Плоская сварная заготовка из двух стальных листов - RU2458769C2
Код документа: RU2458769C2
Чертежи
Описание
Изобретение относится к плоской сварной заготовке по меньшей мере из двух стальных листов, к центральной (иначе В-образной) стойке кузова транспортного средства, содержащей такую плоскую сварную заготовку, а также к способу ее изготовления.
При изготовлении кузова транспортного средства часто используются листы закаленной стали, которые должны свариваться друг с другом. Для этого листы с помощью лазеров соединяются с образованием специальных плоских сварных заготовок для сборки кузовов «раскроем» (см. англ. термин tailored welded blanks). Подобные плоские сварные заготовки известны из, например, ЕР 0713746 А, 29.05.1996 или SU 835678 А, 07.06.1981.
Закаленная сталь, среди прочего, служит для того, чтобы соответствовать все более строгим требованиям, предъявляемым к защите пассажиров транспортного средства. С этой целью в соответствующих государствах, в которых транспортное средство может допускаться к эксплуатации, существуют стандартизованные тесты на столкновение, которые модель транспортного должна успешно пройти для получения допуска. В Европе это, например, тесты, соответствующие Европейским программам оценки новых автомобилей NCAP (European New Car Assessment Programme).
Однако при этом в автомобилестроении стремятся к использованию не только более прочных и твердых сталей, но и к улучшению сварных соединений, поскольку лабораторные испытания на вытяжку часто показывают, что сварные швы являются самым слабым местом в плоской сварной заготовке (также называемой комбинированным материалом).
Применительно к изготовлению кузовов это означает, что в случае деталей кузова, свариваемых между собой, следует стремиться к повышению прочности сварных швов.
Задачей варианта осуществления изобретения является создание плоской сварной заготовки по меньшей мере из двух высокопрочных, свариваемых между собой стальных листов, или плоской заготовки из стального листа, сварные швы в которой обладают более высокой прочностью.
Задача другого варианта осуществления изобретения заключается в изготовлении центральной стойки, сварные швы которой обладают более высокой прочностью.
Решение поставленной задачи достигается с помощью признаков независимых пунктов формулы изобретения. Предпочтительные усовершенствованные варианты и другие варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения.
В первом аспекте изобретение относится к плоской сварной заготовке, содержащей первый стальной лист, соединенный с помощью сварного шва со вторым стальным листом. Оба стальных листа состоят из улучшаемой стали и закалены так же, как и соединяющий их сварной шов. В области сварного шва имеется расширение.
Указанная плоская сварная заготовка (комбинированный материал) представляет собой изготовленную специальную плоскую сварную заготовку (tailored welded blanks) по меньшей мере из двух листов из улучшаемой стали. Блок из двух стальных листов закален вместе со сварным швом. Это означает, что закалены не только стальные листы, но и сам сварной шов. На практике это достигается тем, что незакаленные стальные листы свариваются вместе, а затем подвергаются закалке в виде блока. Достигаемый закалкой предел прочности стальных листов при растяжении составляет минимум 800 МПа.
Кроме того, в области сварного шва имеется расширение. Благодаря расширению при большой растягивающей и изгибающей нагрузке напряжение в сварном шве уменьшается и, кроме того, обеспечивается такое положение, что при максимальных механических нагрузках материал плоской заготовки разрушается на месте не сварного шва, а основного материала. Это обстоятельство позволяет использовать такую плоскую сварную заготовку при изготовлении кузовов. Упомянутое расширение плоской сварной заготовки в области сварного шва должно быть предусмотрено по меньшей мере в области зоны теплового воздействия. В зависимости от геометрии сварного шва упомянутое расширение может выбираться в области по меньшей мере на 2 мм выше и ниже кромки сварного шва. Расширение может иметь прямоугольную или закругленную форму.
В вышеописанной плоской сварной заготовке после закалки оба стальных листа представляют собой высокопрочные листы, то есть стальные листы с пределом прочности при растяжении минимум 800 МПа. В альтернативном варианте осуществления стальные листы в качестве холодно- и горячекатаных сталей уже обладают свойством высокого предела прочности при растяжении минимум 800 МПа и поэтому не нуждаются больше в закалке. В соответствии с этим другой аспект изобретения относится к плоской сварной заготовке, содержащей первый стальной лист, который с помощью сварного шва сваривается со вторым стальным листом, причем оба стальных листа состоят из холодно- и горячекатаной стали с пределом прочности при растяжении минимум 800 МПа. Имеется расширение в области сварного шва.
