Способ сборки пластины автомобильного теплообменника по меньшей мере с одной трубой с размещением между ними герметизирующей прокладки и инструмент для его осуществления - SU1190978A3
Код документа: SU1190978A3
Чертежи
Описание
толщины кольцевого буртика в исходном состоянии.
3,Способ по П.1, отличающийся тем, что отверстие пластины предварительно вьшолняют с кольцевым буртиком под кольцевой буртик герметизирующей прокладки.
4.Инструмент для сборки пластины автомобильного теплообменника по меньшей мере с одной трубой, содержащий опорное приспособление для пластины и привод перемещения трубы, отличающийс.я тем, что,
с целью повьшения качества и надежности полученного соединения, он
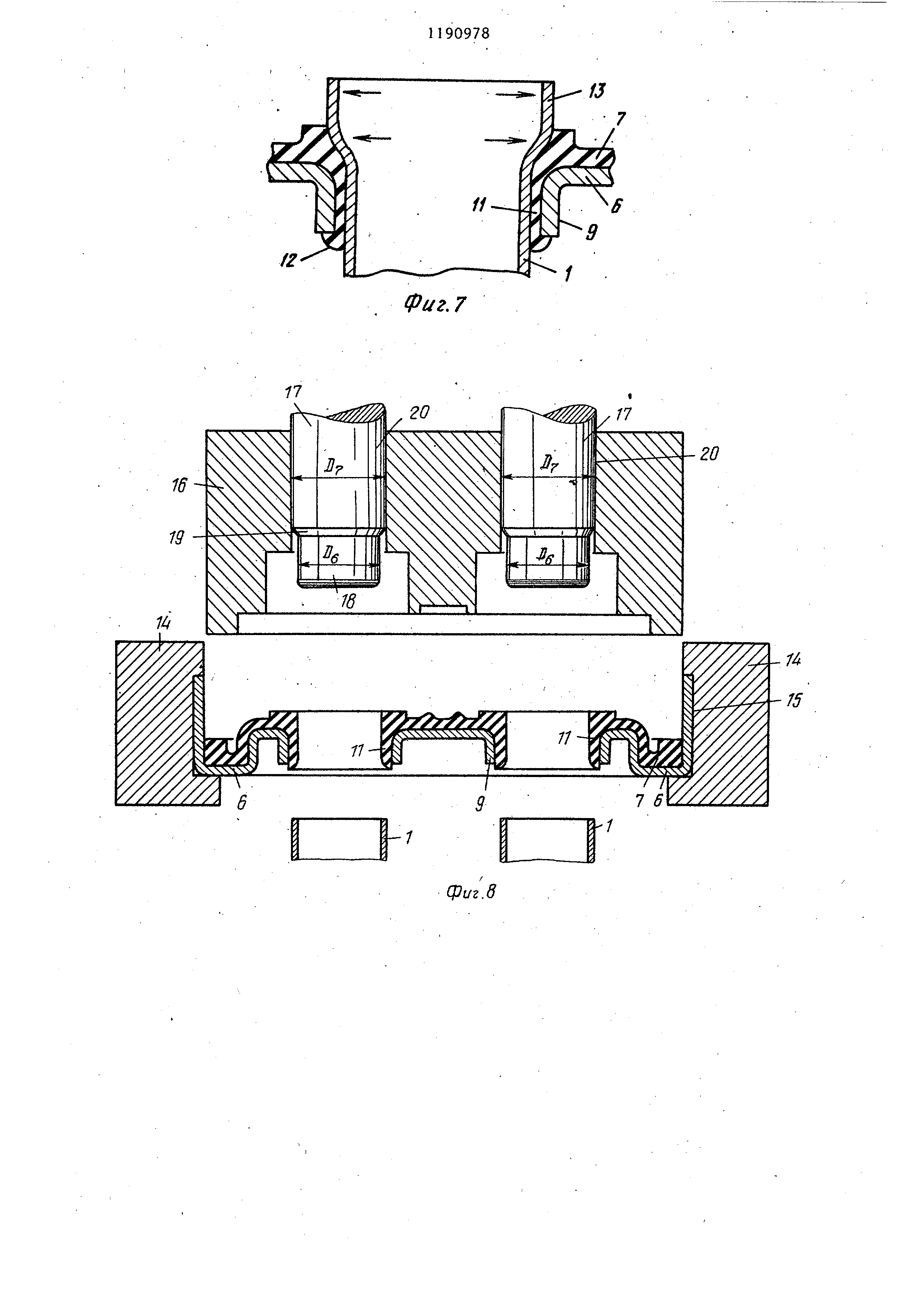
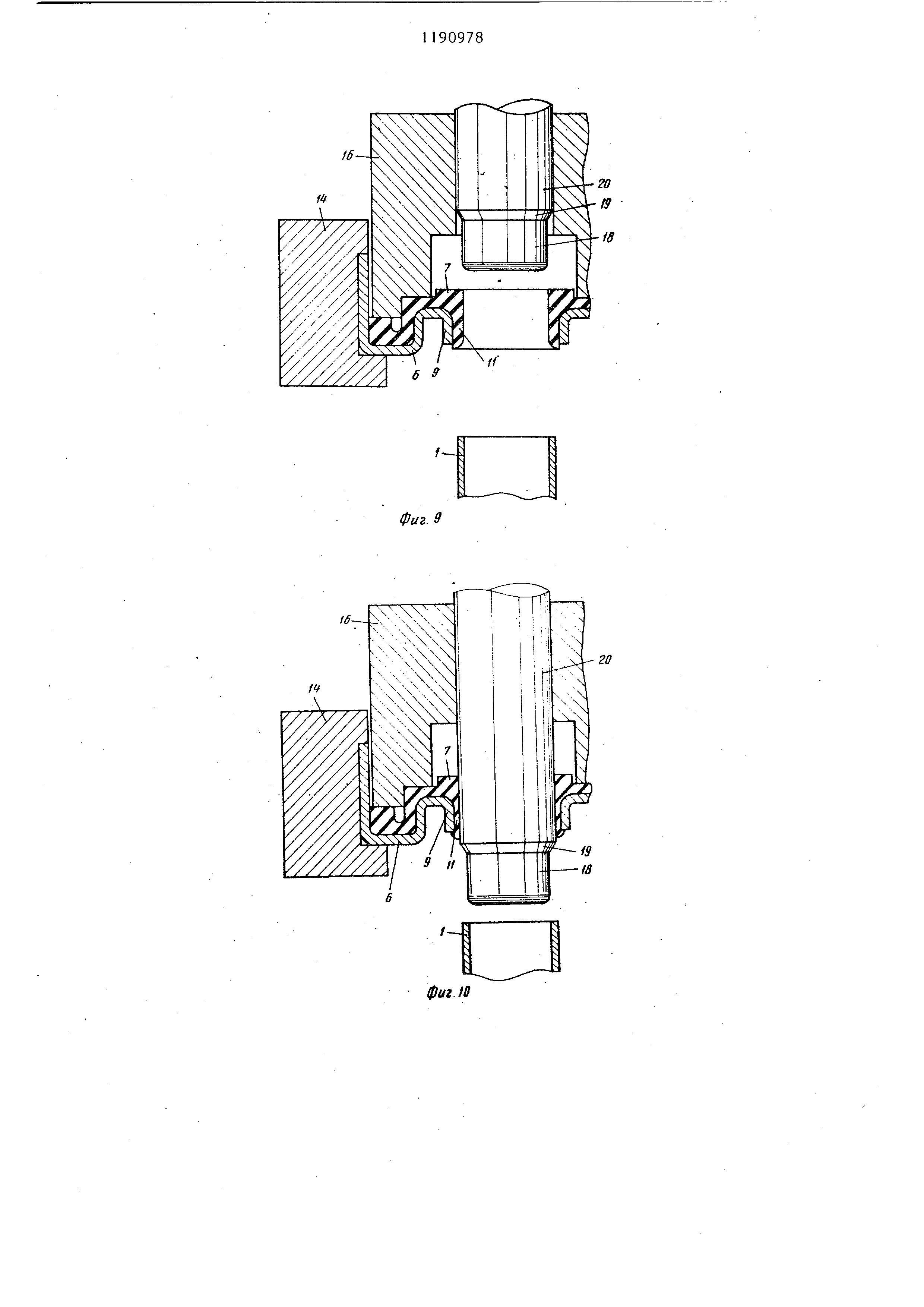
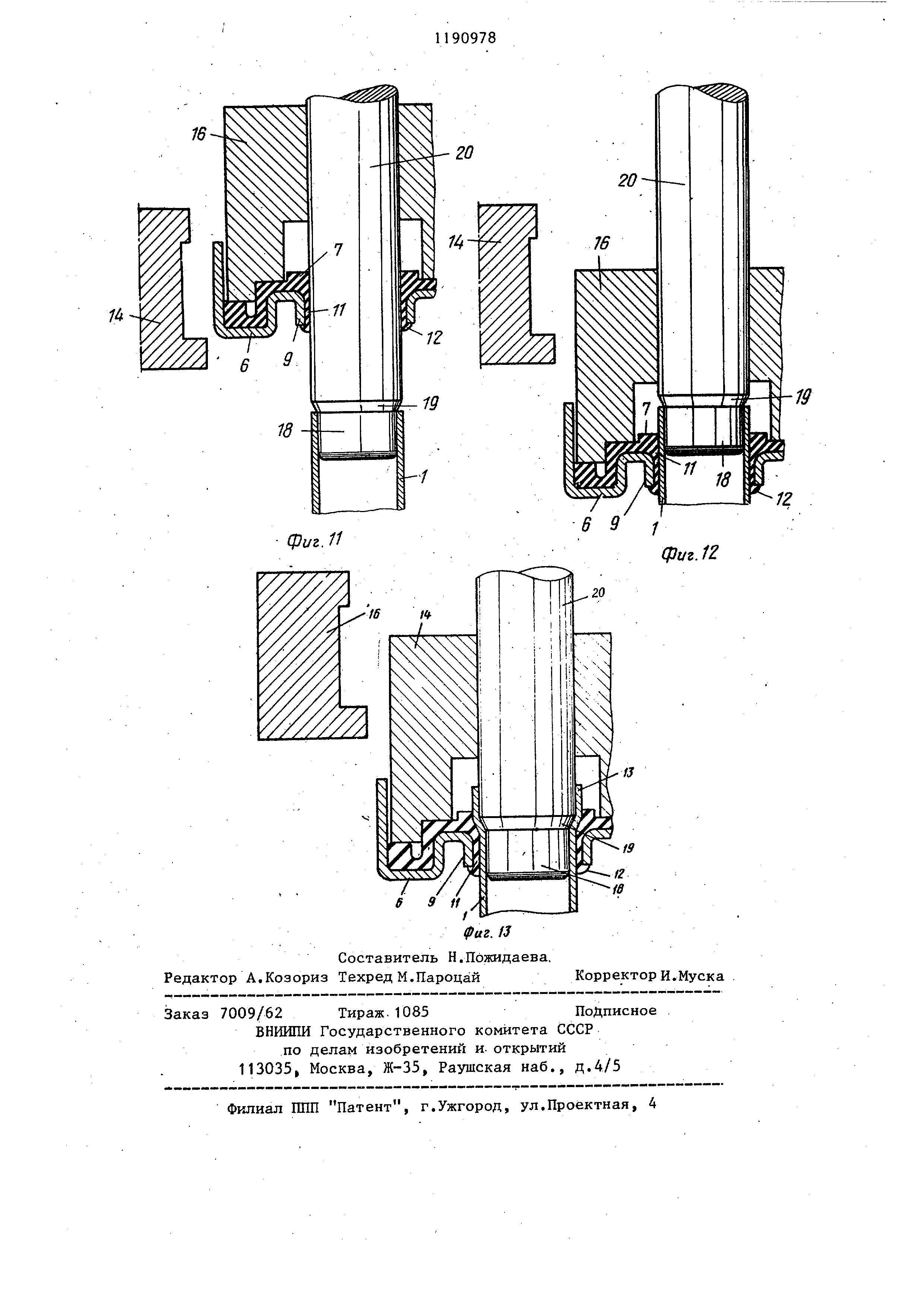
снабжен прижимной плитой, установленной с возможностью перемещения в на .правлении сборки и прижима герметизирующей прокладки, и ступенчатым пуансоном, выполненным с центрирующим концевым-участком и сопряженным с ним посредством конического переходного пояска рабочим участком, размещенньм в прижимной плите, с возможностью осевого перемещения, а опорное приспособление для пластины выполнено в виде кронштейнов с углублениями под края пластины, установленных с возможностью перемещения в противоположных относительно пуансона направлениях.
