Изготовление гранулята с округлыми частицами для производства имплантатов или инструмента - RU2747349C2
Код документа: RU2747349C2
Чертежи

Описание
Изобретение относится к способу производства изделия/инструмента, в особенности имплантата или хирургического инструмента/вспомогательных средств, содержащих пластмассу, предпочтительно состоящих из пластмассы и предназначенных для хирургического использования. Изобретение также относится к имплантату, вспомогательным средствам и инструменту.
Из базового уровня техники уже известны материалы СВМПЭ (полиэтиленовые материалы сверхвысокой молекулярной массы) для использования в производстве имплантатов. Например, в патенте США US 6641617 В1 описан медицинский имплантат для использования в теле, причем указанный имплантат создан из указанного материала СВМПЭ.
Однако недостатком уже известных способов оказалось довольно сложное производство медицинских изделий, используемых в хирургии, например, имплантатов. В частности, сложность возникает вследствие того факта, что исходная пластмасса имеет специфическую форму (размер гранулы, форма гранулы и т.п.) и одновременно относительно высокую вязкость. Таким образом, при производстве известных имплантатов из пластмассы этапы химического процесса как правило включают использование различных растворителей.
Задача настоящего изобретения заключается в устранении недостатков известных решений, и особенно в создании доступного способа производства медицинского изделия из пластмапссы с существенным уменьшением затрат.
Согласно изобретению, эта задача решена способом согласно первому пункту формулы изобретения, причем при производстве изделия, состоящего из пластмассы и предназначенного для хирургического использования, в частности, имплантата или хирургического /медицинского приспособления, такого как (операционный) инструмент, реализуют по меньшей мере следующие этапы:
a) обеспечивают наличие (некоторого количества (объема или массы)) (легкосыпучего) пластмассового порошка,
b) нагревают и прессуют пластмассовый порошок, с формированием/для формирования по меньшей мере одного промежуточного куска,
c) механически измельчают указанный по меньшей мере один промежуточный кусок для формирования гранулята (гранулированной крошки, предпочтительно имеющей заданный размер гранул и/или заданную форму гранул), и
d) соединяют гранулят для формирования основного тела.
Кроме того, задача решена благодаря созданию имплантата (предпочтительно пластинчатой формы), имеющего по меньшей мере одно пористое основное тело, содержащее материал полиэтилен со сверхвысокой молекулярной массой (СВМПЭ).
Указанная задача решена путем выполнения вышеупомянутых этапов способа, практически не включающих этапы химической реакции, такие как растворение, а в основном или полностью включающих механические и, соответственно, физические этапы производственного процесса. Сформированные и одинаковые частицы, полученные в результате прессования пластмассового порошка для формирования промежуточных кусков и их последующего механического измельчения, могут быть использованы в качестве гранулята, благодаря чему реализован предпочтительный повторяемый способ производства. В частности, таким способом может быть точно установлена требуемая пористость производимого изделия, предпочтительно имплантата. Практически полный отказ от реагентов, обычно трудно поддающихся биологическому разложению, существенно уменьшает экологическое загрязнение.
Дополнительные предпочтительные варианты реализации настоящего изобретения заявлены в зависимых пунктах формулы изобретения и в настоящем документе будут подробно объяснены ниже.
Изделие, предназначенное для хирургического использования, предпочтительно представляет собой имплантат для остеосинтеза или заживления перелома и/или для формирования (персонального) индивидуального имплантата. В последующих конфигурациях также полезно, чтобы изделие, предназначенное для хирургического использования, было выполнено в виде операционного вспомогательного приспособления, такого как (операционный) инструмент для медицинского использования во время операции.
Пластмассовый порошок предпочтительно состоит из однотипной пластмассы. Способ производства тогда может быть особенно легко воспроизведен.
Соответственно, особенно целесообразно, если пластмассовый порошок состоит из термопластичного материала, предпочтительно из полиэтилена (ПЭ), в частности предпочтителен полиэтилен со сверхвысокой молекулярной массой (СВМПЭ), кроме того, предпочтителен высокоплотный полиэтилен (ВППЭ), еще более предпочтителен полипропилен (ПП), например, полипропиленфумарат (ППФ) или еще более предпочтителен полиарилэфиркетон (ПАЭК), особенно полиэфирэфиркетон (ПЭЭК). Это помогает приспособить изделие, предпочтительно имплантат, оптимально по типу материала к соответствующим областям использования.
