватывалась между фланцем 60 и поверхностью 48.
После того, как фитинг 24 зафиксирован относительно коллектора 22 с помощью деформации концевой части 48 пробойником 64, фитинг 24 может быть приварен к коллектору 22 для создания сварного соединения между штуцером 44 и отверстием 32, с использованием подходящей сварочной технологии, такой как соответствующая пайка твердым припоем.
Другое исполнение фитинга 24 показано на Фиг.7-10 и определено как 24'. Штуцер 44' в этом исполнении идентичен штуцеру 44 исполнения, показанного на Фиг.1, включая проем 49, часть 48, наружную и внутреннюю поверхности 46 и 50. Исполнение основания 42', показанное на Фиг.4, отличается от основания 42, показанного на Фиг.1. А именно, основание 42' имеет в целом корпус прямоугольной формы с частью в форме седла 80, имеющей пару поверхностей 82, которые номинально отвечают наружной поверхности стенки 30, как показано пунктирными линиями на Фиг.8. Поверхности 82 разделены каналом 84. Плоская поверхность 85 находится в месте пересечения между основанием 42' и штуцером 44'. Как хорошо видно на Фиг.9, на стороне основания 42' обеспечивается плоская поверхность 86, напротив штуцера 44' и седла 80. Резьбовое отверстие 88 необходимо на поверхности 86 для зацепления с крепежной деталью (не показана) соединительного устройства (не показано), которое соединяет трубу или трубопровод с цилиндрическим проходом 58', выполненным в цилиндрическом проеме 54.
Хотя исполнение фитинга 24', показанное на Фиг.7-10, может быть изготовлено с помощью подходящего производственного процесса, такого как литье, литьевое формование металла или обработка на станке, предпочтительно, чтобы фитинг 24' был изготовлен на станке с использованием дисковой фрезы и затем торцевых фрез, как показано пунктирными линиями 92 и 94 на Фиг.10.
Фитинг 24' присоединен к коллектору 22 с помощью пробойника 64 и способа, описанного выше для фитинга 24. Фитинг 24' зафиксирован относительно коллектора 22 посредством деформирования части 48' при помощи пробойника 64; фитинг 24' может быть присоединен к коллектору 22 для создания связывающего соединения между штуцером 44' и отверстием 32 с использованием подходящей сварочной технологии, такой как соответствующая пайка твердым припоем. Кроме того, поверхности 82 седла 80 фиксируются на поверхности 34 коллектора 22 посредством соответствующей сварочной технологии, такой как подходящая пайка твердым припоем. В некоторых случаях применения желательно соединять поверхности 82 и 34, и штуцер 44 с отверстием 32 по существу одновременно, используя одну и ту же сварочную технологию.
Фиг.12 - вид в перспективе еще одного варианта исполнения фитинга 24. Это исполнение обозначается позицией 24" и идентично исполнению 24', показанному на Фиг.5-8, за исключением двух изменений штуцера 44 и одного изменения основания 42. А именно, как хорошо видно на Фиг 13, штуцер 44" фитинга 24" имеет закрытый конец 98, в отличие от проема 49', показанного на Фиг.7-10. Кроме того, как хорошо видно на Фиг.13, внутренняя поверхность 50" является цилиндрической в ее недеформированном положении, в отличие от поверхности 50', имеющей форму усеченного конуса, показанной на Фиг.7-10. И наконец, цилиндрическое отверстие 100 проходит сквозь основание 42" до крайней поверхности 102 и соединяется с проемом 54. Отверстие 100 предназначено для приема соединительной трубы (не показана), которая может быть закреплена в отверстии 100 посредством использования подходящей технологии, такой как сварка твердым припоем для создания сварного соединения. Как показано на Фиг.14 и 15, боек 104 необходим для необратимого деформирования крайней части 48". Боек 104 имеет четыре выступа 106, которые выполнены на бойке для лучеобразно направленного наружу воздействия в направлении, перпендикулярном оси 52". После того, как штуцер 44" вставлен в отверстие 32, боек 104 помещается в проем 