Твердые припои на основе никеля - хрома - RU2167751C2
Код документа: RU2167751C2
Чертежи


Описание
1. Область, к которой относится изобретение
Данное изобретение относится к
твердым припоям, состоящим из сплавов на основе цикеля-хрома, содержащих переходные металлы, такие как железо и молибден, и некоторые металлоиды; и более конкретно, к многокомпонентным сплавам,
содержащим никель, хром, железо, молибден, бор и кремний, которые особенно пригодны для пайки металлов при высоких температурах с получением высокопрочных и коррозионностойких соединений.
2. Описание уровня техники
Пайка представляет собой процесс соединения металлических частей, часто разного состава, друг с другом. Обычно, твердый припой, который имеет температуру
плавления ниже температуры плавления частей, которые должны быть соединены, помещается между этими частями с образованием узла. Затем узел нагревается до температуры, достаточной для расплавления
твердого припоя. При охлаждении образуется прочное, предпочтительно коррозионностойкое соединение.
Одним видом изделий, получаемых с использованием пайки, являются теплообменники пластинчатого типа. Теплообменники пластинчато-рамного типа широко используются в пищевой, химической и воздушно-космической отраслях промышленности. Стандартный теплообменник пластинчато-рамного типа состоит из ряда чередующихся гофрированных и плоских листов металла, находящихся в тесном контакте друг с другом с использованием прокладок или припоев. В общем теплообменники, изготовленные с использованием пайки, прочнее и более пригодны для использования при высоких температурах и высоких давлениях, чем теплообменники, содержащие прокладки. Эти пластины монтируются на раме, которая может быть незакрепленной, или встраиваются в структуру агрегата. Эти пластины образуют сложную систему каналов, в которых по отдельности протекают два потока, один горячий и один холодный, жидкости и/или газа, осуществляя теплообмен и тем самым сохраняя энергию. Установки, содержащие только припаянные элементы, использовались некоторое время в основном с некоррозионными средами, такими как CFC и т.д. В них пайка осуществлена с использованием нержавеющей стали в качестве основного материала и в основном меди в качестве припоя. В последнее время вследствие всеобщего постепенного вытеснения CFC, используемого в качестве охлаждающего агента, и замены его, предпочтительно, аммиаком, а также развития энергосберегающих технологий в некоторых новых областях возникла необходимость создания некоррозионностойких припоев для нержавеющей стали, которые могут выдержать коррозионное действие аммиака и, в то же самое время, некоторых других даже более агрессивных, чем аммиак, сред, включая морскую воду, различные растворы кислот и т. д. Такие сплавы должны совмещаться с основными металлами, входящими в нержавеющую сталь и, следовательно, твердые припои на основе никеля-хрома представляют собой наилучший возможный выбор для таких областей. Более того, особенное значение для работы теплообменника имеет способность припаянных элементов противостоять усталости, возникающей вследствие переменных температурных напряжений. Следовательно, припои в теплообменниках не должны содержать никаких хрупких участков для того, чтобы обеспечить высокую пластичность и прочность в сочетании с коррозионной устойчивостью.
Твердые припои на основе никеля-хрома, содержащие бор и кремний, при кристаллизации из жидкой фазы образуют эвтектическую смесь твердого раствора и интерметаллических твердых фаз. Хорошо известно, что наличие интерметаллических фаз, обогащенных бором и кремнием, приводит к образованию припоев, которые являются хрупкими, плохо противостоят усталости и подвергаются коррозии. Обычно пайка осуществляется при выдержке при температуре пайки в течение 15-30 мин. Такой промежуток времени является недостаточным для уменьшения количества кремния и бора при растворении этих компонентов в соседних деталях из основного металла достаточной толщины до такой степени, что не могут образовываться интерметаллические фазы. Наиболее естественным путем для осуществления такого уменьшения содержания компонентов в припоях является повышение температуры пайки и увеличение времени выдержки в интервале высоких температур в процессе пайки. В то же время следует иметь в виду, что растворение кремния и бора в основных компонентах не должно приводить к хрупкости основного металла из-за образования интерметаллических фаз в самом металле.