Кроме того, преимуществом является, если пластмассовый порошок состоит из термоотверждаемого полимерного материала, особенно предпочтительно из биологически разлагаемого/биологически совместимого термоотверждаемого полимерного материала, предпочтительно из (термоотверждаемого) полиуретана (ПУ)), более предпочтительно из полиакрилата или эпоксидной смолы. В этом случае в качестве изделия также могут быть изготовлены особенно эффективные имплантаты.
Кроме того, преимуществом для изделия, особенно для производства вспомогательных средств, таких как инструмент, является выполнение пластмассового порошка из высокоэластичного материала, предпочтительно (эластичного) полиуретана (ПУ), еще более предпочтителен силиконовый материал, особенно полисульфид.
Однако преимуществом также является, если пластмассовый порошок состоит из различных пластмасс, т.е. различных термопластичных, термоотверждаемых и/или эластомерных материалов. В настоящем документе особенно предпочтительно, когда пластмассовый порошок состоит из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), содержащего примеси высокоплотного полиэтилена (ВППЭ) и/или полиэтилена (ПЭ). Такая порошковая смесь особенно подходит для производственных изделий, таких как имплантаты. Другая примесь полипропилена (ПП), полипропилена фумарата (ППФ), полиарилэфиркетона (ПАЭК), например, (эластомерный и/или термоотверждаемый) полиуретан (ПУ), полиакрилат и/или эпоксидная смола к указанной смеси СВМПЭ - ВППЭ - ПЭ предусматривает более адаптивное использование изделия.
Дополнительное преимущество состоит в пористой структуре основного тела. Указанная пористая структура особенно благоприятна для изделия в виде медицинского имплантата, вставляемого /вживляемого в тело соответствующего млекопитающего.
В данном контексте весьма полезно, если пористая структура представляет собой открытопористую или закрытопористую/с открытой порой или с закрытой порой структуру, т.е. имеет взаимосвязанный и/или невзаимосвязанный вид. С одной стороны открытопористая структура помогает активизировать врастание изделия в тело млекопитающего, с другой стороны закрытопористая структура способствует дополнительному увеличению прочности.
При этом особенно целесообразно, если основное тело имеет пористость с размерами поры в интервале от 10 мкм до 450 мкм, более предпочтительно меньше 300 мкм/интервал от 10 мкм до 300 мкм, особенно предпочтительны размеры в интервале от 200 мкм до 300 мкм. Кроме того, целесообразно, если основное тело имеет пористость с размерами поры от 500 мкм до 850 мкм. В результате изделие дополнительно оптимизировано для медицинского использования.
Дополнительное преимущество возникает, если основное тело имеет пористость между 30 и 45%, еще более предпочтительно между 50 и 60%, особенно предпочтительно более 80%. Это придает основному телу особенную эффективность.
В данном контексте представляется более выгодным, когда к пластмассовому порошку (перед выполнением этапа а) или d)) добавляют еще по меньшей мере одну добавку, предпочтительно способствующую остеосинтезу. Указанная добавка предпочтительно представляет собой гидроксиапатит (Ca10PO46OH2), карбонат кальция (СаСО3), магний (Mg), железо (Fe), стронций (Sr), альфа- или бета-трикальцийфосфат (альфа/бета ТКФ), частицы биостекла/частицы биоактивного стекла, полиэфирный материал, например сополимер молочной и гликолевой кислот (ПМЛГА), полилактид-когликолид (ПЛГА), полилактид (ПЛА), полигликолевую кислоту (ПГК), волокна хитозана или частицы хитозана. В результате могут быть изготовлены особенно биосовместимые, а также прочные изделия.
Когда основное тело, кроме всего, гидрофилизировано, изделие в дальнейшем оптимально в качестве имплантата для его использования в человеческом теле.
Кроме того, преимуществом является выполнение этапов способа от а) до d) в заданной временной последовательности. Это придает способу особенную эффективность.
Если пластмассовый порошок имеет размер гранулы приблизительно от 20 мкм или приблизительно 50 мкм и до приблизительно 900 мкм, предпочтительно приблизительно от 300 мкм и приблизительно до 600 мкм, а более предпочтительно приблизительно 500 мкм ±100 мкм, получение промежуточных кусков может быть легко реализовано.
Особенно целесообразно, если по меньшей мере один промежуточный кусок, сформированный в виде пластинки, имеет (по меньшей мере в частях или целиком) пористую структуру материала и/или сформирован (по меньшей мере в частях или целиком) из твердого материала. В результате промежуточный кусок хорошо подготовлен в отношении своей конфигурации для последующего размельчения.
