Устройство для сборки и сварки кузовов легковых автомобилей - SU516336A3
Код документа: SU516336A3
Чертежи
Описание
1
Изобретение относится к области сварки.
Известно устройство для сборки и сварки кузовов легковых автомобилей, содержащее основание, на котором установлен транспортер и закреплены связанные между собой поперечной балкой колонны, несущие перемещаемый от индивидуального привода стол для упора снизу в пол кузова, а также содержащее смонтированные на кронщтейнах два перемещаемых от индивидуальных приводов боковых захвата для упора снаружи в боковины кузова и закрепленные на держателе элементы для упора сверху в крыщу кузова, причем на столе, боковых захватах и держателе смонтированы оварочНые тиски и сварочные зажимы , заводимые внутрь кузова через отверстия в нем.
Целью изобретения является создание такой конструкции устройства, которое было бы более производительно за счет одновременного перемещения стола, держателя и боковых захватов в направлении к кузову и от него.
Эта цель достигается тем, что держатель выполнен в виде плиты, смонтированной параллельно столу на колоннах с возможностью перемещения по ним от индивидуального привода и кинематически связанного со столом посредством многозвенного механизма, а крон ,2
щтейн каждого бокового захвата выполнен в виде качающегося двуплечего рычага, смонтированного на оси с возможностью поворота относительно балки, при этом на одном плече
двуплечего рычага жестко закреплен боковой захват, а па другом плече расположен палец, взаимодействующий с винтовой канавкой, выполненной на боковой грани плиты. Многозвенный механизм выполнен в виде
четырех групп звеньев по три звена в каждой группе, причем среднее звепо-коромысло каждой группы установлено на поперечной балке с возможностью поворота от индивидуального привода в плоскости, параллельной