Были созданы твердые припои, состоящие из сплавов на основе никеля-хрома, обладающие прочностью при высоких температурах и хорошей коррозионной стойкостью. Такие сплавы были описаны, например, в патентах США NN 4302515, 4745037 и 4543135. Сплавы, описанные в этих патентах, однако, обладают недостатками, которые делают их неподходящими для изготовления паянных изделий, которые должны длительно работать в очень агрессивных средах или иметь достаточную толщину для обеспечения достаточного поперечного сечения с высокой прочностью соединения. Например, сплавы, описанные в патентах США NN 4302515 и 4745037, содержат бор в достаточном количестве (количествах) (по меньшей мере, 9-18%). Хорошо известно, что бор диффундирует в большом количестве из области соединения в нержавеющую сталь и основные металлы, когда осуществляется пайка при очень высоких температурах, и образует интерметаллические фазы боридов, неблагоприятные для механической усталости основных металлов и коррозионной стойкости. Бор с его маленьким атомным радиусом диффундирует вдоль границ зерен, образуя интерметаллические бориды и приводя к хрупкому разрушению под нагрузкой при повышенных температурах. Следовательно, сплавы, содержащие большие количества бора, не подходят для пайки изделий, предназначенных выдерживать высокую температуру, высокое напряжение и высокие усталостные нагрузки, например сотовых структур из нержавеющей стали и/или суперсплавов, используемых в аэродинамических профилях и теплообменниках пластинчатого типа, подвергающихся воздействию переменных высоких давлений и высоких температур. Более того, это имеет решающее значение для структур, в которых используются тонкие основные металлические компоненты (толщина, примерно 0,1- 0,05 мм).
Что касается четверных сплавов на основе никеля-хрома-кремния-бора, описанных в патенте США N 4543135, то эти сплавы содержат высокие концентрации никеля и хрома, умеренную концентрацию кремния и маленькую концентрацию бора. Хотя проблемы, связанные с наличием бора, в основном, удается избежать, высокое содержание хрома приводит к небольшой пластичности ленты. Конкретно, эти сплавы нельзя получить в виде широкой пластичной фольги, имеющей толщину около или более 25 мкм. Из предшествующего уровня техники хорошо известно, что повышенная коррозионная стойкость имеет особенное значение для теплообменников, в которых в качестве охлаждающей среды используют воду, или когда вода предварительно нагревается перед превращением в пар на электростанициях для сохранения энергии. По вышеуказанным причинам сплавы, описанные в известных источниках, не эффективны для использования при пайке изделий, которые должны использоваться в условиях высоких температур, высоких напряжений и высокой усталости, например теплообменников.
Соответственно, все еще существует необходимость создания улучшенных твердых припоев, пригодных для пайки нержавеющих сталей и суперсплавов при высоких температурах. Далее, существует необходимость в создании усовершенствованного способа пайки, приводящего к получению паянных изделий, обладающих оптимальными микроструктурой и толщиной, которые сохраняют высокую прочность и высокую коррозионную стойкость при повышенных температурах в течение длительного времени.
Сущность изобретения
Данное изобретение
предусматривает твердый припой с улучшенными свойствами, который характеризуется высокой температурой плавления и низкой эрозией деталей из основного металла. Напаянные соединения, полученные с
использованием такого припоя, имеют однородную микроструктуру и обладают высокой прочностью при повышенных температурах. Кроме того, напаянные соединения проявляют коррозионную стойкость в различных
коррозионных средах. Сплавы, особенно подходящие для использования в качестве твердого припоя, в основном представляют собой сплавы на основе никеля-хрома, имеющие состав, определяемый следующей
формулой
CraFebSicBdMoeNiостальное
где индексы "а", "b", "с", "d" и "e" выражены в атомных процентах, "а" равен от
примерно 9,5 до примерно 16,5, "b" равен от 0 до примерно 5, "с" равен от примерно 10 до примерно 15, "d" равен от примерно 6 до примерно 7, "e" равен от 0 до примерно 5 и остальное составляют никель
и случайные примеси.
