Устройство для сварки неплавящимся электродом с применением ультразвуковых колебаний - RU188681U1
Код документа: RU188681U1
Чертежи
Описание
Полезная модель относится к сварочному производству, в частности к дуговой сварке неплавящимся электродом с применением ультразвуковых колебаний в среде защитных газов, и может быть применена во всех областях промышленности, особенно при сварке сталей и сплавов, а также при сварке черных и цветных металлов.
Известно устройство для сварки неплавящимся электродом с применением ультразвуковых колебаний (патент Китая CN 100577340 С, МПК B23K 9/167, опубликован 06.01.2010 г.), содержащее пьезопреобразователь, состоящий из пьезоэлемента и излучателя ультразвуковых колебаний, защитное сопло и неплавящийся электрод, при этом электрод жестко прикреплен к излучателю ультразвуковых колебаний. Недостатками данного устройства для сварки неплавящимся электродом с применением ультразвуковых колебаний являются выход из строя пьезопреобразователя в результате теплового воздействия сварочной дуги и передачи тепла от электрода к пьезопреобразователю посредством их жесткого соединения, а также неспособность фокусирования излучателем ультразвуковых колебаний в области сварочной дуги, что снижает производительность сварки: глубину проплавления, качество формирования шва и стабильность процесса.
Наиболее близкой к полезной модели по технической сущности является устройство для сварки неплавящимся электродом с применением ультразвуковых колебаний (патент Китая CN 103212914А, МПК B23K 28/02, опубликован 24.07.2013 г.), содержащее корпус сварочной горелки, пьезопреобразователь, состоящий из пьезоэлемента и излучающей линзы, неплавящийся электрод и защитное сопло.
Однако данная конструкция устройства для сварки неплавящимся электродом с применением ультразвуковых колебаний имеет ряд недостатков. Закрепленный с внешней стороны защитного сопла пьезопреобразователь, содержащий пьезоэлемент и излучающую линзу от воздействия высокой температуры сварочной дуги перегревается, что приводит к изменению частоты резонанса пьезоэлемента, а значит, и к потере ультразвуковых колебаний в области дуги. При дальнейшем нагреве пьезоэлемента достигается критическая температура, при которой пьезоэлемент теряет свои свойства и перестанет совершать колебательные движения, так же конструкция данной излучающей линзы не позволяет сфокусировать ультразвуковые колебания в области сварочной дуги, вследствие чего, это приводит к снижению производительности сварки: уменьшению глубины проплавления, нарушению формирования шва и стабильности процесса.
Задачей, на решение которой направлена данная полезная модель, является повышение производительности сварки: увеличение глубины проплавления, улучшение качества формирования шва и стабильности процесса, за счет размещения пьезопреобразователя внутри защитного сопла, причем жестко закрепленного пьезоэлемента на плосковогнутой фокусирующей линзе, которая жестко прикреплена к корпусу сварочной горелки и имеет радиус кривизны

Техническим результатом настоящей полезной модели является повышение производительности сварки за счет увеличения глубины проплавления, улучшения качества формирования шва и стабильности процесса сварки при больших скоростях и высоких значениях сварочного тока.
Поставленный технический результат достигается тем, что в устройстве для сварки неплавящимся электродом с применением ультразвуковых колебаний, содержащим корпус сварочной горелки, пьезопреобразователь, состоящий из пьезоэлемента и излучающей линзы, неплавящийся электрод и защитное сопло пьезопреобразователь размещен внутри защитного сопла, причем пьезоэлемент жестко закреплен на излучающей плосковогнутой фокусирующей линзе, которая жестко прикреплена к корпусу сварочной горелки и имеет радиус кривизны

Размещение пьезопреобразователя внутри защитного сопла позволит эффективно отводить тепло от пьезоэлемента жестко закрепленного на излучающей плосковогнутой фокусирующей линзе за счет ее жесткого крепления к корпусу сварочной горелки, которая в свою очередь имеет водяное охлаждение, что позволяет стабилизировать процесс сварки при больших скоростях и высоких значениях сварочного тока.
