Устройство для сварки конструкций - RU2062687C1
Код документа: RU2062687C1
Чертежи




Описание
Изобретение относится к устройству для сварки конструкций, например, кузовов самоходных транспортных средств или их деталей, образуемых неплотно предварительно собранными преccованными элементами из листового металла.
Известно устройство для сварки конструкций, наиболее близкое к данному изобретению, содержащее конвейер для транспортировки предварительно собранных конструкций, две пары установочных рам, на которых закреплены позицинирующие элементы для фиксирования предварительно собранных элементов и сварочные устройства, и два роторных барабана, расположенных с каждой стороны конвейера с возможностью вращения на соответствующих осях, параллельных линии конвейера и содержащих фиксирующие элементы для закрепления и перемещения соответствующих установочных рам в заданное положение (1).
Цель настоящего изобретения заключается в усовершенствовании вышеупомянутого известного устройства путем создания наиболее простых и эффективных средств для транспортирования и установки рам.
Для достижения поставленной цели каждый роторный барабан выполнен в виде двух опорных цилиндров,кинематически связанных приводным валом, и двух кольцеобразных направляющих и снабжен опорной конструкцией, установленной с возможностью перемещения относительно барабана в направлении, перпендикулярном оси приводного вала, при этом каждая кольцеобразная направляющая состоит из двух частей, одна из которых жестко связана с опорным цилиндром и на ней размещены фиксирующие элементы для закрепления и перемещения соответствующей установочной рамы в заданное положение, а вторая часть закреплена на сворной конструкций. Креме того, фиксирующие элементы для закрепления и перемещения соответствующей установочной рамы в заданное положение могут быть выполнены в виде нескольких радиальных перемычек с радиальными пазами, закрепленных на оси роторного барабана, а каждая установочная рама снабжена фиксирующими элементами, закрепленными на ней с возможностью размещения в радиальных пазах радиальных перемычек.
Каждая установочная рама может быть снабжена, по меньшей мере, одной парой холостых роликов, закрепленных на концах рамы с возможностью зацепления соответственно с радиальной наружной и внутренней стороной соответствующей кольцеобразной направляющей.
Каждая установочная рама может быть снабжена опорными роликами, закрепленными на ней с возможностью качения по неподвижным опорным путям, которыми снабжено устройство, установленными нормально к линии конвейера и по обеим его сторонам.
Конвейер для транспортирования предварительно собранных конструкций может включать в себя стойки с захватами для удержания правой и левой стороны собранной конструкция и средства для перемещения стоек вдоль линии конвейера.
На фиг. 1 в перспективе представлен схематический вид сварочного устройства согласно изобретению; на фиг. 2 представлено сечение по линии А-А на фиг. 1; на фиг. 3 представлено сечение по линии Б-Б на фиг. 2; на фиг. 4 в перспективе представлен разнесенный вид части устройства согласно фиг. 1; на фиг. 5 и 6 представлена деталь согласно фиг. 2 в двух различных рабочих условиях.
Рисунки относятся к посту для сварки стенок кузовов самоходного транспортного средства. Стенка кузова обычно образуется из нескольких листовых металлических элементов, привариваемых друг к другу. В случае согласно настоящему изобретению каждая стенка предварительно собирается путем неплотного соединения ее компонентов, например, посредством изгибания языков на некоторых компонентах, так чтобы они входили в зацепление с взаимодействующими с ними частями других компонентов, что выполняется в соответствии с общепринятой технологией сборки кузовов самоходных транспортных средств. Показанный пост может действовать на стенках самоходных транспортных средств различных моделей. Естественно, что хотя на прилагаемых рисунках представлен специфический случай, при котором изобретение применено к сварке стенок кузовов самоходного транспортного средства, изобретение в разной степени может быть применено к другим подсборкам кузова или целиком к кузовам самоходных транспортных средств.
