Уплотнительное соединение и способ его выполнения - RU2664359C1
Код документа: RU2664359C1
Чертежи






Описание
Область техники
Изобретение относится к уплотнительному соединению между металлическими и пластмассовыми соединяемыми элементами, а также к способу его выполнения.
Уровень техники
Хранение двухкомпонентных продуктов, например, полиуретановых пен, аэрозолей, автомобильных красок и лаков, красок для волос, химических, в частности, бытовых химических, продуктов, фармацевтических препаратов, косметических средств и т.д., часто создает ряд проблем, связанных с хранением второго компонента.
Во многих случаях второй компонент находится во внутреннем пространстве контейнера (например, контейнера) для хранения первого компонента. В различных технических решениях контейнер второго компонента соединен со стенкой внешнего контейнера, при этом контейнер второго компонента может быть опорожнен с внешней стороны контейнера первого компонента. В частности, в этих случаях, а также в случае других средств для хранения двухкомпонентных продуктов, обеспечение газонепроницаемого отделения второго контейнера от внешней среды и от первого контейнера представляет собой серьезную проблему.
Контейнер, состоящий из двух частей и выполненный с возможностью хранения двух компонентов, раскрыт в документе ЕР 2 013 115 В1. Согласно техническому решению, известному из данного документа, внутренний контейнер, содержащий второй компонент, присоединен с помощью пластмассового промежуточного элемента с металлическим дном контейнера. В качестве подходящего уплотнения между пластмассовым промежуточным элементом и металлическим диском, выполняющим функцию нижней стенки, согласно общепринятому в данной конкретной области техники подходу, используют гибкое кольцо, окружающее соответствующие участки шейки металлического диска и пластмассового промежуточного элемента. Когда контейнер второго компонента имеет указанную компоновку, материал (например, сжиженный газ), хранящийся во внешнем контейнере, отделен от внешнего пространства металлической стенкой контейнера, и швом металл/пластмасса и пластмасса/пластмасса. Эти соединения представляют собой чувствительные к внешним воздействиям части системы, предназначенной для хранения двух компонентов. Нарушение любого из соединений делает указанную систему хранения непригодной для использования, поскольку в случае недостаточного уплотнения, газы из окружающей среды могут проникнуть в контейнер, а также может произойти выход содержимого контейнера.
В документе US 6,264,205 В1 уплотнение вокруг вала от текучих сред, находящихся под низким давлением, образовано пластмассовым компонентом, выполненным с возможностью остаточной деформации. Недостаток технического решения, раскрытого в документе US 6,264,205 В1, состоит в том, что оно обеспечивает уплотнение только применительно к текучим средам, находящимся под низким давлением, причем в соответствии с конфигураций деформируемого пластмассового компонента, оно пригодно для обеспечения уплотнения только вокруг вала.
В документах US 5,158,195, US 5,579,944 и US 2008/0029966 А1 раскрыты уплотнительные системы, причем их назначение состоит в том, чтобы избежать остаточной деформации фиксирующего компонента, для управления фиксацией соединений соответствующим образом. Устройства для установки клапана на контейнер известны из документов ЕР 1 052 190 А1 и ЕР 2 028 131 А2.
В свете вышесказанного, существует потребность в создании уплотнительного соединения между пластмассовыми и металлическими соединяемыми элементами, а также в способе его выполнения, чтобы данное уплотнительное соединение можно было использовать, например, в контейнерах, пригодных для хранения двух компонентов, при этом в отличие от известных технических решений оно обеспечит газонепроницаемое уплотнение более простым способом, и/или наиболее предпочтительно в уплотнениях контейнера, предназначенного для хранения двух компонентов, причем такой уплотнительное соединение также можно будет успешно использовать и в других случаях, в которых необходимо обеспечить уплотнение между металлическими и пластмассовыми компонентами.
Сущность изобретения
Основная цель настоящего изобретения заключается в обеспечении уплотнительного соединения и способа его выполнения, которые в максимально возможной степени свободны от недостатков известных из уровня техники решений.
Еще одна цель настоящего изобретения заключается в обеспечении уплотнительного соединения между пластмассовыми и металлическими соединяемыми элементами и способа его выполнения, причем указанное уплотнительное соединение может быть использовано, например, в контейнерах, предназначенных для хранения двух компонентов, причем - в отличие от известных технических решений - оно обеспечивает газонепроницаемое уплотнение более просто и/или более предпочтительно в уплотнениях контейнера, предназначенного для хранения двух компонентов, причем указанное уплотнительное соединение также можно успешно использовать и в других применениях, где требуется уплотнение между металлическими и пластмассовыми компонентами.
Цели настоящего изобретения могут быть достигнуты благодаря способу согласно пункту 1 формулы изобретения и благодаря соединению согласно пункту 14 формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения раскрыты в зависимых пунктах формулы.