Предполагается, что это объясняется той причиной, что плоская заготовка из стального листа вышеописанного типа подвержена механической нагрузке и не разрушается по сварному шву: при сварке двух стальных листов в зоне расплавленного стального материала может произойти обезуглероживание. Сварка может быть лазерной, дуговой сваркой или пайкой расходуемым электродом в среде инертного газа (MIG) или аргона (MAG). В этом отношении понятие «сварной шов» в рамках настоящего изобретения включает в себя также понятие «паяный шов».
С помощью защитных мер, как, например, использование защитного газа или оптимизация параметров сварки, можно противодействовать обезуглероживанию, однако, если обезуглероживание все же происходит, то оно компенсируется сформированным расширением плоской заготовки из стального листа. За счет упомянутого расширения напряжение на сварном шве или в нем снижается и в случае нагрузки текучесть основного материала вдоль сварного шва или в сварном шве предотвращается. Это означает, что при перегрузке сварной шов не является самым слабым местом такого комбинированного материала. Благодаря этому поведение комбинированного материала в таком случае легче предсказывать и оптимизировать. Таким образом, деталь, содержащая вышеописанный комбинированный материал, обладает в кузове автомобиля повышенной степенью прочности.
К этому следует добавить, что при закалке плоской стальной заготовки в сварном шве могут иметь место проблемы с охлаждением. Причиной этого является то, что охлаждающий инструмент не всегда настроен с миллиметровой точностью, и в результате в области сварного шва образуется небольшой воздушный зазор. В этом случае закалка происходит недостаточно равномерно, вследствие чего область сварного шва закаливается недостаточно. Упомянутое расширение в области сварного шва компенсирует такую недостаточность закалки материала сварного шва. Это позволяет свободнее выбирать производственные допуски в отношении величин прочности и твердости в области сварного шва, что способствует оптимальному изготовлению комбинированного материала при тех же потребительских свойствах.
Во втором варианте осуществления оба стальных листа плоской стальной заготовки состоят соответственно из материала, в котором доля мартенсита и/или бейнита при рассмотрении на поперечном шлифе составляет более 50%. Плоская стальная заготовка может состоять из двух сваренных между собой листов из улучшаемой стали с последующей закалкой или из двух холоднокатаных или горячекатаных (и не закаленных) стальных листов с вышеупомянутым пределом прочности при растяжении, сваренных вместе.
Для определения содержания бейнита и/или мартенсита во втором листе отбирается фрагмент, который устанавливается, шлифуется и травится таким образом, чтобы при определении было видно поперечное сечение второго листа. Благодаря различию характеристик, травления отдельных компонентов структуры обнаруживают отдельные компоненты структуры. Отдельные компоненты структуры являются трехмерными, причем мартенсит и бейнит представляются игольчатыми. Поверхностная доля в шлифе определяется в соответствии с программой различия в степени черноты. Определение долей бейнита или мартенсита по фотографии шлифа, полученной с помощью оптической микроскопии, в некоторых случаях не представляется возможным.
В соответствии с вышеприведенным экспериментом по анализу характеристик комбинированного материала в случае экстремальной механической нагрузки в области сварного шва, с одной стороны, обозначается проблематика механически недостаточно нагружаемого сварного шва у закаленных сталей из улучшаемой стали. Улучшаемой сталью могут быть, например, марки 22МnВ5 или 19МnВ4. С другой стороны, стали могут представлять собой холодно- или горячекатаные стали и в частном случае, например, двухфазную сталь, комплексно-фазную сталь, трип-сталь или мартенситную сталь.
В третьем варианте осуществления оба стальных листа, соединенных между собой сварным швом, имеют различную толщину. При обычной разнице в толщине обоих стальных листов в соответствии с уровнем техники в сварном шве происходит концентрация напряжений и тем самым уменьшение допускаемой механической нагрузки. Это происходит в тем большей степени, чем больше разница в толщине. Как указано выше, в результате расширения комбинированного материала в зоне сварного шва максимальное напряжение перемещается от сварного шва так, что при разнице в толщине стальных листов в обоих вышеописанных вариантах осуществления изобретения комбинированный материал в области сварного шва имеет более высокую прочность.