Кроме того, изобретение предусматривает твердые припои в виде гомогенной пластичной фольги, которая состоит из метастабильных веществ, предпочтительно, содержащих, по меньшей мере, 80% стекловидной структуры.
Далее, согласно данному изобретению предусматривается паяное изделие, изготовленное способом, который включает:
(а) получение
расплава композиции, в основном включающей от 0 до примерно 5 ат. % железа, от примерно 9,5 до примерно 16,5 ат.% хрома, от примерно 10 до примерно 15 ат.% кремния, от примерно 6 до примерно 7 ат.%
бора, от 0 до примерно 5 ат.% молибдена, остальное до 100% - никель и случайные примеси, и быстрое охлаждение расплава на охлаждаемой поверхности, движущейся со скоростью, по меньшей мере, около
105oC/с с получением гомогенной пластичной фольги для припоя;
(б) помещение указанного припоя между деталями из основного металла с получением узла;
(в)
нагревание узла до температуры, примерно на 50oC превышающей температуру ликвидуса указанного твердого припоя и выдержки при указанной температуре в течение времени, достаточного для
растворения интерметаллических хрупких фаз, образовавшихся во время пайки и последующего охлаждения до примерно 1000oC и выдержки при указанной температуре в течение времени, достаточного
для отжига указанной структуры после пайки;
(г) охлаждение узла с получением паянной структуры.
Краткое описание чертежа
Данное изобретение будет легче понять и
оценить очевидные его преимущества при ознакомлении с нижеследующим подробным описанием предпочтительных форм воплощения изобретения и прилагаемым чертежом:
на чертеже показан результат
растровой электронной микроскопии образца нержавеющей стали AISI 316 с использованием припоя по данному изобретению, причем микрофотогорафия показывает практически однородную однофазную структуру.
Подробное описание изобретения
В любом процессе пайки припой должен иметь температуру плавления, которая является достаточно высокой для обеспечения прочности, чтобы
удовлетворить требованиям, предъявляемым к металлическим частям, которые должны быть припаяны друг к другу. Далее, этот материал должен быть совместимым и химически, и металлургически с основным
металлом деталей, подвергаемых пайке. Кроме того, припой должен быть более благородным, чем основной металл, чтобы избежать коррозии. В идеальном случае припой должен быть в виде фольги,
представляющей собой 100%-ный металл, для того, чтобы можно было штамповать сложные структуры и чтобы пайку сложных структур можно было легко осуществить. Более того, фольга-припой должна быть
гомогенной и пластичной, т. е. не содержать связующих или других материалов, которые образуют пустоты или загрязняющие продукты в процессе пайки, и должна обладать достаточной гибкостью, чтобы ее
можно было свернуть в моток с маленьким радиусом, в 10 раз превышающим толщину фольги, без излома. Наконец, условия пайки должны обеспечивать образование прочной и пластичной микроструктуры припоя,
которая практически не содержит хрупких интерметаллических фаз кремний-бор.
