Флюс для сварки углеродистых и низколегированных сталей - SU1759229A3
Код документа: SU1759229A3
Чертежи
Описание
Изобретение относится к сварке и касается составов плавленых флюсов, которые могут использоваться для механизированной сварки изделий из углеродистых и низколегированных сталей в различных областях машиностроения и строительстве.
Известен флюс марки Al I-348-A, применяемый для механизированной дуговой сварки изделий из углеродистых и низколегированных сталей, содержащий, мас.%:
Диоксид кремния41-44
Оксид марганца (И)34-38
Оксид кальция Оксид магния Оксид алюминия Фторид кальция Оксид железа (111)
Не более 6,5
5,0-7.5
Не более 4,5
4,0-5,5
Не более 2
Однако отсутствие о составе флюса оксидов калия и натрия снижает его стабилизирующие свойства и не позволяет применять его при сварке на переменном токе при использооании в качестве источников питания сварочных трансформаторов. Кроме того, при сварке флюсом марки
М
ю
АН-348-А высоки содержание мелкодисперсных включений (до 0,1%) и концентрация серы и фосфора, что отрицательно сказывается на величине ударной вязкости, трещи- ностойкости и не позволяет использовать этот флюс для сварки конструкций, работающих в условиях Севера и при температуре ниже -30°С.
Известен также флюс для электродуговой сварки, содержащий, мае. %: Диоксид кремния 42-46 Оксид марганца (II) 35-40 Оксид кальция 3-11 Оксид магния 0,5-3,0 Оксид алюминия 1,5-5,5 Фторид кальция 2-4 Сумма оксидов
натрия и калия0,5-2,0
Оксид железа (III)He более 1,5
Оксид титана (II, III)2-6
Недостатком флюса является повышенная кислотность. Его основность, подсчитанная по формуле
МСаО + 0.6 NMgO + 0,5 NCaF2 + °-5 NMnO В1
NS102 +0,5NAt2O3
где N - мольная доля соединения, составляет 0,4-0.75.
Высокая кислотность флюса вызывает интенсивный переход кремния из флюса- шлака, засорение металла шва оксидными силикатными включениями, что отрицательно сказывается на величине ударной вязкости , особенно при отрицательных температурах. Так. например, ударная вяз- кость металла шва при температуре испытаний -70°С должна быть не менее 28 Дж/см2. Проведенные испытания показали, что флюс-прототип указанных требований не обеспечивает.
Кроме того, из-за недостаточной окислительной способности флюса нельзя добиться снижения содержания серы в наплавленном металле, что в случае применения сварочных проволок с повышенным содержанием серы может вызвать образование горячих трещин.
Цель изобретения - повышение качества наплавленного металла при сварке углеродистых и низколегированных сталей.
Поставленная цель достигается тем, что флюс, содержащий диоксид кремния, оксиды марганца (II), кальция, магния, алюминия , калия, натрия и железа (III), фторид кальция, дополнительно содержит оксиды марганца (111 и IY) при следующем соотношении компонентов, мас.%:
Диоксид кремния35-45
Оксид марганца (II)25-40
Оксид кальция8-18
Оксид магнил1-8
Оксид алюминия1-8
Фторид кальция2-8
Сумма оксидов натрия и калия0,5-3,0
Оксид железа (III)0,5-2,5
Сумма оксидов марганца (III и IV)0,2-4,0 при этом сумма оксидов железа (111) и марганца (III и IY) должна составлять 1-5 мас.% и при значениях этой суммы до 2,5 мас.% содержание оксида марганца (IY) должно составлять не менее 50% общего количества оксидов марганца (III и IY), а основность флюса должна отвечать следующему соотношению:
в
NCaO +0,6MgO -f 0.5CaF2 -f O.SMnO NS1O2 +0.5NAI2Q3
- 0,76 - 0,95,
где N - мольная доля соединения.