Если обратиться к прилагаемым чертежам 1 и 2, то на них представлено устройство для сварки. Устройство включает в себя жесткий каркас 1, который в представленном варианте осуществления конструкции содержит две пары колонн 2 и 3, расположенных с каждой боковой стороны конвейера 4, который транспортирует предназначенные для сварки стенки. Каждая пара колонн 2 и 3 с одной стороны конвейера 4 в верхней части соединена продольной балкой 5. Жесткий каркас 1 комплектуется двумя поперечными элементами 6, которые располагаются по концам продольных балок 5 и соединяют верхние концы колонн 2 и 3 с двух боковых сторон конвейера 4.
Центральная зона внутри каркаса 1 составляет рабочую зону поста, в которой подвергаемые сварке стенки стопорятся, с тем чтобы выполнить необходимые сварочные операции.
На прилагаемых рисунках конвейер 4, который используется для транспортирования неплотно предварительно собранных стенок к сварочному посту и для транспортирования сваренных стенок от сварочного поста к последующим постам производственной линии, показан лишь схематически.
В представленном варианте осуществления конвейер 4 включает в себя подвесной транспортер, который продвигает стойки 7 вдоль верхнего пути 8, жестко подсоединенного к двум верхним поперечным элементам 6 каркаса поста. Лишь в качестве примера на фиг. 1 также представлен нижний путь 9, который жестко подсоединен к станине 10, идущей в продольном направлении через пост установки и сварки. Стрелки В на фиг. 1 указывают направление, в котором боковые стороны продвигаются через пост. Для направления верхних и нижних частей опорных стоек 7, только одну из которых можно видеть на фиг. 1 и 2, используется два пути 8, 9. Каждая стойка 7 в основном образована металлической рамой с захватами 11 (фиг. 2), которые удерживают правую и левую стенки S кузова самоходного транспортного средства. В настоящем описании средства перемещения стоек 7 вдоль конвейера 4 подробно не рассматриваются, поскольку они могут представлять собой стойки любого известного типа и не попадают в объем настоящего изобретения. Кроме того, исключение этих деталей из рисунков способствует четкости и лучшему пониманию рисунков. Подобным же образом и по той же самой причине обычные установочные и стопорные средства, которые служат для блокирования стойки 7 в надлежащем положении, когда она достигает рабочего положения на сварочном посту, не показаны. В любом случае, хотя на прилагаемых рисунках в качестве примера схематически показана транспортерная линия, очевидно, что для транспортирования предварительно собранных стенок к сварочному посту может быть использовано любое альтернативное решение. Возможный вариант включает в себя лишь подвесной транспортер, взаимосвязанный с верхним путем 8, а пост содержит средства для стопорения стоек 7 точно в вертикальной плоскости, которая проходит через путь 8.
Вновь, согласно противопоставленному выше известному уровню техники сварочный пост имеет несколько пар установочных рам 12, которые могут быстро взаимозаменяться в рабочем положении и каждая из которых несет на себе ряд установочных устройств для надлежащего расположения компонентов конструкции при сварке. Установочные устройства каждой пары установочных рам пригодны для самоходного транспортного средства определенной модели. Как уже указывалось, изобретение создает пару установочных рам 12, которая в рабочем положении может быть быстро заменена, с тем чтобы обеспечить возможность сварки стенок самоходных транспортных средств различных моделей.
Как неоднократно указывается в противопоставленном известном уровне техники, различные типы установочных рам 12 располагаются с каждой стороны конвейера 4 на периферии роторного барабана 13, который может вращаться вокруг оси 14, параллельной конвейеру 4. Как можно видеть на фиг. 2 (для ясности на фиг. 1 не показаны все установочные рамы, а те, которые показаны, представлены без своих установочных устройств), четыре установочные рамы 12, соответствующие четырем различным типам стенок S, взаимосвязаны с каждым барабаном 13.