В соответствии с данным изобретением предусмотрены многокомпонентные сплавы на основе никеля-хрома, проявляющие ликвидус при, по меньшей мере, примерно 1090oC, которые особенно пригодны для пайки нержавеющих сталей и суперсплавов. Твердые припои имеют состав, содержащий от 0 до примерно 5 ат. % железа, от примерно 9,5 до примерно 16,5 ат.% хрома, от примерно 10 до примерно 15 ат. % кремния, от примерно 6 до примерно 7 ат.% бора, от 0 до примерно 5 ат.% молибдена, при этом остальное составляют никель и случайные примеси. Каждый компонент придает некоторые из уникального сочетания характеристик, свойственных для сплавов на основе Ni-Cr согласно данному изобретению. Относительно высокий ликвидус сплавов согласно данному изобретению в основном является результатом высокого содержания никеля-хрома и умеренного содержания кремния-бора в сплавах. Преимущественно, паянные соединения, полученные с твердым припоем из этих сплавов, могут выдерживать высокие температуры. Кроме того, содержание хрома в припое больше 10 вес.%, что является хорошо известным пределом, выше которого коррозионностойкие хромсодержащие сплавы образуют пассивную защитную пленку. Предпочтительно, количество хрома, содержащегося в сплаве, меняется от примерно 9,5 до примерно 16,5 ат.% и, более предпочтительно, от примерно 12 до примерно 15 ат.%. Железо, содержащееся в количестве от 0 до примерно 5 ат.% и, более предпочтительно, от примерно 1 до примерно 4 ат.%, улучшает совместимость твердого припоя с основным металлом. Бор и кремний добавляют для улучшения способности сплавов существовать в аморфной форме и снижения температуры плавления сплавов. Бор содержится в количестве от примерно 6 до примерно 7 и, более предпочтительно, от примерно 6,2 до примерно 6,8 ат.% для улучшения образования аморфной фазы и взаимодействия между основой и твердым припоем. Содержание кремния меняется от примерно 10 до примерно 15 и, более предпочтительно, от примерно 11,0 до примерно 13,5 ат.%. В этих количествах кремний вызывает образование стекловидной структуры и улучшает способность твердого припоя к пайке. Общее содержание бора и кремния не может быть настолько большим, чтобы вызвать избыточную эрозию основного металла во время пайки или вызвать чрезмерное образование отдельной фазы хрупких интерметаллических соединений в напаянном материале. Предпочтительно, общее содержание бора и кремния в припое колеблется от примерно 16 до примерно 22 ат.% и, более 4 предпочтительно, колеблется от 18 до примерно 20 ат.%.
Предпочтительно также, чтобы молибден содержался в количестве от 0 до примерно 5 ат. % и, более предпочтительно, от примерно 3,0 до примерно 3,5 ат.%. Роль молибдена в сплавах согласно настоящему изобретению состоит в сохранении низкой температуры плавления сплава при увеличении общей прочности пассивной пленки, образующейся на паянных соединениях. Более конкретно, молибден значительно уменьшает вероятность точечной коррозии паянных соединений, которые могут быть получены с использованием сплавов согласно настоящему изобретению.
Наличие никеля в сплавах согласно настоящему изобретению значительно повышает их стойкость к определенным неокисляющим коррозионным средам. Никель также придает другие желательные свойства, такие как аморфность, пластичность и т.д.
Сплавы согласно настоящему изобретению могут быть получены в различных формах, таких как порошки, фольга, ленты и проволока, при использовании различных хорошо известных методов. Способы, обычно используемые для получения сплавов в виде порошка, включают газовую или водную атомизацию или механическое измельчение в порошок. Наиболее предпочтительным способом, используемым для получения сплавов в виде фольги, лент или проволоки, согласно данному изобретению является быстрое затвердевание.
Сплавы согласно настоящему изобретению обладают рядом преимуществ, эти свойства до сих пор не были описаны. Эти сплавы имеют высокую температуру плавления по сравнению с известными составами на основе никеля-хрома вследствие низкого содержания бора. Кроме того, сплавы характеризуются низкой эрозией основного металла и не создают проблем с диффузией, обычно характерной для сплавов с высоким содержанием бора, так как количество бора в них минимально. В то же самое время, это количество бора в сочетании с достаточной концентрацией кремния способствует получению пластичной и толстой ленты при быстром затвердевании. Более того, общее содержание бора и кремния в достаточных количествах и количество хрома, не превышающее примерно 16,5 ам.%, способствует способности сплава образовывать стекловидную фазу и оставаться пластичным в виде ленты достаточной толщины. Наконец, сплавы согласно данному изобретению практически не вызывают эрозии основного металла, тем самым сохраняя целостность тонких элементов, используемых в сотовых и пластинчатых структурах.