Введение оксидов марганца (III и IY) при содержании оксида марганца (IY) не менее 5, % от их общего количества в совокупности с оксидом железа (III) вызывает рост концентрации свободного кислорода как в атмосфере сварочной дуги, так и на межфазной границе за счет их диссоциации по реакциям
2Мпз04 6МпО-ь02: 2Мп20з5 4МпО+02; 2Рб20зг4РеО+02.
Свободный кислород окисляет серу (02 + S;ЈS02), что способствует уменьшению концентрации легкоплавкой эвтектики FeS, разупрочняющей границы зерен кристаллизующегося металла.
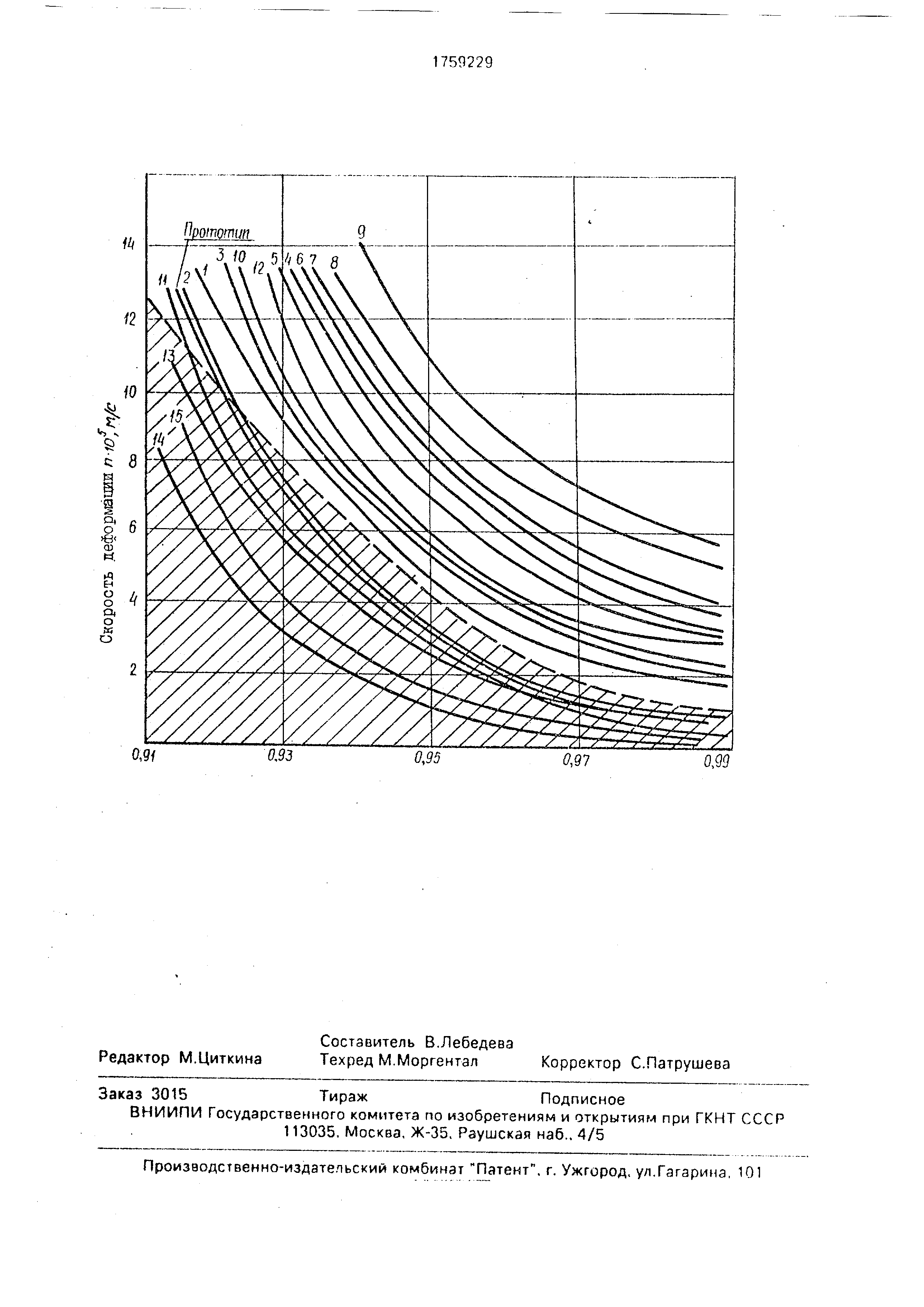
Склонность металла шва к образованию горячих трещин оценивают по допустимой скорости деформации при различных температурах нагрева по методике НПО ЦНИ- ИТМАШ.