Согласно следующему варианту осуществления оба стальных листа имеют разницу в толщине по меньшей мере 0,5 мм. В экспериментах с листами марки 22МnВ5 хорошие результаты с использованием расширения были достигнуты, например, при комбинации толщин листов 2,0 мм/1,3 мм или при разнице в толщине листов 0,7 мм. В то же время некоторые улучшения имели место уже при комбинации толщин 1,7 мм/2 мм, то есть при разнице в толщине только 0,3 мм.
Как показано выше, в области сварного шва имеется расширение. Если в случае комбинированного материала речь идет об удлиненной форме и наличии сварного шва, перпендикулярного продольному (горизонтальному) направлению, то это в соответствии с другим вариантом осуществления означает, что ширина комбинированного материала в области шва увеличена.
В очередном варианте осуществления речь идет о плоской стальной заготовке, например комбинированном материале по предыдущему абзацу, для усиления вертикальной или центральной стойки автомобиля, например легкового автомобиля. В таком случае усиливающий элемент относительно вертикальной оси может изготавливаться из нескольких листов различной толщины, причем удлиненные сварные швы проходят горизонтально. В этом случае усиление, например усиление центральной стойки, для обеспечения повышения предела прочности при растяжении и, кроме того, повышения безопасности пассажиров автомобиля в случае бокового столкновения в области сварного шва, улучшено.
В соответствии с этим третий аспект изобретения состоит в изготовлении центральной стойки для кузова транспортного средства, например кузова легкового автомобиля. Она включает усиление центральной стойки, содержащее первый стальной лист, сваренный с помощью сварного шва со вторым стальным листом. Оба стальных листа состоят из улучшаемой стали и закалены так же, как и соединяющий их сварной шов. Усиление центральной стойки имеет расширение в области сварного шва.
Четвертый аспект изобретения также относится к изготовлению центральной стойки для кузова автомобиля. Она включает усиление центральной стойки, причем усиление центральной стойки содержит первый стальной лист, сваренный с помощью сварного шва со вторым стальным листом. Оба стальных листа состоят из холодно- или горячекатаной стали с пределом прочности при растяжении минимум 800 МПа. Усиление центральный стойки имеет расширение в области сварного шва.
Для центральной стойки из последнего абзаца или для соответствующего комбинированного материала, как описано выше, может быть предусмотрено, чтобы первый и второй стальные листы имели одинаковую толщину при разных пределах прочности при растяжении. В этом случае усиление центральной стойки изготавливается из сваренной специальной плоской заготовки из стального листа, дающей при изготовлении мало отходов и обрези и одновременно имеющей в различных областях необходимый предел прочности при растяжении. Так, например, можно добиться того, чтобы нижняя часть усиления центральной стойки имела меньшую прочность с тем, чтобы при боковом столкновении деформация могла происходить внутрь, но чтобы в критической с точки зрения безопасности средней области большая прочность усиления центральной стойки надежно защищала пассажиров. При этом одинаковая толщина стальных листов в случае нагрузки предотвращает концентрацию напряжения в сварном шве.
Если первый и второй стальные листы имеют неодинаковую толщину при различных пределах прочности при растяжении, то в качестве комбинации материалов рассматривается, например, комбинация DP 800/TRIP 1000. Если желательна одинаковая прочность, то можно выбрать комбинации DP 800/DP 800, DP 800/TRIP 800.
В соответствии с вышеприведенными рассуждениями в очередном варианте осуществления в обоих стальных листах центральной стойки доля мартенсита и/или бейнита при рассмотрении в поперечном шлифе материала соответственно больше 50%. При этом оба стальных листа имеют различную толщину, например разницу по толщине по меньшей мере 0,5 мм.