Сплавы согласно данному изобретению обычно получают в виде гомогенных пластичных фольги или проволоки путем литья сплавов вышеописанного состава с использованием техники быстрого затвердевания. Более конкретно, гомогенные твердые припои согласно данному изобретению получают методом быстрого затвердевания, который заключается в образовании расплава композиции и резком охлаждении расплава на барабане, вращающемся со скоростью, по меньшей мере, примерно 105oC/с. Этот способ описан в патенте США N 4142571. В таких условиях резкого охлаждения образуется метастабильный гомогенный пластичный продукт. Метастабильное вещество может быть стекловидным когда нет дальнего порядка, о чем свидетельствует рентгеновская диффрактограмма, на которой наблюдается диффракционное гало, похожее на наблюдаемое в случае неорганических окислов стекол. Предпочтительно, чтобы микроструктура сплавов согласно данному изобретению содержала, по меньшей мере, 80% стекловидной фазы для достижения превосходной пластичности, и, наиболее предпочтительно, чтобы стекловидная фаза содержалась в количестве, по меньшей мере, 90%.
Фольга, полученная методом быстрого затвердевания, описанным здесь, имеет толщину от примерно 13 до примерно 100 мкм, обычно от примерно 13 до примерно 76 мкм и ширину до 200 мм и более. Поскольку эти продукты гомогенны (то есть имеют практически однородный состав во всех направлениях), напаянные участки, полученные с их использованием, тоже являются однородными и практически не содержат пустот.
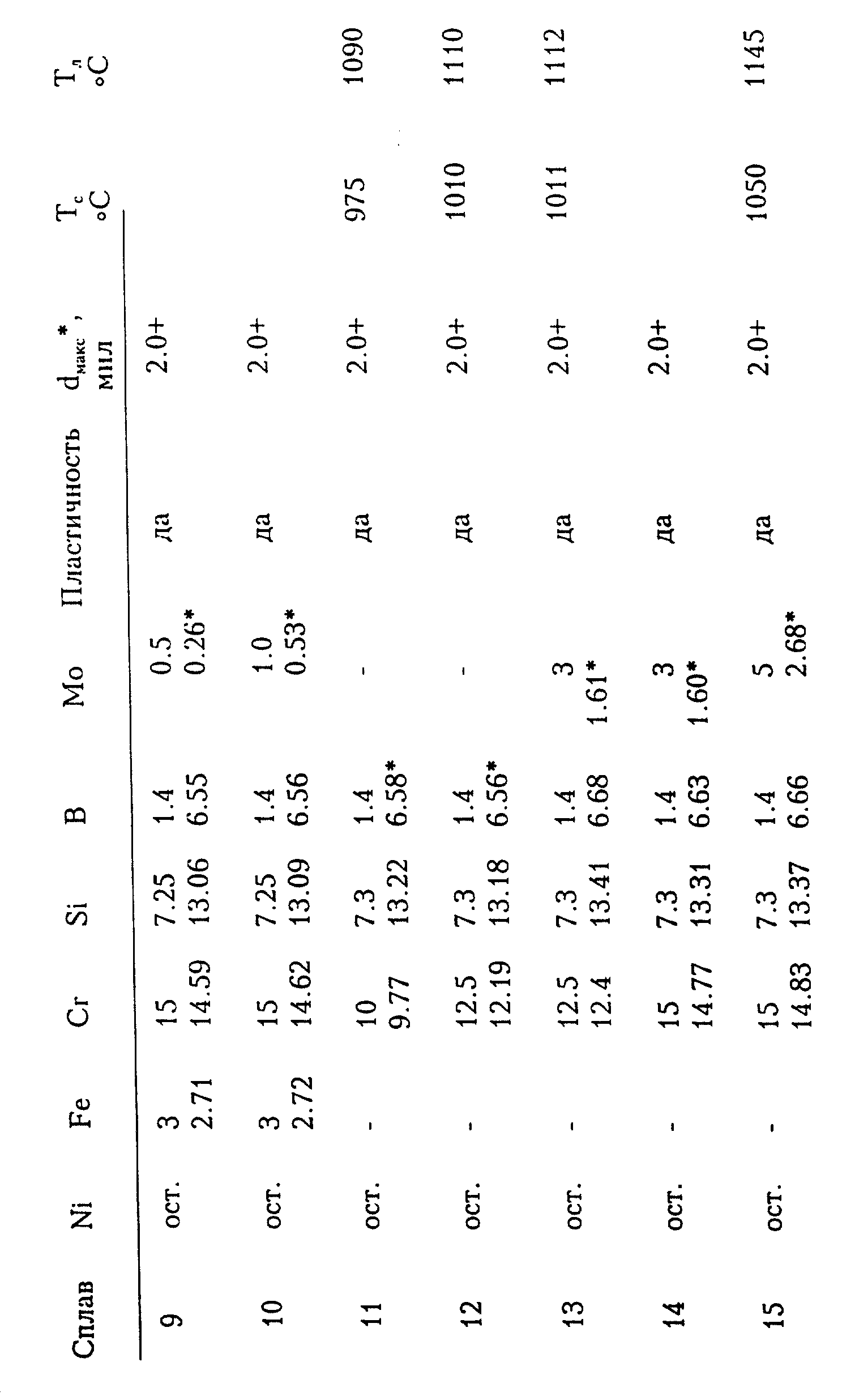
В широком интервале соотношения компонентов составов по данному изобретению был установлен предпочтительный вариант состава, который содержит от примерно 9,5 до примерно 16,5 ат.% хрома, от 0 до примерно 5 ат.% железа, от примерно 10 до примерно 15 ат.% кремния, от примерно 6 до примерно 7 ат.% бора и от 0 до примерно 5 ат.