Кроме того, целесообразно, если этап с) включает первый частичный этап c1), на котором по меньшей мере один промежуточный кусок предварительно измельчают, предпочтительно путем подвергания его механической обработке, резке и/или разбиванию на отдельные куски, и/или включает второй частичный этап с2), в котором отдельные куски измельчают (дополнительно), предпочтительно путем помола, для формирования гранулята/гранул. Это помогает изготовить гранулят особенно точно по форме и размеру.
Дополнительное преимущество заключается в том, что на втором частичном этапе с2) помол выполняют посредством роторной мельницы, в которой ротор и/или сито предпочтительно выполнены в виде пластины Conidur® или пластины, имеющей многочисленные отверстия, например, круглые отверстия. Таким образом, окончательная форма гранулята может быть реализована особенно эффективно. Однако для предотвращения прилипания к ситу или ротору рекомендовано использование жидкого азота. Особенно надежными оказались роторы в форме мешалки и турбороторы в комбинации с ситом с круглыми отверстиями и/или с ситом Conidur, в котором отверстия выполнены не щелевыми, а имеют форму от треугольной до полуэллиптической.
В данном контексте особенно выгодно, если форма частиц гранулята представляет собой (предпочтительно одинаковые) круг, овал, треугольник и/или прямоугольник. В частности, преимуществом является округлая поверхность, т.е. закругленные края каждой из частиц. Таким образом, изделие получается особенно долговечным.
Кроме того, применительно ко второму частичному этапу с2) полезно, чтобы после выполнения второго частичного этапа с2) частицы гранулята имели размеры гранул от 20 мкм до 2000 мкм. Указанные размеры гранулы особенно пригодны для использования изделия в качестве медицинского имплантата.
Если этап d) включает спекание гранулята, предпочтительно пористое спекание и/или селективное лазерное спекание, т.е. если этап d) выполняют как процесс спекания, изделие может быть полностью получено автоматически.
При этом сам процесс спекания предпочтительно выполняют в азотной и/или аргоновой среде или в вакууме/под вакуумом. Кроме того, при этом во время спекания может быть использована мембрана, обеспечивающая возможность генерации среды/вакуума для реализации особенной эффективности и придании особой эластичности. Это придает способу производства еще большую эффективность.
Кроме того, после спекания или во время спекания может быть выполнено дополнительное прессование или дополнительное выщелачивание различных компонентов материала/пластмассы основного тела, вызывающее изменение пористости изделия в определенном месте или во всем теле. При этом особенно целесообразно, когда во время спекания материал, поддающийся биологическому разложению, такой как, гидроксиапатит (ГАП), СаСО3; альфа/бета/икс-ТКФ и т.п. заправлен гранулятом пластмассы и соответствующим образом сшит с ним. Таким образом, механические свойства изделия могут быть скорректированы особенно эффективно. Частицы могут приобретать различные формы, как уже упомянуто выше, причем предпочтительно они приобретают округлую форму для обеспечения оптимального потребления энергии во время спекания.
Еще более целесообразно, если на основном теле, предпочтительно после этапа d) на этапе е) для (дополнительной) сшивки пластмассы выполнено стерилизующее облучение основного тела. При этом дополнительно улучшается стабильность изделия.
В данном случае особенно целесообразно, когда выполняют стерилизующее гамма-излучение предпочтительно от 10 до 45 кГр, более предпочтительно приблизительно 25 кГр (соответствующих 2.5 миллиардам рад), стерилизующее облучение/выпаривание с газом этиленоксид, электронно-лучевую стерилизацию или плазменную стерилизацию. Таким образом, облучение может быть реализовано автоматически особенно эффективно.
Кроме того, очищение основного тела предпочтительно после этапов d) и е) или между этапами d) и е) на этапе f) дополнительно улучшает качество изделия/основного тела.
Целесообразно производить очищение основного тела, в частности, путем снежной обдувки, например с применением замороженного CO2.
В частности, целесообразно, если очистка основного тела предусматривает ультразвуковую очистку раствором и/или внешнюю обработку, например внешнюю обдувку снегом, с использованием технологий на основе СО2 или термической окончательной обработки поверхности. Ультразвуковую очистку раствором выполняют, более предпочтительно, с использованием этанола или изопропанола. Таким образом, получают особенно высокую степень очистки.
Кроме того, полезно выполнять (предпочтительно термическую) обработку поверхности основного тела предпочтительно после этапов d), е) и/или f) на следующем этапе (предпочтительно на этапе g)). Таким образом, все частицы основного тела могут быть особенно прочно скреплены.
