Способ изготовления половин кожуха тягового редуктора локомотива - RU2671784C1
Код документа: RU2671784C1
Чертежи


Описание
Изобретение относится к области транспортного машиностроения и может быть использовано для серийного парного изготовления половин кожуха тягового редуктора локомотива, в частности тепловоза.
Под термином «локомотив» в данной заявке понимается машина (паровоз, тепловоз, электровоз, моторный вагон), движущаяся по рельсам и предназначенная для передвижения железнодорожных поездов.
Из технической литературы (см., например, «Тепловозы 2ТЭ10М, 3ТЭ10М: устройство и работа» / С.П. Филонов, А.Е. Зиборов, В.В. Ренкунас и др. - М.: Транспорт, 1986 г, стр. 274-275) известна конструкция кожуха тягового редуктора тепловоза, которая включает верхнюю и нижнюю половины, соединенные между собой с линией разъема по центрам осей тягового двигателя и колесной пары. В собранном состоянии в плоских боковых стенках кожуха сформированы отверстия для указанных выше осей.
Из патентной литературы, например, из описания патента RU 78158 U1, МПК B61F 15/22, публ. 20.11.2008 г., известна конструкция металлического кожуха тягового редуктора электровоза, которая включает верхнюю и нижнюю половины, выполненные сваркой из листового металла и соединенные между собой болтами.
Недостатком конструкции металлических кожухов тягового редуктора является недостаточная точность изготовления половин, которая отрицательно сказывается на взаимозаменяемости половин и герметичности кожуха при эксплуатации.
За ближайший аналог заявляемого способа принят способ изготовления половин кожуха тягового редуктора локомотива, известный из описания патента RU 78158 U1, который заключается в раздельном изготовлении каждой из половин кожуха сваркой из листового металла. Недостатком способа является низкая точность изготовления половин, которая приводит к несоосности отверстий, сформированных в боковых стенках кожуха под оси колесной пары и тягового двигателя, невзаимозаменяемости половин при серийном изготовлении и негерметичности кожуха.
Технический результат, на достижение которого направлено изобретение, заключается в повышении точности изготовления половин кожуха тягового редуктора локомотива.
Указанный технический результат достигается в способе изготовления половин кожуха тягового редуктора локомотива, при котором половины выполняют сварными из листового металла.
Указанный технический результат достигается в способе тем, что предварительно изготавливают сварной корпус кожуха главного редуктора тепловоза из обечайки, кольца маслоотражателя, кронштейнов и боковых стенок с с прорезями на краях и отверстиями под оси колесной пары и тягового двигателя, а затем распиливают корпус кожуха на половины на ленточнопильном станке по линии резки, проходящей через указанные выше прорези.
Предлагаемый способ позволяет обеспечить высокую точность совмещения половин при сборке кожуха главного редуктора тепловоза.
Изобретение поясняется следующими изображениями.
На Фиг. 1 изображен корпус кожуха тягового редуктора локомотива;
На Фиг. 2 изображена схема резки корпуса на половины.