Краткое описание чертежей
Далее представлено описание предпочтительных вариантов, приведенных лишь в качестве примера, со ссылкой на прилагаемые чертежи, где
на фиг. 1А в поперечном разрезе на виде сбоку проиллюстрирован начальный шаг способа согласно настоящему изобретению,
на фиг. 1В показан фрагмент с фиг. 1А,
на фиг. 2А в поперечном разрезе на виде сбоку проиллюстрирован промежуточный шаг способа согласно настоящему изобретению,
на фиг. 2В показан фрагмент с фиг. 2А,
на фиг. 3А в поперечном разрезе на виде сбоку проиллюстрирован другой промежуточный шаг способа согласно настоящему изобретению,
на фиг. 3В представлен фрагмент с фиг. 3А,
на фиг. 4А в поперечном разрезе на виде сбоку проиллюстрирован еще один промежуточный шаг способа согласно настоящему изобретению,
на фиг. 4В представлен фрагмент с фиг. 4А,
на фиг. 5А в поперечном разрезе на виде сбоку проиллюстрирован конечный шаг способа с фиг. 1А - 4В, а также показано уплотнительное соединение согласно одному из вариантов осуществления настоящего изобретения,
на фиг. 5В представлен фрагмент с фиг. 5А,
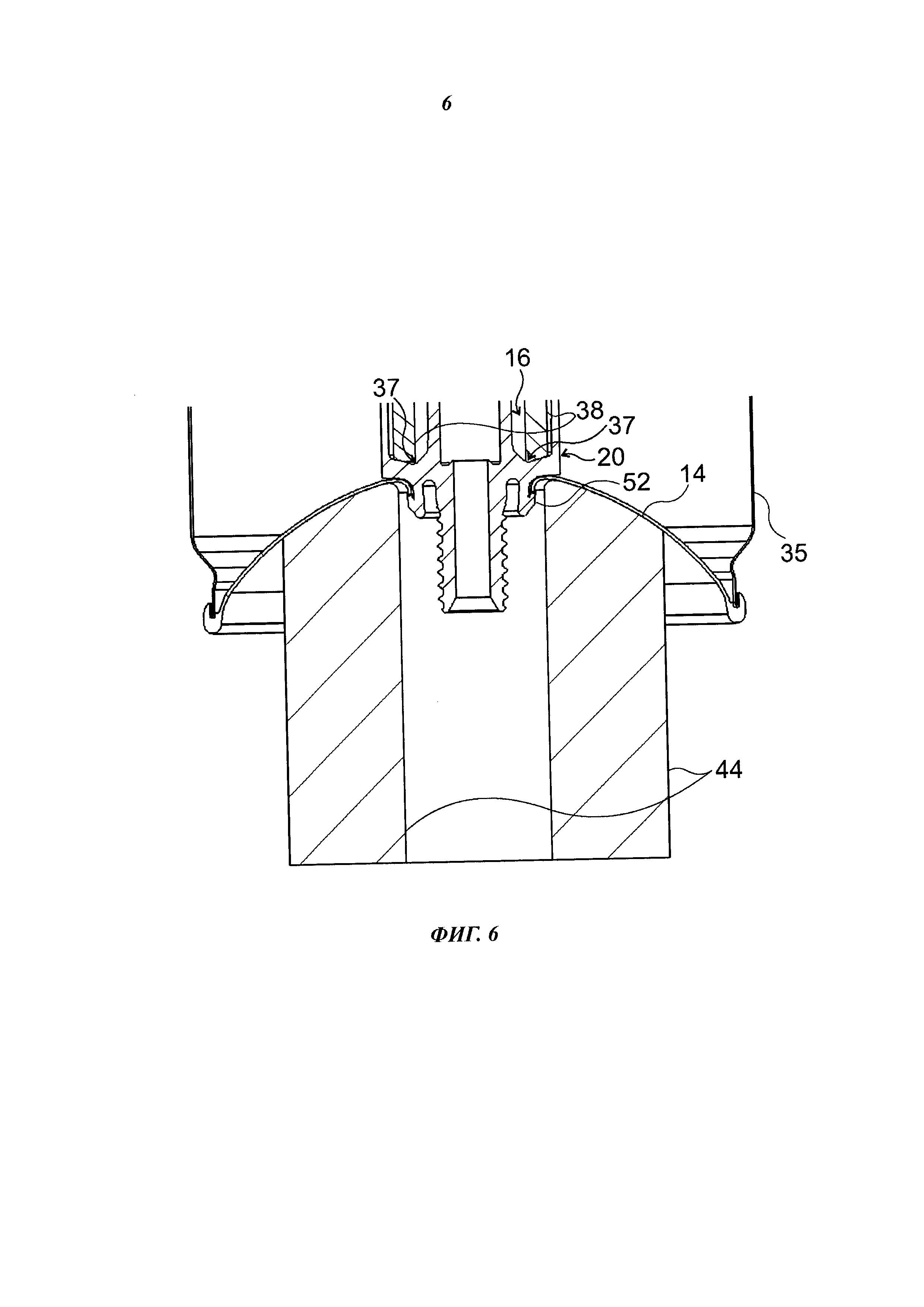
на фиг. 6 в поперечном разрезе на виде сбоку показано уплотнительное соединение согласно одному из вариантов осуществления настоящего изобретения, при этом показаны прессовочный инструмент и держатель, используемые в способе согласно настоящему изобретению,
на фиг. 7 и 8 представлены графики, демонстрирующие характеристики измеряемой силы в случае использования различных пластмасс при введении второго пластмассового соединения, применяемого в предлагаемом способе.