Обработка поверхности, включающая обработку поверхности плазмой/плазмой низкого давления (в виде окончательной термической обработки), обеспечивает улучшение врастания. В особенности значительное повышение прочности, а также скрепление остающихся на поверхности частиц достигнуто в отношении имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП).
Если дополнительно или как альтернативный вариант к обработке поверхности плазмой/плазмой низкого давления обработка поверхности включает обработку горячим воздухом, предпочтительно воздуходувным устройством с горячим воздухом, то далее предложен вариант последующего интраоперационного формирования путем термической обработки и обеспечено увеличение прочности имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) путем термической окончательной обработки и закрепления остающихся на поверхности частиц.
Кроме того, если обработка поверхности предпочтительно в дополнение к обработке горячим воздухом/высокотемпературной обработке включает зачистку взрывным способом специальной пластмассовой системы и т.п., то предложен вариант последующего интраоперационного формирования путем термической обработки, и обеспечено увеличение прочности и закрепление остающихся на поверхности частиц (с возрастанием прочности связей) имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) путем термической окончательной обработки, например, горячим воздухом с использованием воздуходувного устройства.
Кроме того, если обработка поверхности в дополнение или как альтернативный вариант включает обработку поверхности основного тела с CO2, находящимся в жидкой фазе, то предложен еще один вариант последующего интраоперационного формирования путем термической обработки, и продолжено дальнейшее увеличение прочности имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) путем термической окончательной обработки и закрепления остающихся на поверхности частиц, т.е. возрастания прочности связи.
Кроме того, если обработка поверхности в дополнение или как альтернативный вариант включает в себя обработку поверхности основного тела в инфракрасном свете посредством инфракрасных излучателей, то предусмотрен еще один вариант последующего интраоперационного формирования термической обработкой поверхности и продолжено увеличение прочности имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) путем термической окончательной обработки и закрепления остающихся на поверхности частиц, т.е. возрастания прочности связи.
Кроме того, если обработка поверхности дополнительно или как альтернативный вариант включает в себя обработку основного тела пламенем в термической печи, предложен дополнительный вариант последующего интраоперационного формирования путем термической обработки и продолжено увеличение прочности имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) термической окончательной обработкой, так же как закрепление остающихся на поверхности частиц, т.е. возрастание прочности связи.
Если обработка поверхности дополнительно или как альтернатива включает в себя термообработку в термической печи, предложен еще один вариант последующего интраоперационного формирования путем термической обработки и продолжено дальнейшее увеличение прочности имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) путем термической окончательной обработки, а так же закрепление остающихся на поверхности частиц, т.е. возрастание прочности связи.
В данном случае особенно выгодно, если обработка поверхности, в частности, обработка горячим воздухом, обработка пламенем и/или обработка поверхности плазмой, выполнена посредством манипулятора робота. Это помогает выполнить еще один вариант последующего интраоперационного формирования путем термической обработки и дальнейшее увеличение прочности имплантатов из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), высокоплотного полиэтилена (ВППЭ) и полипропилена (ПП) путем термической окончательной обработки, также как закрепление остающихся на поверхности частиц, т.е. возрастание прочности связи.
В основном это относится к тому факту, что после выполнения этапов способа независимого пункта 1, т.е. от этапа а) до этапа d), основное тело уже реализовано как полноценное изделие, такое как имплантат. Этапы от е) до g) способа, дополнительно выполняемые в зависимых пунктах настоящего изобретения, еще более совершенствуют основное тело и таким образом содействуют еще более эффективному улучшению полученного в итоге изделия для использования в теле млекопитающего. Этапы от е) до g) способа могут быть выполнены совместно или независимо друг от друга в дополнение к этапам от а) до d).
При конфигурировании изделия как имплантата форма основного тела или приспособлена во время операции обычным способом к персональной геометрии костей и хрящей пациента, или может также иметь окончательную индивидуальную форму уже во время спекания (сразу за этапом d)). В последнем случае указанную форму определяют путем сканирования соответствующей части кости больного и конфигурируют на этапе спекания.
Изобретение также относится к имплантату или вспомогательным средствам, содержащим по меньшей мере одно основное тело, выполненное из полиэтилена со сверхвысокой молекулярной массой (СВМПЭ). Шаблон или инструмент характеризуют как вспомогательные средства. В данном варианте основное тело имеет непористую/закрытую структуру, в то время как в варианте имплантата оно имеет пористую структуру.
Предпочитаемый способ согласно настоящему изобретению для производства изделия, выполненного из пластмассы и предназначенного для хирургического использования, подробно описан в дальнейшем посредством чертежей с целью примера.
