Способ формирования затычки для ушей посредством лазерной абляции и затычка для ушей, сформированная данным способом - RU2336855C2
Код документа: RU2336855C2
Чертежи











Описание
Область техники, к которой относится изобретение
Изобретение относится к защитным приспособлениям для органов слуха, в частности, к способу формирования затычки для ушей посредством лазерной абляции.
Уровень техники
Хорошо известно применение защитных приспособлений для органов слуха и различных звукопоглощающих приспособлений, причем существуют самые разнообразные типы таких приспособлений, в число которых, помимо всего прочего, входят ушные звукопоглощающие приспособления, слухоослабляющие устройства и затычки для ушей. Чаще всего предпочитают пользоваться затычками для ушей благодаря их высокой звукопоглощающей эффективности, а также удобству и комфортабельности пользования ими.
Затычка для ушей, как правило, содержит звукопоглощающий элемент, который вставляется в наружный слуховой проход того, кто ею пользуется, обеспечивая желаемый звукопоглощающий эффект. Звукопоглощающий элемент обычно изготавливается из сжимаемого упругого материала, например, такого как пеноматериал или резина.
Существует множество случаев, в которых желательно было бы получить звукопоглощающий элемент, имеющий полость, выполненную внутри него, или сквозной канал, либо - в более общем виде - удалить или как-нибудь иначе устранить из корпуса звукопоглощающего элемента некоторое количество упругого сжимаемого материала.
Например, полость, образованная внутри звукопоглощающего элемента затычки для ушей, может быть использована для того, чтобы, вставив гуда конец соответствующего элемента, выполненного в виде шнурка, приклеить его к внутренней поверхности полости звукопоглощающего элемента, соединив затем этим шнурком две затычки для ушей друг с другом. В данном контексте, термин «полость» будет применяться для обозначения отверстия или углубления, выполненного в звукопоглощающем элементе затычки для ушей, но не проходящего через звукопоглощающий элемент насквозь.
Такая полость может использоваться в другом варианте исполнения для того, чтобы ввести внутрь и установить там жесткий или полужесткий стержень, предназначенный для того, чтобы придать некоторую жесткость затычке для ушей, чтобы ее было удобно вставлять и вынимать. Кроме того, такая полость может быть также выполнена в затычке для ушей для того, чтобы вставить туда поддающийся обнаружению материал, к примеру, такой как металл, вещество, опознаваемое магнитным способом или при рентгеноскопии, обеспечивая тем самым возможность легкого обнаружения затычки для ушей. Помимо этого, полость может быть выполнена внутри звукопоглощающего элемента с тем, чтобы затычка для ушей оказывала меньшее давление на наружный слуховой проход того, кто пользуется ею, после того как затычка будет вставлена в ухо, что способствует большему удобству и комфортабельности пользования затычками для ушей.
Сквозной канал, выполненный в звукопоглощающем элементе затычки для ушей, может использоваться для того, чтобы облегчить общение с тем человеком, кто пользуется такими затычками для ушей. В данном контексте, термин «канал» будет применяться для обозначения отверстия или углубления, выполненного - в звукопоглощающем элементе затычки для ушей, которое проходит через звукопоглощающий элемент насквозь, выходя на наружную поверхность затычки для ушей, по меньшей мере, в двух разных местах.
Такой канал может использоваться для того, чтобы облегчить общение, например, благодаря установке в нем соответствующей вставки для передачи сообщений, к примеру, такой как радиоприемное устройство, датчик и т.д., рассчитанной на передачу звука тому, кто пользуется затычками для ушей. В другом варианте исполнения, в такой канал может вставляться трубка, предназначенная для соединения ее с соответствующим блоком связи, которые передает звуки по трубке в наружный слуховой проход того, кто пользуется затычками для ушей.
В другом примере некоторое количество упругого сжимаемого материала, из которого изготовлен звукопоглощающий элемент затычки для ушей, может потребоваться удалить или как-нибудь иначе устранить с наружной поверхности указанного элемента с целью декорирования поверхности, к примеру, посредством нанесения на нее каких-либо знаков или рисунка. К таким знакам относятся различные символы и логотипы, а к рисункам - различные поверхностные элементы, предназначенные для визуального оформления в определенном стиле, для более надежного захватывают и т.д.
Все, что перечислено здесь выше (полость, канал, декорирование поверхности), и иные аналогичные признаки могут быть выполнены в звукопоглощающем элементе затычки для ушей либо в процессе его изготовления, либо вскоре после его изготовления.
Например, в тех случаях, когда звукопоглощающий элемент формуется посредством прессования в пресс-формах, например, с использованием такого процесса, как инжекционное прессование, формованное изделие может уже иметь перечисленные выше признаки, наличие которых обеспечивается непосредственно во время прессования. Например, формованное изделие может иметь вставку, вокруг которой формируется сам звукопоглощающий элемент. В результате удаления этой вставки по завершении процесса прессования сжимаемого упругого материала обеспечивается получение желаемой полости или канала. Формованное изделие может также иметь и другие элементы, функциональное назначение которых аналогично тому, что имеет указанная вставка, и с помощью которых осуществляется декорирование поверхности, т.е. выполнение на ней каких-либо знаков, рисунка и т.д.