При содержании оксидов марганца (ill и IY) менее 0,2 мас.%, содержании оксида марганца (1Y) менее 50% от их общего количества и их суммы с оксидом железа (111) менее 1.0 мас.% флюс теряет окислительную способность, позволяющую обеспечивать окисление серы и снижать ее концентрацию э металле шва по сравнению С содержанием в сварочной проволоке.
При содержании оксидов марганца (III и IY) более 4 мас,% и их суммы с оксидом железа (III) более 5 мас.% происходит чрезмерное повышение концентрации кислорода в металле шва. что отрицательно сказывается как на стойкости к образованию горячих трещин, так и на увеличение ударной вязкости металла шва.
При концентрации диоксида кремния ниже 35 мас.% ухудшаются формирующие свойства флюса, особенно при сварка угловых (пристеночных) швов. В дополнение к этому возрастает склонность флюса к гидратации , а следовательно, склонность к образованию пор наплавленного металла.
При концентрации диоксида металла кремния больше45 мас.% весьма интенсивно протекают кремнийвосстановительные процессы по реакциям:
(5102)ф -2Реж 2 РеО +
(5Ю)ф + Ме г: Ме02Н Si,
где Me - легирующие элементы стали.
Следствием протекания этих реакций является не только чрезмерное возрастание концентрации кремния в металле шва, но и засорение последнего мелкодиспесными включениями кварца. Это приводит к паде- нию пластичности и ударной вязкости металла шва.
Присутствие оксида марганца (II) в заявляемых пределах обеспечивает получение плавной температурной зависимости вязко- сти, влияющей на укрывающую способность шлака. Дополнительно оксид марганца (II) взаимодействует с жидким металлом в сварочной ванне по реакции:
( МпО)Ф + Мп.
Оксид марганца (II), как и SI02, создает мелкодисперсные оксидные включения в металле шва, которые, соединяясь с мелко- дисперсными включениями кварца, коагулируют , имея пониженную температуру плавления, и лучше удаляются из металлической сварочной ванны, очищая металл шва. Кроме того, на таких включениях с по- ниженной температурой плавления конденсируется сера и фосфор, что повышает стойкость металла шва как к образованию горячих трещин, так и к хладоломкости.
При концентрации ниже25 мас.% оксид марганца (II) не влияет эффективно как на физические характеристики шлака а температурном интервале сварки, так и на процесс очищения металла шва от неметаллических включений, в том числе серы и фосфора.
С увеличением концентрации оксида марганца (И) сверх 40 мае. % жидкотекучесть флюса в расплавленном состоянии увеличивается , в результате чего ухудшается укрывающая способность шлака, особенно при сварке угловых (пристеночных) швов.
Оксид кальция, являясь поверхностно- активным компонентом в составе флюса, способствует улучшению формирования сварного шва, в частности получению плавного перехода от краев шва к основному металлу, без крутых кромок, являющихся нишами для залегания шлаковых включений . Он также способствует образованию шва с вогнутым мениском при сварке угловых швов, особенно при сварке в горизонтальном положении. Обладая повышенным сродством к сере и фосфору, оксид кальция улучшает металлургические свойства флюса , способствуя повышению чистоты металла по сере и фосфору.