Выполнение излучающей плосковогнутой фокусирующей линзы с радиусом кривизны



Таким образом, предложенная конструкция обеспечивает повышение производительности сварки за счет увеличения глубины проплавления, улучшения качества формирования шва и стабильности процесса сварки при больших скоростях и высоких значениях сварочного тока.
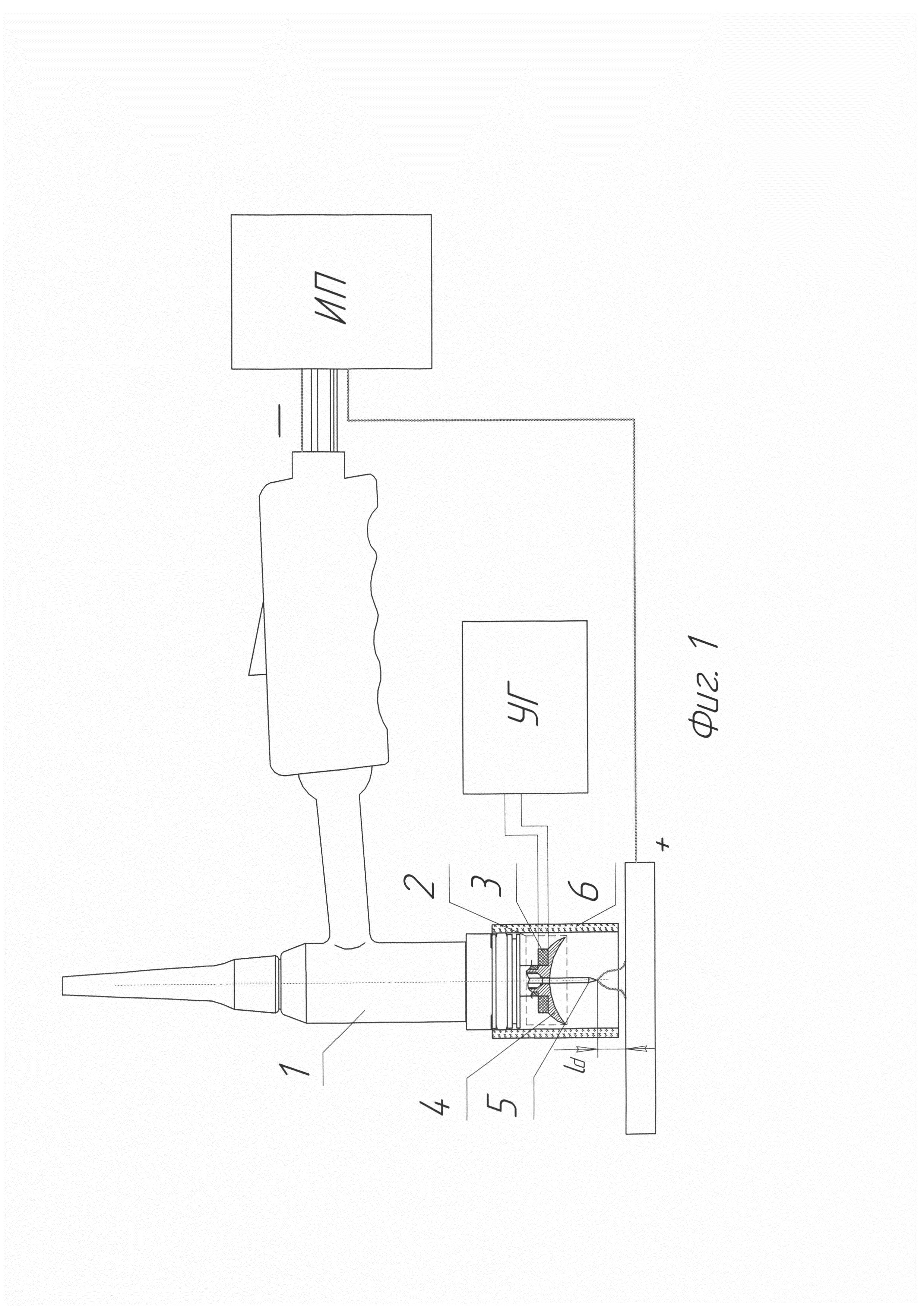
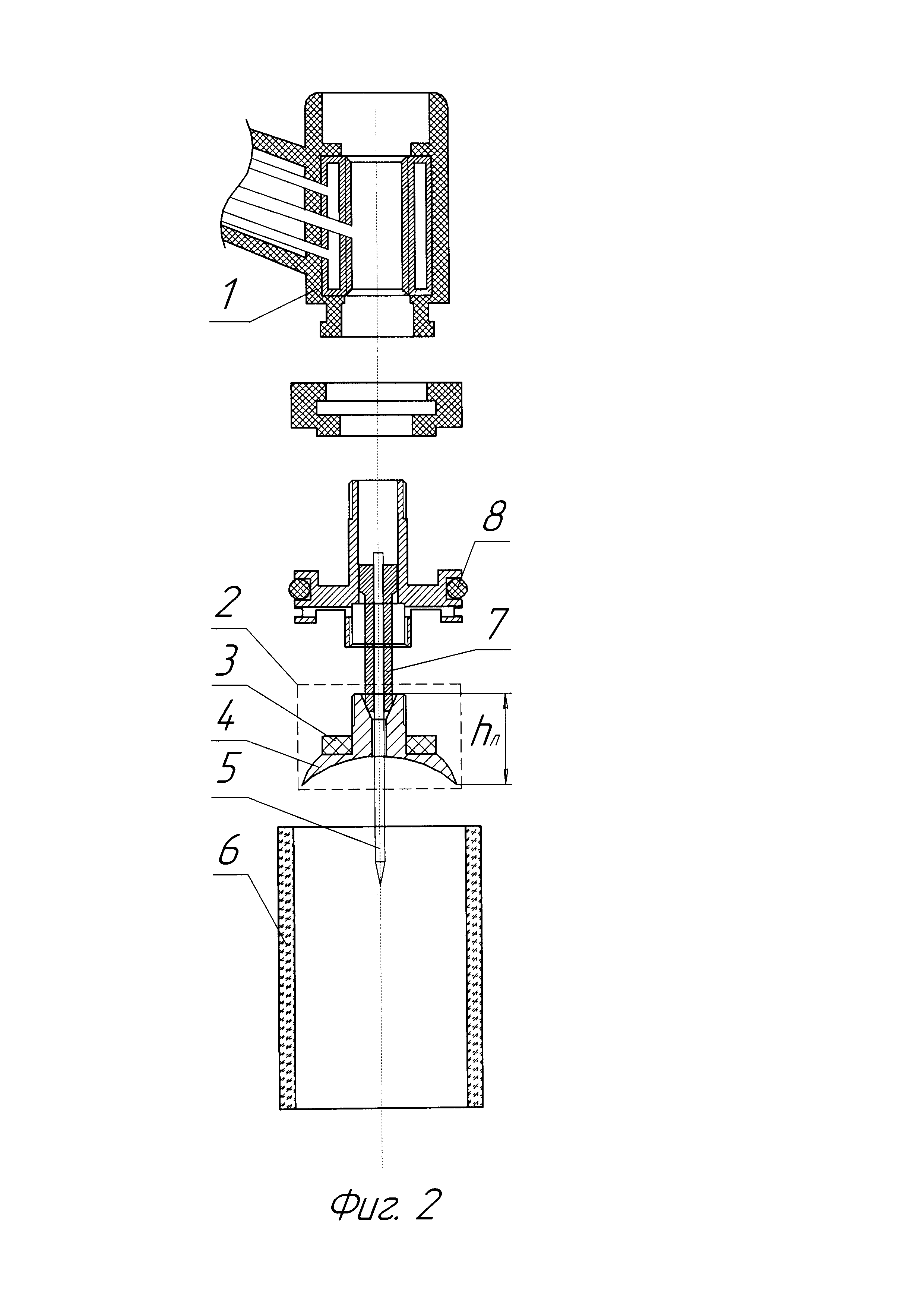
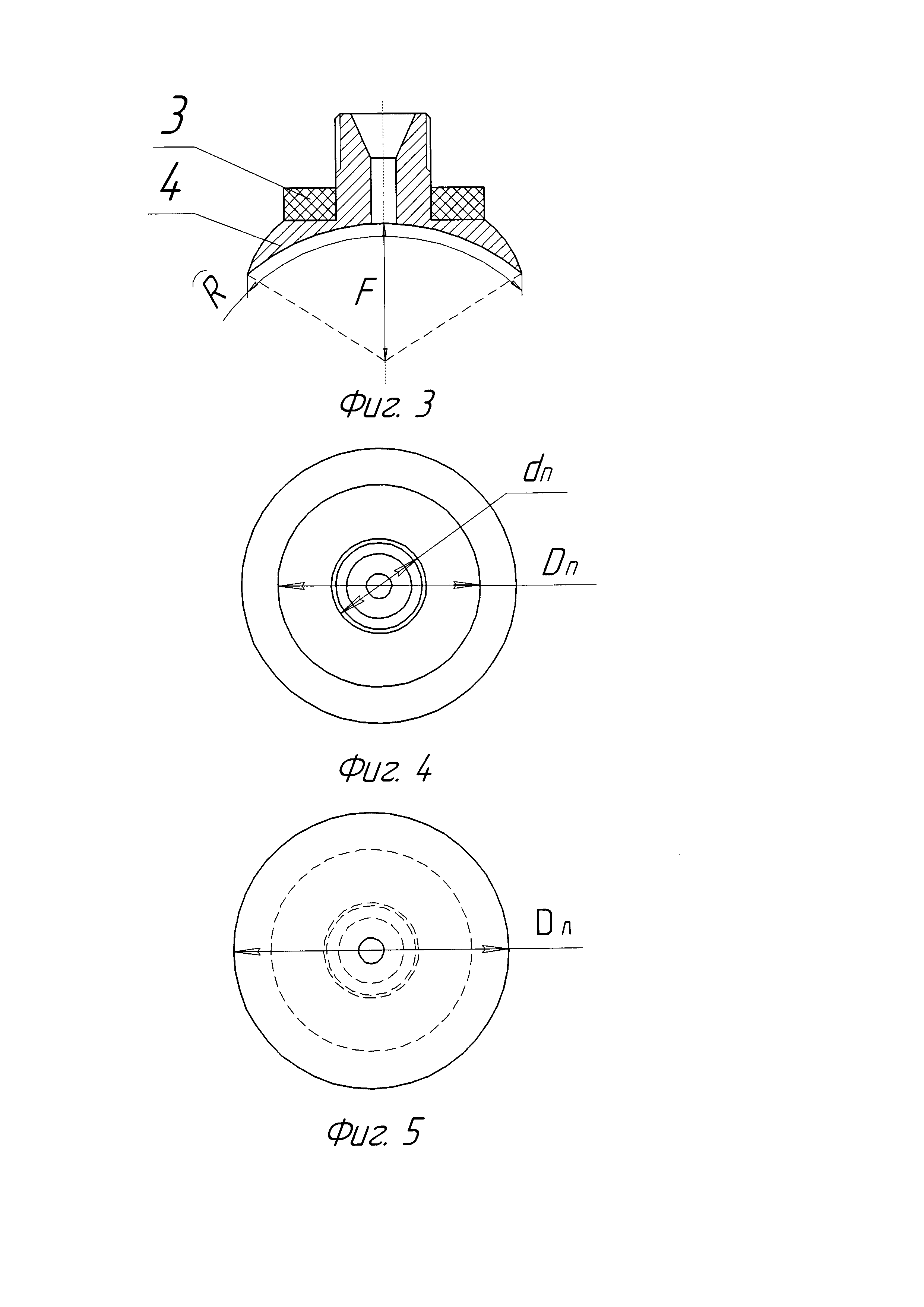
Предлагаемая полезная модель поясняется чертежами, где на фиг. 1 изображена общая схема устройства для сварки; на фиг. 2 - сборочный чертеж устройства для сварки неплавящимся электродом с применением ультразвуковых колебаний; на фиг. 3 - излучающая плосковогнутая фокусирующая линза (вид сбоку на фиг. 2); на фиг. 4 - излучающая плосковогнутая фокусирующая линза (вид сверху на фиг. 3); на фиг. 5 - излучающая плосковогнутая фокусирующая линза (вид снизу на фиг. 3); на фиг.6 - фото устройства для сварки неплавящимся электродом с применением ультразвуковых колебаний.