Однако применение такой технологии прессования изделий в пресс-формах зачастую приводит к получению неустойчивых результатов в отношении формирования перечисленных выше признаков. То есть, иными словами, было установлено, что размерные показатели и место расположения полости, канала и т.д., получаемые при формировании этих элементов непосредственно в процессе прессования изделия в пресс-форму, часто получаются разными для следующей изготовленной затычки для ушей по сравнению с предыдущей затычкой. Кроме того, изготовителю затычек для ушей требуется при этом иметь несколько разных пресс-форм с тем, чтобы иметь возможность производить звукопоглощающие элементы, имеющие полости, каналы и (или) декоративную отделку на поверхности, вследствие чего повышается себестоимость готовой продукции и, в общем, усложняется производство.
Звукопоглощающий элемент затычки для ушей может также изготавливаться посредством применения способа литья, при осуществлении которого обеспечивается формирование упругого сжимаемого материала в виде листа с последующим нарезанием полученного листа в штампе на куски, образующие звукопоглощающие элементы. В ходе осуществления процесса литья невозможно обеспечить одновременное формирование полости, канала или декоративной отделки поверхности. Эти признаки должны быть получены уже на отлитых элементах с применением в этих целях каких-либо механических средств и т.д. Однако это влечет за собой введение в технологический процесс дополнительных операций по изготовлению и обработке изделий, и, кроме того, зачастую результаты, получаемые при этом, бывают весьма нестабильными, и поэтому указанные признаки для очередного звукопоглощающего элемента могут отличаться от таких же признаков для предыдущего элемента, либо вообще не соответствовать предъявляемым техническим требованиям.
При изготовлении сжимаемых упругих звукопоглощающих элементов к затычкам для ушей часто используются процессы экструдирования. Однако такие процессы не обеспечивают возможности получения полостей или каналов в звукопоглощающих элементах во время их формирования. Таким образом, в случае для экструдированных звукопоглощающих элементов, так же как и для предварительно изготавливаемых формованных звукопоглощающих элементов, такие их признаки, как наличие полостей, каналов или декоративной отделки на поверхности, должны выполняться за счет отдельной технологической операции, проводимой после первоначального формирования звукопоглощающего элемента.
Например, по завершении формирования звукопоглощающего элемента можно с успехом вырезать в сжимаемом упругом материале соответствующую полость, канал и т.д. В частности, для высверливания полости или канала в звукопоглощающем элементе можно воспользоваться высокоскоростным сверлильным станком. Однако такая технология недостаточно надежна, потому что сверло склонно к тому, чтобы надрезать и рвать сжимаемый упругий материал. Кроме того, вращающееся сверло может также во время сверления вытянуть обрабатываемый звукопоглощающий элемент из крепежного приспособления, в котором он установлен, что приведет к остановке производственного процесса. Согласно другому технологическому процессу, предусматривается применение соответствующего термоэлемента, имеющего высокую температуру и вдавливаемого внутрь звукопоглощающего элемента, при этом сжимаемый упругий материал, из которого изготовлен звукопоглощающий элемент, расплавляется, в результате чего в нем образуется полость, канал и т.д. Однако этот метод также не приносит устойчивых результатов при формировании полости, канала и т.д. Диаметр получаемой полости или канала может в значительной степени варьироваться при изготовлении некоторого количества затычек для ушей, что происходит, по меньшей мере, частично, вследствие накопления пригоревшего сжимаемого упругого материала, налипающего при этом на термоэлемент.
Как упоминалось здесь выше, звукопоглощающий элемент затычки для ушей может быть сформирован таким образом, чтобы иметь полость, в которую вводится жесткий или полужесткий стержень, предназначенный для того, чтобы придать некоторую жесткость затычке для ушей, чтобы ее было удобно вставлять в ухо и вынимать оттуда. В одном из вариантов исполнения, в стержне предусматривается наличие полости, сформированной на одном конце стержня, куда вставляется одним своим концом соответствующий элемент, выполненный в виде шнурка. Такой шнурок крепится к стержню, находящемуся в указанной полости, выполненной под этот стержень, а с противоположного своего конца этот же шнурок прикрепляется ко второму стержню, вставленному во вторую затычку для ушей, в результате чего образуется пара соединенных шнурком друг с другом затычек для ушей, снабженных соответствующими стержнями.
Стержень может быть сформирован, например, с использованием в этих целях процесса экструдирования. Однако при осуществлении этого процесса невозможно сформировать полость в стержне. Поэтому для формирования полости в стержне должен предусматриваться отдельный технологический процесс, например, сверление отверстия в стержне на сверлильном станке по завершении процесса экструзионного формирования стержня. В другом варианте исполнения стержень может изготавливаться посредством прессования в пресс-форме или же литьем, при осуществлении которых полость образуется в стержне, соответственно, либо во время формования стержня, либо уже по завершении его формования - посредством соответствующего механического процесса. В обоих этих случаях, формирование полости в стержне традиционными способами зачастую приводит к получению нестабильных результатов в отношении места размещения такой полости внутри стержня и к несоблюдению требуемой точности размерных параметров полости.
Таким образом, имеется потребность в разработке соответствующего способа удаления материала с поверхности затычки для ушей или изнутри нее, который позволил бы успешно и эффективно формировать соответствующие элементы внутри стержня или на поверхности звукопоглощающего элемента затычки для ушей, к примеру, такие как полость, сквозной канал или декоративная отделка поверхности.