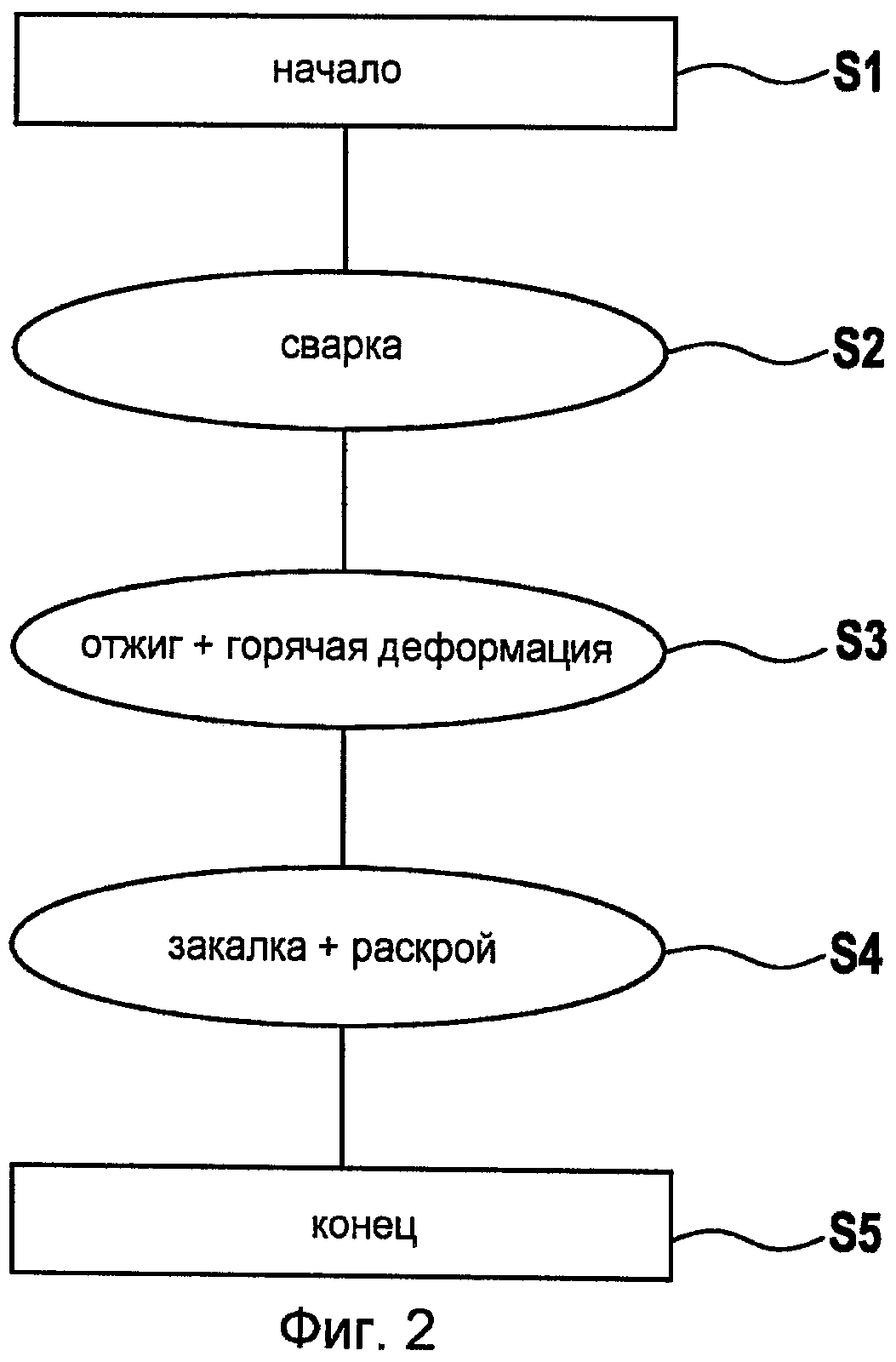
Пятый аспект изобретения относится к варианту осуществления вышеупомянутой плоской стальной заготовки по меньшей мере из двух стальных листов, или варианту осуществления вышеупомянутой центральной стойки. Способ включает первый этап соединения двух листов из улучшаемой стали с помощью сварного шва, второй этап отжига и горячей деформации плоской заготовки из стального листа, полученной на первом этапе, и третий этап закалки плоской заготовки из стального листа, причем на первом этапе, включающем при необходимости также этап раскроя плоской заготовки из стального листа, и/или на последующем этапе раскроя закаленной плоской заготовки из стального листа в области сварного шва появляется расширение.