% молибдена, остальное составляют никель и случайные примеси. Сплавы согласно этому наиболее предпочтительному варианту характеризуются температурами плавления в пределах от примерно 960oC до примерно 1200oC и, наиболее предпочтительно, от примерно 1030oC до примерно 1130oC. Особые преимущества этих сплавов включают способность к пайке при приемлемо высоких температурах и к образованию соединения, которое можно использовать при повышенных температурах в условиях высокого напряжения, коррозионных сред и усталостных факторов без значительной потери механических свойств.
Сплавы, полученные согласно данному изобретению, особенно пригодны для пайки сотовых структур из нержавеющих сталей и теплообменников пластинчатого типа, используемых в аэрокосмической промышленности, на электростанциях, в пищевой, химической и других перерабатывающих отраслях промышленности. Кроме того, способ пайки согласно данному изобретению обеспечивает заметное улучшение механической прочности соединения и повышение коррозионной и усталостной прочности. Это заметное улучшение обусловлено увеличенным временем выдержки (предпочтительно, около 2 или более часов) при температуре пайки, по меньшей мере, на 50oC выше, чем ликвидус.
Следующие примеры приведены для лучшего понимания изобретения. Конкретные методы, условия, материалы, соотношения и данные, приведенные ниже для иллюстрации принципов и осуществления изобретения, являются примерами и их нельзя рассматривать как ограничивающие объем изобретения.
Пример 1
Ленты шириной от примерно 2,54 до примерно 200 мм (примерно 0,1-8 дюймов) и толщиной от примерно 13 до примерно 76 мкм (примерно 0,0005-0,003 дюйма) получают путем
непрерывного осаждения расплава каждой из композиций, приведенных ниже в таблице 1, под избыточным давлением аргона на быстро вращающийся охлаждаемый медный барабан (поверхностная скорость примерно
3000-6000 фут/мин [914,4-1828,8 м/мин]). Получают метастабильные гомогенные ленты с практически стекловидной структурой. Температуры ликвидуса и солидуса лент, приведенные в таблице 1, определяют
методом дифференциального термического анализа (ДТА). Индивидуальные образцы нагревают бок о бок с инертным эталоном с равномерной скоростью и измеряют перепад температур как функцию температуры.