На фиг. 1 показан вид, схематически иллюстрирующий способ производства, предложенный в примерной конфигурации согласно настоящему изобретению.
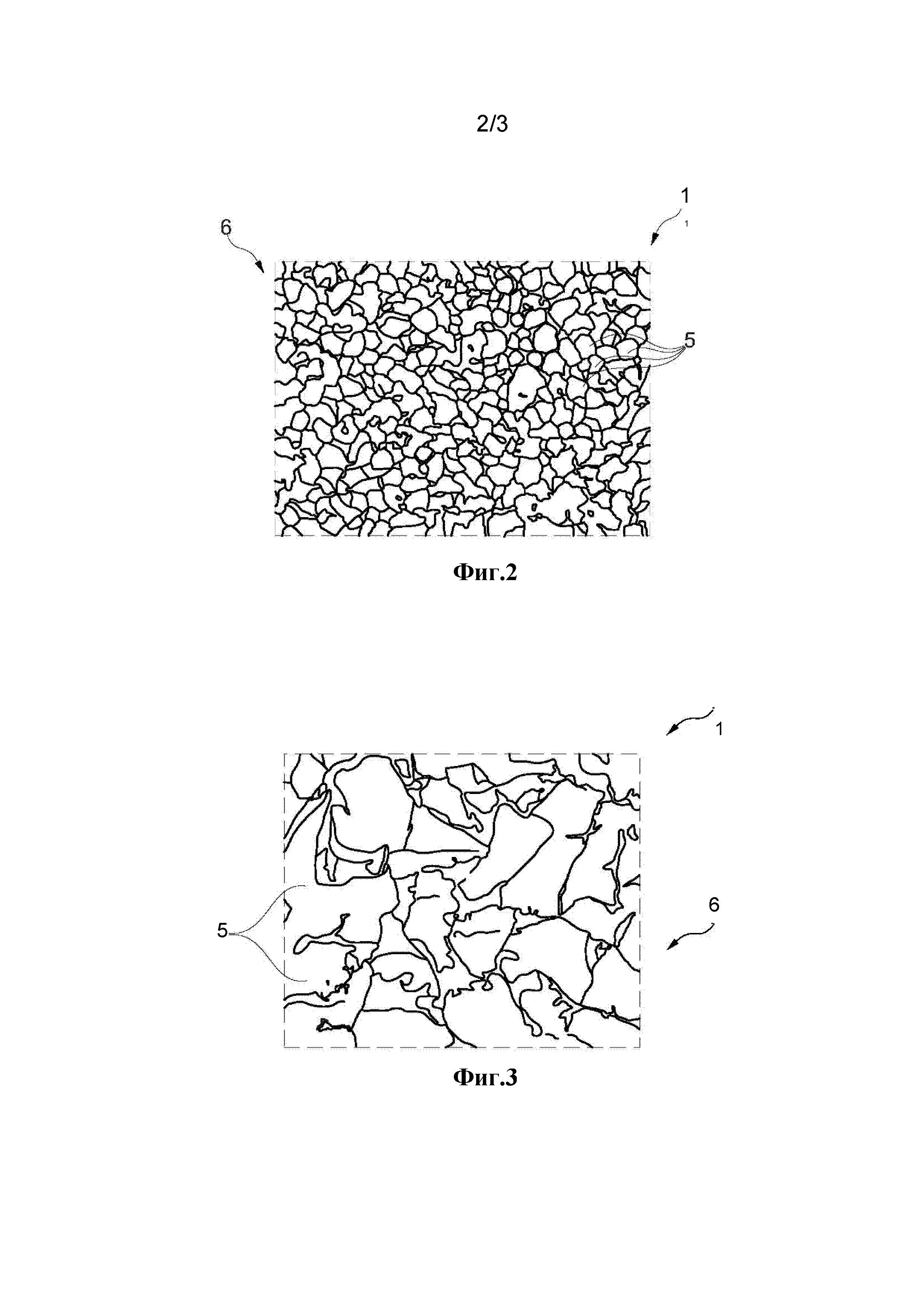
На фиг. 2 показан микроскопический подробный вид в разрезе готового основного тела изделия, образующего имплантат, в том виде как он произведен согласно способу производства, предложенному на фиг. 1, причем особенно хорошо видна форма гранулята, выполненного в виде шариков.
На фиг. 3 показан микроскопический подробный вид в разрезе готового основного тела изделия, образующего имплантат, в том виде как он произведен согласно способу производства, предложенному во второй примерной конфигурации, причем указанный способ производства отличается от способа производства согласно фиг. 1 и 2 использованием многоугольных частиц гранулята.