При снижении концентрации оксида кальция ниже 8 мас.% его воздействие на формирование шва, а также его металлургическая активность в отношении примесей серы и фосфора снижаются.
Увеличение содержания оксида кальция сверх 18 мас.% отрицательно сказывается на стойкости флюса к гидратации и требует повышения температуры прокалки флюса перед сваркой пропорционально увеличению концентрации оксида кальция в его составе. Кроме того, возрастает жидкотекучесть шлака в расплавленном состоянии, что отрицательно влияет на его укрывающую способность.
Оксид магния, являясь термически стойким и тугоплавким компонентом, придает флюсу высокую температуру размягчения и повышает коэффициент теплового расширения его шлаковой корки, препятствуя тем самым ее механическому удержанию на поверхности шва, т.е. способствует удалению поверхности шлака с металла шва.
При содержании оксида магния меньше 1 мас.% уменьшается коэффициент термического расширения ишака при 20-600°С и ухудшается удален.-.е шлака с поверхности металла шва. При отом возрастает температурный интервал размягчения шлака, что также отрицательно сказывается на отделимости шлаковой корки.
Введетю сверх 8 мас.% оксида магния отрицательно воздействует на стойкость флюса и гидратации и требует повышения температуры прокалки флюса перед сваркой пропорционально увеличению концентрации оксида магния ; в его составе. Это
связано с тем, что частично замещая в крем- неалюмокислородных каркасных анионах оксид кальция, оксид магния способствует повышению его активности, в результате чего возрастает сродство флюса к поглощению влаги в процессе мокрой грануляции.
Присутствие оксида алюминия в заявляемых пределах способствует получению плавной температурной зависимости вязкости флюса в расплавленном состоянии. Он снижает межфазное натяжение между жидкими флюсом-шлаком и металлом, в результате чего поверхность сварных швов гладкая, без ряби. При снижении содержания оксида алюминия (меньше 1 мас.%) его влияние на величину межфазного натяжения не проявляется исварные швы имеют неровную поверхность.
С увеличением концентрации оксида алюминия (больше 8 мас.%) ухудшается отделимость шлаковой корки. Относительная масса ее возрастает, и она легче заклинивается в разделке кромок.
Фторид кальция в указанных пределах повышает стойкость флюса к образованию пор в сварных швах. Взаимодействуя с парами воды, фторид кальция препятствует насыщению металла водородом.
Снижение концентрации фторида кальция (меньше 2 мас.%) приводит к снижению стойкости жидкого металла к образованию пор при кристаллизации.
Увеличение содержания фторида кальция улучшает промывающую способность шлака по отношению к жидкому металлу и приводит не только к активной коагуляции неметаллических включений, ной к захватыванию их шлаком и удалению из сварочной ванны. Это благоприятно сказывается на повышении пластичности и ударной вязкости металла шва.
Однако при больших концентрациях диоксида металла кремния во флюсе и содержании более 8 мае. % фторида кальция флюс становится токсичным, поскольку образуется большое количество ядовитых паров фторида кремния.
Ведение оксидов калия и натрия в указанных пределах способствует повышению устойчивости горения дуги, что позволяет вести сварку как из постоянном, так и на переменном токе, в том числе при низком напряжении на дуге (27-30 В), При указанных значениях напряжения обеспечивается повышенная интенсивность кремне- и мар- ганцевовосстановительного процесса и, следовательно, повышается ударная вязкость и пластичность металла шва, что особенно важно при сварке конструкций из углеродистых и низколегированных сталей,
предназначенных для работы при отрицательных температурах и в условиях Севера.
