Способ и устройство для резки пленок, состоящих из пленки-основы и находящегося на ней декоративного слоя, в частности, пленок для тиснения - RU2194615C2
Код документа: RU2194615C2
Чертежи
Описание
Изобретение относится к способу резки пленок, состоящих из пленки-основы и находящегося на ней, содержащего, по меньшей мере, один лаковый слой декоративного покрытия, в частности пленок для тиснения, и преимущественно пленок для горячего тиснения, а также к предназначенному для осуществления подобного способа резки устройству, содержащему лазер, который вырабатывает удаляющий лазерный луч, и режущий нож, причем на разрезаемую подложку на расстоянии друг от друга в направлении разрезания действуют как лазерный луч, так и режущий нож.
Пленки для тиснения, в частности пленки для горячего тиснения, изготовляют обычно сравнительно большой ширины, а затем для конфекционирования нарезают в продольном направлении на полосы соответственно меньшей ширины. Для разрезания пленок для тиснения, в частности пленок для горячего тиснения, в направлении хода обычно используют лезвия и дисковые ножи, поскольку они экономичны и просты в обращении. Лезвие или нож разделяют при разрезании пленку для тиснения, причем получают обрезные кромки, лишь незначительно отличающиеся от прямой линии. Следует, однако, заметить, что имеющееся на пленке-основе декоративное покрытие в процессе разделения частично отслаивается, в результате чего декоративное покрытие в зоне обрезной кромки, во-первых, обтрепывается. Во-вторых, отслоившийся материал, называемый образующейся при резке пылью, может загрязнить конфекционированную пленку и привести к проблемам при тиснении.
Правда, можно было бы использовать для очистки соответственно загрязненных пленок отсасывающие устройства или валики с липкими поверхностями. Дополнительно можно было бы использовать электростатические разрядные устройства, с тем чтобы уменьшить электростатическое притяжение образующейся при резке пыли пленкой-основой или пленкой для тиснения. Однако поскольку при конфекционировании пленок для тиснения, в частности пленок для горячего тиснения, работают со скоростями обработки 50 м/мин и более, а в конфекционирующих машинах имеется очень мало места для установки дополнительных устройств, подобные действия возможны лишь очень условно. Кроме того, подобные очищающие или дополнительные устройства удаляют образующуюся при резке пыль лишь частично.
При традиционной технике резки ножами или лезвиями наблюдается далее значительный износ ножа, который по мере увеличения продолжительности использования ведет к ухудшению качества резки и, в частности, к усиленному отслаиванию.
В принципе, можно было бы вместо механического отделения посредством лезвий или режущих ножей произвести резку соответствующих пленок лазерным излучением, причем, в принципе, достигается очень высокое качество кромок и исключается отслаивание образованного, как правило, лаковыми слоями декоративного покрытия. Правда, было установлено, что при попытке резки пленок для горячего тиснения посредством излучения эксимерного лазера могут быть достигнуты скорости разрезания лишь около 10 м/мин и к тому же возникают сравнительно высокие затраты.
Лазеры на иттрий-алюминиевом гранате с неодимом (ИАГ-Nd) могут использоваться для резки пленок для горячего тиснения только при использовании пленки-основы, поглощающей лазерное излучение. Этого нет у прозрачных пластиков, используемых обычно для пленки-основы.
СO2-лазеры находят уже промышленное применение, в том числе для резки синтетических занавесок и парусов. Вследствие теплового принципа действия при этом происходит - в данном случае желаемое - оплавление обрезных кромок. При этом возможны высокие скорости разрезания.
Все опыты по резке лазером пленок из пленки-основы и декоративного покрытия показали, что, во-первых, при определенных обстоятельствах высвобождаются токсичные газы и пыль, которые требуют соответствующих мер по отсосу и фильтрации. Кроме того, опыты по резке СО2-лазером пленок для горячего тиснения показали, что на обрезной кромке за счет оплавления и последующих процессов застывания возникает утолщение, которое при намотке разрезанной пленки на сердечник приводит к образованию валика на краю рулона, который неприемлем, поскольку он, с одной стороны, препятствует чистой намотке, а с другой стороны, возможно, будет мешать при дальнейшей обработке пленки для горячего тиснения.
Из заявки ФРГ 4023997 А1 уже известен способ, при котором пригодные для резки ножом материалы обрабатывают механическим режущим ножом до некоторой остаточной толщины стенки. Остаточный разрез осуществляют затем лазерной режущей головкой. При применении этого способа резки пленок, содержащих на пленке-основе, возможно, отслаивающееся декоративное покрытие, пришлось бы, как и прежде, считаться с тем, что при резке образуется пыль, поскольку декоративное покрытие отделилось бы ножом. Способ согласно этому предложению непригоден, следовательно, для резки соответствующих пленок.
В патенте ФРГ 3415015 С2 описано устройство для получения обрезной кромки без сколов в листовом материале из дерева, пластика и т.п., которое содержит надрезающее приспособление и разделительную пилу, установленные с возможностью перемещения относительно листового материала. Во избежание сколов на обрезной кромке листового материала из дерева и т.п. в этой публикации предложено, что надрезающее приспособление содержит источник вырабатывания лазерного излучения и устройство для фокусирования лазерного луча на поверхности листового материала, с тем чтобы прожечь в листовом материале, по меньшей мере, одну канавку заданных ширины и глубины. При этом лазерный луч падает на листовой материал приблизительно перед кромкой пильного полотна, и лазерные разрезы делаются обычно в том месте листового материала, где выступают зубья разделительной пилы, как это описано в столбце 2, строки 21-24. Получение такой обрезной кромки без сколов в листовом материале из дерева и т.п. несопоставимо с резкой пленок, в частности пленок для тиснения, состоящих из пленки-основы и находящегося на ней декоративного покрытия, включающего в себя, по меньшей мере, один лаковый слой.