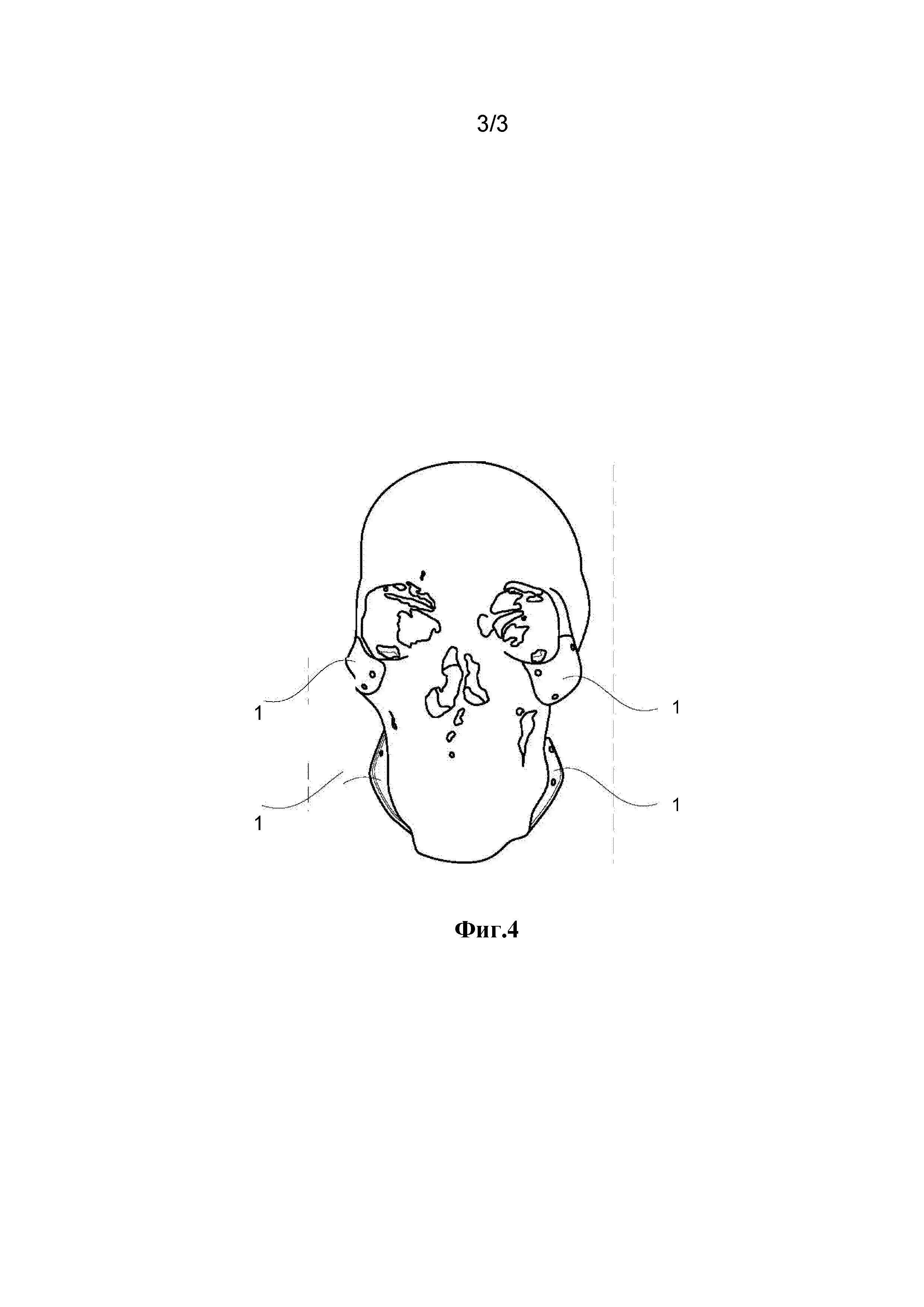
На фиг. 4 показан перспективный вид человеческого черепа для иллюстрации возможных областей прикрепления произведенного изделия/имплантата.
Чертежи являются только схематическими и служат исключительно для понимания изобретения. Аналогичные элементы обозначены одинаковыми ссылочными номерами.