Варианты осуществления изобретения
Способ согласно настоящему изобретению предназначен для выполнения уплотнительного соединения. Один из вариантов осуществления предлагаемого способа проиллюстрирован на фиг. 1А-5В.
Согласно предлагаемому способу первый соединяемый элемент 14 и второй соединяемый элемент 20 присоединяют друг к другу. В рассматриваемом варианте осуществления настоящего изобретения, в ходе соединения двух соединяемых элементов используют первый соединяемый элемент 14, изготовленный из металла и имеющий приемное отверстие 13 и приемную шейку 15, и второй соединяемый элемент 20, изготовленный из пластмассы, содержащей по меньшей мере 90% (масс.) полимера, имеющий соединительную шейку 10, форма которой обеспечивает возможность ее вставки в приемную шейку 15, и оснащенный выступом 12, выполненным вокруг соединительной шейки 10 и имеющим периметр, превышающий периметр приемного отверстия 13. Согласно заявленному способу, в высокоэластичном состоянии полимера из материала выступа 12 получают уплотнительную манжету 28 круглой формы, обеспечивающую газонепроницаемое уплотнение между соединительной шейкой 10 и приемной шейкой 15 за счет запрессовки соединительной шейки 10 в приемное отверстие 13 с силой, действующей параллельно продольной оси приемной шейки 15, а также за счет того, что выступ 12 подвергается остаточной сдвиговой деформации посредством приемной шейки 15. Уплотнительная манжета 28 показана на фиг. 5А и 5В. Таким образом, согласно предлагаемому способу уплотнительное соединение между первым металлическим соединяемым элементом 14 и вторым пластмассовым соединяемым элементом 20 обеспечивается за счет образования уплотнительной манжеты 28. Сдвиг посредством приемной шейки 15 означает, что на выступ 12 через внутреннюю кромку приемного отверстия 13 приемной шейки 15 влияет воздействие сдвига.
В ходе испытаний было обнаружено, что в случае, если содержание полимера ниже 90% (масс.), то требуемый результат (остаточная деформация) не обеспечивается. Второй соединяемый элемент 20 предпочтительно изготовлен из пластмассы, содержащей по меньшей мере 95% (масс.) полимера, поскольку в соответствии с проведенными испытаниями, целесообразно использовать пластмассу с максимально высоким содержанием полимера, при этом он, по возможности, содержит также несколько других материалов (например, мономеров, красителей и других добавок). Используемая пластмасса наиболее предпочтительно содержит от 98 до 99% (масс.) полимера, то есть он включает в себя различные материалы с содержанием лишь от 1 до 2% (масс.).
В процессе прессования высокоэластичное состояние полимера предпочтительно обеспечивают за счет запрессовки второго соединяемого элемента 20 в приемное отверстие 13 при комнатной температуре, и за счет применения полимера, который при комнатной температуре находится в высокоэластичном состоянии. При описании применяемых материалов соответствие указанным требованиям также будет продемонстрировано в предпочтительных вариантах осуществления настоящего изобретения. Теоретически, прессование можно выполнить также за счет приведения второго соединяемого элемента в высокоэластичное состояние путем нагревания (или охлаждения) и осуществления прессования при данной температуре. Согласно предлагаемому способу во время процесса прессования не происходит выделения тепла и не требуется смазка. Для получения одного уплотнительного соединения посредством предлагаемого способа необходимо приблизительно 0,7 секунды. В процессе прессования, в зависимости от прочности применяемого второго пластмассового соединяемого элемента, первый соединяемый элемент, изготовленный из металла, может слегка деформироваться. Материал первого соединяемого элемента, изготовленного из металла, представляет собой, например, сталь.
На фиг. 1А, а также на фиг. 1В, где представлен важный фрагмент с фиг. 1А с точки зрения предлагаемого способа, проиллюстрирован начальный шаг прессования. Запрессовка второго соединяемого элемента 20 в приемное отверстие 13 может быть выполнена путем установки второго соединяемого элемента 20 в приемное отверстие 13 до прессования и последующего начала процесса прессования второго соединяемого элемента 20. Кроме того, в качестве примера, прессование может быть выполнено путем запрессовки второго соединяемого элемента 20 в приемное отверстие с помощью прессовочного инструмента сверху без остановки, то есть без размещения в приемном отверстии.
На фиг. 1А показано, что ширина соединительной шейки, по существу, равна ширине приемного отверстия 1310, в сечении, представленном на чертеже. Соединительная шейка 10 и приемная шейка 15 предпочтительно имеют заданные размеры относительно друг друга, при этом ненапряженное состояние соединительной шейки 10 отрегулировано так, что после прессования соединительная шейка 10, с уплотнительной манжетой 28 между соединительной шейкой 10 и приемной шейкой 15, натягивается на приемную шейку 15. Во время прессования выступ подвергается остаточной деформации, при этом соединительная шейка 10, на которой расположен выступ, подвергается упругой деформации, за счет взаимодействия с приемной шейкой 15, в направлении продольной оси приемной шейки 15. Благодаря упругой деформации, она воздействует (то есть давит) на приемную шейку 15, с силой, направленной наружу от продольной оси. Это хорошо видно также на фиг. 1А, 1В. В частности, на фиг. 1А, 1В видно, что соединительная шейка 10 выполнена не вертикально, а с небольшим отклонением наружу от общей продольной оси соединительной шейки 10 и приемной шейки 15 в направлении вниз на чертеже от соединения соединительной шейки 10 и других частей второго соединяемого элемента 20. Данная конфигурация гарантирует, что даже после прессования, упругая сила натяжения, направленная к приемной шейке 15, сохранится в соединительной шейке 10, при этом указанная сила прижимает соединительную шейку 10 вдоль всего ее периметра к приемной шейке 15.