Из заявки ФРГ 4439220 А1 известен способ резки полимерных пленок CO2-лазером, отличающийся тем, что можно разрезать одновременно несколько лежащих друг на друге полотнищ одной пленки. Во избежание при этом во время резки лазером оплавления и за счет этого склеивания обрезных кромок лежащих друг на друге слоев пленки согласно уровню техники между отдельными разрезаемыми слоями пленки помещают разделительные слои, например слои бумаги. Подобный способ исключается по производственно-техническим и экономическим причинам при конфекционировании пленок для тиснения, в частности пленок для горячего тиснения, поскольку подобные работы обусловили бы, в частности, многократное перематывание разрезаемых или разрезанных пленок.
В основе изобретения лежит поэтому задача разработки способа и устройства для резки пленок, состоящих из пленки-основы и находящегося на ней декоративного покрытия, в частности пленок для тиснения, преимущественно пленок для горячего тиснения, при котором можно работать с высокими скоростями, достигается чистый разрез без отслаиваний, а износ ножа можно поддерживать минимальным.
Для решения этой задачи при осуществлении способа упомянутого выше рода предложено действовать таким образом, что посредством лазерного излучения сначала вдоль обрезной кромки с пленки-основы удаляют декоративное покрытие, а затем по образованному следу удаления пленку-основу механически разрезают ножом (причем термин "нож" включает в себя также лезвие или дисковый нож).
При способе согласно изобретению имеющиеся в декоративном покрытии лаковые или металлизированные слои нагреваются вследствие соответствующего поглощения энергии лазерного луча. Если соответственно установить параметры обработки (мощность лазера, размер пятна, скорость движения пленки), то в зоне, где на пленку воздействует лазерное излучение, материал декоративного покрытия удаляется в расплавленном или парообразном состоянии и в результате этого освобождается пленка-основа. При этом за счет воздействующего непосредственно в обрабатываемом месте отсоса можно гарантировать соблюдение допустимых предельных значений загрязненности рабочего места токсичными веществами. По освобожденному за счет удаления декоративного покрытия следу удаления пленку-основу разрезают затем ножом. Этот способ имеет то преимущество, что, поскольку по следу удаления отслоившееся декоративное покрытие уже удалено, при резке ножом больше не образуется мешающая пыль. Характер самой пленки-основы, в целом, таков, что резка не приводит к существенному пылеобразованию. Таким образом, без дополнительных трудоемких работ по очистке сразу при конфекционировании получают разрезанную на соответствующие полосы пленку, свободную от образующейся при резке пыли.
Другое преимущество способа согласно изобретению в том, что, поскольку приходится удалять лазерным излучением только декоративное покрытие, достаточно уже сравнительно малых мощностей лазера, чтобы удалить его. Это означает, что могут быть использованы либо небольшие, относительно дешевые лазеры, либо достижимы очень высокие скорости разрезания.
Другое преимущество использования лазерного излучения для удаления декоративного покрытия в том, что можно не опасаться износа "режущего устройства", когда это касается удаления декоративного покрытия. Поэтому всегда получают одинаково широкий и сформированный лазерный след удаления, тогда как до сих пор при использовании ножей вследствие их износа здесь наблюдались значительные изменения.
Наконец способ согласно изобретению имеет еще и то преимущество, что износ ножа при определенных обстоятельствах можно значительно уменьшить, поскольку нож должен разрезать только пленку-основу, а не существенно более твердое при определенных обстоятельствах и прежде всего составленное из различных материалов декоративное покрытие.
В принципе, было бы достаточно, если бы ширина образованного лазерным излучением следа удаления соответствовала толщине разрезающего пленку-основу ножа. Если же, как это предусмотрено согласно изобретению, образуется след удаления, ширина которого больше толщины разрезающего пленку-основу ножа, причем след удаления имеет предпочтительно ширину 1-2 мм, то, во-первых, достигается то преимущество, что в любом случае исключено соприкосновение ножа с декоративным покрытием. Во-вторых, таким образом можно компенсировать также какие-либо боковые движения ножа относительно разрезаемой пленки.
Согласно изобретению далее предусмотрено, что для удаления декоративного покрытия используют ИАГ-Nd- или диодный лазер, причем в таком случае можно использовать лазер мощностью 20-50 Вт. Использование ИАГ-Nd- или диодного лазера имеет прежде всего то преимущество, что он не воздействует на обычно прозрачную пленку-основу. Сравнительно тонкое декоративное покрытие может быть удалено подобными лазерами очень легко, так что при обычной ширине следа удаления 1-2 мм при использовании подобных лазеров можно работать со скоростями 70 м/мин и более. Кроме того, при использовании лазеров, не воздействующих на прозрачную пленку-основу, можно также расположить лазер на той стороне пленки, где отсутствует декоративное покрытие. В этом случае декоративное покрытие для удаления облучают сквозь пленку-основу.