Раскрытие изобретения
Рассмотренные здесь выше, а также другие проблемы и недостатки, характерные для известных технических решений в данной области техники, успешно решаются или преодолеваются при применении защитного приспособления для органов слуха и способа его изготовления в соответствии с настоящим изобретением.
Предлагается способ формирования затычки для ушей, обеспечивающий удаление лишнего материала с затычки для ушей посредством лазерной абляции. При этом затычку для ушей располагают в непосредственной близости от лазера; определяют ту часть затычки для ушей, которая подлежит абляции; приводят лазер в действие, направляя лазерное излучение на подлежащую абляции часть затычки, после чего указанную подлежащую абляции часть удаляют посредством абляции. Изобретение направлено также на получение затычки для ушей, корпус которой имеет соответствующий признак, полученный в результате лазерной абляции.
Рассмотренные здесь выше, а также другие признаки и преимущества настоящего изобретения будут очевидны и понятны специалистам в данной области техники из следующего ниже подробного описания изобретения и прилагаемых чертежей.
Краткое описание чертежей
Ниже описание настоящего изобретения ведется со ссылками на прилагаемые чертежи, где одинаковые элементы обозначаются одними и теми же номерами позиций на нескольких фигурах:
фигура 1 представляет собой вертикальную проекцию затычки для ушей в соответствии с настоящим изобретением;
фигура 2 представляет собой вид в поперечном разрезе, на котором показана затычка для ушей, представленная на фигуре 1;
фигура 3 представляет собой вертикальную проекцию шнурка;
фигура 4 представляет собой схематическое изображение способа формирования затычки для ушей, показанной на фигуре 1;
фигура 5 представляет собой вид в поперечном разрезе, на котором показана затычка для ушей, представленная на фигуре 1, но в другом варианте осуществления настоящего изобретения;
фигура 6 представляет собой вид в поперечном разрезе, на котором показана затычка для ушей, представленная на фигуре 1, но в еще одном другом варианте осуществления настоящего изобретения;
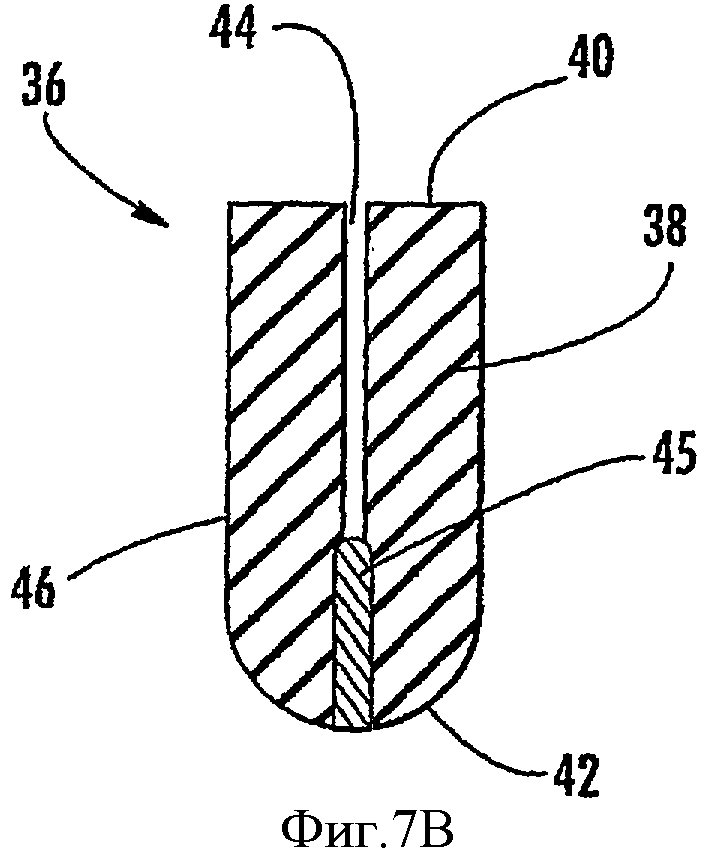
фигуры 7А-7С представляют собой виды в поперечном разрезе, на которых показаны затычки для ушей в соответствии с настоящим изобретением;
фигура 8 представляет собой схематическое изображение способа формирования затычек для ушей, показанных на фигурах 7А - 7С;
фигура 9 представляет собой вертикальную проекцию затычки для ушей в соответствии с настоящим изобретением;
фигура 10 представляет собой вертикальную проекцию затычки для ушей в соответствии с настоящим изобретением;
фигуры 11А-11В представляют собой виды в поперечном разрезе, на которых показаны затычки для ушей в соответствии с настоящим изобретением.
Осуществление изобретения
На фигуре 1 показана затычка 2 для ушей, выполненная в соответствии с настоящим изобретением. Затычка 2 для ушей изготавливается из сжимаемого упругого материала, к примеру, такого как пеноматериал или резиновый материал. Затычка 2 для ушей, в общем, имеет корпус 10 с первым концом 4 и противоположным ему вторым концом 6. Лицо, которое пользуется затычками для ушей, вставляет их в наружный слуховой проход каждого уха таким образом, чтобы корпус 10 затычки для уха при этом блокировал наружный слуховой проход соответствующего уха, обеспечивая поглощение звука. При введении затычки для уха в наружный слуховой канал первый ее конец 4 остается у входного отверстия в наружный слуховой канал или же выступает оттуда.