Снижение содержания смеси оксидов калия и натрия (меньше 0,5 мас.%) приводит к ухудшению сварочно-технологическнх свойств флюса в результате понижения стабильности горения дуги, особенно на переменном токе
Увеличение концентрации оксидов калия и натрия сверх 3 мас,% снижает стойкость флюса к образованию пор о наплавляемом металле, требует применения повышенных температур его прокалки в результате повышения гигроскопичности флюса,
Соблюдение требования к: оспооности флюса
к МСаО
+ 0,6 NMqO + 0,5 NCai:2 + 0,5 ( N.MnO + Nj- eO )
NSI02 +0.5ГМ12ОЗ ,- 0,76 -0.95
обеспечивает стойкость флюса к гидрэтаЩ1и и образованию побитосш на поверхности металла шва. Когда указанное соотношение больше 0,95, то для уменьшения гидратации флюса требуется повышенная температура его прокалки посла
выплавки и грануляции и тем больше, чем выше указанное соотношение. Содержание влаги во флюсе после установленной для флюсов данного типа прокалки превышает предельно допустимую концентрацию
0,1%.
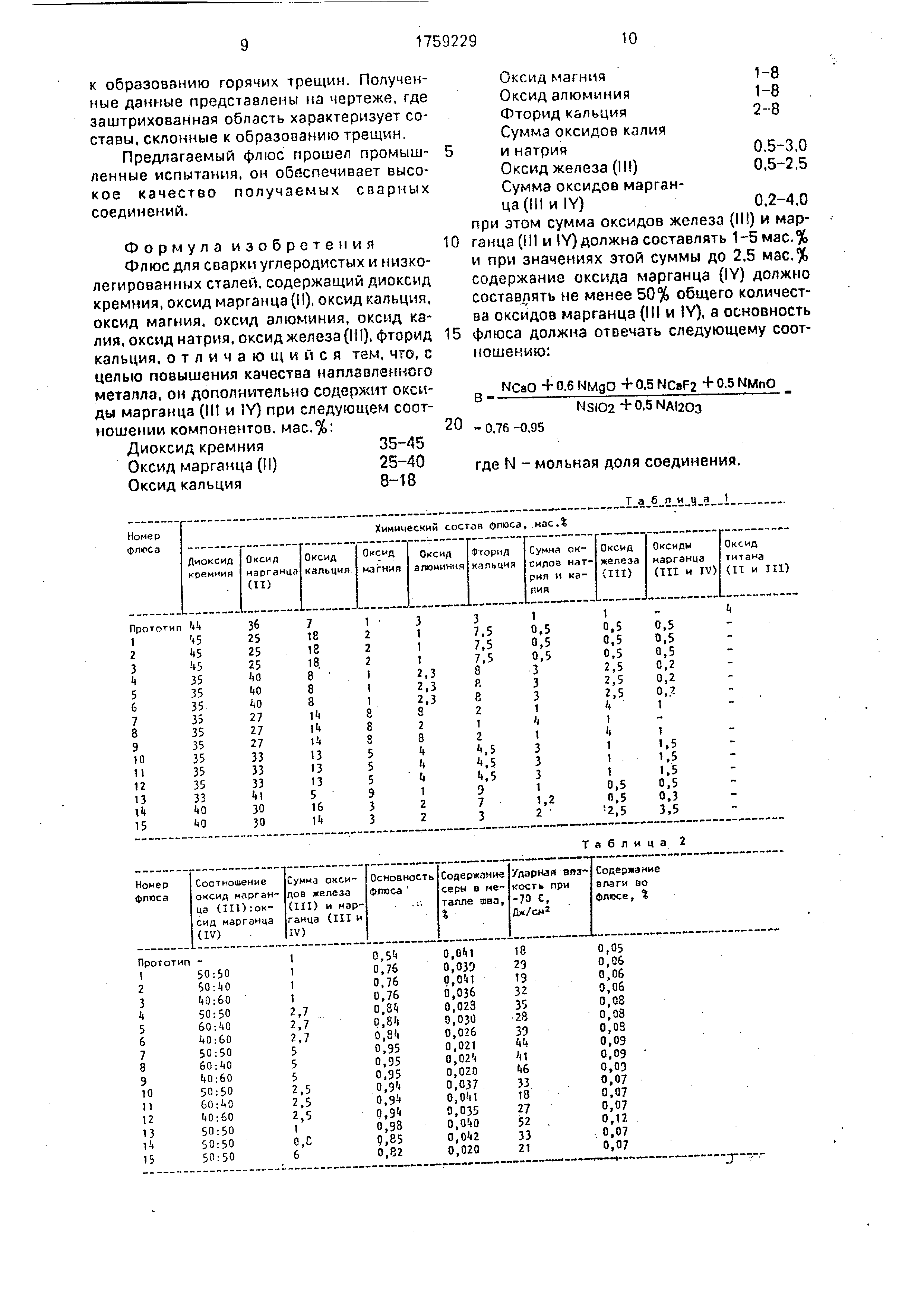
Когда соотношение меньше 0,76, интенсифицируется кремневосстановительпый процесс, вызывающий увеличение содержания окисных включений в наплавлемном металле и, как следствие, снижение пластических свойств сварных соединений. П р и м е р, Выплавляют флюсы в газопламенной печи с регулируемым составом газовой атмосферы, что позволяет регулировать степень восстановления марганца из марганцевой руды и достигать заданного содержания оксидов марганца (ill, IY) и железа . После грануляции расплавов в соде Флюсы прокаливают при 400°С в течение
2 ч. В табл. 1 приведен состав флюсоз. Содержание влаги во флюсе определяют по потере массы.
Опытные флюсы испытывают при многослойной сварке стали марки 0972С проволокой марки Св-10Г2. В табл, 2 приведены
содержание серы в наплавленном металле
и значения ударной вязкости металла шва,
Образцы типа ИМЕТ-1 из металла шва
использованы для определения склонности