Особенно оптимальным оказалось использование для удаления декоративного покрытия лазера, имеющего распределение интенсивности лазерного излучения поперек направления подачи пленки (относительно лазера), соответствующее прямоугольному (шляпообразному) профилю. Вследствие быстрого возрастания и спада интенсивности лазерного излучения при наличии шляпообразного профиля достигается то, что оплавления, т.е. только перевод в расплавленное состояние без полного удаления образующих декоративное покрытие слоев материала, уменьшаются в краевой зоне. Таким образом, получают особенно чистую кромку декоративного покрытия. При работе же с лазерным излучением, имеющим гауссов профиль интенсивности поперек направления подачи, по краям следа удаления возникают незначительные скопления расплавленного материала декоративного покрытия, что может ухудшить качество образованного посредством соответствующей пленки декорирования и привести к незначительному утолщению на краю рулона.
Согласно изобретению далее предусмотрено, что пленку-основу вслед за удалением декоративного покрытия разрезают ножом на расстоянии менее 70 мм, предпочтительно менее 50 мм, с тем чтобы таким образом можно было сконструировать предельно компактное устройство, в котором, кроме того, контролер-оператор должен наблюдать по существу только за одним обрабатываемым местом.
Другим предметом изобретения является устройство для осуществления описанного выше способа резки, содержащее лазер, который вырабатывает удаляющее лазерное излучение, и режущий нож, причем на разрезаемую подложку на расстоянии друг от друга в направлении разрезания действуют как лазерный луч, так и режущий нож.
Подобное устройство выполнено согласно изобретению предпочтительно так, что лазер и режущий нож расположены и выполнены таким образом, что в направлении движения образующей подложку пленки режущий нож расположен за местом воздействия лазерного луча, причем лазерный луч образует в декоративном покрытии след удаления, который шире толщины воздействующей на пленку режущей кромки режущего ножа.
При использовании подобного устройства достигается безупречный чистый разрез пленки, причем надежно обеспечено то, что на декоративное покрытие в зоне, где должен происходить разрез, воздействует только лазерный луч, так что при резке не образуется вызываемая отслаиванием пыль. Благодаря ножу, тонкому по сравнению с образуемым лазерным лучом следом удаления, можно быстро и чисто разрезать пленку-основу.
Если, как это предусмотрено далее, согласно изобретению лазер снабжен устройством для отклонения лазерного луча, то очень быстро может происходить регулирование положения следа удаления путем бокового отклонения лазерного луча. Это может быть оптимальным, если по каким-либо причинам произошло разрегулирование ножа, например поскольку он погнулся из-за невнимательного обращения с ним.
Далее предпочтительно, если лазер содержит устройство для изменения диаметра воздействующего на пленку лазерного луча, поскольку тогда ширину образуемого лазерным лучом следа удаления можно легко изменить, например привести в соответствие с износом ножа.
Целесообразно регулировать мощность лазера в зависимости от скорости движения пленки. Таким образом, можно поддерживать постоянным качество обработки при запуске или остановке машины, а также, несмотря на скорость движения, варьирующуюся у конфекционирующих машин, как правило, по длине движения.
Для бокового отклонения лазерного луча можно использовать, например, акустооптические модуляторы или гальванометрические зеркала. Изменение диаметра лазерного луча может очень быстро происходить, например, за счет смещающих фокус компонентов, например адаптивной оптики. Простой контроль за разрезом оптимально обеспечивается, если, как это предложено далее согласно изобретению, расстояние между местами воздействия на пленку лазерного луча, с одной стороны, и режущего ножа, с другой стороны, составляет менее 70 мм, преимущественно менее 50 мм.
Наконец в рамках изобретения лежит и то, что лазерный луч и режущий нож расположены на одной стороне разрезаемой пленки, поскольку за счет этого, во-первых, можно упростить конструкцию режущего устройства, а во-вторых, также улучшить возможности контроля.
