Сплав на основе кобальта для покрытия объектов, подвергающихся эрозии жидкостями - RU2311472C2
Код документа: RU2311472C2
Чертежи
Описание
Настоящее изобретение относится к сплаву на основе кобальта для нанесения покрытия на рабочие органы, подвергающиеся эрозии жидкостью. В частности, настоящее изобретение относится к сплаву на основе кобальта в порошкообразной форме, пригодному для нанесения покрытия на рабочие органы, подвергающиеся эрозии из-за воздействия жидкости, такие как лопатки паровых турбин, и к соответствующему способу нанесения, для повышения их эрозионной стойкости при столкновении с частицами жидкости.
Известно, что в паровых турбинах значения давления конденсации должны быть настолько низкими, насколько это возможно, для получения наибольшей возможной выходной мощности в простом и комбинированном циклах.
В этих рабочих условиях лопатки ротора низкого давления подвергаются различным химическим и физическим напряжениям и по этой причине подвергаются процессам эрозии как из-за присутствия многочисленных частиц воды в потоке пара, так и из-за высокой пиковой скорости лопаток. Явления эрозии компонентов паровых турбин, которые происходят в результате многократных столкновений с жидкостями в условиях длительной работы, уже подвергались исследованиям и изложены в "Wear" M. Lesser 1995, 28-34.
Для устранения недостатков, связанных с этими явлениями эрозии, делались попытки решить эту проблему с точки зрения конструкции, в частности, путем увеличения аксиального зазора между статором и ротором или путем удаления влаги между рядами лопаток через отверстия или воздушные зазоры, расположенные на лопатках статора.
Эти интеллектуальные усилия, как оказалось, не были особенно полезными для решения данной проблемы, поскольку они вызывают понижения рабочих характеристик турбины.
Затем были сделаны попытки продлить среднее время работы лопаток турбин путем изучения новых материалов покрытий, которые способны понизить скорость эрозии металлов, вызываемой ударным выделением (сепарацией) жидкости (F.J. Heymann, ASM Handbook Vol. 18, page 221).
Усовершенствования в этой области до сих пор достигались путем использования специальной обработки металлической поверхности лопаток, такой как индукционное или локальное пламенное упрочнение, посредством нагартовывания стеллитовых пластин или инструментальных сталей, или посредством твердых покрытий, наносимых с помощью сварки.
Для оценки эрозионной стойкости материалы покрытий, известные из уровня техники, условно подразделяют на две группы, т.е. группу карбидов и группу металлических материалов, среди которых находится Stellite 6, в соответствии с тем, что уже описано в литературе, например в публикации "Erosion-resistant Coating for Low-Pressure Steam Turbine Blades, Euromat '99".
Для обработки поверхности было выбрано также ионное нитридирование с помощью физического осаждения из паровой или газовой фазы (PVD, от англ. physical vapor deposition) с использованием нитрида титана и хрома или нитрида циркония.
Лопатки подвергаются обработке путем ионного нитридирования, а затем выполняют два последовательных этапа PVD-осаждения слоя нитрида титана с последующим осаждением нитрида циркония или нитрида хрома.
Все PVD-покрытия имеют толщину примерно 3-4 мкм. Исследование покрытий демонстрируют отсутствие сплошности покрытия моделей, и их поведение рассматривается как неудовлетворительное.
Исследование с помощью сканирующего электронного микроскопа (SEM) показывает, что PVD-покрытие по существу не является способным противостоять ударной эрозии, в то время как нитридный слой подвергается повреждениям в результате микрорастрескивания вместе с нитридной пленкой, присутствующей в структуре.
Затем были исследованы лопатки с металлическими покрытиями (Triballoy 800), нанесенными с помощью высокоскоростного газопламенного напыления (HVOF, от англ. High Velocity Oxy-Fuel).
Рабочие характеристики сплава Triballoy 800 в качестве материала покрытия, защищающего от эрозии, вызываемой жидкостями, как показано, являются неадекватными. Из показателей, полученных в осуществленных исследованиях, можно на самом деле заключить, что эти покрытия на основе сплавов металлов не являются даже настолько эффективными, при явлении ограниченной эрозии, как поверхности основного материала, не имеющие покрытия.