к образованию горячих трещин. Полученные данные представлены на чертеже, где заштрихованная область характеризует составы , склонные к образованию трещин.
Предлагаемый флюс прошел промыш- ленные испытания, он обеспечивает высокое качество получаемых сварных соединений.
Фор мула изобретения
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (II), оксид кальция, оксид магния, оксид алюминия, оксид калия , оксид натрия, оксид железа (III), фторид кальция, отличающийся тем, что, с целью повышения качества наплавленного металла, он дополнительно содержит оксиды марганца (111 и Y) при следующем соотношении компонентов, мас.%: Диоксид кремния 35-45 Оксид марганца (II) 25-40 Оксид кальция 8-18
Оксид магния1-8
Оксид алюминия1-8
Фторид кальция2-8
Сумма оксидов калия и натрия0,5-3,0
Оксид железа (III)0.5-2,5
Сумма оксидов марганца (III и IY)0.2-4,0 при этом сумма оксидов железа (II) и марганца (III и IY) должна составлять 1-5 мас.% и при значениях этой суммы до 2,5 мас.% содержание оксида марганца (IY) должно составлять не менее 50% общего количества оксидов марганца (III и IY), а основность флюса должна отвечать следующему соотношению:
NCaO +Q,6HMgO + 0.5NCaF2 0.5NMnO
NSI02+0.5NAI203 - 0,76 -0.95
где N - мольная доля соединения.
М
ОМ
Реферат
Использование - флюсы для механизированной сварки изделий из углеродистых и низколегированных сталей. Сущность: флюс содержит, мас.%: диоксид кремния 35-45, оксид марганца (II) 25-40, оксид кальция 8-18, оксид магния 1-8, оксид алюминия 1-8, фторид кальция 2-8, сумма оксидов натрия и калия 0,5-3, оксид железа (III) 0,5- 2,5, сумма оксидов марганца (III и IY) о равном соотношении 0,2-4,0. Сумма оксидов железа (III) и марганца (III и IY) должна составлять 1-5 нас.%. Основность флюса 0,76-0,95. Высокий окислительный потенциал флюса позволяет снизить содержание вредных примесей в металле шва, 1 табл.. 1 ил.
Формула
Комментарии