Другие признаки, подробности и преимущества изобретения приведены в нижеследующем описании способа и
лишь схематично изображенного устройства с помощью чертежа, на котором изображают:
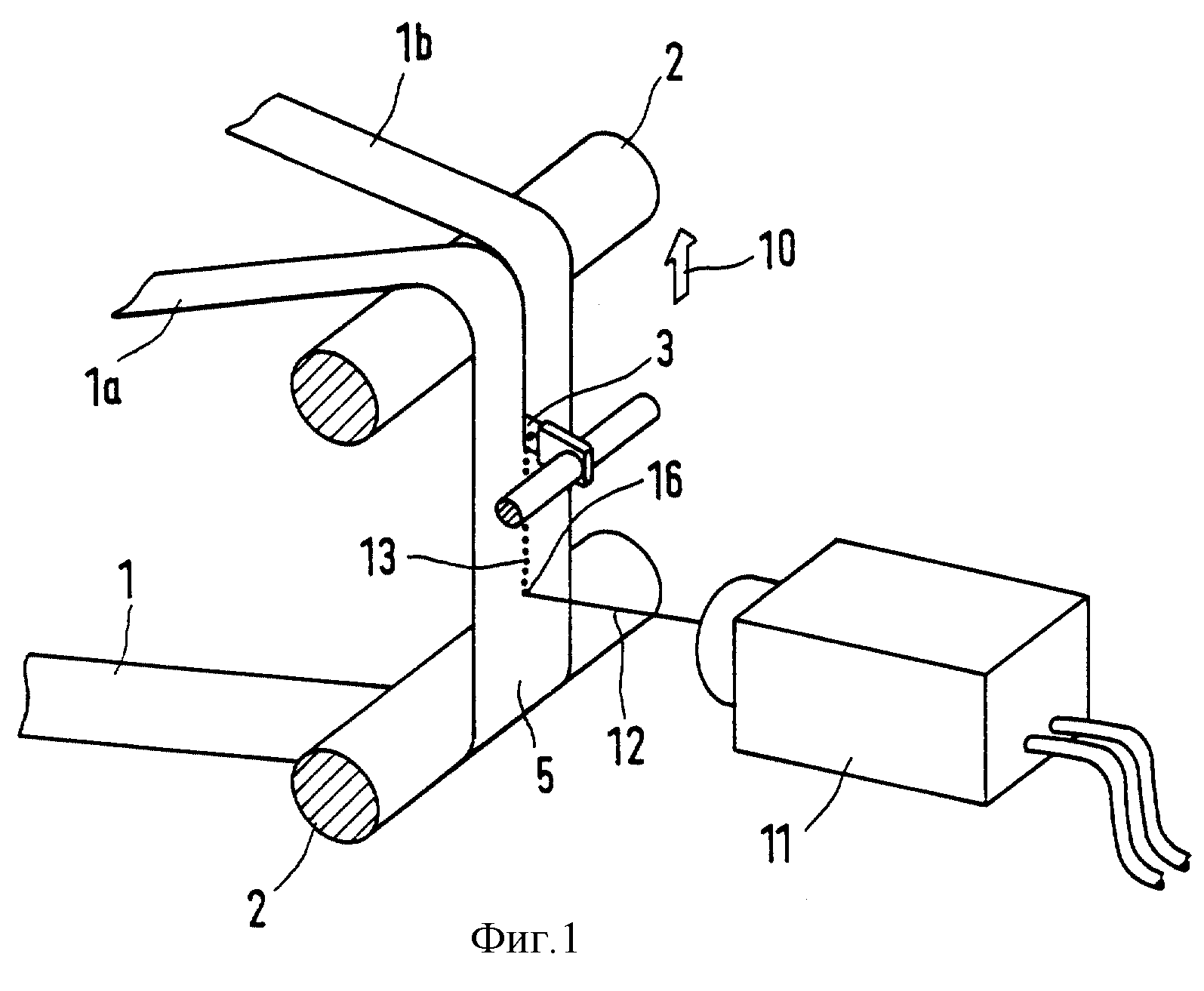
фиг.1 - схематично режущее устройство с основными компонентами;
фиг. 2 - схематичный вид для
пояснения резки пленки для горячего тиснения;
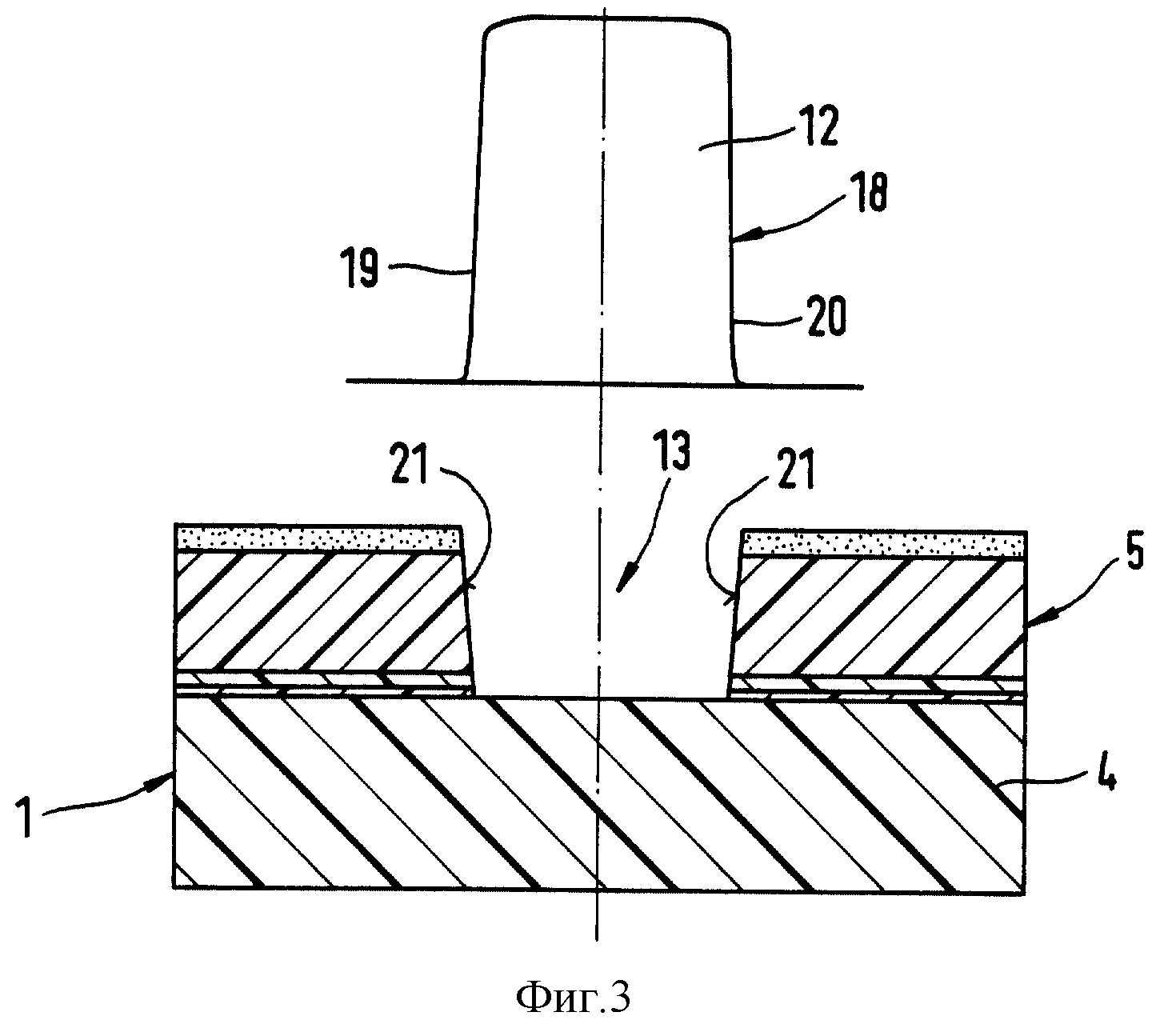