Кроме того, в затычке для ушей, как показано на фигуре 2, дополнительно предусматривается наличие полости 8, сформированной в корпусе 10 затычки для ушей. Как уже упоминалось выше, термин «полость» применяется в данном контексте для обозначения отверстия или углубления, выполненного в звукопоглощающем элементе затычки для ушей, но не проходящего через звукопоглощающий элемент насквозь. В одном из вариантов осуществления настоящего изобретения полость 8, в сущности, представляет собой углубление, выполненное в затычке 2 для ушей и имеющее цилиндрическое поперечное сечение. Дно 12 полости 8 перпендикулярно продольной осевой линии полости, а боковые стенки 14 параллельны этой продольной осевой линии. Разумеется, что дно 12 и боковые стенки 14 в других вариантах исполнения могут быть сферическими, полусферическими либо угловыми по своей форме и расположению.
В одном из вариантов осуществления настоящего изобретения в полость 8 вставляется конец 16 шнурка 18 (см. фигуру 3), который служит для соединения затычки 2 для ушей со второй такой же затычкой для ушей. Конец 16 шнурка 18 вставляется в полость 8 и сцепляется изнутри со сжимаемым упругим материалом затычки 2 для ушей, в результате чего образуется пара затычек для ушей, соединенных между собой шнурком.
Для обеспечения достаточно надежного и плотного сцепления шнурка 18 с затычкой 2 для ушей изнутри полости 8 важно, чтобы полость 8 была сформирована внутри затычки 2 для ушей под заданным углом с соблюдением высокой точности размерных показателей по глубине и ширине полости. Кроме того, важно также, чтобы дно 12 и боковые стенки 14 полости 8 были выполнены с гладкими ровными ответными поверхностями, благодаря чему обеспечивается получение надежного сцепления.
Далее со ссылками на фигуры 1-4, рассмотрим теперь способ изготовления затычки 2 для ушей. Прежде всего формируется корпус 10 затычки для ушей. При этом для формирования корпуса 10 затычки для ушей может быть использован любой приемлемый для этой цели технологический процесс, к примеру, такой как прессование в пресс-формах, экструзионное прессование, литье и т.д. При осуществлении процесса прессования в пресс-формах, сжимаемый упругий материал, из которого формируется корпус затычки для ушей, вводится в жидком виде в соответствующую пресс-форму, где он приобретает форму, задаваемую этой пресс-формой. Затем находящийся там сжимаемый упругий материал затвердевает, и полученный корпус 10 затычки для ушей, пока еще не имеющий полости 8, выталкивается из пресс-формы.
После этого осуществляется формирование полости 8 в корпусе 10 затычки для ушей. Прежде всего определяется та часть 20 сжимаемого упругого материала, сформированного в виде корпуса 10, которая подлежит удалению посредством абляции. Устраняемая посредством абляции часть 20 располагается со стороны первого конца 4 корпуса 10 и простирается по направлению к его второму концу 6. Корпус 10 затычки для ушей устанавливают в крепежном приспособлении 22 и располагают в непосредственной близости от лазера 24 таким образом, чтобы часть 20, подлежащая абляции, была обращена к испускающему лазерное излучение концу 26 лазера 24. Лазерное излучение 28 исходит из конца лазера 24 и распространяется по направлению к корпусу 10 затычки для ушей. Предусмотрено наличие соответствующей линзы 30, обеспечивающей получение пятна заданного размера. Лазерное излучение 28 направляется сквозь линзу 30 на указанную часть 20, подлежащую удалению, в результате чего происходит полное устранение части 20 изнутри корпуса 10 затычки для ушей посредством абляции. По завершении процесса абляции, испускание лазерного излучения 28 прекращается, и готовую затычку 2 для ушей, имеющую вновь сформированную внутри нее полость 8, извлекают из крепежного приспособления 22. Затем эту затычку 2 для ушей можно направить на последующие операции технологического процесса; например, можно уже будет после завершения абляции вставить конец 16 шнурка 18 внутрь полости" 8, обеспечив при этом адгезионное сцепление указанного конца шнурка с дном 12 и боковыми стенками 14 полости.
Лазер 22, применяемый в процессе производства затычки 2 для ушей, может представлять собой лазер любого типа, пригодный для использования его в целях формирования полости 8 в корпусе 10 затычки для ушей, как это указано в приведенном здесь выше описании. Например, лазер 22 может представлять собой лазер на основе твердого тела, газовый лазер, эксимерный лазер, лазер на красителе или же полупроводниковый лазер.
В одном из вариантов осуществления настоящего изобретения предусматривается применение газового лазера на диоксиде углерода (СО2) для проведения абляции корпуса 10 затычки для ушей с целью формирования нем полости 8, при этом полость 8 имеет диаметр 0,050 дюйма (1,27 мм). Более конкретно, используется СО2-лазер, имеющий выходную мощность 25 Вт, луч диаметром примерно 3,5 мм, расходимость лазерного луча приблизительно 4 мР и длину волны в пределах 10,57-10,63 мкм. Линза 30 в данном варианте осуществления настоящего изобретения представляет собой четырехдюймовую линзу, которая обеспечивает получение пятна размером 0,050 дюйма (1,27 мм). Удаление части 20, подлежащей абляции, с образованием при этом полости 8 осуществляется посредством генерирования импульса длительностью 250 мс с вспомогательной подачей воздуха под давлением 5 фунтов на кв.дюйм (0,35 кг на см2). Приемлемым для использования в таких целях лазером является, например, «СО2-лазер серии 48-2», выпускающийся в промышленных масштабах фирмой Synrad, Inc.