Это поведение сплава Triballoy 800 на детали подтверждается как результатами исследований на адгезию (все исследованные покрытия не прошли это исследование), так и путем изучения микрофотографий в SEM, которые показывают присутствие многочисленных микротрещин в слое покрытия. Микроструктура этих покрытий на самом деле имеет высокое содержание оксидов и заметную пористость, что делает их непригодными для противостояния эрозии жидкостями.
Затем были исследованы лопатки с металлическими покрытиями (Stellite 6), нанесенными с помощью HVOF.
Хотя стеллитные сплавы известны как материал, пригодный для нанесения покрытия, все они демонстрируют свои ограниченные возможности, когда наносятся посредством HVOF. Анализ микрофотографий на самом деле демонстрирует, что частицы с малым содержанием (кислорода) покрыты также пленкой оксида.
Этот факт также подтверждается морфологией поверхности, изученной посредством SEM, который демонстрирует отсоединение или отклеивание материала, особенно вдоль этих частиц.
Затем были исследованы лопатки, покрытые карбидами с помощью HVOF и SD-Gun TM.
Результаты, полученные для этих типов покрытий, являются в некоторых случаях сравнимыми или лучшими, чем те, которые были получены на упрочненном основном материале (WC-10Co-4CrSD-Gun TM и 88 WC-12Co HVOF).
Случаи, в которых доказано неудовлетворительное поведение, могут быть объяснены пониженной адгезией покрытия и влиянием известной внутренней хрупкости (из-за присутствия карбидов хрома).
И наоборот, известные из уровня техники покрытия, которые обеспечивают лучшие результаты, представляют собой покрытия, выполненные из карбидов вольфрама, с матрицей из кобальта или хрома-кобальта в зависимости от используемого способа нанесения покрытия.
Покрытия, которые имеют хорошую эрозионную стойкость, характеризуются отсоединением или отслоением материала на малой части образца, в то время как это явление распространяется на гораздо большей поверхности тех материалов, у которых свойства эрозионной стойкости считаются неудовлетворительными.
Эти различия в поведении могут быть объяснены путем рассмотрения морфологии поверхности.
Когда слой поверхностного покрытия начинает терять свою устойчивость с последующей потерей материала, взаимодействие жидкость/твердое тело становится особенно сложным. В этой ситуации импульсное и ударное давления, которые запускают явление эрозии, сильно зависят от точки, в которой происходит начальный контакт с каплями, при этом капли, которые падают на острие (наклон), развивают более низкие локальные давления по сравнению с каплями, которые падают в углубление.
В случае основных материалов низкая стойкость, проявляемая поверхностью, делает удаление материала почти абсолютно однородным вдоль всей области, участвующей в исследовании.
Неудовлетворительное поведение большинства покрытий, известных из уровня техники, может быть объяснено пониженной адгезией покрытия к металлической подложке и хорошо известной внутренней хрупкостью (из-за присутствия карбидов хрома).
И наоборот, известные из уровня техники покрытия, которые обеспечивают улучшенные результаты, представляют собой покрытия, состоящие из карбидов вольфрама, с матрицей из кобальта или хрома-кобальта в зависимости от используемого способа покрытия.
Как правило, рабочие характеристики покрытий, нанесенных с помощью HVOF, улучшаются с повышением содержания карбида вольфрама. Морфология покрытия 88WC-12Co, изученная по микрофотографиям, является на самом деле более гомогенной по сравнению с покрытием 83WC-17Co. С другой стороны, различия в характеристиках одного и того же материала (WC10Co-4Cr), нанесенного посредством SD-GunTM или HVOF, являются совершенно явными. Результаты первого процесса являются неожиданно хорошими, в то время как результаты второго являются неудовлетворительными.
Это подтверждает тот факт, что в настоящее время процесс напыления является очень важным для получения определенных рабочих характеристик покрытия.
Термическая обработка, известная из уровня техники и направленная на повышение твердости, дает, как было недавно показано, лишь небольшое увеличение эрозионной стойкости из-за избыточной хрупкости. Было показано, что в случае нанесения покрытий посредством термического напыления важным параметром для оценки стойкости к эрозии жидкостями является адгезионная стойкость. Ее низкое значение прямо говорит о том, что покрытие является несоответствующим. Дополнительное требование с точки зрения эрозионной стойкости представляет собой хорошее качество микроструктуры покрытия.