На фиг. 1А, 1В также показано, что выступ 12 имеет периметр, превышающий периметр приемного отверстия. На чертежах показано, что выступ 12 проходит за пределы округлой верхней части приемной шейки 15. Благодаря такой геометрии, второй соединяемый элемент 20 может быть запрессован в приемное отверстие 13 только за счет приложения заданной силы. Второй соединяемый элемент 20 изготовлен из такого материала, который подвергается остаточной деформации под действием прижимной силы и в результате взаимодействия с первым металлическим соединяемым элементом 14, который имеет более высокую прочность.
Согласно одному из аспектов настоящего изобретения, наличие остаточной деформации имеет первостепенное значение; первый соединяемый элемент 14 и второй соединяемый элемент 20 имеют такие размеры и изготовлены из такого материала, что второй соединяемый элемент 20 не может упруго, то есть без остаточной деформации, заскочить в приемное отверстие 13 первого соединяемого элемента 14, поскольку в данном случае соединение между первым соединяемым элементом 14 и вторым соединяемым элементом 20 не будет уплотнено надлежащим образом. Газонепроницаемое уплотнение может быть обеспечено за счет создания уплотнительной манжеты 28.
Согласно настоящему изобретению для вертикальной оси симметрии, представленной на фиг. 1А, можно использовать кругло-симметричные первый соединяемый элемент 14 и второй соединяемый элемент 20. В данном случае, соединительная шейка второго соединяемого элемента имеет цилиндрическую форму. Также возможно использование соединяемых элементов, имеющих другие формы, например, вместо соединяемых элементов круглой формы, могут быть использованы соединяемые элементы с более низкой симметрией, например, шестигранные или восьмигранные соединяемые элементы, однако наиболее предпочтительным является вариант с использованием кругло-симметричных соединяемых элементов. В случае использования соединяемых элементов, не являющихся кругло-симметричными, целесообразно, чтобы углы характеристических двухмерных профилей были скруглены. Очевидно, что скругленный выступ расположен на втором соединяемом элементе, даже в случае использования таких соединяемых элементов.
На фиг. 1А-5В проиллюстрирован процесс запрессовки второго соединяемого элемента 20 в приемное отверстие 13. На фиг. 1А, 1В, выступ 12 расположен на кромке приемного отверстия 13, при этом выступ 12 по-прежнему находится в недеформированном состоянии.
На фиг. 2А, 2В проиллюстрирован процесс запрессовки второго соединяемого элемента 20. В некоторых вариантах осуществления настоящего изобретения второй соединяемый элемент 20 запрессовывают в приемное отверстие 13 посредством прессовочного инструмента. Кроме того, в этих вариантах предпочтительно использован второй соединяемый элемент 20, имеющий прессовочный профиль 16, выполненный с возможностью сопряжения с прессовочным инструментом, расположенный на стороне второго соединяемого элемента 20, противоположной стороне, на которой находится соединительная шейка 10, и имеющий продольную ось, совмещенную с осью соединительной шейки 10. В варианте, проиллюстрированном на фиг. 1А-5В, форма прессовочного профиля 16 является цилиндрической, при этом он имеет конечную толщину. Прессовочный инструмент 38, показанный на фиг. 6, может быть вставлен в указанный прессовочный профиль 16.
В рассматриваемом варианте осуществления используют прессовочный инструмент 38, оснащенный прессовочной кромкой 37, расположенной по окружности у края прессовочного инструмента 38 цилиндрической формы (см. фиг. 5А, 5В), и прессовочный профиль 16, оснащенный желобком 18, пригодным для сопряжения с прессовочной кромкой 37. В дополнении к прессовочному профилю 16, на фиг. 1А-5В также показан желобок 18. Линия желобка 18 выполнена так, что при смещении желобка 18 к соединительной шейке 10 вдоль продольной оси соединительной шейки 10, желобок 18 входит в поперечное сечение соединительной шейки 10. Такая конфигурации желобка 18 гарантирует, что сила, действующая со стороны прессовочного инструмента 16 на второй соединяемый элемент 20, будет точно сосредоточена на соединительной шейке 10. При приложении такой силы можно гарантировать, что соединительная шейка 10 будет запрессована в приемное отверстие 13 надлежащим образом, причем второй пластмассовый соединяемый элемент 20 не меняет свою форму во время прессования. Если желобок расположен вдоль большего или меньшего периметра относительно оси симметрии, то может произойти искривление самого второго соединяемого элемента 20, что будет препятствовать созданию уплотнительной манжеты 28 надлежащим образом.