продольной оси устройства, и шарнирно соединено с конца1ми двух друтих звеньев-тяг, при этом свободный конец одной тяги щарнирно соединен со столом, а свободный конец другой тяги шарнирно соединен с плитой.
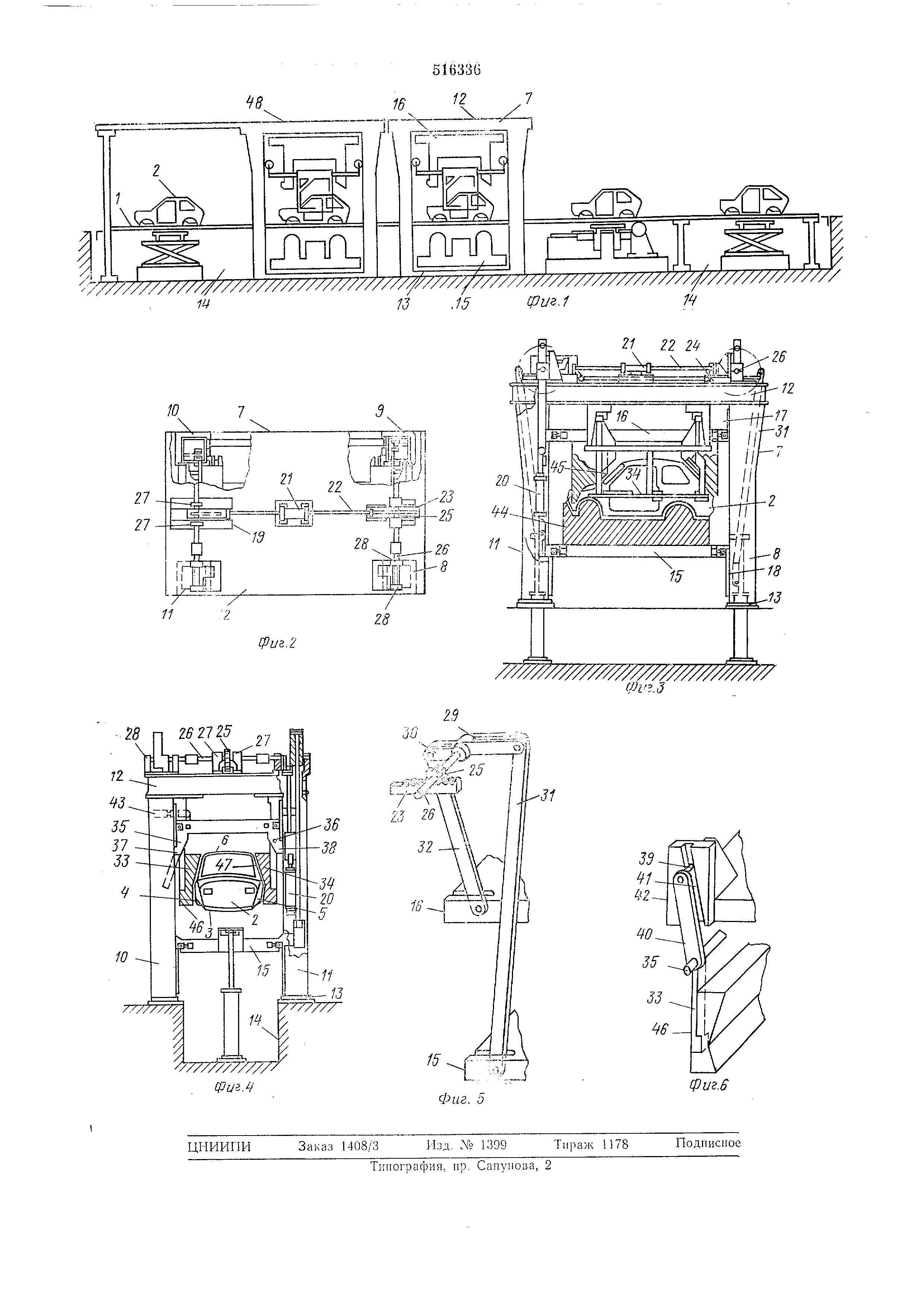
Иа фиг. 1 схематично показано предлагаемое устройство, вид сбоку; на фиг. 2 - то же, с частичным разрезом формовочной части, вид в плане; на фиг. 3 - то же, с частичным разрезом формовочной части, вид сбоку; на
фиг. 4 - то же, с частичным разрезом формовочной части, вид спереди; на фиг. 5 и 6 - различные детали привода устройства в аксонометрии .
Устройство для сборки и сварки кузовов легковых автомоиилси содерлип леыоипыи транспортер i, на котором расположено .множество кузовов 2- автомоОилей. Каждый кузов изготовлен из нескольких частен, главные из которых следующие: дно 3 кузова, дне Ооковые стенки 4, о и крыша б. йтн части удерживаются вместе относнгельно свободно в соответствующих положениях при помощн фиксаторов или других приспосоолений, при этом щаблоны или мерительный инструмент не требуется . Эти части могут, таким ооразом, перемещаться относительно друг друга с тем, чтобы они могли принять определенные поло кения . Кузовы 2 транслоргируют друг за другом в рабочую зону формовочной части 7 устройства , имеющей четыре несущих колонны 8-И, которые соединены вверху с помощью балки 12 и опираются на несущее основание 13. Для удобства и по причинам экономии места устройство, в частности его формовочная часть, должна быть расположена в приямке 14 (фиг. 1). Формовочная часть устройства содержит подвижные в вертикальной плоскости стол 1э и плиту J.5, расположенные с нротивоположных сюрон ленточного транспортера 1 в направляющих илн пазах 17 и 18, соединенных с колоннами 8-11. Верхняя неподвижная балка 12 несет индивидуальный привод 19 для обеспечения перемещения нодвижных в вертикальном направлении стола 15 и плиты 1Ь. Внутри каждой колонны располагается пневмоцилиндр 20, целью которого является удержание, по мепьшей мере, частично веса стола 15.