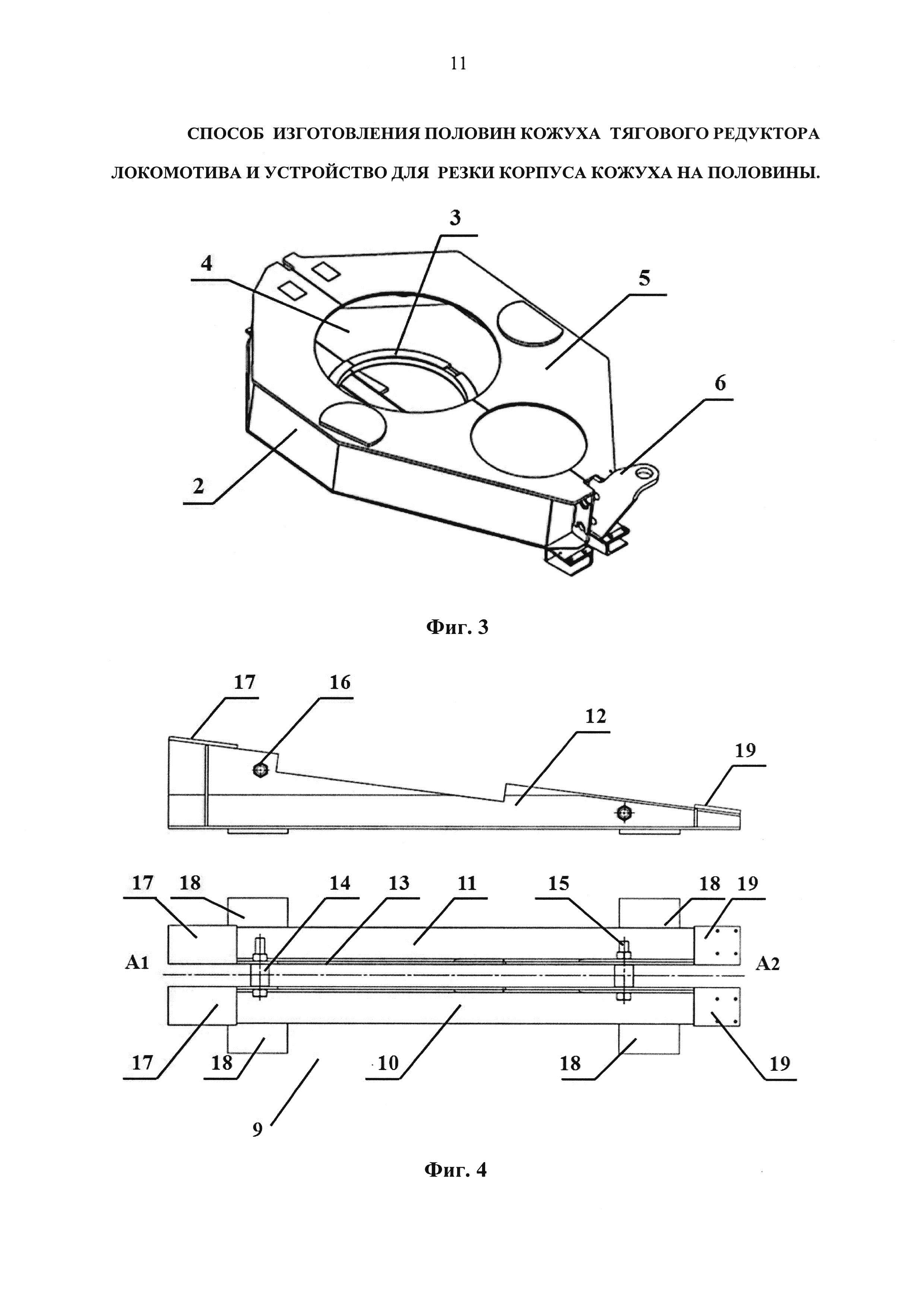
На Фиг. 3 изображены половины кожуха после резки.
На Фиг. 4 изображено устройство для транспортировки корпуса кожуха в сборе.
На Фиг. 5 изображены части устройства для транспортировки корпуса кожуха и половины кожуха.
Позициями на Фиг. обозначены:
1 - корпус кожуха тягового редуктора локомотива;
2 - обечайка; 3 - кольцо маслоотражателя;
4, 5 - боковые стенки корпуса; 6 - кронштейн;
7, 8 - половины кожуха; 9 - устройство для транспортировки корпуса кожуха;
10, 11 - части устройства для транспортировки корпуса кожуха;
12, 13 - вертикальные стенки устройства транспортировки корпуса кожуха;
14 - втулка; 15 - болт; 16 - гайка;
17, 18, 19 - приварная площадка;
20 - полотно пилы ленточнопильного станка;
A1A2 - линия резки.
Стрелкой на Фиг. 2 показано направление резки корпуса.
Изобретение может быть успешно реализовано в способе изготовления половин кожуха тягового редуктора локомотива, при котором половины выполняют сварными из листового металла.
Для реализации способа предварительно изготавливают сваркой корпус 1 кожуха тягового редуктора локомотива (см. Фиг. 1) из обечайки 2, кольца 3 маслоотражателя, боковых стенок 4, 5 с прорезями на краях и отверстиями под оси колесной пары и тягового двигателя, а также из кронштейнов 6 с крепежными отверстиями, а затем распиливают корпус 1 на половины 7, 8 (см, Фиг. 5) ленточнопильном станке по линии резки, проходящей через прорези.