Полость 8, сформированная посредством лазерной абляции в затычке 2 для ушей, в одном из вариантов своего исполнения имеет диаметр 0,050 дюйма (1,27 мм) и используется для введения внутрь нее конца 16 шнурка 18, облегчая тем самым крепление шнурка 18 к затычке 2 для ушей. Разумеется, что в пределах объема настоящего изобретения полость 8, формируемая в корпусе 10 затычки для ушей, может иметь разную форму и (или) разные размерные показатели, в зависимости от конкретных условий пользования каждой отдельно взятой затычкой для ушей.
Например, полость 8 может быть сформирована посредством лазерной абляции под вставляемую в нее деталь 32, выполненную в виде стержня, как показано на фигуре 5. В данном случае, полость 8 выполняется таким образом, чтобы ее диаметр и форма позволяли правильно вставить внутрь соответствующую деталь 32, выполненную в виде стержня, и надежно ее там закрепить. Указанная деталь 32, выполненная в виде стержня, может быть, в конечном итоге, вставлена в полость таким образом, чтобы полностью находиться внутри корпуса 10 затычки 2 для ушей, либо один конец этой детали 32 может оставаться снаружи, выступая из корпуса относительно первого конца 4 затычки 2. Деталь 32, выполненная в виде стержня, изготавливается из жесткого, либо из полужесткого материала для придания соответствующей жесткости затычке 2.
В другом примере, полость 8 может быть сформирована посредством лазерной абляции, как указано в приведенном здесь выше описании, с той целью, чтобы внутрь нее можно было ввести легко обнаруживаемую вставку 34, как показано на фигуре 6. Такая легко обнаруживаемая вставка 34 изготавливается из любого легко поддающегося обнаружению материала, к примеру, из такого материала, как металл, вещество, опознаваемое магнитным способом или посредством рентгеноскопии. Предпочтительно, эта легкообнаруживаемая вставка 34 выполняется таким образом, чтобы она имела сферическую форму, причем ее можно применять также и в сочетании со шнурком 18, рассмотренным ранее в приведенном выше описании, в результате чего образуется пара соединенных друг с другом и легкообнаруживаемых затычек для ушей.
В еще одном примере полость 8 может быть сформирована посредством лазерной абляции, как указано в приведенном здесь выше описании, таким образом, чтобы внутри корпуса 10 затычки для ушей в непосредственной близости от полости 8 образовалась зона пониженного давления. Когда такую затычку 2 для ушей вставляют в наружный слуховой проход, корпус 10 сжимается, а затем получает возможность расшириться внутри слухового прохода. Давление, испытываемое во время расширения корпуса 10 затычки для ушей с внешней его стороны, будет меньше в зоне пониженного давления, чем во всех остальных частях затычки для ушей. Пониженное давление в этой зоне, сформированной посредством лазерной абляции, способствует большему комфорту при пользовании затычками для ушей.
На фигуре 7А показана затычка 36 для ушей, представляющая собой еще один вариант осуществления настоящего изобретения. Затычка 36 имеет корпус 38 с первым и вторым противоположными концами 40 и 42 соответственно. Указанные первый и второй концы 40 и 42, в общем, аналогичны первому и второму концам 4 и 6 соответственно, рассмотренным здесь ранее в приведенном выше описании. Кроме того, затычка 36 для ушей содержит также дополнительно сквозной канал 44, выполненный в корпусе 38 затычки для ушей таким образом, что он проходит через корпус насквозь от первого конца 40 до второго конца 42 корпуса. Как уже указывалось ранее в приведенном выше описании, термин «канал» в данном контексте применяется для обозначения отверстия или углубления, выполненного в звукопоглощающем элементе затычки, проходящего через звукопоглощающий элемент насквозь, выходя наружу, по меньшей мере, в двух разных местах. Канал 44, как таковой, представляет собой узкий проход, который идет по всей длине затычки 36 и имеет отверстие на первом конце 40 и отверстие на втором конце 42. Аналогично затычке 2, затычка 36 изготавливается из сжимаемого упругого материала, к примеру, такого как пеноматериал или резиновый материал.
Канал 36 может использоваться для того, чтобы облегчить распространение звука. Например, в одном из вариантов осуществления настоящего изобретения канал 36 используется для того, чтобы обеспечить возможность прохождения определенных звуков от первого конца 40 сквозь корпус 38 затычки для ушей ко второму концу 42, который во время пользования затычкой располагается в непосредственной близости от барабанной перепонки уха. На прилагаемых чертежах показано, что канал 44 проходит от первого конца 40 ко второму концу 42 по пути, в общем, параллельном продольной осевой линии затычки 36. Однако в другом варианте осуществления настоящего изобретения канал 44 может быть выполнен таким образом, чтобы пересекать корпус 38 затычки в боковой части 46 корпуса затычки с выходом на втором конце 42 корпуса. Кроме того, дополнительно ко всему этому, в затычке 36, показанной на прилагаемых чертежах, может предусматриваться, помимо основного канала, также наличие одного или нескольких дополнительных каналов, проходящих от боковой части 46 корпуса затычки по направлению к первому концу 40. Таким образом, обеспечивается наличие различных возможных путей для распространения звука.