Индивидуальный привод 19 имеет гидравлический цилиндр 21, содержащий два выходящих с противоположных сторон поршневых штока 22, соединенных л естко с двумя зубчатыми рейками 23. Последние скользят в гнездах , выполненных в жесткой усиливающей штанге 24, и зацепляются с зубчатыми колесами 25, укрепленными на поперечных вращающихся валах 26, онирающихся на две нары подшипников 27 и 28. Каждый вал управляет двумя механизмами, содержащими коромысло , состоящее из двух рычажных плеч 29 и 30, концы которых шарнирно соединены с тягами 31 и 32. Тяги 32 соединены с нлитой 16. Так как колеса 25, вращающиеся в направлении тяги 31, соединенной со столом 15, вынуждены подниматься, а тяги 32, соединенные с плитой 16, опускаются, то в результате стол и плита движутся навстречу друг другу.
Формовочная часть устройства также снабжена двумя боковыми захватами 33 и 34, шарнирно закрепленными на соответствующих пальцах 35 и 36, сидящих в соответствующих кронштейнах 37 и 38, присоединенных к не-, подвижным элементам. Захваты 33 и 34 вынуждены поворачиваться вокруг шарнирных пальцев 35 и 36, чтобы перемещаться навстречу друг другу до соприкосновения с боковинами кузовного узла при опускапии плиты
благодаря заходу штифта 39. выступающего из рычагс 4и захвата 33 в з;;кто зую канавку 41 кулачковой шайбы 42, )-крснлениой в плите 1G. При опускании плиты 16 кулачковая система вызывает перемещение захвата 33 в направлении положения запирания. Соответствующая кулачковая система действует на захват 34. Захваты поочередно могли бы перемещаться при помощи гидравлических цилиндров 43
(фиг. 4), управляемых с помощью микровыключателей (не показаны), приводимых в действие в свою очередь плитой при прохождении ею заданного уровня.
На столе 15 установлены опорные приспособлепия 44 известного типа, например, такие, которые используются при автоматической сварке. Па этих приспособлениях шарнирно закреплено множество рычагов (не показаны ) с небольшими зажимными тисками и сварочны .ми зажимами.
Па плите 16 установлены опорные приспособления 45 аналогичные приспособлениям 44, имеющие множество рычагов (не показаны), снабженные небольшими зажимными тисками
и сварочными зажимами, форма которых и их расположение нозволяет им передвигаться через отверстия в кузове с тем, чтобы осуществить сварку внутри кузова.
Работа устройства осуществляется следующим образом.
Когда кузов 2, транспортируемый на конвейере 1, прибывает в район действия формующей части устройства между плитой 16 и столом 15, приводится в действие гидравлический цилиндр 21 с выведением штоков 22 из него, поворачивая колеса 25 с помощью зубчатых реек 23, которые перемещаются прямолинейно в противоположных направлениях. Зубчатые колеса 25, таким образом, вращаются в разных направлениях по отношению друг друга, и это вращение обеспечивает вертикальное прямолинейное перемещение стола 15 и плиты 16 при помощи многозвенного механизма , состоящего из тяг 31 и 32 и рычажных
плеч 29 и 30, которые имеют такие размеры, чтобы обеспечить перемещение стола и плиты в противоположных направлениях на одинаковые или разные расстояния. Пз-за того, что стол и плита перемещаются одновременно в
противоположных паправлепиях, и два колеса 25 также вращаются в противоположных направлениях , система не имеет в целом суммарного момента, и кипетические энергии различных частей ее по существу исключают друг
ДРУГаСтол 15 подпимается одновременно с опусканием верхней нлиты 16 и поднимает кузов 2 с конвейера 1 до уровня, па котором должпа произойти сварка. Это позволяет ввести
сверху детали опорного приспособлепия 45; которое должно действовать в районе рамы двигателя и заднего отделения, что пе было бы доступиьим снизу, а также позволяет ввести снизу детали опорного приспособления 44, которые пельзя ввести сверху.