На фиг. 2А и 2В проиллюстрирован промежуточный шаг процесса прессования. На данном шаге остаточная деформация выступа 12 уже началась, причем выступ 12 переходит в состояние 22, представленное на фиг. 2А и 2В. На чертежах показано, что в состоянии 22 материал выступа 12 начинает отгибаться вверх, то есть приемная шейка 15 оказывает сдвиговое воздействие на выступ 12. В состоянии, показанном на фиг. 2А и 2В, соединительная шейка 10 вжата в приемное отверстие 13 в большей степени, чем на фиг. 1А, 1В.
На фиг. 1А, 5В также показаны ступеньки, расположенные вокруг соединения соединительной шейки 10 и остальных частей второго соединяемого элемента 20. Эти ступеньки, в конечном состоянии, показанном на фиг. 5А, 5В, расположены на скругленной кромке приемного отверстия 13 первого соединяемого элемента 14. Это посадочное (опорное) соединение может способствовать уплотнению, но само по себе оно не пригодно для обеспечения газонепроницаемого уплотнения.
Другой промежуточный шаг процесса прессования представлен на фиг. 3А, 3В. На данном шаге выступ 12 деформирован еще больше, то есть он подвергается еще большей остаточной деформации; на данном промежуточном шаге выступ 12 переходит в состояние 32.
На следующем шаге прессования, проиллюстрированном на фиг. 4А, 4В, выступ 12 переходит в состояние 42. В проиллюстрированном варианте, часть выступа 12 уже прошла через приемную шейку 15, причем, как видно на фиг. 4А, 4В, между соединительной шейкой 10 и приемной шейкой 15 уже начинает скапливаться материал уплотнительной манжеты. В данном варианте, выступ 12 частично подвергнут остаточной сдвиговой деформации, причем оставшаяся часть 30 материала выступа проходит через приемную шейку 15. Частичная деформация выступа 12 может быть обеспечена за счет подходящего подбора размеров первого соединяемого элемента 14 и второго соединяемого элемента 20. Преимущество данного варианта является результатом того, что часть материала выступа 12 не сдвигается приемной шейкой 15, а проходит через нее, и заключается в том, что в случае надлежащего подбора размеров предотвращается проскальзывание второго соединяемого элемента 20 обратно через приемную шейку 15. Остаточная деформация выступа 12 и создание уплотнительной манжеты 28 предотвращают «проскакивание» выступом 12 приемной шейки 15, то есть гарантируется, что выступ 12 не выскочит за пределы приемной шейки 15.
На фиг. 5А и 5В показано конечное состояние, полученное заявленным способом, то есть состояние 52 выступа 12 в соответствии с вариантом осуществления, также показанным на фиг. 1А-4В. На фиг. 5А, 5В видно, что в данном варианте осуществления применяют такой второй соединяемый элемент 20, в котором соединительная шейка 10 соединена с заплечиком 21, имеющим большую ширину по сравнению с соединительной шейкой 10, причем длина соединительной шейки 10, параллельная продольной оси, по существу, равна сумме длин, параллельных продольной оси приемной шейки 15 и искривленного выступа, причем прессование осуществляют до тех пор, как заплечик 21 не упрется в первый соединяемый элемент 14. Благодаря такому подбору размеров, может быть обеспечено конечное состояние, представленное на фиг. 5А, 5В, причем продольное перемещение запрессованного второго соединяемого элемента 20 предотвращается заплечиком 21 и той частью выступа 12, которая прошла через приемную шейку 15. Такое расположение обеспечивает наиболее предпочтительно сохранение газонепроницаемого уплотнения, полученного посредством уплотнительной манжеты 28. Перемещение второго соединяемого элемента 20 перпендикулярно продольной оси предотвращается первым соединяемым элементом 14, который имеет более высокую прочность. Чем меньше высота приемной шейки 15 параллельно продольной оси, тем соразмерно более качественное уплотнение обеспечивается между соединительной шейкой 10 и приемной шейкой 15.
На фиг. 4А, 5В показано, что нижний край приемной шейки 15, как видно на чертежах, может быть слегка отклонена наружу от оси симметрии (в отличие от прямой конфигурации с фиг. 1А-3В). Остаточная деформация второго соединяемого элемента 20 и создание уплотнительной манжеты 28 происходят даже в случае, если эта приемная шейка 15 немного отклонена наружу.
Сохранение уплотнительного эффекта может также быть обеспечено разными путями, то есть он может быть получен разными способами, например, за счет дополнительного крепления первого соединяемого элемента 14 и второго соединяемого элемента 20 друг к другу. Такое дополнительное крепление может быть использовано, например, если не предусмотрено удерживающего заплечика на втором соединяемом элементе 20 и/или если весь материал выступа 12 сдвигается во время остаточной деформации, то есть весь материал выступа 12 переходит в уплотнительную манжету 28.