фиг. 3 - интенсивность лазерного излучения при так называемом шляпообразном профиле, а также образованный при подобном профиле след удаления в
декоративном слое;
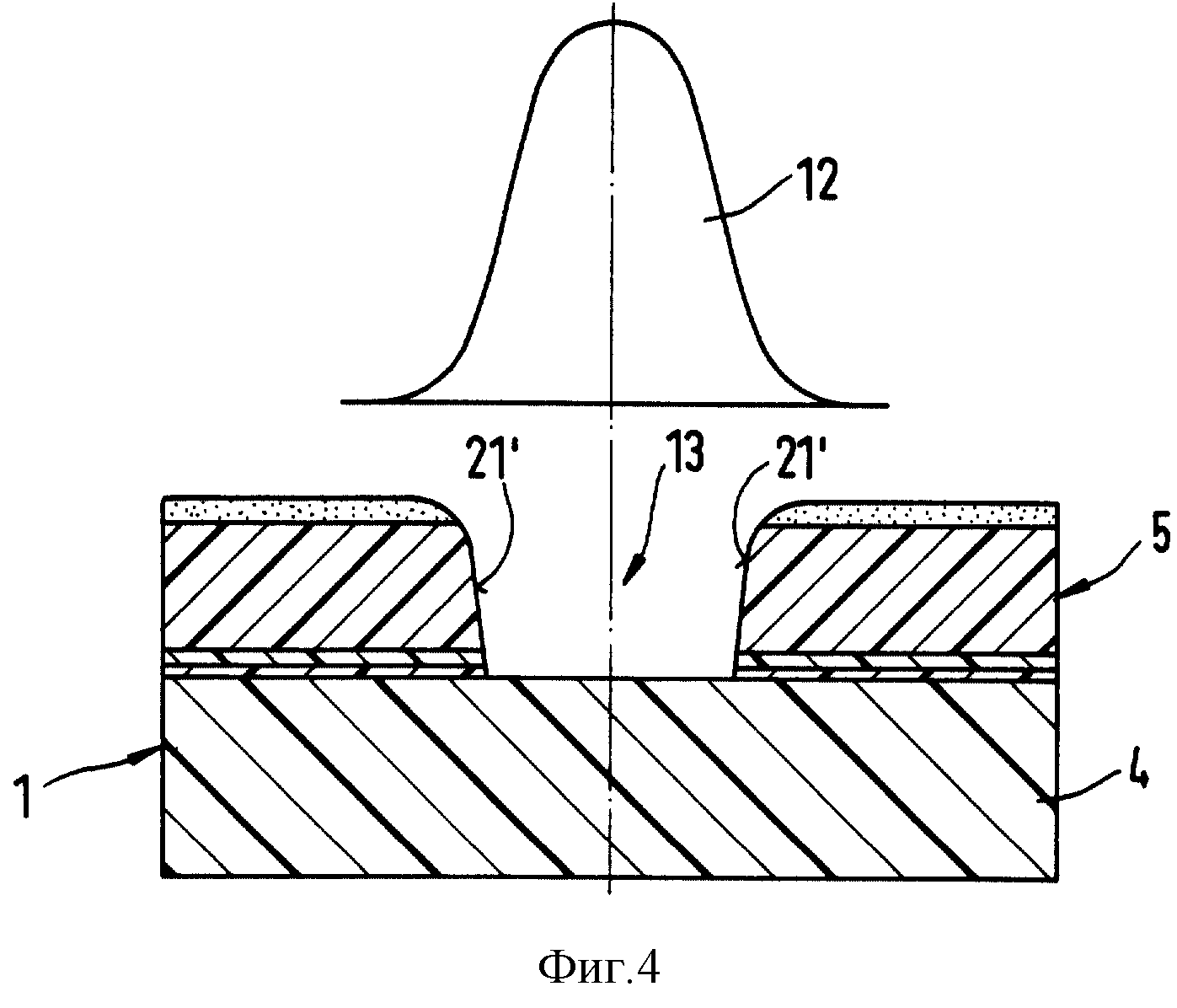
фиг.4 - гауссово распределение интенсивности лазерного излучения, а также образованный соответствующим лазером след удаления декоративного покрытия пленки для горячего
тиснения.