Каждая установочная рама 12 имеет несколько пневматически управляемых позиционирующих элементов 15 для зацепления со стенкой S, когда соответствующая рама 12 находится в рабочем положении вблизи от стенки (на фиг. 2 показаны две рамы 12 в рабочем положении, отстоящие от соответствующих роторных барабанов 13), с тем чтобы зажать компоненты стенки в точном положении сборки, перед тем как производится их сварка. Вновь, согласно известному уровню техники, каждая установочная рама 12 также несет на себе сварочные устройства 16 для точечной сварки (фиг. 2 и 4). Зажимные и сварочные устройства подсоединены к соответствующим электрическим и пневматическим подводам в фиксированных положениях в рабочей зоне с помощью средств для быстрого соединения в тот момент, когда данная установочная рама 12 занимает рабочее положение согласно известной технологии, которая не попадает в объем настоящего изобретения. Пo этой причине детали, относящиеся к этому соединению, не раскрываются в настоящем описании и не представлены на прилагаемых рисунках.
Ниже будет описана конструкция каждого роторного барабана 13 и соответствующих средств для перемещения установочных рам 12.
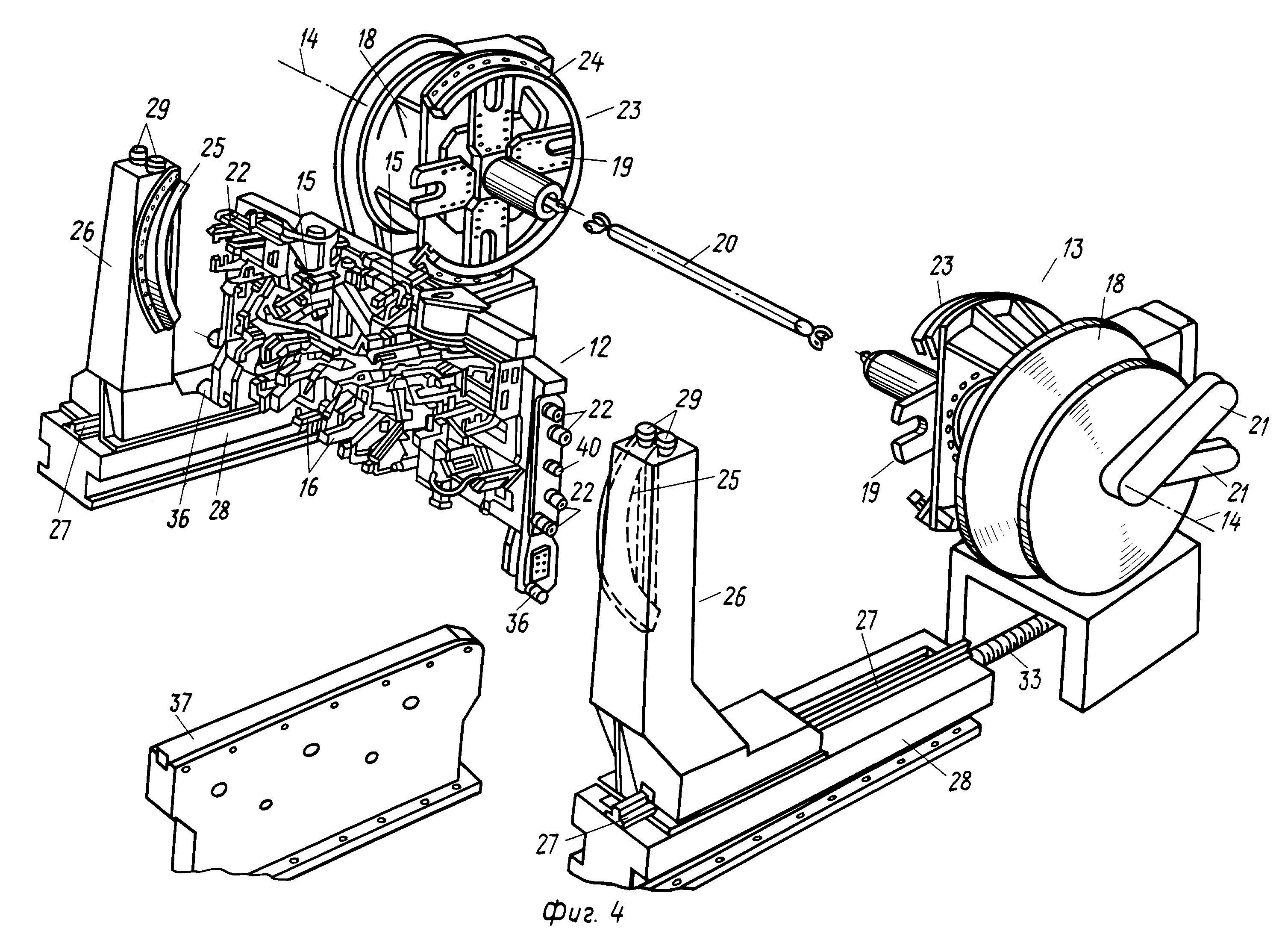
Если обратиться к фиг. 1 и 4, то каждый роторный барабан 13 имеет две фиксированные опорные рамы 17, которые отстоят друг от друга вдоль оси 14 (фиг. 2) и включают в себя два опорных цилиндра 18, оси которых совпадают с осью 14 и которые удерживают два ротора 19 для вращения вокруг этой оси. Два ротора 19 соединены карданным валом 20. Один из двух роторов 19 вращается посредством узла с пониженной передачей от мотора посредством ременной передачи 21 (фиг. 1).