В наиболее предпочтительном варианте осуществления заявленного способа второй соединяемый элемент 20, до начала прессования посредством прессовочного инструмента 38, размещают в приемном отверстии 13. В рассматриваемом варианте, прессовочный инструмент 38 медленно приближается ко второму соединяемому элементу 20, размещенному - иногда он может располагаться не очень точно - в приемном отверстии 13. Далее, прессовочный инструмент 38 по окружности вводят в прессовочный профиль 16, и посредством его прессовочной кромки 35, регулируют положение второго соединяемого элемента 20 до заданного за счет приложения предварительной силы. Второй соединяемый элемент 20 занимает надлежащее положение, когда прессовочная кромка 35 оказывается вставленной в желобок 18 вдоль всей длины желобка 18. В таком состоянии конец прессовочного инструмента 38 находится на определенной высоте, то есть условие может быть четко задано при приложении прижимной силы со стороны прессовочного инструмента. В этом состоянии второй соединяемый элемент 20 соответствующим образом будет выровнен по центру, благодаря чему можно обеспечить равномерное по окружности формирование уплотнительной манжеты 28, предпочтительно за счет приложения предварительной силы.
Равномерная по окружности конфигурация уплотнительной манжеты может быть также обеспечена другими способами, например, за счет расположения второго соединяемого элемента 20 в приемном отверстии 13 по центру или так, чтобы прессовочный инструмент 38 направленно перемещался к первому соединяемому элементу 14 совместно со вторым соединяемым элементом 20, при совмещении прессовой кромки 35 и желобка 18. В данном случае второй соединяемый элемент 20 может быть зафиксирован на прессовом инструменте 38 простым - даже автоматическим - способом с возможностью снятия при удалении прессовочного инструмента.
На фиг. 1А-6 представлены виды в разрезе, то есть на этих чертежах видны также те части подузлов уплотнительного соединения, которые имеются в проиллюстрированной части поперечного сечения. Соответственно, согласно рассматриваемому варианту, на чертежах также показано, что первый соединяемый элемент 14, соединительная шейка 10 и прессовочный профиль 16 имеют круглую форму. В проиллюстрированном варианте осуществления продольные оси соответствующих подузлов совмещены, то есть удовлетворено требование по выравниванию компонентов, подлежащих запрессовке друг в друга, прессовочного инструмента и держателя. На фиг. 6 показан прессовочный инструмент 38 и держатель 44, который служит опорой для первого соединяемого элемента 14.
На фиг. 6 показан вариант осуществления, где в качестве первого соединяемого элемента 14 использован нижний покрывающий элемент контейнера 35. В варианте осуществления по фиг. 6, посредством второго соединяемого элемента 14, узел хранения, предназначенный для хранения второго компонента, предпочтительно закреплен на контейнере 35, предназначенном для хранения первого компонента. На фиг. 6 показано, что в системе, скомпонованной таким образом и предназначенной для хранения двух отдельных компонентов, уплотнительное соединение, полученное с помощью заявленного способа, отделяет первый компонент от среды, окружающей контейнер 35. Соответственно, посредством уплотнительного соединения, полученного заявленным способом, можно избежать комбинации соединения металл/пластмасса по типу зажимного кольца и дополнительного соединения пластмасса/пластмасса, применяемой в известных системах для хранения двух компонентов.
В данном варианте осуществления для сохранения уплотнительного соединения на длительный период времени, используют тип пластмассы, устойчивой к первому компоненту, в частности, к химическим веществам в первом компоненте. Соответственно, целесообразно выбирать материал второго соединяемого элемента 20 с учетом того, какой материал будет находиться внутри контейнера 35. Кроме того, в рассматриваемом варианте предпочтительно используют пластмассу с очень низкой влагопроницаемостью. Таким образом, при выборе соответствующего исходного материала, то есть пластмассы, также следует принимать во внимание влагопроницаемость пластмассы. Например, возможно применение таких пластмасс, как полиоксиметилен (РОМ), имеющий паропроницаемость, приблизительно составляющую от 0,01 до 0,3 г⋅мм/(м2⋅день) при комнатной температуре. Это значит, что приблизительно от 0,01 до 0,3 грамм пара ежедневно проходит через каждый квадратный метр материала толщиной 1 мм, при этом влагопроницаемость РОМ в случае использования материала толщиной 3 мм составляет приблизительно 32 г/(м2⋅день), то есть паропроницаемость и влагопроницаемость РОМ крайне низкие.
Согласно раскрытому выше можно достичь того, что уплотнительное соединение, полученное заявленным способом, будет устойчивым к химическим веществам материала, хранящегося в контейнере 35, а также того, что влага снаружи не будет проникать в контейнер 35, благодаря чему газонепроницаемое уплотнение может быть сохранено в течение длительного периода времени. Таким образом, можно гарантировать состояние содержимого контейнера, предназначенного для хранения двух компонентов. Газонепроницаемое уплотнение также означает, что утечка газа, в частности, в случае пропана, бутана и диметилового эфира (DME), обычно используемых в таких контейнерах, через такое уплотнение ничтожна мала.
Уплотнительное соединение, полученное заявленным способом, наиболее целесообразно использовать также в системах, предназначенных для хранения двух компонентов, где компоненты двухкомпонентной полиуретановой (PUR) пены введены в контейнер и во второй контейнер, расположенный в контейнере и закрепленный на указанном контейнере посредством второго соединяемого элемента. Таким образом, согласно настоящему изобретению можно обеспечить более длительное и надежное хранение компонентов двухкомпонентной PUR-пены.