Как следствие, в настоящее время имеется потребность в создании новых типов покрытий или видов обработки компонентов газовых турбин, которые способны эффективно понижать скорость эрозии металла из-за отделения, вызванного соударениями с жидкостями.
Одна из общих целей настоящего изобретения по этой причине заключается в создании сплава для нанесения покрытия на компоненты паровых турбин, который является в высшей степени стойким по отношению к явлениям эрозии металла в результате соударений с жидкостями.
Другая цель настоящего изобретения заключается в создании способа обработки поверхностей металлических рабочих органов, подвергающихся эрозии, в частности лопаток паровых турбин, который эффективно повышает адгезионную стойкость нанесенного покрытия.
Последняя по порядку, но не по важности, цель состоит в создании сплава и способа нанесения покрытия на лопатки паровых турбин, который является простым в осуществлении и не требует высоких затрат на производство.
Неожиданно было обнаружено, что возможно получение покрытия компонентов паровых турбин, подвергающихся эрозии, путем нанесения на металлические поверхности указанных компонентов сплава на основе кобальта, имеющего состав, который является особенно обогащенным вольфрамом и выбирается соответствующим образом.
Сплав в соответствии с настоящим изобретением представляет собой сплав типа стеллита или сплава Хайнеса (Haynes), относясь к материалам, которые принадлежат к группе цветных твердых сплавов на основе кобальта, хрома и вольфрама, стойких к коррозии и износу.
В частности, заявитель определил композицию сплава, которая является особенно пригодной для нанесения покрытий на компоненты паровых турбин и содержит:
28-32 мас.% хрома,
6-8 мас.% вольфрама,
0,1-2 мас.% кремния,
1,2-1,7 мас.% углерода,
3-6 мас.% никеля,
1-3 мас.% молибдена,
остаток до 100% - кобальт.
В соответствии с одним из вариантов воплощения, сплав по настоящему изобретению также может содержать 0-1 мас.% железа, 0-1 мас.% марганца и другие элементы в количестве, находящемся в пределах от 0 до 0,5 мас.%.
Сплав по настоящему изобретению имеет оптимизированный химический состав, выбранный для улучшения характеристик защиты от эрозии жидкостью, когда он подвергается явлению эрозии, например как компоненты (конструктивные элементы) паровых турбин.
Было показано, что композиции сплава по настоящему изобретению, преимущественно, поставляемого в порошкообразной форме, дают возможность для получения на компонентах паровых турбин слоя покрытия, который является очень устойчивым к механическим напряжениям, вызываемым соударениями с частицами жидкости.
В частности, в ходе конкретных исследований и испытаний было установлено, что использование сплава по настоящему изобретению делает возможным получение покрытий, имеющих более высокую на порядок величины (например, 2100000 ударов против 180000 для традиционных упрочненных материалов) стойкость к эрозии из-за соударений с жидкостями по сравнению со значениями стойкости других материалов, используемых в уровне техники. Установлено также, что нанесение сплава по настоящему изобретению на поверхность лопаток турбин обеспечивает неожиданно более высокую эрозионную стойкость по сравнению с использованием стеллитных составов известного типа.
Сплав по настоящему изобретению имеет заданное количество различных элементов, которые определяют свойства стойкости к коррозии из-за воздействия жидкости, когда сплав наносится на поверхности компонентов турбин.
В частности, содержание углерода в композиции оптимизировано и сбалансировано для формирования карбидов, имеющих соответствующую стехиометрию, а содержание хрома и высокие содержания вольфрама и молибдена подобрано для получения улучшенного упрочнения твердого раствора и для получения максимальных значений выделения (вторичных фаз) карбидов, имеющих соответствующую стехиометрию. В дополнение к этому, композиция сплава по настоящему изобретению имеет высокое содержание никеля, предпочтительно от 3,5 до 5,5%, для того, чтобы повысить пластичность сплава и стойкость слоя покрытия.
В соответствии с другим аспектом настоящего изобретения, предусматривается способ обработки рабочих органов, подвергающихся эрозии, в частности компонентов паровых турбин, включающий в себя нанесение сплава на основе кобальта, описанного ранее, на поверхность указанного рабочего органа или компонента турбины для формирования слоя защищающего от эрозии покрытия.