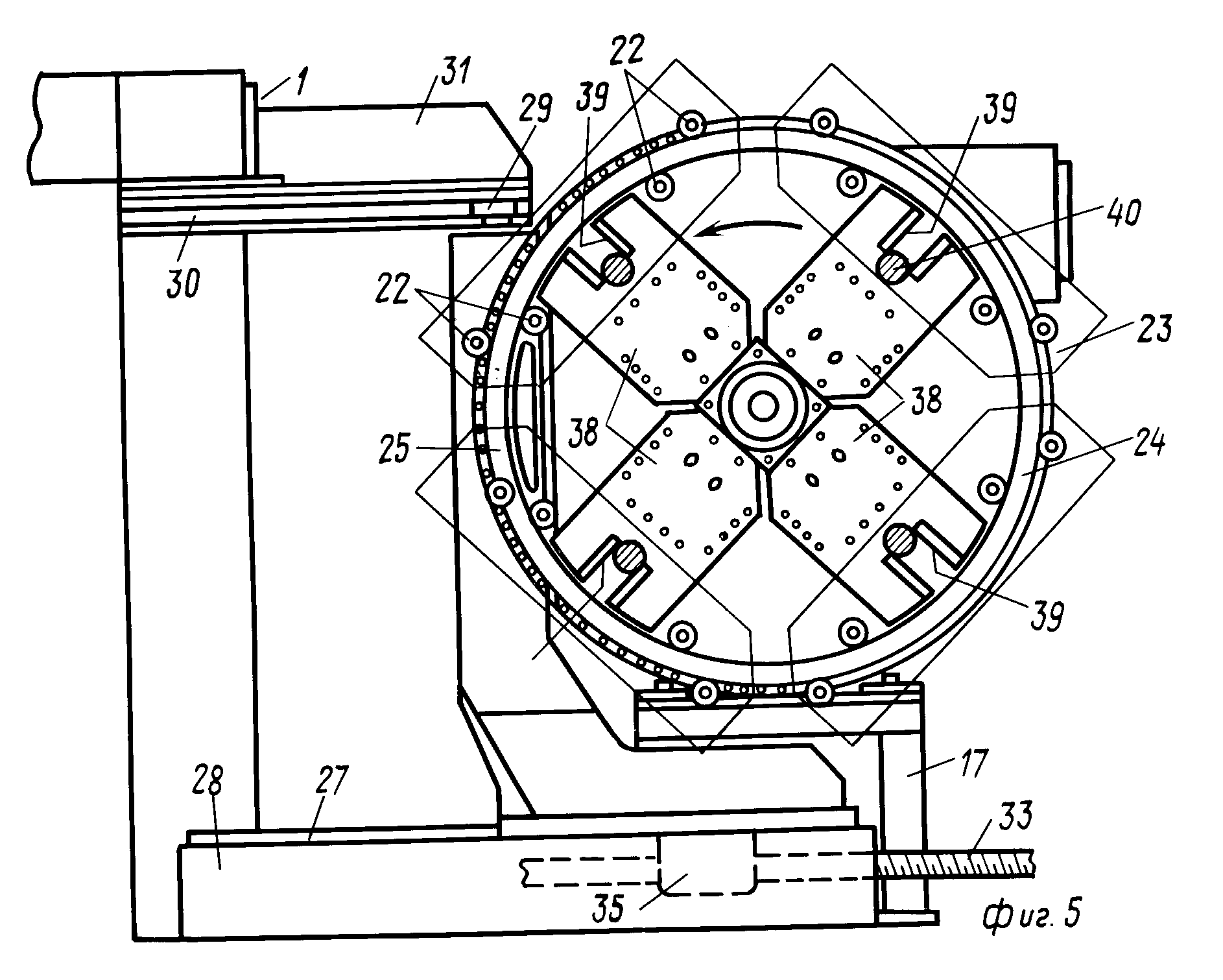
Если обратиться к фиг. 3 и 4, то конструкция каждой установочной рамы 12 включает в себя фактически прямоугольную удлиненную металлическую раму, каждый конец которой несет на себе две пары холостых роликов 22. Если также обратиться к фиг. 5, то концы установочных рам 12 направляются на двух кольцеобразных направляющих 23, которые располагаются в двух параллельных плоскостях, перпендикулярных оси 14 барабана 13. Каждая кольцеобразная направляющая 23 включает в себя основной фиксированный участок 24, который жестко подсоединен к фиксированному опорному цилиндру 18, и дополнительный подвижный участок 25, который завершает кольцо пути и подвижен между первым положением (фиг. 5), в котором он образует законченную кольцеобразную направляющую 23 с участком 24, и вторым положением (фиг. 4 и 6), в котором он отстоит от барабана 13 и примыкает к рабочей зоне на сварочном посту. Дополнительный участок 25 находится на стороне кольцеобразной направляющей 23, которая обращена к конвейеру 4 в центре сварочного поста.
Два дополнительных участка 25 с каждой стороны конвейера удерживаются двумя дополнительными опорными конструкциями 26 в виде колонн, которые подвижны вдоль линии, поперечной конвейеру 4. Как можно видеть на фиг. 4, каждая дополнительная опорная конструкция 26 имеет основание, которое может скользить по