В другом варианте осуществления настоящего изобретения предусматривается устанавливать в канале соответствующее оборудование для того, чтобы облегчить общение с тем человеком, который пользуется затычками для ушей. Например, как показано на фигуре 7В, в указанном канале может быть установлена соответствующая вставка 45 для передачи сообщений, к примеру, такая как радиоприемное устройство или датчик, причем эта вставка может затем быть связана с корпусом 38 затычки для ушей, либо как-нибудь иначе удерживаться внутри корпуса затычки и использоваться для передачи звука в наружной слуховой проход уха того, кто пользуется затычками для ушей. В другом варианте осуществления настоящего изобретения, в канал 44 может вставляться трубчатый элемент 47, как показано на фигуре 7С. Указанный трубчатый элемент 47 представляет собой соответствующий полый элемент, который обеспечивает сохранение прохода в корпусе 38 затычки для ушей, по которому могут распространяться звуки. Конец 49 трубчатого элемента 47 выходит из канала 44 наружу из затычки 36. Трубчатый элемент 47 может быть подсоединен к соответствующему блоку связи 51, находящемуся на конце 49. Указанный блок связи 51 производит звуки, которые распространяются по проходу трубчатого элемента 47 и, в конечном итоге, поступают в наружный слуховой проход уха того, кто пользуется затычками для ушей.
Далее со ссылками на фигуры 7А-7С и 8 в приведенном ниже описании будет рассматриваться способ изготовления затычки 36 для ушей. Прежде всего, следует отметить, что корпус 38 затычки для ушей формируется таким образом, что сначала в нем отсутствует какой-либо канал, причем формирование затычки осуществляется в соответствии с любым из распространенных технологических процессов, включая, например, такие процессы, как прессование в пресс-формах, экструзионное прессование, литье и т.д. При использовании такого процесса, как прессование в пресс-формах, соответствующий упругий сжимаемый материал, находящийся в пластичном состоянии, заливается в пресс-форму, находясь в которой этот материал отверждается, и, таким образом, из него получается корпус 38 затычки для ушей, пока еще не имеющий канала 44.
После этого извлекают только что сформированный корпус 38 затычки для ушей из пресс-формы и устанавливают его в соответствующем крепежном приспособлении 22, в котором производится обжатие корпуса 38 с целью уменьшения размера его по высоте. Затем определяют соответствующую часть 35 корпуса 38, которую предстоит подвергнуть абляции, то есть, иными словами, то место, откуда нужно будет удалить из корпуса затычки сжимаемый упругий материал для того, чтобы образовался канал 44. После этого корпус 10 затычки для ушей располагают в непосредственной близости от лазера 24 таким образом, чтобы указанная часть корпуса затычки, подлежащая абляции, находилась рядом с концом 26 лазера, испускающим лазерное излучение. Затем включают лазер 24, начинающий при этом испускать лазерное излучение 28, исходящее из его конца 26 сквозь соответствующую линзу 30, которая обеспечивает получение пятна заданного размера. Лазерное излучение 28 направляется сквозь линзу 30 на указанную часть 35, подлежащую абляции, в результате чего происходит полное устранение указанной части 35 изнутри корпуса 38 затычки для ушей посредством абляции с образованием при этом канала 44.
По завершении процесса абляции, испускание лазерного излучения 28 прекращается, и готовую затычку 36 для ушей, имеющую вновь сформированный внутри нее канал 44, извлекают из крепежного приспособления 22. Затем эту затычку 36 для ушей можно направить на последующие операции технологического процесса; например, можно уже будет после завершения абляции ввести соответствующую вставку 45 для передачи сообщений или же трубчатый элемент 47 внутрь канала 44, обеспечив при этом надежное сцепление указанных вставных деталей с корпусом 38 затычки для ушей.
В целях проведения абляции при формировании канала 44 можно применить любой лазер, пригодный для осуществления этой операции, в том числе, но, не ограничиваясь только ими: лазеры на основе твердого тела, газовые лазеры, эксимерные лазеры, лазеры на красителе или же полупроводниковые лазеры.
В одном из вариантов осуществления настоящего изобретения предусматривается применение газового лазера на диоксиде углерода (СО2) для проведения абляции корпуса 10 затычки для ушей с целью формирования нем канала 44, при этом канал 44 имеет диаметр 0,090 дюйма (2,3 мм). Предлагаемый к использованию в данном случае CO2-лазер аналогичен рассмотренному здесь выше лазеру, применяемому при изготовлении затычки 2 для ушей, который имеет выходную мощность 25 Вт, луч диаметром примерно 3,5 мм, расходимость лазерного луча приблизительно 4 мР и длину волны в пределах 10,57-10,63 мкм. Линза 30 в данном варианте осуществления настоящего изобретения представляет собой четырехдюймовую линзу с фокусным расстоянием 7,5 дюйма (≈19 см), которая обеспечивает получение пятна размером 0,090 дюйма (2,3 мм). Скорость лазера устанавливается равной 20 дюймам (0,5 м) в минуту с использованием при этом вспомогательной подачи воздуха под давлением 40 фунтов на кв.дюйм (≈2.8 кг на см2). Для формирования канала 44 можно применить «СО2-лазер серии 48-2», выпускающийся в промышленных масштабах фирмой Synrad, Inc.
