Способ металлического соединения стержней вибрационной сваркой трением - RU2293638C2
Код документа: RU2293638C2
Чертежи
Описание
Изобретение касается способа металлического соединения торцевых поверхностей стержней, в частности профилированных стержней, например рельсов, с большой продольной протяженностью посредством сварки трением.
Для соединения концов стержней могут быть в принципе использованы способы сварки плавлением и способы сварки давлением с нагревом, а именно способ сварки трением. При изготовлении стыкового соединения способы сварки трением могут иметь преимущества по экономичности и качеству, применение данных способов для некоторых видов соединений, например соединения торцевых поверхностей сортового проката, не считается специалистами достаточным для достижения цели.
При сварке трением деталей две соединяемые поверхности прижимаются друг к другу и перемещаются друг относительно друга, из-за чего выделяется теплота трения, и поверхности деталей нагреваются. Посредством нагрева областей, близких к поверхностям трения, происходит пластификация материала в них, так что после прекращения относительного перемещения и усиленного сжатия деталей друг с другом формируется металлическое соединение посредством диффузии в твердом теле.
Стержни с большой продольной протяженностью и профилированные в поперечном сечении, если вообще могут быть изготовлены способом ротационной сварки трением, то только с чрезвычайно высокими затратами на осевое выравнивание, причем соединение профилей, установленных в одну линию, представляет нерешенную проблему.
При соединении стержней посредством линейной сварки трением или орбитальной сварки трением важно достигнуть точного осевого выравнивания в одну линию и в области соединения. В особенности при сварке трением профилированных стержней, таких как рельсы, дополнительно необходимо соединить поперечные поверхности сечения с точным сопряжением.
Из документа DE 19807457 А1 известны способ и устройство для сварки трением железнодорожных рельсов и сопоставимых, подобных несущих профилей, при этом между соединяемыми концами рельсов, с линейными или орбитальными вибрациями, движется промежуточная деталь, и концы рельсов сближаются друг с другом, прижимаясь к промежуточной детали, чтобы получить теплоту, необходимую для сварки, такую как теплота трения. Подобный способ сварки трением имеет в качестве преимущества то, что выравнивание в осевом направлении неподвижных рельсов при сварке трением может достигаться независимо от способа, недостатком напротив является выполнение двух поверхностей соединения в области соединения.
Все без исключения способы согласно уровню техники имеют также в качестве недостатка то, что искривление свободных концов стержней может уменьшить параллельность их соединяемых торцевых поверхностей, и таким образом нагревание трением всей поверхности и пластификация близкого к поверхности материала ухудшаются.
Целью изобретения является создание способа вышеназванного типа, в котором уменьшаются перечисленные недостатки и с помощью которого профилированные стержни могут быть торцевыми сторонами металлически соединены в одну линию с совпадением поверхностей посредством сварки трением.
Эта цель в способе сварки трением указанного типа достигается тем, что происходит выверка по параллельности нормалей концов стержней и осевое выравнивание стержней в одну линию, после чего их выверенные торцевые или поперечные поверхности подводятся друг к другу и нагружаются давлением, причем оба конца стержней совершают противоположно по отношению друг к другу направленные вибрации, и на соприкасающихся поверхностях выделяется теплота трения, причем при достижении условий для металлического соединения концы стержней выравниваются в осевом направлении, нагружение давлением поперечных поверхностей повышается, и они соединяются друг с другом по всей поверхности.
Преимущества, достигающиеся с помощью изобретения, по существу, можно увидеть в том, что амплитуда колебаний конца стрежня уменьшается приблизительно до половины размаха колебаний, предусмотренных согласно способу. Относительная скорость между двумя поверхностями трения при этом по существу удваивается по сравнению со скоростью вибрации каждого конца стержня или поперечных поверхностей. Согласно изобретению, таким образом, уменьшается нагрузка на детали устройства сварки трением и на концы стержней. Существенное, дополнительное преимущество изобретения основано на том, что на концах стержней посредством их противоположно направленного искривления торцевые поверхности или выверенные по нормали поперечные поверхности по существу остаются параллельными и поэтому по всей поверхности обеспечивается приблизительно одинаковое удельное выделение теплоты трения. Таким образом, по всему поперечному сечению обеих торцевых поверхностей в их области, близкой к поверхности, может достигаться пластификация материала и получаться высокое качество соединения. Небольшая скорость вибрации и соответствующая амплитуда колебаний соответствующего конца стержня дают возможность легко производить осевое выравнивание стержней в одну линию перед повышенным нагружением давлением торцевых поверхностей для получения металлического соединения.