Другие признаки и преимущества заявляемого изобретения вытекают из следующего подробного описания со ссылкой на приложенные чертежи, приводимые ниже в качестве не ограничивающих примеров. При этом использование позиций на фигурах не следует понимать так, что они должны ограничивать объем охраны заявляемого изобретения. При этом
фиг.1 изображает центральную стойку,
фиг.2 - блок-схему осуществления способа изготовления.
На фигурах, на которых в общем случае одинаковыми позициями обозначены одинаковые предметы, фиг.1 изображает плоскую стальную заготовку 1 в виде усиления 2 центральной стойки, сваренного в общей сложности из трех стальных листов 3, 4 и 5. Если усиление 2 центральной стойки расположено вертикально, то первый сварной шов 6а находится на высоте около 44 см от пола. Сварной шов 6а проходит горизонтально и переходит слева и справа в расширение 7, изображенное в сильно увеличенном виде. Нижний стальной лист 5 имеет толщину 1,3 мм, а средний стальной лист 4 - 2,0 мм. Средний стальной лист 4 сварен с верхним стальным листом 3 с помощью горизонтального шва 6b на высоте около 107 см. Здесь расширение 7 также изображено с нарушением масштаба. Верхний стальной лист 3 имеет толщину 1,7 мм. Стальные листы 3, 4 и 5 состоят из улучшаемой стали 22МnВ5.
Изготовление усиления 2 центральной стойки, а в общем случае всех таких композиций наглядно показано с помощью блок схемы на фиг.2. Способ начинается с этапа S1. На этапе S2 не закаленные стальные листы, в данном случае стальные листы 3, 4 и 5, свариваются друг с другом. На этапе S3 сварной блок отжигается и подвергается горячей деформации как одно целое. Затем на этапе S4 осуществляются закалка и раскрой с созданием расширения 7 в области сварных швов 6а и 6b. Расширение 7 может создаваться также за счет комбинирования процесса горячей деформации с соответствующим раскроем. Для окончательного изготовления центральной (В образной) стойки представленное усиление стойки располагается между боковой стенкой внутри и боковой стенкой снаружи (не показана).
При боковом ударе автомобиля, имеющего такое усиление стойки В, прочность в области сварных швов 6а и 6b благодаря усилению возрастает. В результате сварные швы 6а и 6b перестают быть самым слабым местом центральной (В образной) стойки 2, характеристики центральной стойки 2 на случай бокового столкновения оптимизируются и, кроме того, повышается защита пассажиров автомобиля. Таким образом легче выполняются, например, условия для бокового столкновения согласно Европейским программам оценки новых автомобилей NCAP.
Хотя выше были описаны конкретные варианты осуществления, специалисту понятно, что описание этих вариантов осуществления не имеет целью ограничение изобретения в приведенной форме. Более того, изобретение должно охватывать все модификации, эквиваленты и альтернативы, входящие в объем охраны заявленного изобретения.
Реферат
Изобретения могут быть использованы при изготовлении стоек кузова автомобиля. Плоская сварная заготовка содержит первый стальной лист (3), соединенный с помощью сварного шва (6b) со вторым стальным листом (4). Оба стальных листа закалены вместе с соединяющим их сварным швом. В области сварного шва заготовка имеет расширение (7), полученное в результате раскроя сваренных листов. Центральная стойка (1) для кузова автомобиля содержит усиливающий элемент (2), выполненный из упомянутой выше заготовки. Оба стальных листа заготовки могут состоять из холоднокатаной или горячекатаной улучшаемой стали с пределом прочности при растяжении минимум 800 МПа. При изготовлении упомянутой плоской сварной заготовки соединяют два листа (3, 4) из улучшаемой стали с помощью сварного шва (7), осуществляют отжиг и горячую деформацию полученной плоской сварной заготовки, ее закалку и раскрой закаленной плоской сварной заготовки с получением расширения (7) в области сварного шва. Благодаря расширению (7) в области сварного шва прочность сварного шва возрастает. 5 н. и 20 з.п. ф-лы, 2 ил.
Формула
а) соединения двух листов (3, 4) из улучшаемой стали с помощью сварного шва (7),
б) отжига и горячей деформации полученной на этапе а) плоской сварной заготовки,
в) закалки упомянутой заготовки,
г) раскроя закаленной плоской сварной заготовки с получением расширения (7) в области сварного шва.
Комментарии