Изобретение относится к ядерной энергетике и может быть использовано при сборке парогенераторов.
Целью -изобретения является повышение качества полученных изделий за счет исключения повреждения труб в процессе монтажа и обеспечения возможности выявления бракованных труб.
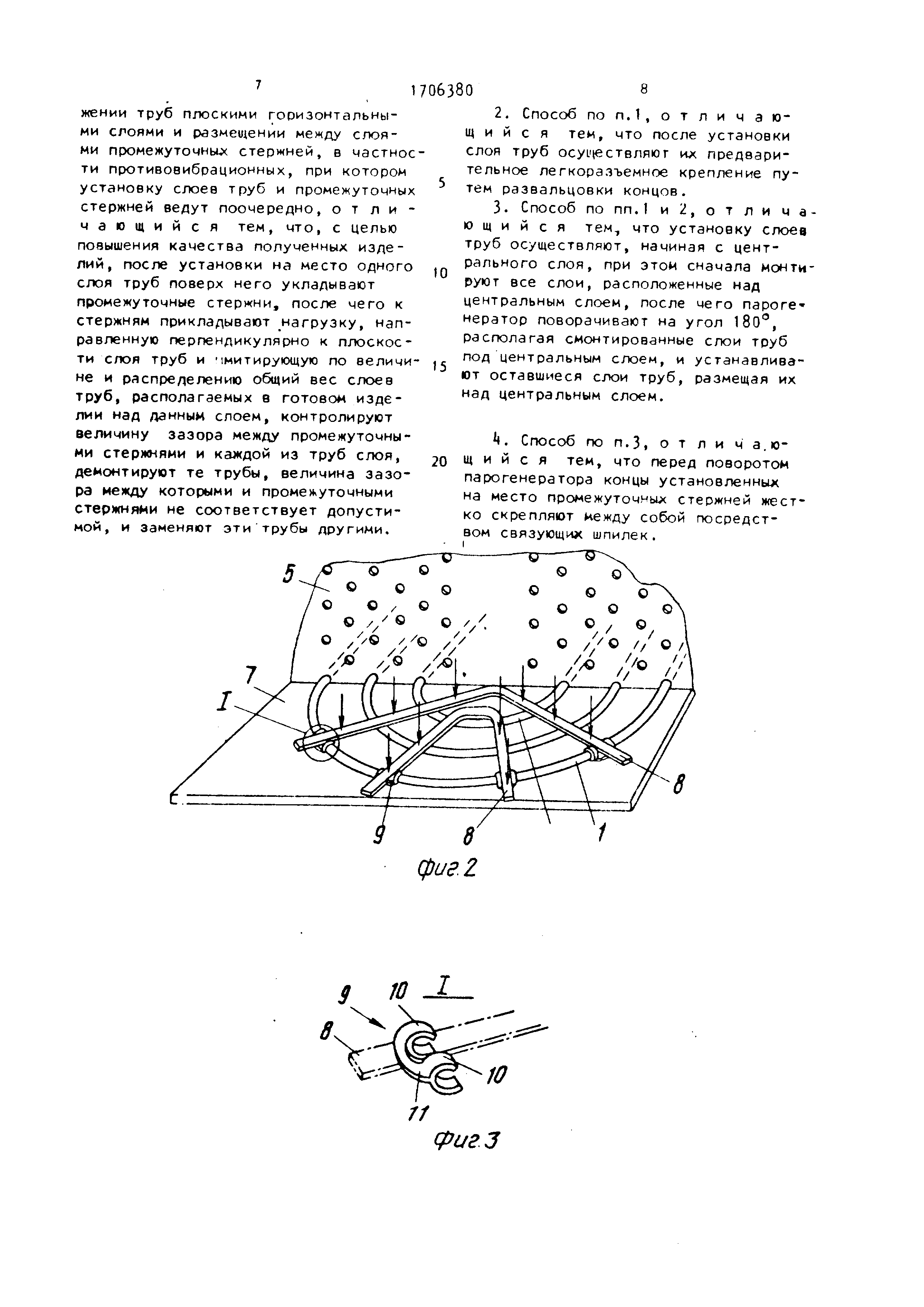
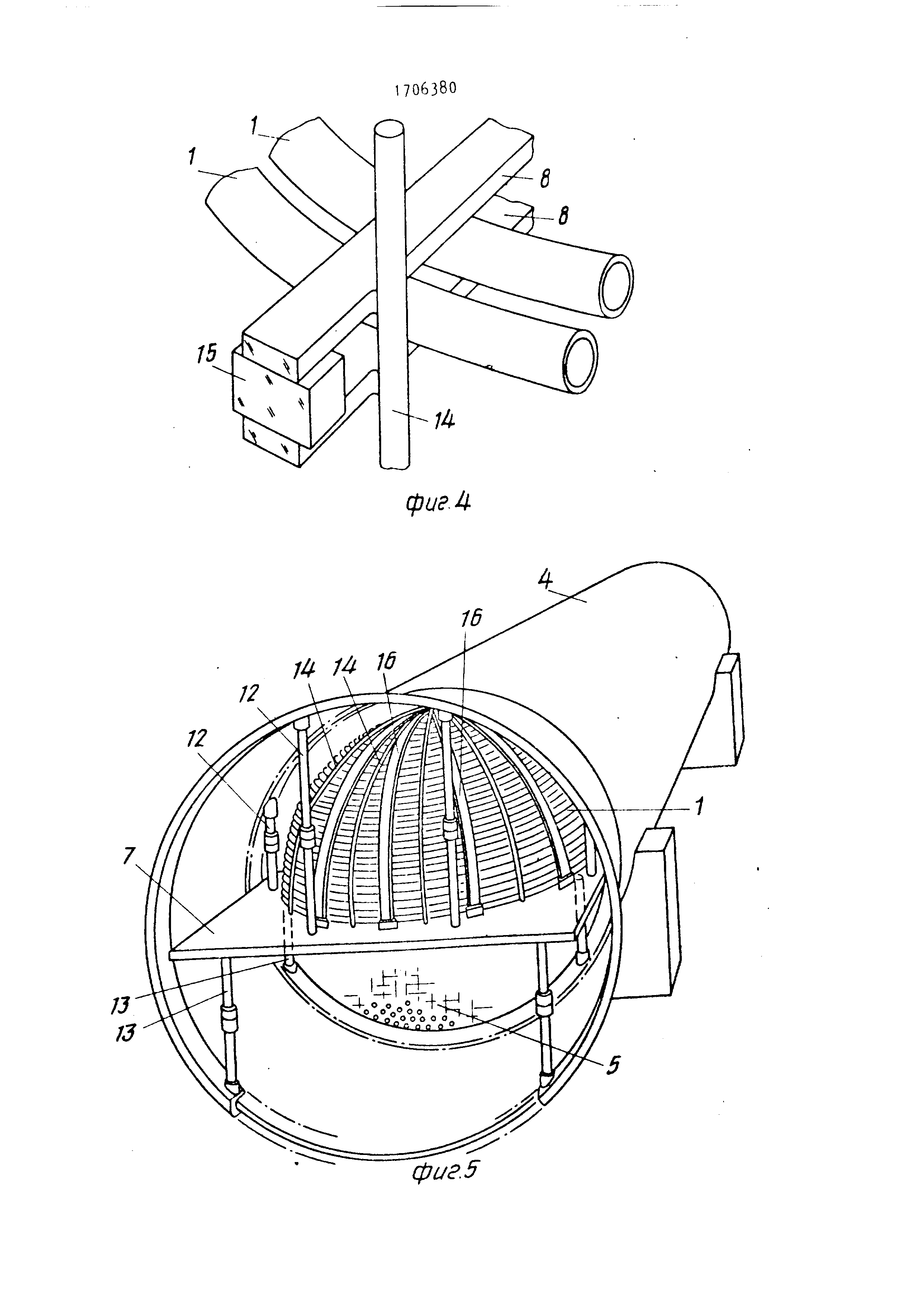
На фиг.1 изображен парогенератор , используемый в ядерной энергетике , продольный разрез; на фиг.2 - один слой труб парогенератора с уста новленными на них промежуточными стержнями; на фиг.З - узел I на фиг,2; на фиг. - узел крепления продольных шпилек;.на фиг.З - парогенератор после монтажа первой половины шиньона ; на фиг.6 - парогенератор в начальной стадии монтажа второй половины шиньона.