При дальнейшем усовершенствовании изобретения, в котором относительное движение между концами стержней выполняется орбитально вращающимся или эллиптическим, существенное преимущество может быть достигнуто тем, что ускорения и замедления, которые проявляются при линейном вибрационном движении концов стержней, уменьшаются. Дальше посредством орбитального движения увеличивается доставка энергии в зоны стержней, близкие к поперечным поверхностям, так как отрицательные относительно друг друга ускорения и остановки обеих поверхностей трения в цикле колебаний не появляются.
Если при фиксировании стержней в соответствующих неподвижных держателях оба конца стержня сгибаются в противоположном направлении друг к другу посредством подвижных элементов и двигаются, орбитально вращаясь, с одинаковой угловой скоростью, соединения посредством сварки трением с гарантированным высоким качеством являются достижимыми. При этом предпочтительно, если оба стержня соответственно по существу на одинаковом расстоянии от их торцевых или поперечных поверхностей зажимаются в неподвижных держателях.
Для уменьшения хрупких твердых областей внутри и/или вблизи к сварному шву, в которых имеются или могут возникнуть трещины, согласно изобретению предусмотрено, что со способом соединения концов стержней сочетается способ термообработки. Посредством подобного способа возможно во всей области соединения получить по существу одинаковую, свободную от участков повышенной твердости, вязкую структуру.
Далее посредством чертежей представлен один вариант осуществления изобретения.
На чертежах изображено:
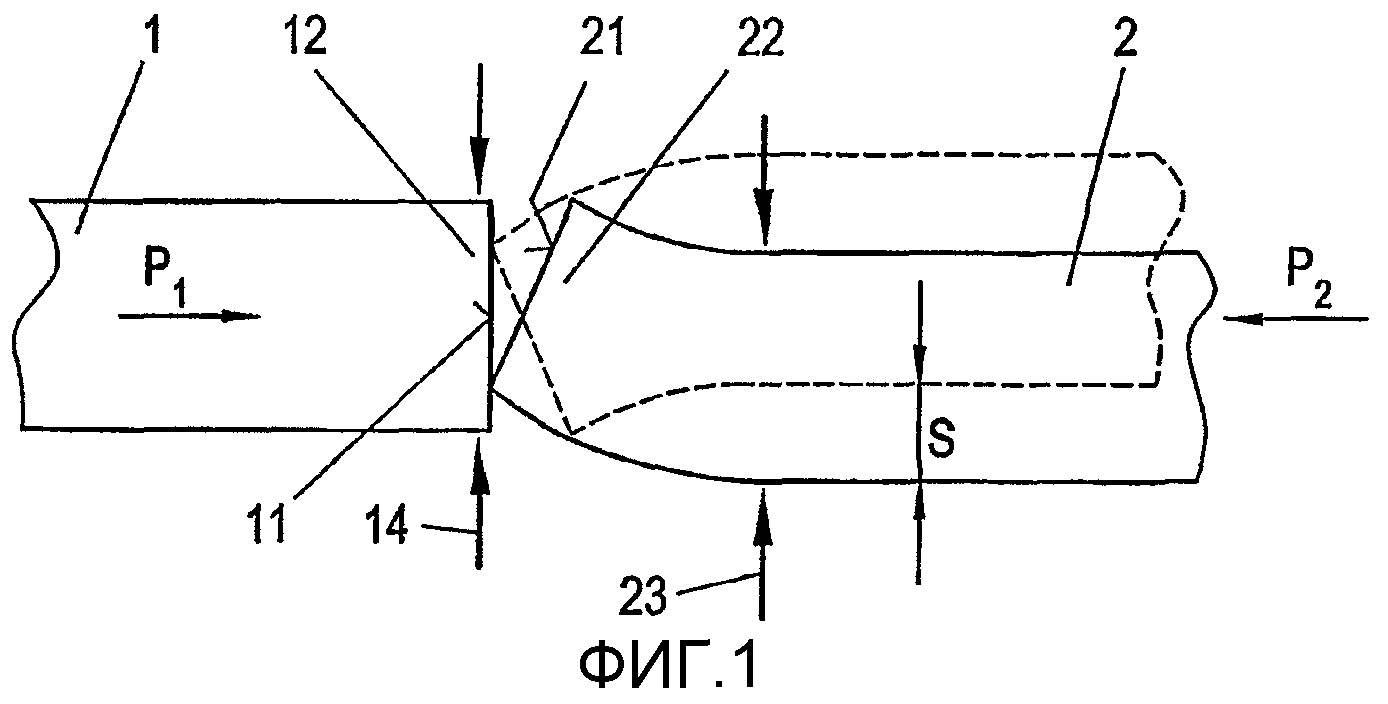
фиг.1 - геометрическое выполнение концов стержней, совершающих вибрационное движение для создания трения;
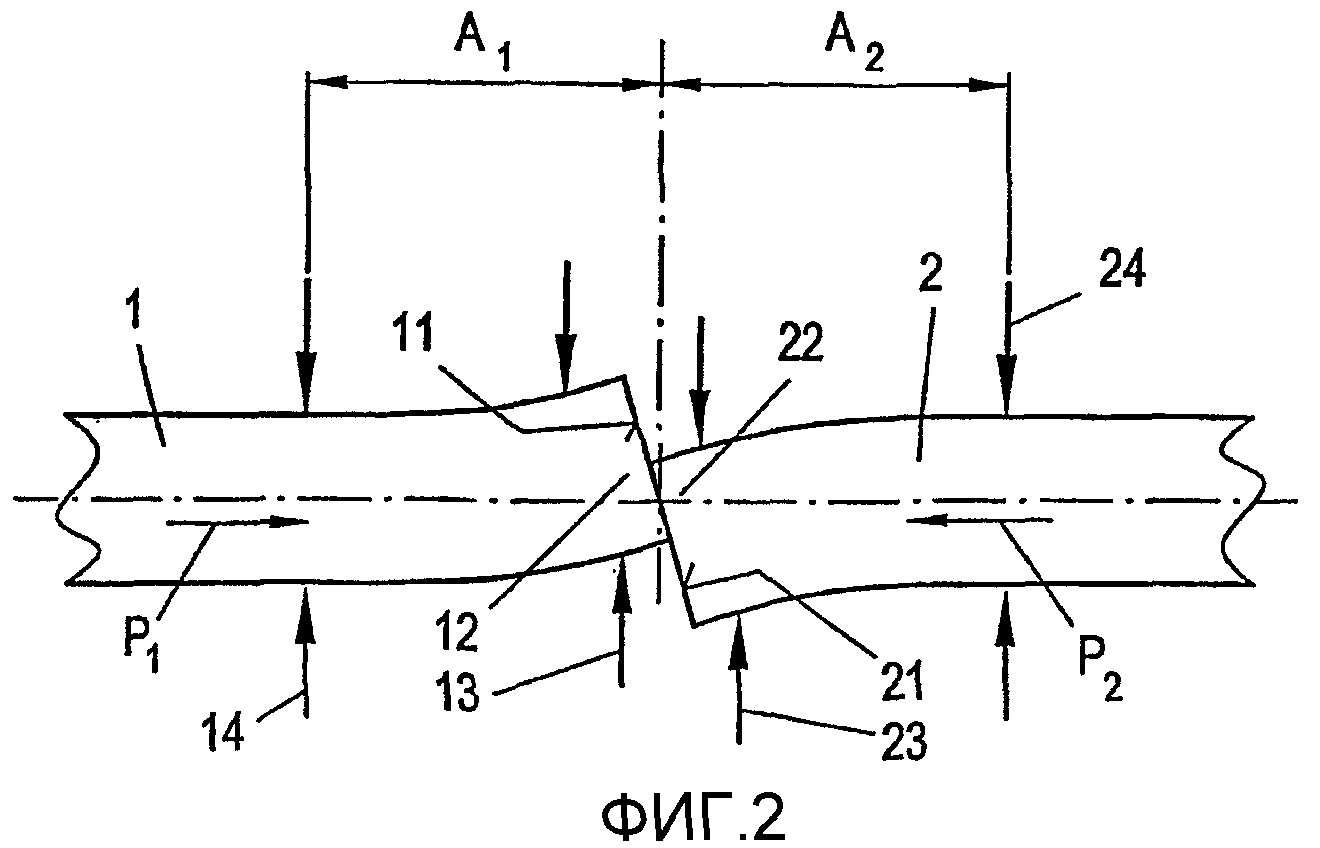
фиг.2 - геометрическое выполнение концов стержней, совершающих вибрационное движение в противоположном направлении для создания трения.