пути 27, несомому фиксированной станиной 28, и на своем верхнем конце имеет два холостых ролика 29 с вертикальными осями, которые входят в зацепление с боковыми сторонами соответствующих путей 30, несомых фиксированными кронштейнами 31 (фиг. 1), которые консольно отводят от продольных балок 5 фиксированных каркасов 2. Две дополнительные опорные конструкции 26 синхронно подвижны вдоль линии, поперечной конвейеру 4, посредством моторного узла 32 (фиг. 1), которые вращают два винта 33 (один из которых можно видеть на фиг. 4) с помощью двух механических передач 34, при этом каждый винт 33 входит в зацепление с соответствующим элементом 35, имеющим внутреннюю резьбовую нарезку и подсоединенным к конструкции 26.
Если вновь обратиться к фиг. 4, то каждая установочная рама 12 имеет два нижних опорных ролика 36, которые катятся по двум неподвижным опорным путям 37 в течение поперечного перемещения дополнительной конструкции 26, с тем чтобы разгрузить значительный вес установочной рамы на пути (см. также фиг. 1).
Если обратиться к рисункам 4, 5 и 6, то каждый ротор 19 каждого роторного барабана 13 включает в себя четыре радиальных перемычки 38, свободный конец каждой из которых имеет радиальный паз 39, который открывается радиально наружу и вмещает в себя фиксирующий элемент 40, несомый соответствующим концом каждой установочной рамы 12 (см. фиг. 4).