Получают термограмму (график зависимости изменения тепловой энергии от температуры), на которой определяют начало плавления и окончание плавления, известные соответственно, как температуры солидуса и
ликвидуса. Полученные данные приведены ниже в таблице 1.
Пример 2
Образцы в виде полосок для испытания на разрыв вырезают из нержавеющей стали AISI 316. Состав нержавеющей
стали AISI 316 приведен в таблице 2.
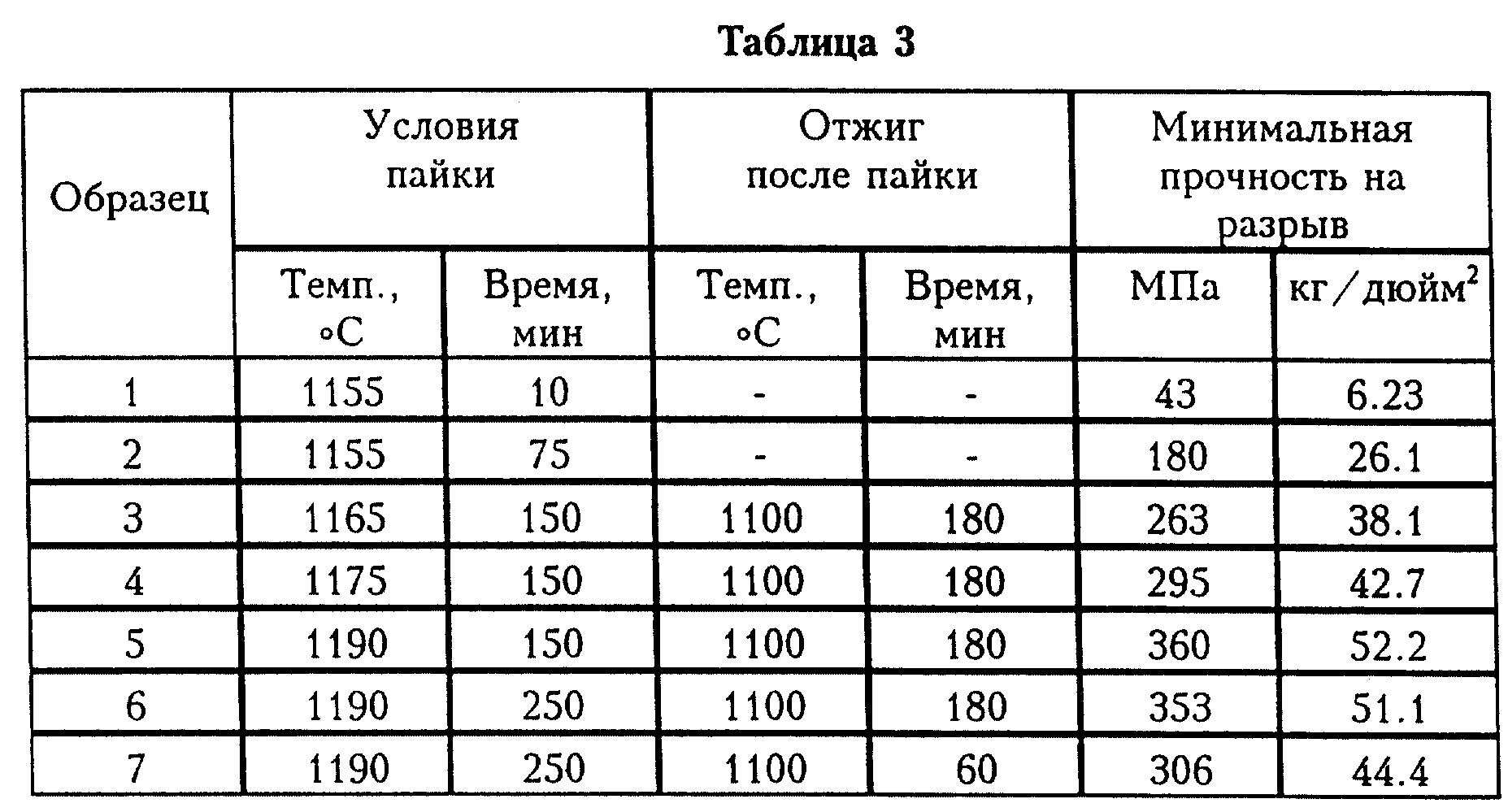
Образцы для испытания измеряют и накладывают внахлестку на AWS С З.2-63. Образцы вырезают перпендикулярно продольному направлению. Толщина равна 0, 3175 см (0,125 дюйма). Соединения, паянные твердым припоем, являются соединениями внахлестку с размерами нахлестки, тщательно регулируемыми до величины 1,27 см (0,5 дюйма). Образцы обезжиривают бензолом. Соединения внахлестку, содержащие ленты припоя по изобретению, собираются с лентами бок о бок.