На фиг.1 изображено геометрическое выполнение конца 22 стержня 2, совершающего вибрационные движения. Стержень 1 на одном конце 12 посредством держателя или зажимного приспособления 14 неподвижно устанавливается и образует статичную поперечную поверхность 11 трения. Стержень 23, чей конец 22 осуществляет вибрационное движение посредством подвижных элементов 23 с амплитудой колебания S, подводится к стержню 1 с нагружением давлением P2, направленным навстречу стержню 1. Искривление движущегося, свободного конца 22 стержня ведет к перекосу его торцевой поверхности 21 и только частичному прилеганию к противоположной торцевой поверхности 11, из-за чего только в этих областях образуется теплота трения.
Подобный, относящийся к уровню техники способ, изображенный на фиг.1, имеет недостаток, а именно, так называемый "эффект ластика" и вызванное им ненадежное соединение сваркой трением.
Если, как изображено на фиг.2, согласно изобретению концы 12, 22 двух стержней 1, 2 совершают вибрационные движения в противоположных направлениях друг относительно друга посредством подвижных элементов 13, 23, вибрируют с амплитудой колебаний до 4 мм, то при этом происходят упругие искривления концов 12, 22, причем торцевые или поперечные поверхности 11, 21 стержней 1, 2 направлены одинаково по нормали и с одинаковым размахом А1, А2 искривлены, при этом остаются параллельны. Таким образом, через поверхности трения 11, 21 может быть установлена одинаковая в однородном распределении теплота в областях торцевых сторон стержней 1, 2, из-за чего достигается наивысшее качество металлического соединения. Приблизительно одинаковое расстояние А1, А2 от неподвижных держателей 14, 24 стержней до их торцевых поверхностей 11, 12 способствует распространению теплоты трения по всей поверхности в зоне стержней 1, 2, близкой к торцевой поверхности, и таким образом повышению качества соединения сваркой трения.
Реферат
Изобретение может быть использовано при соединении торцевых поверхностей стержней, в частности профилированных стержней, например рельсов, с большой продольной протяженностью посредством сварки трением. Производят выверку по параллельности нормалей концов стержней и осевое выравнивание в одну линию стержней. Выверенные торцевые поверхности подводятся друг к другу и нагружаются давлением. Концы обоих стержней совершают вибрации по направлению навстречу друг относительно друга с обеспечением их упругого изгиба. На соприкасающихся поверхностях выделяется теплота трения и при достижении условий для металлического соединения концы стержней выравнивают в осевом направлении. Затем нагружение давлением увеличивают, и стержни соединяются друг с другом по всей поверхности. Процесс соединения может быть совмещен с термообработкой концов стержней. Способ обеспечивает высокое качество соединения за счет параллельности соединяемых торцевых поверхностей в процессе сварки и улучшения условий их нагрева теплотой трения. 5 з.п. ф-лы, 2 ил.
Комментарии