Как уже указывалось ранее в приведенном выше описании, корпус 38 затычки для ушей сжимается в крепежном приспособлении 22 перед проведением процесса абляции. Предпочтительно, чтобы в рассматриваемом далее примере корпус 38 сжимался до высоты, равной 0,15 дюйма (3,8 мм). Такое сжатие позволяет с достаточно высокой точностью и воспроизводимостью получаемых при этом результатов осуществлять удаление соответствующей части 35, подлежащей абляции, благодаря чему облегчается формирование канала 44.
В другом варианте осуществления настоящего изобретения затычки 48 и 50 для ушей выполняются, как это показано соответственно на фигурах 9 и 10. Затычка 48 для ушей имеет соответствующие знаки 52, выполненные на ее наружной поверхности 54. Затычка 50 для ушей имеет соответствующий рисунок 56, выполненный на ее наружной поверхности 58. Как знаки 52, так и рисунок 56 по существу вырезаются на соответствующих наружных поверхностях 54 и 58.
Вырезание знаков 52, а также и рисунка 56 осуществляется посредством лазерной абляции следующим образом. Прежде всего, следует отметить, что затычки 48 и 50 для ушей, не имеющие соответственно знаков 52 или же рисунка 56, изготавливаются в соответствии с одним из распространенных технологических процессов, включая, например, такие процессы, как прессование в пресс-формах, экструзионное прессование, литье и т.д. То есть, иными словами, затычки 49 и 50 для ушей формируются таким образом, чтобы они имели гладкие и однородные наружные поверхности 54 и 58 соответственно. Затем затычки 48 и 50 - каждая по отдельности - устанавливаются в крепежном приспособлении 22 и подвергаются лазерной абляции, осуществляемой при помощи лазера 24.
В частности для затычки для ушей 48, сначала определяют ту ее часть, которую предстоит подвергнуть абляции с целью выполнения на ней требуемых знаков 52, после чего располагают затычку 48 для ушей в непосредственной близости от лазера 24 и подвергают ее воздействию лазерного излучения 28, испускаемого лазером. Испускаемое лазерное излучение 28 устраняет подлежащую абляции часть затычки, в результате чего и образуются указанные знаки 52.
Аналогичная технологическая схема используется также и для формирования соответствующего рисунка 56 на затычке 50. То есть, иными словами, затычку 50 для ушей формируют таким образом, чтобы она имела гладкую и однородную наружную поверхность 58, после чего ее располагают в непосредственной близости от лазера 24. Затем определяют ту часть ее наружной поверхности 58, которую предстоит подвергнуть абляции с целью выполнения на ней требуемого рисунка 56. После этого, подвергают наружную поверхность 58 воздействию лазерного излучения 28, испускаемого лазером 24, которое, падая на наружную поверхность 58, оказывает соответствующее воздействие, в результате чего происходит полное устранение той части наружной поверхности, которая подлежит абляции, благодаря чему и образуется указанный рисунок 56.
Знаки 52 и рисунок 56 рассмотрены в данном описании и показаны здесь только лишь в общих чертах. Под знаками 52 подразумеваются любые буквы, символы и т.д., которые могут обозначать собой, например, заводскую марку или же торговое наименование. Возможности по исполнению рисунка 56 ограничиваются исключительно только лишь точностью действия выбранного лазера, причем такой рисунок может, в общем, представлять собой любую композицию, составленную из выполняемых посредством абляции соответствующих символов, линий, форм и т.д., которые могут быть представлены либо по отдельности, либо в определенном сочетании друг с другом, образуя при этом соответствующий орнамент на поверхности затычки 50 для ушей.
В целях проведения абляции при формировании знаков 52 и рисунка 56 можно применить любой лазер, пригодный для осуществления этой операции, в том числе, но, не ограничиваясь только ими: лазеры на основе твердого тела, газовые лазеры, эксимерные лазеры, лазеры на красителе или же полупроводниковые лазеры. В предпочтительном варианте осуществления настоящего изобретения можно применить газовый лазер на диоксиде углерода (СО2), к примеру, такой лазер, который выпускается в промышленных масштабах фирмой Synrad, Inc.
На фигуре 11А показана затычка 60 для ушей, выполненная в соответствии с еще одним вариантом осуществления настоящего изобретения. Затычка 60 для ушей имеет соответствующую деталь 32, выполненную в виде стержня, полость 8 и корпус 10 затычки для ушей, как это показано на фигуре 5. Однако в затычке 60 для ушей предусматривается еще наличие также полости 62 внутри указанной детали 32, выполненной в виде стержня, а начинается эта полость от первого конца 64 этой детали.
Полость 62 детали, выполненной в виде стержня, может быть, в общем, сформирована внутри этой детали таким образом, чтобы иметь практически любой требуемый размер или же располагаться внутри этой детали в любом другом месте. Соответственно, в одном из вариантов осуществления настоящего изобретения полость 62 детали, выполненной в виде стержня, имеет цилиндрическую форму и проходит внутри стержня 32 концентрично продольной осевой линии стержня 32. Полость 62 может использоваться для того, чтобы вставлять в нее конец 16 шнурка 18, как это показано на фигуре 3. Шнурок 18 может быть затем соответствующим образом сцеплен с деталью 32 после того как будет вставлен в полость 62 этой детали. В результате образуется пара затычек для ушей, соединенных между собой шнурком и снабженных, каждая, соответствующим стержнем.