В случае этих твердых припоев ленты действуют как распорки. Единственный точечный сварной шов используется, чтобы удержать вместе собранные элементы, как это общепринято в промышленности. Для пайки этих образцов используют твердый припой по изобретению, аморфную пластичную ленту номинального состава (образец N 1) с размерами: 50 мкм (около 0,002 дюйма) толщина и 12,5 мм (0,5 дюйма) ширина. Пайку осуществляют в вакуумной печи, давление в которой доводится до 1,33• 10-2 Па (10-4 Торр). Условия пайки показаны в таблице 3. Типичная микроструктура соединения после такой пайки представлена на чертеже 1. Интерметаллические фазы, содержащие кремний/бор, наблюдаются только вне площади соединения, а именно в толстом валике, содержащем избыточное количество припоя. Само соединение является однородным и имеет прочную и пластичную однофазную структуру, состоящую из твердого раствора на основе никеля-хрома.
Эти паянные образцы для испытания на разрыв подвергаются испытанию после окончания пайки. Результаты испытания приведены в таблице 3.
Каждое из паянных соединений разрывается не по припою, а по основному металлу. Соответственно, приведенные величины представляют собой нижние пределы.
После ознакомления с довольно полным описанием изобретения следует иметь в виду, что приведенные подробности не ограничивают объем изобретения и что различные изменения и модификации очевидны для специалиста и охватываются данным изобретением, объем которого определяется формулой изобретения.
Реферат
Твердый припой - сплав, являющийся на 80% стекловидным, а состав припоя определяется формулой CraFebSicBdMOe Nостальное, где, ат.%: "а" меняется от примерно 9,5 до примерно 16,5, "b" - от 0 до примерно 5, "c" - от примерно 10 до примерно 15, "d" - от примерно 6 до примерно 7, "е" - от 0 до примерно 5, остальное составляет никель. Припой может быть изготовлен в виде гомогенной пластинчатой фольги. Паянное изделие изготовлено способом, включающим стадии: а) получение гомогенной пластинчатой фольги из расплава композиции, содержащего следующие компоненты, ат. %: "а" меняется от примерно 9,5 до примерно 16,5, "b" - от 0 до примерно 5, "c" - от примерно 10 до примерно 15, "d" - от примерно 6 до примерно 7, "е" - от 0 до примерно 5, остальное составляет никель, путем быстрого охлаждения расплава на охлаждаемой поверхности, движущейся со скоростью по крайней мере около 105°С/с; б) помещение припоя между деталями из основного металла с получением узла, в) нагрев узла и его выдержку при указанной температуре проводят в течение времени, достаточного для растворения интерметаллических хрупких фаз, образовавшихся во время пайки, г) охлаждение до примерно 1000°С с последующей выдержкой при указанной температуре в течение времени, достаточного для отжига структуры после пайки. Припои характеризуются высокой прочностью, пластичностью, а также усталостной и коррозионной стойкостью. Паянное изделие характеризуются отсутствием хрупких интерметаллических соединений. 4 с. и 4 з.п. ф-лы, 1 ил. , 3 табл.

Комментарии