Устройство для сварки неплавящимся электродом с применением ультразвуковых колебаний содержит корпус 1 сварочной горелки (фиг. 1), пьезопреобразователь 2, состоящий из пьезоэлемента 3 и излучающей линзы 4, неплавящийся электрод 5 и защитное сопло 6 (фиг. 2). Пьезопреобразователь 2 (фиг. 3) размещен внутри защитного сопла 6 и жестко крепится к корпусу 1 сварочной горелки при помощи резьбового соединения, имеющегося на излучающей плосковогнутой фокусирующей линзе 4, на которой жестко закреплен в верхней ее части (фиг. 3) пьезоэлемент 3, причем излучающая плосковогнутая фокусирующая линза 4 имеет радиус кривизны
Предложенное устройство для сварки неплавящимся электродом с применением ультразвуковых колебаний работает следующим образом. Для осуществления процесса сварки с помощью источника питания ИП возбуждается дуга с длиной 1д 3 мм (фиг. 1). Через некоторый промежуток времени (5-10 с) включается ультразвуковой генератор УГ и на пьезоэлемент 3 с внешним диаметром Dп 20 мм и внутренним диаметром dп 10 мм (фиг. 4), жестко закрепленный на излучающей плосковогнутой фокусирующей линзе 4, высотой hл 20 мм (фиг. 2) и диаметром Dл 25 мм (фиг. 5), подается напряжение высокой частоты (f=72 кГц), вызывая механические колебания пьезоэлемента 3 за счет действия электрического поля (обратный пьезоэлектрический эффект), при этом излучающая плосковогнутая фокусирующая линза 4 начинает деформироваться с той же частотой, преобразуя механические колебания в акустические. Радиус кривизны

Реферат
Полезная модель относится к сварочному производству, в частности к дуговой сварке неплавящимся электродом с применением ультразвуковых колебаний в среде защитных газов, и может быть применена во всех областях промышленности, особенно при сварке сталей и сплавов, а также при сварке черных и цветных металлов.Техническим результатом настоящей полезной модели является повышение производительности сварки за счет увеличения глубины проплавле-ния, улучшения качества формирования шва и стабильности процесса сварки при больших скоростях и высоких значениях сварочного тока.Это достигается тем, что в устройстве для сварки неплавящимся электродом с применением ультразвуковых колебаний, содержащим корпус сварочной горелки, пьезопреобразователь, состоящий из пьезоэлемента и излучающей линзы, неплавящийся электрод и защитное сопло пьезопреобразователь размещен внутри защитного сопла, причем пьезоэлемент жестко закреплен на плосковогнутой фокусирующей линзе, которая жестко прикреплена к корпусу сварочной горелки и имеет радиус кривизны20 мм и фокусное расстояние F 20 мм для фокусирования ультразвуковых колебаний в области сварочной дуги.
Формула

Комментарии