Что касается каждой боковой стороны сварочного поста, то, когда дополнительные опорные конструкции 26 находятся в их первом положении, показанном на фиг. 5, дополнительные участки 25 завершают кольца кольцеобразных направляющих 23. Четыре установочных рамы 12, взаимосвязанных с роторным барабаном 13, направляются по кольцеобразным направляющим 23, поскольку их ролики 22 входят в зацепление с обеими боковыми сторонами каждой кольцеобразной направляющей 23. Кроме того, фиксирующие элементы 40 в виде пальцев установочных рам размещаются и удерживаются в соответствующих углублениях роторов 19.
Описанное выше устройство работает следующим образом. Если допустить, что сварка двух стенок S кузова первой модели только что закончена, и что стенки S, которые теперь готовы зайти на пост для сварки, соответствуют кузову другой модели, то установочные рамы 12, которые действовали на предыдущие стенки, возвращаются к соответствующим роторным барабанам 13 посредством перемещения дополнительных конструкций 26 в положение, показанное на рисунке 5. Как уже указывалось выше, когда достигнуто это положение, кольца двух кольцеобразных направляющих 23 заканчиваются и четыре установочных рамы 12, взаимосвязанных с барабаном 13, могут вращаться вокруг оси 14 посредством вращения двух роторов 19. При этом роторы 19 приводят в действие четыре установочных рамы 12 посредством пальцев 40, которые размещаются в углублениях и заставляют их вращаться вокруг оси 14 с приданием направления посредством зацепления роликов 22 рамы 12 на кольцеобразных направляющих 23. Вращение продолжается до тех пор, пока установочная рама, которая соответствует новому типу свариваемой конструкции, не находится на боковой стороне направляющей 23, которая обращена к конвейеру 4, то есть в соответствии с дополнительными участками 25 двух кольцеобразных направляющих 23. Когда это положение достигнуто, вращательное движение прекращается и запускается моторный узел 32, с тем чтобы переместить две дополнительные опорные конструкции 26 в их рабочие положения, показанные на рисунке 6. При их перемещении две конструкции 26 приводят в действие два дополнительных участка 25 кольцеобразных направляющих 23 и установочные рамы 12, взаимосвязанные с ними. В течение этого перемещения нижняя часть рамы опирается на пути 37 посредством роликов 36 (фиг. 4). Как только положение, показанное на фиг. 6, достигнуто, зажимные и сварочные устройства на установочной раме соединяются со своими электрическим и пневматическим подводами, после чего зажимные устройства могут войти в зацепление с соответствующей стенкой, с тем чтобы прижать ее компоненты в надлежащих положениях для сборки. С этого момента приводятся в действие сварочные устройства, с тем чтобы обеспечить достаточную точечную сварку для стабилизации геометрии стенки.
После завершения сварки зажимные устройства раскрываются и остаются в готовности к приему новой свариваемой конструкции, которая заходит на сварочный пост. Если эта конструкция соответствует заготовке кузова иной модели, описанные выше стадии повторяются, с тем чтобы привести две установочные рамы, соответствующие новому типу кузова, в рабочие положения.
Естественно, при сохранении принципа изобретения детали конструкции и варианты их осуществления могут широко изменяться по отношению к тем деталям и вариантам, которые описаны и представлены лишь в качестве примера, без их отклонения от объема настоящего изобретения. ЫЫЫ2 ЫЫЫ4
Реферат
Изобретение относится к сварке, в частности к устройствам для сварки конструкций, и может найти применение при изготовлении кузовов самоходных транспортных средств. Сущность изобретения состоит в том, что устройство для сварки неплотно предварительно собранных кузовов самоходных транспортных средств или их частей (например стенок) включает в себя два роторных барабана (13) для быстрой замены рам (12) с целью установки в рабочее положение свариваемых элементов в соответствии с типом свариваемой конструкции. Различные установочные рамы вращаются роторами (19) и направляются по кольцеообразным путям (23) на каждом роторном барабане (13). Участок (25) каждого кольцеобразного пути (23) может быть отделен и перемещен вдоль линии конвейера для свариваемых конструкций, с тем чтобы привести определенную установочную раму в рабочее положение. 4 з.п. ф-лы, 6 ил.
Комментарии