3;птир; Н с Д: ; х боковых захватов 33 и 34 приг .одит i; ок .Г:мательной установле свободно удерживаемых деталей кузовного узла. Захваты 33 н 34 также несут на себе ряд дета лей 46 и 47 сварочного и слесарного оборудования аналогичного чем, которые расположены на столе 15 н плите 16. Сварочное и захватное устройства нроникают внутрь кузова с помощью сварочных рычагов (не показаны) через боковые отверстия, например окна. В этот момент при установке всего оборудования срабатывают установочные и занирающие устройства, в результате чего детали кузова вновь подвергают регулировке в их относительных положениях . Этого можно достигнуть нри номощи установочных направляющих, микровыключателей и других общеизвестных способов. Например , присоединительные элементы плиты и стола, а также боковых захватов, могут иметь по два зажима на подвижных плечах. Каждый из этих зажимов удерживает особую деталь кузова и в соответствии с заданной программой рычаги с зажимами передвигаютс.ч в заданные положения и остаются в этих положениях , так что детали кузова оказываются расположенными относительно друг друга таким образом, что готовы под сварку. После этого сварочные зажимы вступают в действие, опираясь на детали 44-47, и обеспечивают соединение деталей кузова точечной сваркой.
Затем детали устройства передвигают,в противоположном направлении, извлекая рычаги с зажимными тисками и сварочными зажимами через отверстия, в которые они были введены , поднимая плиту и опуская стол с тем, чтобы вернуть только что частично сваренный кузов обратно на конвейер для подачи его на последующие технологические операции.
Помимо этого, сварочные операции можно проводить с по мощью устройства 48 аналогичного балке 12 за исключением системы устаHOiBKH п фиксации деталей кузова, которая не требуется здесь, так как кузов теперь удерживается вместе благодаря точечной сварке.
Преимущество предлагаемого устройства состоит в основном в том, что в нем ограничены требования в части применения сборочных нриспособлений или других фиксирующих устройств для точной установки составных деталей , что является дорогим и очень трудоемким процессом при сборке кузовов. Кроме того, применение формующих устройств с подвижным столом и плитой и возможность введения плеч зажимных тисков и сварочных через существующие отверстия в верхней части кузова устраняет крайне сложные перемещения указанных плеч. Это упрощает конструкцию устройства и обеспечивает значительное преимущество.
Формула изобретения
1.Устройство для сборки и сварки кузовов легковых автомобилей, содержащее основание,
на котором установлен транспортер и закреплены связанные между собой поперечной балкой колонны, несущие перемещаемый от индивидуального привода стол для упора снизу
в пол кузова, а также содержащее смонтированные на кронштейнах два перемещаемых от индивидуальных приводов боковых за.хвата для упора снаружи в боковины кузова и закрепленные на держателе элементы для упора
сверху в крышу кузова, причем на столе, боковых захватов и держателей смонтированы сварочные тиски и сварочные зажимы, заводимые внутрь кузова через отверстия в нем, отличающееся тем, что, с целью повышения производительности за счет одновременного перемещения стола, держателя и боковых захватов в направлении к кузову и от него, держатель выполнен в виде плиты, смонтированной параллельно столу на колоннах с возможностью перемещения по ним от индивидх аль,ного пр11Бода и кинематически связанного со столом посредством многозвенного .механизма, а кронштейн каждого бокового захвата выполнен в виде качающегося
двуплечего рычага, смонтированного на оси с возможностью поворота относ 1тельно балки, при этом на одном плече двуплечего рычага жестко закреплен боковой захват, а на другом нлече расположен палец, взаимодействующи
с винтовой канавкой плиты.
2.Устройство по п. 1, отличающееся тем, что многозвенный механизм выполнен в виде четырех групп звеньев по три звена в каждой группе, причем среднее звено - коромысло каждой группы установлено на поперечной балке с возможностью поворота от индивидуального привода в плоскости параллельной продольной оси устройства и щарнирно соединено с концами двух других звеньев -
тяг, при этом свободный конец одной тяги шарнирно соединен со столом, а свободный конец другой тяги шарнирно соединен с плитой .


Реферат
Формула
Комментарии