54" и четыре выступа 106 оказывают лучеобразное давление наружу для необратимого деформирования внутренней поверхности 50" до очертаний, показанных на Фиг.16. Затем выступы 106 лучеобразно втягиваются внутрь, и боек 104 удаляется из проема 54". Боек 104 предпочтителен для фитинга 24", поскольку закрытый конец 98 штуцера 44" будет препятствовать движению наконечника 66 пробойника 64 мимо поверхности 50". Фитинг 24" затем может быть закреплен на коллекторе способом, описанным для фитинга 22'. Хотя предпочтительным материалом фитинга 24 и коллектора 22 является алюминий, какой-либо другой подходящий материал, подверженный остаточной деформации, может быть использован для фитинга 24, и какой-либо подходящий материал может быть применен в коллекторе 22 для всех исполнений фитинга 24, изображенных на Фиг.1-16, в соответствии с требованиями в каждом особом случае применения. Хотя и предпочтительно, чтобы отверстие 32 было круглым, штуцер 44 имел цилиндрическую наружную поверхность 46, в некоторых случаях для этих целей может быть желательным использование деталей других очертаний. Хотя и предпочтительно, чтобы отверстие 32 и поверхность 46 имели соответствующие очертания, в некоторых случаях может быть выгодно, чтобы отверстие 32 и поверхность 46, по крайней мере, частично не соответствовали друг другу.
Для всех вариантов исполнения фитинга 24, показанных на Фиг.1-16, необходимо иметь в виду, что, деформируя внутреннюю поверхность 50 деформирующим пробойником 64 или бойком 104, вставленными через основание 42 фитинга 24 с одной из сторон коллектора 22, фитинг 24 должен быть присоединен к коллектору 22 без доступа к фитингу 24 с противоположной стороны коллектора 22.
Реферат
Изобретение предназначено для применения в теплообменниках, а именно к креплениям фитинг/коллектор и способу их монтажа для теплообменника. Способ позиционирования фитинга относительно коллектора теплообменника включает обеспечение коллектором со стенкой, имеющей сквозное отверстие; обеспечение фитингом, имеющим основание, штуцер, выступающий из основания и имеющий внутреннюю поверхность, и проем, проходящий сквозь основание для обеспечения доступа к внутренней поверхности; вставку штуцера в отверстие с одной стороны стенки так, чтобы основание фитинга было бы с одной стороны стенки, а часть штуцера была бы с другой стороны стенки; деформирование внутренней поверхности штуцера с помощью инструмента для деформирования, вставляемого через упомянутый проем в упомянутом основании для расширения упомянутой части штуцера до формы, которая препятствует вытягиванию упомянутого штуцера из упомянутого отверстия. Крепление фитинг/коллектор для теплообменника, включающее: коллектор, имеющий стенку, имеющую толщину и отверстие, проходящее сквозь толщину от внешней поверхности коллектора к его внутренней части; отверстие, имеющее предварительную форму; и фитинг, имеющий основание и способный деформироваться штуцер, выходящий из основания; штуцер, имеющий наружную поверхность, внутреннюю поверхность и часть, выступающую из основания на расстояние большее, чем упомянутая толщина упомянутой стенки; штуцер деформируется от первой формы ко второй форме; в первой форме внешняя поверхность штуцера номинально соответствует предварительной форме отверстия для обеспечения возможности штуцеру быть свободно вставленным в отверстие частью, проходящей сквозь стенку во внутреннюю часть коллектора; во второй форме упомянутая часть увеличена, чтобы удерживать штуцер в отверстии; фитинг далее включает проем, проходящий сквозь основание для обеспечения доступа к внутренней поверхности штуцера при помощи инструмента для деформирования, вставленного через проем для деформирования штуцера от первой формы ко второй форме. Изобретение позволяет получить новое, улучшенное крепление фитинг/коллектор для теплообменника и способ его монтажа. 8 з.п.ф-лы, 16 ил.
Комментарии