Разумеется, полость 62 детали, выполненной в виде стержня, может также использоваться и для того, чтобы вставлять в нее какие-нибудь другие детали, к примеру, такую деталь, как легкообнаруживаемая вставка 34, как это показано на фигуре 6. Как уже было ранее указано, такая легкообнаруживаемая вставка 34 изготавливается из любого, легкоподдающегося обнаружению материала, к примеру, из такого материала, как металл, вещество, опознаваемое магнитным способом или посредством рентгеноскопии. Соответственно, согласно настоящему изобретению, может быть получена снабженная стержнем затычка для ушей, которую легко можно обнаружить.
Полость 62 детали, выполненной в виде стержня, может быть сформирована посредством лазерной абляции. Сначала формируется соответствующая деталь 32, выполняемая в виде стержня, с использованием, например, такого процесса, как прессование в пресс-формах или экструзионное прессование. Затем эту деталь 32, выполненную в виде стержня, располагают в непосредственной близости от лазера 24, как уже было ранее указано в приведенном здесь выше описании и показано на прилагаемых чертежах. Лазерное излучение 28, испускаемое лазером 24, направляют таким образом, чтобы оно падало на деталь 32, выполненную в виде стержня. При этом та часть детали 32, которая соответствует полости, намеченной внутри этой детали, подвергается воздействию лазерного облучения 28 и, в конечном итоге, устраняется посредством абляции, в результате чего в указанной детали образуется требуемая полость 62. Следует также отметить, что указанную полость 62 можно сформировать внутри детали 32, либо перед тем, как закрепить внутри корпуса 10 затычки для ушей указанную деталь, либо уже после того, как эта деталь будет закреплена в корпусе.
Деталь 32, выполненная в виде стержня, как уже было указано выше, представляет собой жесткий или полужесткий элемент и может быть изготовлена из любого материала типа пластмассы или резины, пригодного для использования с этой целью. Кроме того, указанная деталь 32 может также быть изготовлена из какого-нибудь пористого материала.
Процесс формирования полости внутри стержня затычки для ушей уже рассматривался в приведенном выше описании. Однако в объем данного изобретения включается также любое возможное использование лазерной абляции применительно к процессу изготовления стержня к затычке для ушей. Например, лазерная абляция может использоваться для формирования различных элементов декорирования на поверхности стержня затычки, к примеру, таких элементов, как знаки или рисунок. Кроме того, лазерная абляция может использоваться также и для придания стержню, по желанию, соответствующей формы или контура, либо для формирования соответствующего канала, проходящего насквозь через весь стержень, либо для получения каких-либо других отличительных особенностей на поверхности стержня.
Например, на фигуре 11А показана затычка 66 для ушей, содержащая корпус 10, имеющий сформированную в нем полость 8, предназначенную для того, чтобы вставлять туда стержень 32. В стержне 32 имеется сквозной канал 68, выполненный таким образом, чтобы он проходил насквозь через весь стержень 32. Канал 68 формируется посредством лазерной абляции, как уже было указано в приведенном выше описании, и может использоваться для того, чтобы вставить туда и удерживать в нем, например, соответствующую вставку 45 для передачи сообщений или же трубчатый элемент 47, как это показано соответственно на фигурах 7В и 7С, с тем, чтобы облегчить непосредственное общение с лицом, пользующимся такими затычками для ушей.
Настоящее изобретение в том его виде, как оно задумано и раскрыто в приведенном здесь выше его описании, представляет собой эффективный способ удаления материала с поверхности затычки для ушей или изнутри нее, который позволяет успешно и с получением воспроизводимых результатов формировать соответствующие элементы внутри затычки для ушей или на ее поверхности, к примеру, такие элементы, как полость, сквозной канал или декоративная отделка поверхности.
Выше рассмотрены и проиллюстрированы предпочтительные варианты осуществления настоящего изобретения, допускающие различные изменения и дополнения, которые могут быть внесены в данное изобретение и не выходят за пределы сущности и объема данного изобретения. Соответственно, следует понимать, что настоящее изобретение раскрывается в приведенном выше его описании чисто в иллюстративных целях без наложения при этом каких-либо ограничений на данное изобретение.
Реферат
Изобретение относится к медицине и используется для формирования затычки для ушей. Способ обеспечивает удаление лишнего материала с затычки для ушей посредством лазерной абляции. При этом формируют в затычке полость на первом конце звукоослабляющей части. Полость имеет цилиндрическую форму и проходит внутрь звукоослабляющей части вдоль ее продольной оси в направлении второго конца звукопоглощающей части, противоположного первому концу. Раскрыта конструкция затычки для ушей, полученной в результате лазерной абляции, а также варианты способа ее формирования. Изобретение позволяет более точно выдерживать параметры изготавливаемой полости. 4 н. и 15 з.п. ф-лы, 14 ил.

Формула
Документы, цитированные в отчёте о поиске
Регулирующая давление затычка для ушей
Комментарии