На фиг. 1 ясно проиллюстрирован предпочитаемый способ производства согласно настоящему изобретению, предложенный в первом варианте реализации настоящего изобретения. Для производства полностью готового основного тела 6, которое формирует изделие 1, предназначенное для хирургического использования, т.е. медицинского имплантата, в данном способе последовательно выполняют этапы способа от а) до g), обозначенные стрелками. Для производства основного тела 6 сначала необходимо выполнить этапы способа от а) до d). Как описано ниже, в двух примерных конфигурациях изделие 1 представлено в виде имплантата; далее в данном документе имплантат, как изделие, снабжен ссылочным номером 1. В качестве альтернативы производству имплантата 1 в дополнительных конфигурациях указанным способом производят еще и другие изделия, особенно вспомогательные средства для операции, например, хирургические инструменты.
Как показано на фиг. 1, вначале берут пластмассовый порошок 2 в виде полиэтиленового порошка 2 со сверхвысокой молекулярной массой (СВМПЭ) (стрелка а)), причем указанный пластмассовый порошок 2 имеет размер гранулы/средний размер гранулы менее 300 мкм.
Легкосыпучий пластмассовый порошок 2 сразу после этого прессуют, как обозначено стрелкой b), с использованием процесса, аналогичного спеканию. В результате получают цельные/слипшиеся промежуточные куски 3. В частности, промежуточные куски 3 получают путем прессования с одновременным нагреванием пластмассового порошка 2 и окончательным формованием промежуточных кусков 3 в виде прямоугольных пластинок. Во время указанного спекания/первоначального формования промежуточных кусков 3 всегда используют температуру ниже температуры дезинтеграции пластмассового порошка 2 (в случае нескольких пластмасс используют температуру ниже температуры дезинтеграции самого легкоплавкого компонента пластмассового порошка 2). Для изготовления соответствующего промежуточного куска 3 предпочтительно предназначена матрица, которую вначале наполняют пластмассовым порошком 2, а затем нагревают и прессуют с приложением прессующего усилия для формирования твердой структуры в виде промежуточных кусков 3.
После производства промежуточных кусков 3 согласно стрелке с) каждый промежуточный кусок 3 снова измельчают определенным способом. Промежуточные куски 3 измельчают на частицы 5 во время формирования гранулята 4. Частицы 5 имеют по существу одинаковую форму, которая обусловлена точным выполнением механического измельчения. В этой примерной конфигурации производят округлые частицы 5 в форме сферических или овальных в поперечном сечении частиц 5.
Этап с) способа подразделен на два частичных этапа, для наглядности не проиллюстрированных подробно в настоящем документе. На первом частичном этапе (названном первым частичным этапом c1) по меньшей мере один промежуточный кусок 3 предварительно разрезают таким образом, что из одного промежуточного куска 3 образовано множество отдельных кусков с острыми кромками. Как вариант, в дополнительных примерных конфигурациях рассматривают также изготовление указанных отдельных кусков путем механической обработки, например, помола или обтачивания, и/или ударов вместо разрезания или в дополнение к разрезанию.
После первого частичного этапа c1) указанное множество отдельных кусков механически измельчают дополнительно, т.е. путем помола, на втором частичном этапе (названном вторым частичным этапом с2)). Отдельные куски перемалывают до тех пор, пока из множества частиц 5 не будет сформирован однородный гранулят 4, т.е. в особенности однородный в отношении размеров и формы. Процесс размалывания предпочтительно осуществляют посредством роторной мельницы, причем ротор перемещается по отношению к области, которая неподвижна/прикреплена к корпусу, т.е. к ситу, при этом отдельные куски, размещенные между ними, измельчают под действием механических сдвигающих усилий. Ротор и сито в этом случае содержат отверстия, которые задают округлую геометрию готового гранулята 4. Так как в данном случае сформированы круглые частицы 5, отверстия/сквозные отверстия имеют одинаковую круглую форму. Круглую форму частицам 5 придают выдавливанием соответствующих отдельных кусков через отверстия.
Согласно стрелке d), далее следует соединение гранулята 4, заданное его формой, для формования состоящего из одного куска основного тела 6. В этой примерной конфигурации для соединения послужит процесс спекания, т.е. селективного лазерного спекания. Кроме того, как вариант возможно использование другой технологии соединения, например технологии пористого спекания, или еще одной технологии соединения, например адгезивной, такой как сплавление.
По завершении этапа d) основное тело 6 состоит из слипшейся прочной пластмассы в виде полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), который прежде был в порошкообразном виде. Как видно из частичного изображения схематического вида на фиг. 1 между стрелками d) и е), по существу пластинчатый имплантат 1 любой конфигурации уже предварительно сформирован в виде указанного основного тела 6. В указанном основном теле 6 отдельные, ранее легкосыпучие частицы 5 гранулята адгезивно плотно соединены (подробное изображение "I"). Основное тело 6 в этом процессе представляет собой по существу готовую форму имплантата 1, произведенную уже после выполнения этапа d). Соответственно, имплантат 1 обычно сформирован как имплантат для остеосинтеза и, соответственно, для заживления перелома, например как черепной имплантат. Спекание выполнено таким образом, что имплантат/основное тело 6 имеет пористую, предпочтительно открытопористую структуру. Также могут быть реализованы закрытопористые структуры.