Для конфекционирования, например, пленок для горячего тиснения требуется разделить пленку 1 (фиг.1) на несколько более узких лент 1а, 1b. Для этой цели намотанную в рулон пленку 1 направляют согласно фиг.1 по двум огибным роликам 2, причем между огибными роликами 2 в соответствии с уровнем техники, в принципе, имеется только один режущий нож 3 на след.
Как видно из фиг.2-4, пленка для горячего тиснения состоит из пленки-основы 4, на которой расположено обозначенное в целом поз. 5 декоративное покрытие. Декоративное покрытие 5 в зависимости от области применения имеет различную структуру. Например, декоративное покрытие 5, начиная от пленки-основы 4, может иметь отделяющий слой 6, например слой воска, который обеспечивает легкое отделение декоративного покрытия от пленки-основы 4, защитный лаковый слой 7, красочный слой 8, представляющий собой собственно декорирование, и клеевой слой 9, причем клеевой слой 9 служит для фиксации декоративного покрытия 5 пленки для горячего тиснения на подложке под действием тепла и/или давления. Собственно декоративный слой 8 образован, как правило, по меньшей мере, одним лаковым слоем. Он может, однако, состоять, например, также из нескольких лаковых слоев, причем следует также учесть возможность того, что граничные поверхности между двумя лаковыми слоями в слоистой структуре 8 пространственно структурированы, например образованы дифракционными или голографическими структурами. В частности, в таком случае, а также при наличии пленки для тиснения, которая должна имитировать металлическую фольгу, внутри слоистой структуры 8 имеется еще металлический слой, который может представлять собой, например, напыленный в вакууме алюминиевый слой.
Структура пленок для тиснения, в частности пленок для горячего тиснения, а также состав их декоративных покрытий общеизвестны. Здесь следует сослаться, например, на заявку ФРГ 4423291 А1.
Как уже было сказано выше, декоративные покрытия зачастую хрупкие, так что при попытке разрезать пленку только ножом 3 они отслаиваются. Отслоившиеся частицы декоративного покрытия 5 образуют тогда так называемую пыль, которая может загрязнить конфекционированную пленку и вызвать проблемы с ее обработкой.
Во избежание этого согласно изобретению в направлении движения (стрелка 10 на фиг. 1) перед собственно режущим ножом 3 расположен лазер 11, луч 12 которого образует в декоративном покрытии 5 пленки 1 след 13 удаления, в котором, как хорошо видно на фиг.2, декоративное покрытие 5 удалено с пленки-основы 4, так что нож 3 воздействует только на пленку-основу 4 и разрезает ее, что препятствует образованию при резке пыли, состоящей из отслоившихся частиц декоративного покрытия 5.
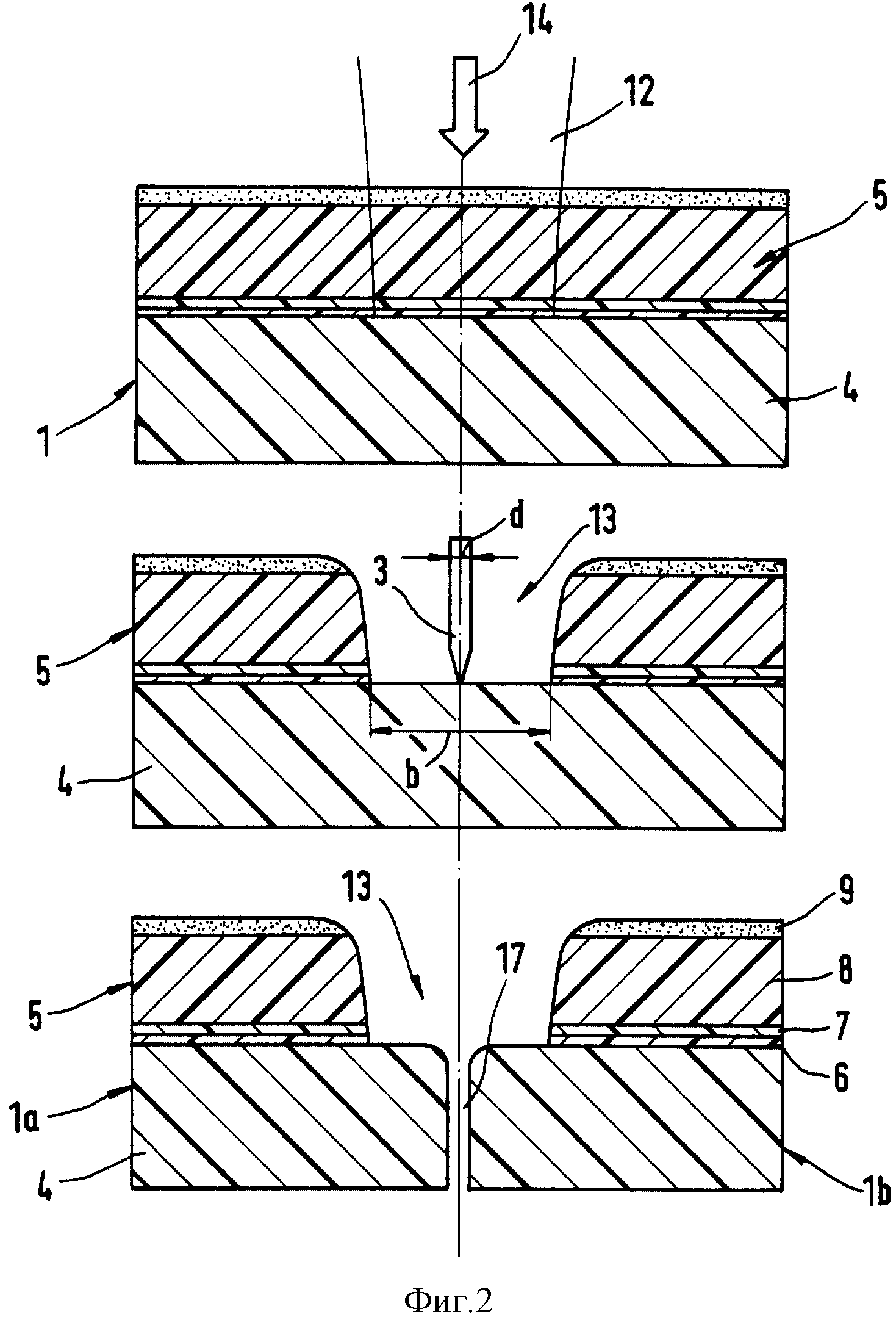
На фиг. 2 более подробно поясняются отдельные этапы способа резки согласно изобретению.