Парогенераторы, используемые на ядерных электростанциях, содержат 3 тысячи и более V-образных труб 1, длина каждой из ветвей которых может достигать порядка 10 м„ Эти трубы 1 вставляются в несколько плит с отверстиями , а их концы выводятся в ниж- нюю трубную плиту 2, находящуюся в контакте с водяным резервуаром Зо Трубы располагают в плоскопараллельных уровнях, внутри которых они устанавливаются концентрично в зависи
мости от расстояния между их ветвями и радиуса изгиба их изогнутой части . Кроме того, ширина уровней уменьшается по мере удаления от центрального уровня, а обций контур изогнутых частей труб представляет собой полусферу . Поскольку уровни имеют большую плотность, принято именовать эту зону шиньоном.
0
5
о ,.
Q $
0
5
Способ осуществляют следующим образом.
При монтаже труб собирают вместе нижнюю часть , распорные плиты 5 и нижнюю трубную плиту 2. Водяной резервуар 3, верхняя часть 6 и все оборудование, находящееся внутри этой части, монтируются позднее. Нижнюю часть k устанавливают горизонтально , используя опоры с роликами , позволяющими зр- эц- ть эту нижнюю часть.
Как показано на Сиг.2, первым монтируется слой труб 1 , расположенный в центре шиньона. Концы каждой трубы 1 имеют конические головки, обеспечивающие центрирование труб 1 в отверстиям распорных плит 5. Трубы поставляются изготовителем в ящиках в заранее определенном порядке. Ящики имеют ширину порядка 3 м. Слои труб, уложенные в ящик, отделены друг от друга прокладками.
Сборщики устанавливают трубы 1 , пока их наконечники не выйдут из отверстий нижней трубной плиты 2. После этого наконечники снимаются, а концы труб завальцовывэются для обеспечения легкоразъемного крепления труб. Затем высоту стола 7 регулируют таким образом, чтобы он поддерживал трубы 1. После установки на место всего слоя труб поверх него устанавливают противовибрационные стержни 8. В .оптимальном варианте несколько стержней 8, имеющих различный изгиб, располагаются веером с тем, чтобы исключить смещение всех труб 1, образующих данный слой. Стержни укладываются равномерно по меридиональный направлениям. Эти стержни удерживаютСи на месте при ломои;н пг.аг THS :.ры , креплений 9, состоящих из двух деформируемых захватов 1П и корпуса 11. Захваты 10 охватывают трубу 1, а в пространство межлу ними входит с зазором антивибрационный стержень 8.
После«этого к стержням 8 прикладывают нагрузку, распределение и величи на которой имитирует вес слоев, которые будут расположены над установленным слоем труб. Нагрузка может быть приложена при помощи любого подходящего устройства, например домкрата или просто инертной массы.
В результате противовибрационные стержни 8 давят на трубы 1 слоя, при этом только часть стержней находится в контакте с трубами, а между остальными трубами и стержнями образуется зазор, который измеряется при помощи калибра, поскольку доступ ко всем трубам слоя открыт.
Трубы 1 , и -зюцие слишком большой зазор, сьи --;ются бракованными. Их удаляют и заменяют запасными трубами, чему не препятствует легкоразъемное крепление их концов.
После г: вески всех труб 1 начинают MCI-та ж следующего слоя непосредственно иад проти-воБибрационными стерж этим 5 opbiM слоем уклэды- - гт-: С н:и, к которым так- СР определенная нагоузка , кзк это ранее делалось для первого слоя труб. Таким образом, пос ледовательно устанавливают на место слои труб.
После окончания монтажа половины шиньона парогенератор принимает вид показанный на фиг.5. Теперь стол 7 выдерживает вес половины шиньона и удерживается при помощи шпилек 12 и 13, которые укрепляются на нижней части 4.