В ходе экспериментов было выяснено, что для хранения PUR-пены, целесообразно изготавливать уплотнительное соединение так, чтобы в заявленном способе в качестве полимера использовался полиэтилен высокой плотности (HDPE), полиоксиметилен (РОМ) или поливинилиденфторид (PVDF).
Благодаря применению таких исходных материалов, полученный уплотнительное соединение будет устойчив к химическим веществам в PUR-пене и не допустит попадания влаги из внешней среды или только в количестве, ничтожно малом с точки зрения гарантийного срока PUR-пены.
Что касается размеров, характеризующих контейнер с PUR-пеной, то диаметр второго соединяемого элемента приблизительно на 1 мм больше диаметра приемного отверстия. Если в качестве второго соединяемого элемента применяют РОМ, то для указанных характеристических размеров, первый соединяемый элемент, изготовленный из металла, также искривляется приблизительно на 0,1 мм. При применении HDPE, деформация металлического первого соединяемого элемента меньше, чем в приведенном выше примере, однако такая малая деформация обеспечивается меньшей прижимной силой.
Применение перечисленных выше материалов согласно предлагаемому способу является наиболее предпочтительным также из-за того, что эти полимеры находятся в высокоэластичном состоянии при комнатной температуре. Сохранение применяемого полимера в высокоэластичном состоянии требуется для осуществления заявленного способа, так как пластмасса с надлежащим высоким содержанием полимера, применяемая согласно настоящему изобретению, подвергается остаточной деформации, необходимой для создания уплотнительной манжеты в высокоэластичном состоянии содержащегося в ней полимера.
Аморфные полимеры имеют три различных физических состояния: стекловидное, высокоэластичное и расплавленное состояние. Полукристаллические полимеры находятся в четвертом состоянии. В кристаллическом физическом состоянии ниже температуры плавления, полимеры всегда имеют двухфазную структуру, причем они содержат аморфные и кристаллические области одновременно. Аморфная фаза кристаллического полимера может быть высокоэластичной или стекловидной.
Характеристикой полимеров является температура стеклования. Это температура, при которой начинается движение некоторых частей гибких цепей, образующих полимер, и их сегментов. В высокоэластичном и расплавленном состояниях (в последнем случае характеристические температуры даже выше тех температур, которые связаны с высокоэластичным состоянием), движение сегментов приводит к постоянному изменению формы молекул, при этом некоторые участки цепей запутываются или выпрямляются без перемещения центра тяжести всей молекулы. В равновесии, молекулы аморфных полимеров принимают запутанную форму. Аморфные полимеры находятся в высокоэластичном состоянии между температурой стеклования и температурой текучести (причем выше указанной характеристической температуры происходит переход в расплавленное состояние, когда полимер становится эластичным), при этом аморфная фаза полукристаллических полимеров находится между температурой стеклования и температурой плавления в высокоэластичном состоянии. Таким образом, в случае аморфных и полукристаллических полимеров, именно температура текучести и температура плавления определяют верхнее предельное значение температурного диапазона, в котором полимер находится в высокоэластичном состоянии.
Деформация полимеров происходит в соответствии с тремя молекулярными механизмами: так называемая упругая деформация, так называемая высокоэластическая деформация и пластическая деформация. Упругая деформация происходит во всех физических состояниях и предшествует всем другим типам деформации, однако степень ее мала. Степень высокоэластической деформации больше, причем в случае значительной деформации она влечет за собой остаточную деформацию. Деформация так называемых линейных полимеров всегда сопровождается некоторой степенью текучести.
Таким образом, если этап прессования выполняют при комнатной температуре, то эти полимеры можно применять в заявленном способе, при этом они находятся в высокоэластичном состоянии при комнатной температуре, Соответственно, полимеры, пригодные с точки зрения устойчивости к химическим веществам, могут также быть рассмотрены с точки зрения температуры стеклования (и температуры текучести или плавления) в соответствии с Таблицей 1. Температуры текучести и плавления, в целом, могут быть не учтены, поскольку обычно они намного выше комнатной температуры (как правило, они выше 100°С).

Таким образом, из Таблицы 1 видно, что, хотя полибутилентерефталат (РВТ) с точки зрения устойчивости к химическим веществам удовлетворяет заданным требованиям, он не подходит для использования в заявленном способе в случае, если процесс изготовления происходит при комнатной температуре, поскольку его температура стеклования (то есть температура, ниже которой соответствующий полимер находится в стекловидном состоянии), намного выше комнатной температуры. Согласно нашему опыту, полибутилентерефталат (РВТ) является очень чувствительным к растрескиванию. Однако, такие материалы, как РОМ, HDPE и PVDF подходят. На практике применение PVDF в качестве исходного материала ограничено, поскольку затраты на его получение гораздо выше по сравнению с затратами на получение РОМ и HDPE. РОМ имеет низкую влагопроницаемость, a HDPE и PVDF имеют очень низкую влагопроницаемость.