Реферат
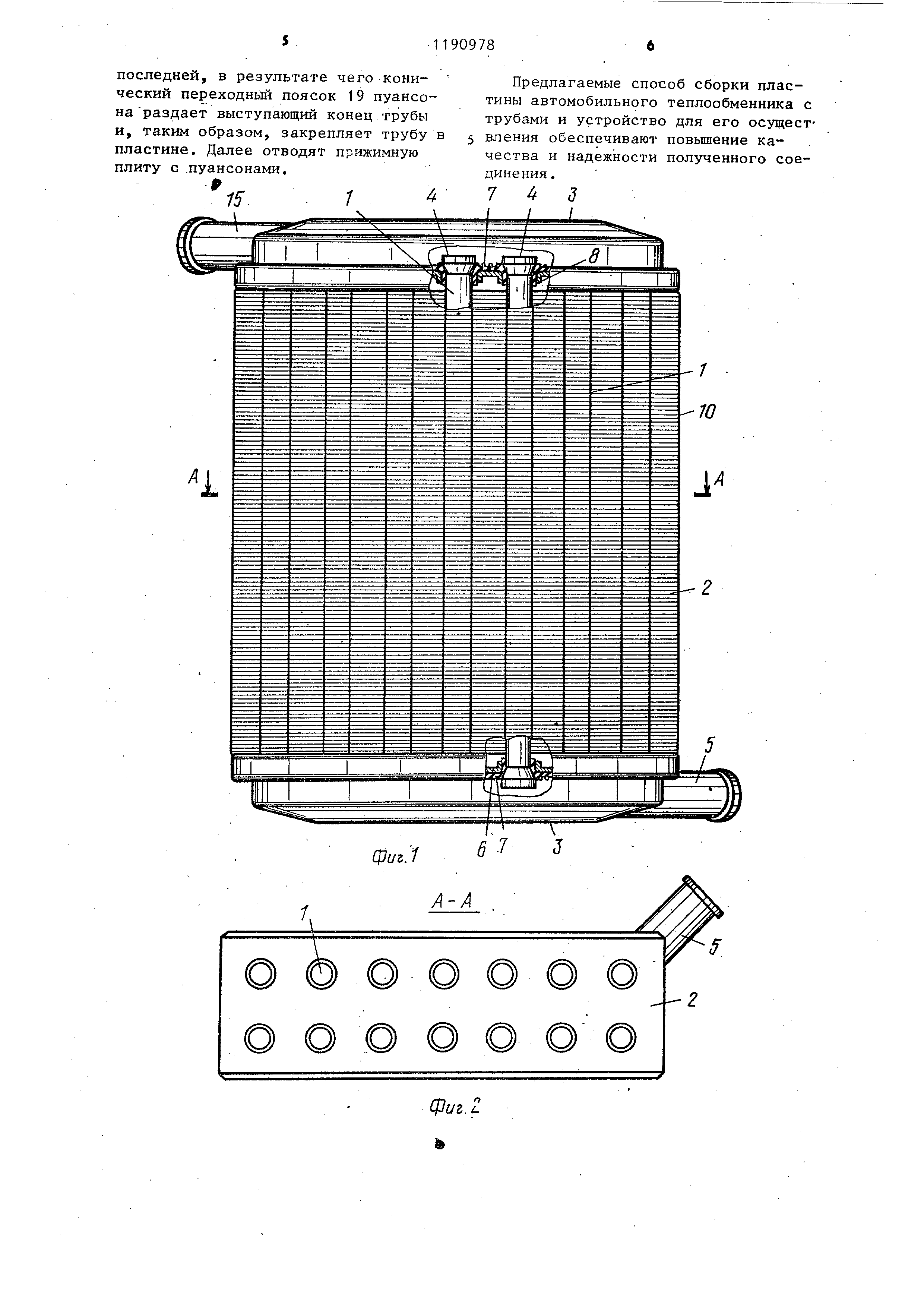
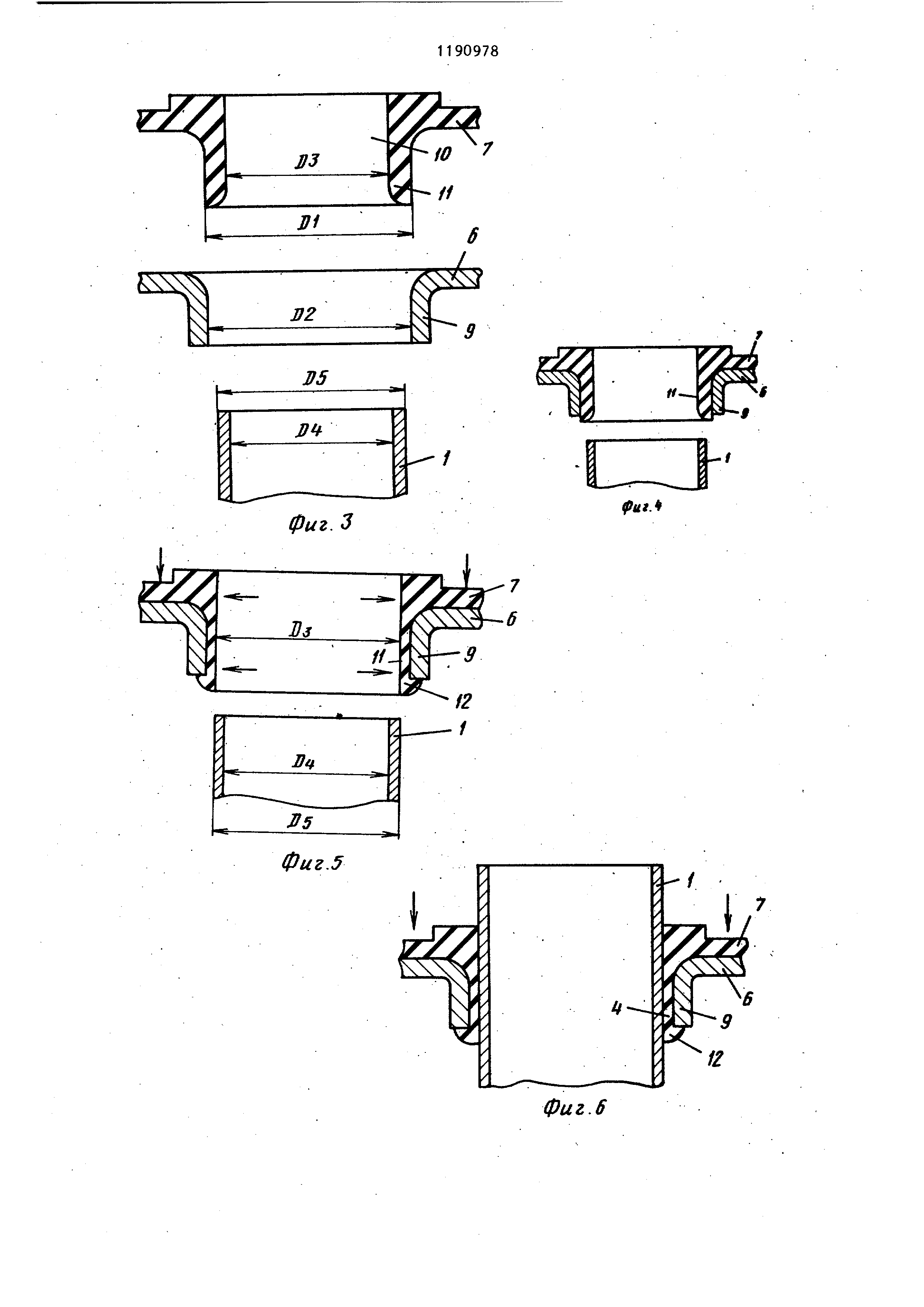
1. Способ сборки пластины авто- мобильного теплообменника по меньшей мере с одной трубой с размещением между ними герметизирующей прокладки с кольцевым буртиком, установленным ,в отверстии пластины.между его стенками и трубой, включающий расположение герметизирующей прокладки на пластине, радиальное упругое деформирование кольцевого буртика гермети-. зирующей прокладки с уменьшением его Толщины в месте взаимодействия со стенками отверстия в пластине, введение конца трубы в отверстие пластины и его последующее закрепление, отличающийся тем, что, с целью повышения качества и надежности полученного соединения, предварительно в герметизирующей прокладке выполняют отверстие с кольцевым буртиком , располагают герметизирующую прокладку на пластине с размещением ее кольцевого буртика в отверстии пластины, радиальное упругое деформи- . рование кольцевого буртика осущест- . вляют перед введением конца трубы в отверстие пластины посредством ступенчатого пуансона с центрирующим концевым участком с диаметром, равным внутреннему диаметру трубы и внутреннему диаметру кольцевого буртика герметизирующей прокладки в исходном состоянии, и связанн 1м с ним посредством конического переходного пояска рабочим участком с диаметром, равным наружному диаметру трубы, при этом пуансон вводят в отверстие пластины со стороны герметизирующей прокладки, трубу располагают -с прОтивоположной стороны, пуансон перемещают в отверстии пластины по направлению к трубе с одновременным ра (У) диальным упругим деформированием его рабочим участком кольцевого буртика герметизирующей прокладки до размещения центрирующего концевого участка в трубе, после чего осуществляют совместное перемещение пуансона с трубой в противоположном направлении.; до установки трубы в отверстии пластины с возможностью размещения ее концевого участка за пределами пластины со стороны герметизирующей прокладки, а закрепление трубы в 00 пластине осуществляют путем радиальной раздачи указанного выступающего концевого участка трубы коническим переходным пояском пуансона посредством перемещения последнего относительно трубы в направлении от конца последней. 2. Способ ПОП.1, отличающийся тем, что радиальное упругое деформирование кольцевого буртика герметизирующей прокладки осуществляют на величину.30-70%,от
Комментарии