Противовибрационные стержни 8 сворачивают между собой посредством промежуточных связующих деталей 1 , именуемых шпильками. Между противовибра- ционными стержнями устанавливают регулировочный клин 15 для того, чтобы избежать деформацию при приваривании шпильки к концам противовибрацион- ных стержней 8. Проверяют перпендикулярность шпилек относительно противо- вибрационных стержней и слоев труб 1 . В результате шпильки располагаются на шиньоне в меридиональных направлениях , как это показано на фиг.510
15
0
5
30
35
«О
45
0
Шпильки пркйЗ|ивг чотся на определенном расстоянии от аружной . Это расстояние определяется в зависимости от развальцовки концов труб 1 , которую осуществляет впоследствии. Во время сварки следует применять теплоизолирукхцее покрытие труб 1, которое затем удаляется. Кроме шпилек , жесткость обеспечивается еще и ремнями 16, расположенными шпильками и препятствующими деформации смонтированного полушиньона под действием его собственного веса. Затем монтируется вторая половина шиньона.
Из положения, представленного на фиг.5, нижняя часть парогенератора поворачивается на 180°. Смонтированный полушиньон оказывается внизу. При этом необходимо принимать во внимание его неуравновешенность и компенсировать ее при помощи соответствующей тормозной системы.
После завершения поворота стол 7 демонтируется и заменяется рамой 17, к которой крепятся ремни 16, удерживающие при помощи шпилек вес полушиньона .
+ Вторая половина шиньона монтируется аналогичным способом. В результате этого осуществляют оста; Ов- ку поотивовибрационных стержней 8, измерение зазоров, замену отбракованных труб 1 и монтаж следующего слоя труб. После этого противовиОраци- онные стержни 8 второй половины шиньона соединяются между собой при помощи других шпилек. После того как все трубы установлены на место можно развальцевать их концы, входящие в нижнюю трубную плиту 2. Затем осуществляется дальнейший монтаж парогенератора .
Таким образом, появляется возможность выявить бракованные трубы, которые находятся внутри шиньона. Кроме того, исключается повреждение труб в результате ошибок при установке на место противовибрационных стержней , при этом трубы в парогенераторе можно устанавливать со значительно большей плотностью, например в шахматном порядке.
55 формула изобретения
1 . Способ установки труб в паро- генеоаторе, заключающийся в расположении труб плоскими горизонтальными слоями и размещении между слоями промежуточных стержней, в частности противовибрационных, при котором установку слоев труб и промежуточных стержней ведут поочередно, отличающийся тем, что, с целью повышения качества полученных изделий , после установки на место одного слоя труб поверх него укладывают промежуточные стержни, после чего к стержням прикладывают нагрузку, направленную перпендикулярно к плоскости слоя труб и цитирующую по величине и распределению общий вес слоев труб, располагаемых в готовом изделии над данным слоем, контролируют величину зазора между промежуточными стержнями и каждой из труб слоя, демонтируют те трубы, величина зазора между которыми и промежуточными стержнями не соответствует допустимой , и заменяют эти трубы другими.
to Л
5
0
2. Способ поп.1,отличаю- щ и и с я тем, что после установки слоя труб осуи(ествляюг ил предварительное легкоразъемное крепление путем развальцовки концов.
3. Способ по пп.I и 2, отличающий с я тем, что установку слоев труб осуществляют, начиная с центрального слоя, при этом сначала монтируют все слои, расположенные над центральным слоем, после чего парогенератор поворачивают на угол 180°, располагая смонтированные слои труб под центральным слоем, и устанавливают оставшиеся слои труб, размещая их над центральным слоем.
k. Способ по п.З, от ли ча.ю- щ и и с я тем, что перед поворотом парогенератора концы установленных на место промежуточных стержней жестко скрепляют между собой посредством связующих шпилек.
ФигЗ
о
СО
чО
о
«ъ
7
t
ъ
3
в
N
tr
f6
12
14




Комментарии