На фиг. 7 и 8 показаны графики зависимости силы от перемещения во время проведения экспериментов. Кривые 46 на фиг. 7 были получены при применении второго соединяемого элемента, содержащего РОМ, причем использовали РОМ разной толщины, а также разные способы изготовления. Кривые 48, также показанные на фиг. 7, демонстрируют случай применения HDPE разной толщины и разных способов изготовления. Кривые 50 с фиг. 8 были получены при применении в качестве исходных материалов РОМ, отличного от упомянутых выше материалов.
Кривые 46, 48 и 50, представленные на фиг. 7-8, демонстрируют, что при перемещении на 3 мм, происходящем в проиллюстрированном на чертежах примере, возникает сила пиковой скорости, обычно находящаяся в диапазоне от 1500 до 2000 Н и превышающая прижимную силу второго соединяемого элемента, содержащего РОМ, причем в случае, если вторые соединяемые элементы содержат HDPE, указанная сила может характеризоваться пиковой скоростью, обычно находящейся в диапазоне от 500 до 1000 Н. В начале процесса прессования, величина силы должна непрерывно увеличиваться, после чего постепенно уменьшается при достижении конечного состояния. В проиллюстрированном примере, не требуется вжимать второй соединяемый элемент на расстояние более 3 мм, поэтому скорости, приведенные на фиг. 7 для перемещений более чем на 3 мм, не следует учитывать. Приложение слишком больших сил может привести к нежелательным деформациям, при этом величина используемой силы зависит от толщины выбранного материала. Прочность второго соединяемого элемента определяется его пластмассовыми компонентами.
Еще одно существенное преимущество применения РОМ и HDPE состоит в том, что они имеют высокую устойчивость к растрескиванию. Такая характеристика является особенно предпочтительной, поскольку при получении газонепроницаемого уплотнения очень важно, чтобы в пластмассовом соединяемом элементе не появлялись трещины из-за остаточной деформации второго соединяемого элемента, содержащего полимер. В качестве индекса устойчивости к растрескиванию, как правило, используют так называемый коэффициент стойкости к растрескиванию под действием напряжения окружающей среды (ESCR, от англ. Environmental Stress Crack Resistance). Согласно стандарту ASTM D 1693, коэффициент ESCR F50, условие В (для 100%-ного Igepal CO-630), характеризующий полиэтилен высокой плотности (HDPE), составляет 46 часов.
Некоторые предпочтительные варианты осуществления настоящего изобретения относятся к уплотнительному соединению. Уплотнительное соединение согласно настоящему изобретению содержит первый соединяемый элемент 14 и второй соединяемый элемент 20, присоединенные друг к другу. В уплотнительном соединении согласно настоящему изобретению первый соединяемый элемент 14 изготовлен из металла и содержит приемную шейку 15, имеющую приемное отверстие 13, при этом второй соединяемый элемент 20, изготовленный из пластмассы, содержащей по меньшей мере 90% (масс.) полимера, имеет соединительную шейку 10, форма которой обеспечивает возможность ее вставки в указанную приемную шейку 15, и оснащен выступом 12, образованным вокруг соединительной шейки 10 и имеющим периметр, превышающий периметр приемного отверстия 13. Кроме того, уплотнительное соединение согласно настоящему изобретению содержит уплотнительную манжету 28 круглой формы, образованную из материала выступа 12 в высокоэластичном состоянии полимера за счет запрессовки соединительной шейки в приемное отверстие 13 с силой, действующей параллельно продольной оси приемной шейки 15, а также за счет того, что выступ 12 подвергается остаточной сдвиговой деформации, и обеспечивает газонепроницаемое уплотнение между соединительной шейкой 10 и приемной шейкой 15.
Очевидно, что настоящее изобретение не ограничивается предпочтительными вариантами осуществления, подробно раскрытыми выше, и что возможны другие варианты, модификации и усовершенствования, подпадающие под объем защиты, определенный формулой изобретения.
Реферат
Изобретение относится к способу выполнения уплотнительного соединения, содержащему присоединение первого соединяемого элемента (14) к второму соединяемому элементу (20) друг с другом, причем в ходе присоединения используют первый соединяемый элемент (14), изготовленный из металла и содержащий приемную шейку (15), имеющую приемное отверстие (13), и второй соединяемый элемент (20), имеющий соединительную шейку (10), форма которой обеспечивает возможность ее вставки в приемную шейку (15), изготовленный из пластмассы, содержащей по меньшей мере 90% (масс.) полимера, и оснащенный выступом (12), образованным вокруг соединительной шейки (10) и имеющим периметр, превышающий периметр приемного отверстия (13); при этом из материала выступа (12) в высокоэластичном состоянии полимера получают уплотнительную манжету (28) круглой формы, которая обеспечивает газонепроницаемое уплотнение между соединительной шейкой (10) и приемной шейкой (15) путем запрессовки соединительной шейки (10) в приемное отверстие (13) за счет силы, действующей параллельно продольной оси приемной шейки (15), и за счет того, что выступ (12) подвергают остаточной сдвиговой деформации посредством приемной шейки (15) в процессе прессования. Кроме того, настоящее изобретение относится к уплотнительному соединению. 2 н. и 12 з.п. ф-лы, 13 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Аэрозольный монтажный колпачок с прокладкой и гибкая прокладка
Комментарии