На фиг.2 вверху лазерный луч 12, контуры которого показаны лишь схематично, падает по стрелке 14 на декоративное покрытие 5 пленки 1. За счет этого декоративное покрытие 5 в соответствующих зонах, если интенсивность лазерного излучения достаточно высока, расплавляется или испаряется и удаляется, в результате чего в зоне лазерного луча 12 освобождается пленка-основа 4.
Ширина b освобожденного лазерным лучом 12 в декоративном покрытии 5 следа 13 удаления, как видно в центре фиг.2, значительно больше толщины d ножа 3. Как правило, ширина b следа 13 удаления должна составлять 1-2 мм. Вследствие большей ширины b следа 13 удаления по сравнению с толщиной d ножа 3 гарантировано безупречное ведение ножа по следу удаления. Колебания положения между лазером и следом ножа, возможно, возникающие из-за коробления пленки, тряски и неточностей конфекционирующей машины, не оказывают, таким образом, влияния на качество резки.
Как видно из фиг.1, нож 3 расположен в направлении 10 движения пленки 1 относительно близко за местом 16 воздействия лазерного луча 12 на декоративное покрытие 5, причем расстояние между точкой 16 падения лазерного луча 12 и ножом 13 может составлять, например, около 50 мм. Также это обстоятельство помогает компенсировать возможные колебания положения или коробление разрезаемой пленки 1.
Нож 3 прорезает затем, как показано на фиг.2 внизу, пленку-основу 4 известным образом, разделяя подаваемую пленку 1 (фиг.2 вверху) на две полосы 1а, 1b (фиг.2 внизу) посредством разреза 17.
На фиг. 3 и 4 вверху показано распределение интенсивности лазерного излучения перпендикулярно направлению подачи пленки 1, в данном случае перпендикулярно плоскости бумаги.
На фиг.3 кривая 18 интенсивности имеет относительно крутые фронт 19 нарастания и фронт 20 затухания. Распределение интенсивности имеет в этом случае так называемый прямоугольный или "шляпообразный" профиль. Соответственно тогда образуются также в значительной степени прямые и крутые боковые стороны 21 следа 13 удаления в декоративном покрытии 5.
В противоположность этому лазерное излучение 12 в соответствии с кривой вверху на фиг. 4 имеет гауссов профиль интенсивности перпендикулярно направлению движения пленки 1. Это приводит тогда к тому, что боковые стороны 21' следа 13 удаления, как показано на фиг.4 внизу и на фиг.2, имеют меньшую крутизну и, в частности, определенное скругление в зоне обращенной к лазерному лучу стороны декоративного покрытия 5. Гауссов профиль интенсивности лазерного излучения 12 может привести также к тому, что на краях следа 13 удаления будут наблюдаться даже скопления расплавленного материала.