Кроме того, в дополнение к этапам от а) до d), которые уже служат для полного формирования имплантата 1/основного тела 6, в примерной конфигурации согласно фиг. 1 дополнительно реализованы этапы от е) до g). На этапе е), следующем за этапом d), основное тело 6 дополнительно подвергают радиационному воздействию, т.е. стерилизационному облучению. Указанное стерилизационное облучение служит для создания дополнительных перекрестных связей в полиэтилене со сверхвысокой молекулярной массой (СВМПЭ), что очевидно из частичного изображения за стрелкой е) на фиг. 1, а именно подробного разреза "II". Соответственно, отдельные частицы 5 прижаты еще ближе друг к другу и, соответственно, увеличены их взаимные контактные поверхности.
После стерилизационного облучения согласно этапу f) способа основное тело 6 очищают, что видно между частичными изображениями перед стрелкой f) и за ней на подробных изображениях "III" и "IV" поверхности.
После очистки поверхности на этапе g) выполняют термическую окончательную обработку основного тела 6. В итоге, это приводит к получению после этапа g) готового имплантата 1, соответствующего предпочитаемой примерной конфигурации.
На фиг. 2 еще раз подробно показано микроскопическое подробное изображение разреза готового имплантата 1, представленного на фиг. 1. Здесь особенно хорошо видна круглая/овальная форма поперечного сечения отдельных частиц 5.
Кроме того, с учетом фиг. 3, в целом возможно создание другой формы, кроме указанной круглой формы. На фиг. 3 показано поперечное сечение другого имплантата 1 с многоугольной формой частиц 5. Имплантат 1 с такими многоугольными частицами 5 мог бы быть реализован способом, подобным способу, показанному на фиг. 1, при этом пришлось бы приспособить только процесс размалывания согласно этапу с2). Вместо круглых отверстий в роторе и на сите необходимы угловые сквозные отверстия. Последние могут к тому же изменяться в размерах, так что согласно фиг. 3 в итоге частицы 5 несколько больше, чем частицы, показанные на фиг. 2.
Готовый имплантат 1 может быть использован, например, в черепной кости или в области челюсти, как показано на фиг. 4, или в подобных областях костей млекопитающего. Кроме того, имплантат 1/основное тело 6 может быть произведен в соответствии со специфическими геометрическими данными пациента. Для этой цели возможна разработка соответствующей формы для спекания уже как персональной матрицы пациента и таким образом изготовление уже готового имплантата 1 требуемой конфигурации согласно этапу d) и, соответственно, согласно этапу g). Кроме того, как вариант, можно геометрически подогнать готовое основное тело 6 по размеру путем изгибания или резания непосредственно во время операции.
Кроме того, в дальнейших конфигурациях возможно производство основного тела 6 из материалов помимо выбранного полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), таких как полиэтилен (ПЭ), полипропилен (ПП) или высокоплотный полиэтилен (ВППЭ).В целом пригодны для производства и другие термопластичные материалы, термоотверждаемые и/или эластомерные смолы. Кроме того, для производства могут быть выбраны смеси материалов, такие как смеси полиэтилена со сверхвысокой молекулярной массой (СВМПЭ), полипропилена (ПП), полиэтилена (ПЭ) или высокоплотного полиэтилена (ВППЭ).
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ НОМЕРОВ
1 изделие / имплантат
2 пластмассовый порошок
3 промежуточный кусок
4 гранулят
5 частица
6 основное тело.
Реферат
Изобретение относится к способу производства пластмассового изделия для хирургического использования, включающему следующие этапы: а) обеспечение наличия пластмассового порошка, b) нагревание и прессование пластмассового порошка с формированием по меньшей мере одного промежуточного куска, с) механическое измельчение указанного промежуточного куска для формирования гранулята и d) соединение гранулята для формирования цельного основного тела. Кроме того, изобретение относится к имплантату или к вспомогательным средствам, имеющим по меньшей мере одно основное тело, содержащее полиэтиленовый материал со сверхвысокой молекулярной массой (СВМПЭ). 8 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Устойчивый к окислению высокосшитый сверхвысокомолекулярный полиэтилен
Комментарии