В соответствии с предпочтительным вариантом воплощения, нанесение покрытия на подвергающиеся эрозии рабочие органы, такие, например, как лопатки, ротор, статор, стенки паровых турбин, осуществляется посредством лазерного осаждения, преимущественно, с использованием лазерного устройства с CO2- или Nd-АИГ-лазером. Сплав по настоящему изобретению является на самом деле пригодным для использования при лазерном осаждении, которое включает в себя один или несколько проходов по поверхности металлических рабочих органов, подвергающихся эрозии, с тем, чтобы сформировать один или несколько слоев покрытия.
В соответствии с одним из вариантов воплощения, металлический материал, который должен подвергаться антиэрозионной обработке по настоящему изобретению, может предварительно нагреваться, а затем покрываться посредством лазерного плакирования.
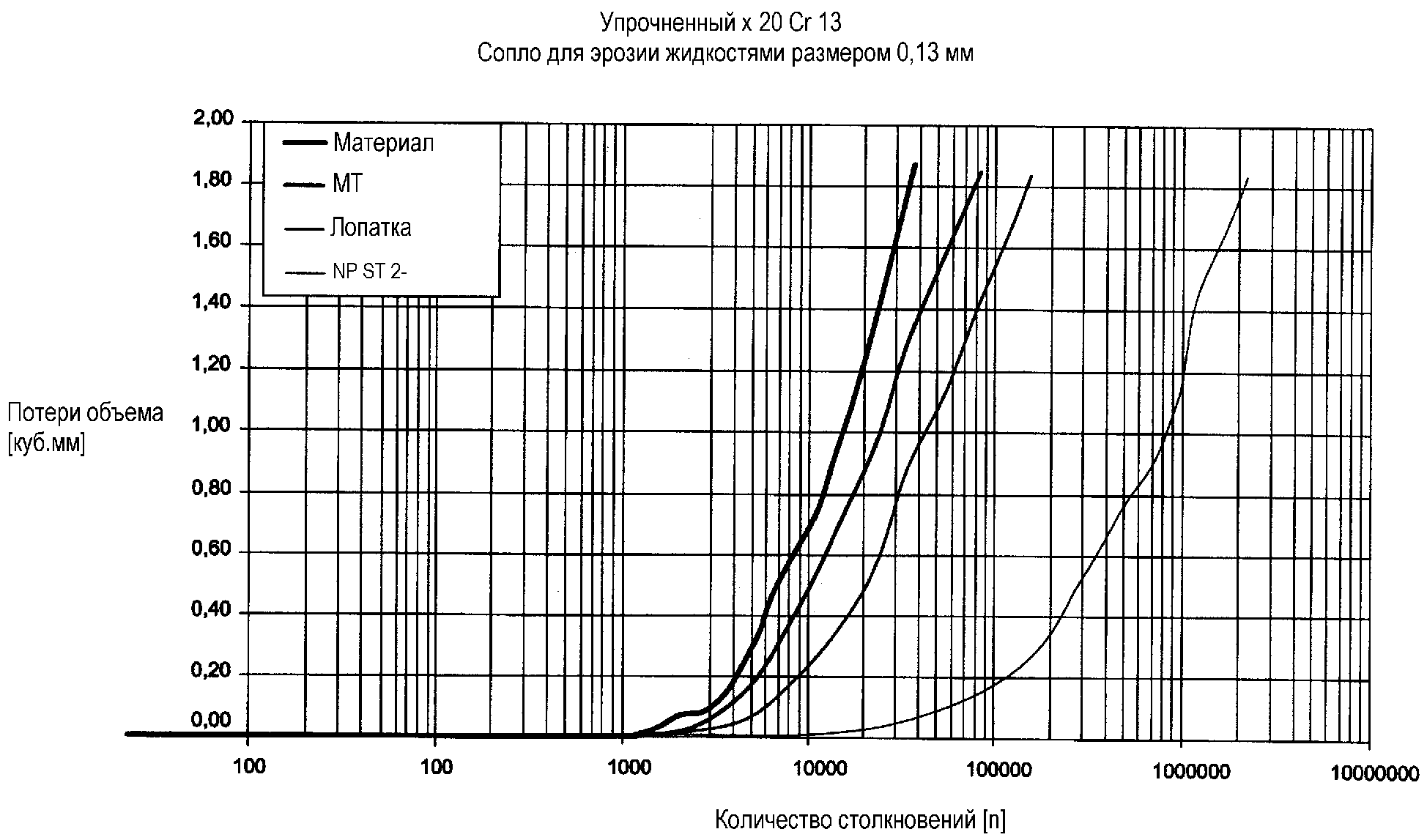
Различия в поведении компонента турбины, обработанного в соответствии со способом по настоящему изобретению, и металлических компонентов либо без нанесенного покрытия, либо с покрытием из продуктов, известных из уровня техники, видны из прилагаемого чертежа, на котором дан график, относящийся к сравнительным исследованиям эрозии жидкостью на 4 металлических образцах. На нем по оси абсцисс показано количество столкновений, а по оси ординат - объемные потери после столкновения с каплями жидкости.