За счет выполнения корпуса 1 из боковых плоских стенок 4, 5 с отверстиями под оси удается решить задачи соосности выполнения этих отверстий в половинах 7, 8 кожуха тягового редуктора локомотива и высокой точности совмещения половин.
Транспортировку корпуса 1 до ленточнопильного станка и последующую резку на половины наиболее просто выполнить с помощью устройства 9 для транспортировки корпуса кожуха, конструкция которого (см. Фиг. 4) включает две вертикальные стенки 12, 13.
Устройство 9 выполняют сборно-разборным из двух частей 10, 11, при этом вертикальные стенки 12, 13 частей 10, 11 выполнены треугольной формы и соединены через две втулки 14 с помощью резьбовых элементов 15 (болт) и 16 (гайка).
Вертикальные стенки 12, 13 устройства 9 для резки корпуса в наилучшем варианте реализации изобретения снабжают приварными площадками 17, 19 для плотного прилегания к корпусу 1 кожуха и вырезами (поз. на Фиг. не обозначены) для фиксации корпуса 1 за кольцо 3 маслоотражателя. Горизонтальные площадки 18 образуют основание устройства 9.
Изготовление половин 7, 8 выполняют одновременно следующим образом.
Выполняют из листового металла части корпуса кожуха главного редуктора - обечайку 2, боковые стенки 4, 5 и кронштейны 6.
На краях боковых стенок 4, 5 для облегчения процесса резки корпуса 1 кожуха на ленточнопильном станке выполняют прорези (поз. на Фиг. не обозначены).
Сваривают корпус 1 из указанных выше деталей на специальном стапеле.
Устанавливают готовый сварной корпус 1 кожуха на устройство 9 транспортировки корпуса кожуха.
В варианте реализации устройства, показанном на Фиг. 4, корпус кожуха устанавливают кольцом 3 маслоотражателя вниз в вырезы, выполненные на вертикальных стенках 12, 13 устройства 9.
Фиксируют корпус 1 кожуха на частях устройства 9 с помощью отверстий в кронштейнах 6 и резьбовых соединений.
Устройство 9 в сборе с корпусом 1 кожуха транспортируют к ленточнопильному станку.
Устройство 9 в сборе с корпусом 1 кожуха устанавливают на стол ленточнопильного станка и фиксируют на указанном столе.
Раскручивают резьбовые элементы 15, 16 и снимают втулки 14 между вертикальными стенками 12, 13. При этом освобождается от втулок 14 канал для резки корпуса 1 на половины 7, 8 на ленточнопильном станке, а части 10, 11 устройства 9 продолжают оставаться зафиксированными на корпусе 1 кожуха.
Производят резку корпуса 1 кожуха на ленточнопильном станке на половины 7, 8 (см. Фиг. 2, 3, 5) по оси А1А2 (см. Фиг. 4), проходящей через прорези на краях боковых стенок 4, 5.
После резки корпуса 1 кожуха (см. Фиг. 3, 5) готовые половины 7, 8 кожуха демонтируют с частей 10, 11 устройства 9.
Устройство 9 вновь собирают из частей 10, 11 и втулок 14 для транспортировки и резки следующего корпуса кожуха тягового редуктора локомотива.
Опытная эксплуатация предлагаемого способа изготовления половин кожуха тягового редуктора локомотива подтвердила промышленную применимость изобретения и его соответствие заявленному техническому результату.
Реферат
Изобретение относится к области транспортного машиностроения и может быть использовано для серийного парного изготовления половин кожуха тягового редуктора локомотива, в частности тепловоза. Способ изготовления половин кожуха тягового редуктора локомотива включает их выполнение из листового металла. Предварительно сваркой изготавливают корпус кожуха тягового редуктора локомотива из обечайки и боковых стенок с прорезями на краях и отверстиями под ось колесной пары и ось тягового двигателя. Затем распиливают корпус кожуха на половины на ленточнопильном станке по линии резки, проходящей через прорези. В результате обеспечивается повышение точности изготовления половин кожуха тягового редуктора локомотива. 5 ил.
Комментарии