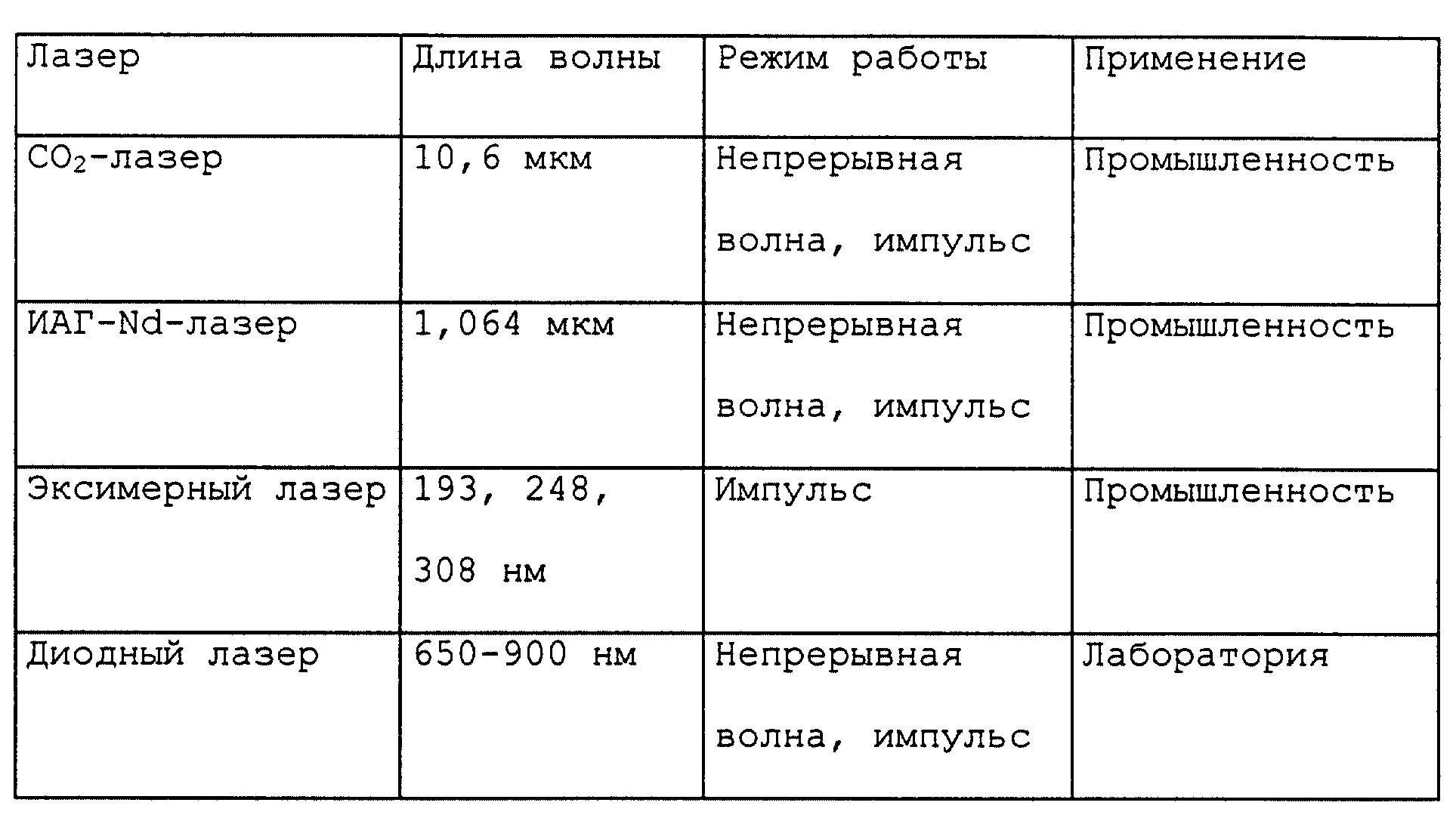
В отношении лазера 11, используемого для способа и устройства согласно изобретению, следует указать на то, что промышленное применение для резки пластиков уже находят CО2-, ИАГ-Nd- и эксимерные лазеры. В настоящее время исследуются возможности применения диодных лазеров высокой мощности.
Рабочие параметры и области применения источников лазерного излучения для резки пластиков приведены в таблице.
Целесообразно, однако, для изобретения применять, в частности, ИАГ-Nd- и диодные лазеры, поскольку с помощью подобных лазеров можно достичь, во-первых, очень высоких рабочих скоростей, а во-вторых, их излучение не поглощается обычно прозрачной пленкой-основой или поглощается лишь в малой степени, так что можно избежать повреждения пленки-основы. Опыты показали, что у имеющих традиционную структуру пленок для горячего тиснения с полиэфирными пленками в качестве пленки-основы при применении ИАГ-Nd- или диодных лазеров достигаются скорости перемотки 70 м/мин и более, причем для этого требуются мощности лазеров в пределах 20-50 Вт, а именно для образования следа 13 удаления шириной в пределах 1-2 мм. При этом посредством отклоняющих луч компонентов, например акустооптических модуляторов или гальванометрических зеркал, можно очень быстро отклонить в сторону лазерное излучение, обеспечивая таким образом регулирование положения следа 13 удаления. Кроме того, имеется возможность очень быстрого регулирования также ширины b следа 13 удаления посредством смещающих фокус компонентов, например адаптивной оптики. Наконец возникающее, в частности при запуске или притормаживании пленки в начале или в конце процесса резки или при вырезании участков пленки плохого качества, изменение скорости движения пленки относительно лазерного луча, которое, возможно, привело бы к образованию иного следа удаления, можно компенсировать тем, что мощность лазера соответственно изменяют, причем при более высокой скорости движения работают с соответственно более высокой мощностью.
Реферат
Изобретение относится к лазерной обработке, в частности к способу и устройству для резки пленок, и может найти применение при изготовлении пленок, состоящих из основы и декоративного слоя. При резке сначала лазерным излучением с пленки-основы удаляют декоративное покрытие. Затем по полученному следу шириной, большей, чем толщина ножа, пленку-основу разрезают ножом. Устройство содержит лазер и режущий нож, расположенный за местом воздействия лазерного луча. Поскольку сначала удаляют только декоративное покрытие, имеется возможность использовать небольшие, относительно дешевые лазеры. Предотвращается износ режущего инструмента. 2 с. и 11 з.п.ф-лы, 4 ил., 1 табл.
Комментарии