График сводит вместе результаты эрозии под действием капель жидкости, распыляемой через 0,13 мм сопло, на четырех исследуемых образцах, изготовленных из мартенситной нержавеющей стали, из одного и того же материала, но с обработкой в виде ступенчатой закалки на мартенсит (MT, от англ. martempering treatment), из цельного стеллита и из нержавеющей стали, покрытой слоем, полученным путем лазерного осаждения сплава по настоящему изобретению в соответствии с примером 1.
График показывает увеличение эрозионной стойкости по отношению к каплям жидкости для образца, обработанного в соответствии с настоящим изобретением, по сравнению с образцами, известными из уровня техники. После того как материал покрытия в соответствии с настоящим изобретением наносится на металлические поверхности компонентов паровых турбин, он имеет высокую адгезионную стойкость.
Свойства высокой стойкости покрытия, полученного с помощью способа по настоящему изобретению, также подтверждаются по его микроструктурной морфологии.
На самом деле авторы наблюдали, что структура покрытия, полученного с помощью лазерных технологий, является исключительно тонкой, и отделение материала, которое в основном имеет место за счет растрескивания вдоль карбидных связей, является пониженным даже после продолжительных периодов активной работы турбины.
В дополнение к этому, покрытие из сплава, наносимое в соответствии со способом по настоящему изобретению, имеет всего тенденцию к отделению лишь после продолжительных и повторяющихся напряжений на ограниченной части образца, в то время как это явление захватывает гораздо более широкие области поверхности, когда покрытие изготавливается из материалов, известных из уровня техники.
Применение лазерной технологии, следовательно, делает возможным получение покрытий с высокой стойкостью к эрозии за счет отделения, вызванного столкновениями с жидкостями, уменьшая тем самым изменения (износ) основного материала до минимума. Использование лазерной технологии также делает возможным осуществление обработки для уменьшения напряжений при температурах, чуть более низких, чем температура восстановления, таким образом устраняя какие-либо возможные отрицательные воздействия в отношении прочности на разрыв.
Следующие далее примеры предусматриваются только для целей иллюстрации настоящего изобретения и не должны никоим образом рассматриваться в качестве ограничивающих рамки защиты, определяемые в соответствии с прилагаемой формулой изобретения.
ПРИМЕР 1
Для нанесения покрытия на механические компоненты паровой турбины использовали порошкообразную композицию, имеющую следующий состав:
Порошок наносили на лопатки турбины из нержавеющей стали посредством лазерного осаждения (лазерного плакирования) с помощью АИГ-лазера, с формированием слоя, имеющего толщину, равную примерно 1,2 мм.
ПРИМЕР 2
Следующая далее таблица показывает различные составы композиций, использованных в порошкообразной форме в соответствии с настоящим изобретением.
Реферат
Изобретение относится к сплаву на основе кобальта в порошкообразной форме для нанесения покрытия на объекты, подвергающиеся эрозии жидкостями, в частности на лопатки паровых турбин, а также к способу нанесения такого сплава. Технической задачей изобретения является создание сплава, создающего покрытие, которое имеет хорошую эрозионную стойкость к агрессивным жидкостям. Поставленная задача решается тем, что сплав содержит 28-32 мас.% хрома; 6-8 мас.% вольфрама; 0,1-2 мас.% кремния; 1,2-1,7 мас.% углерода; 3-6 мас.% никеля; 1-3 мас.% молибдена; остаток до 100 мас.% - кобальт. Сплав по изобретению является пригодным для использования при лазерном осаждении. 3 н. и 16 з.п. ф-лы, 1 табл., 1 ил.
Комментарии