Металлургическая печь - RU2647044C2
Код документа: RU2647044C2
Чертежи









Описание
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к металлургическим печам и, более конкретно, к электрическим металлургическим печам.
Предшествующий уровень техники настоящего изобретения
Из уровня техники известны несколько форм металлургических печей, содержащих футеровку, стальной внешний кожух, окружающий футеровку, свод и подину. Известные печи могут характеризоваться квадратной или прямоугольной формой горизонтального сечения (если смотреть снизу или сверху) или могут характеризоваться круглой формой горизонтального сечения. Известные печи, как правило, характеризуются наличием металлической конструкции, опирающейся на подину и защищенной футеровкой, где будет происходить нагрев металла, шлака и других материалов. Над нагретым металлом и шлаком находится область пространства, именуемая «шахтой», которая горизонтально окружена футеровкой. В электрической металлургической печи используют электричество для нагревания и плавления. Более конкретно, в стандартной круглой электрической металлургической печи используют три электрода для того, чтобы сгенерировать электрические дуги для нагрева содержимого подины. В стандартной электрической печи футеровка, как правило, изготовлена из уложенных друг на друга кирпичей.
Кирпичная футеровка, как правило, служит для обеспечения термической изоляции между различными элементами внутри печи, включая расплавленный металл и шлак, а также нагретый газ во внутреннем печном пространстве, и между печью и окружающей средой. В известных печах температура расплавленных материалов может находиться в диапазоне от 1400 до 2200 градусов Цельсия. Во время эксплуатации внутренняя поверхность кирпичной футеровки может быть покрыта сплошным слоем застывшего шлака или осажденной копоти или пыли, также именуемым «гарнисажем», при этом указанный слой может нагреваться до температуры более 1000 градусов Цельсия. Толщина «гарнисажа» будет зависеть от уровня мощности печи и длины дуги, зависящей от напряжения.
В некоторых известных из уровня техники печах со временем образуются зазоры между кирпичами в кирпичной футеровки и трещины в кирпичах, в частности, из-за термических напряжений, возникающих в ходе повторения циклов нагревания и охлаждения. Кроме того, кирпичная футеровка может быть подвержена разъеданию или разложению из-за химических, термических и механических воздействий, вызванных свойствами расплавленного металла и шлака, находящихся внутри печи, что в результате приводит к окончательному разрушению футеровки изнутри. Зазоры и трещины в футеровке могут привести к вытеканию расплавленного металла из печи в кирпичную кладку футеровки. Износ и разрушение кирпичей может в итоге привести к выходу из строя футеровки. Риск вытекания металла через гарнисаж и далее через свободные пространства в футеровке, а затем из печи повышается из-за наличия зазоров между кирпичами футеровки.
В некоторых известных из уровня техники печах свод не способен обеспечить адекватную термическую изоляцию окружающей среды. Кроме того, свод может быть неспособен обеспечить барьер, препятствующий оттоку токсичных газов, включая монооксид углерода, в окружающую среду, что создает потенциально опасную окружающую среду для рабочих.
В некоторых известных из области техники электрических печах высокие температуры, создаваемые электродами, могут вызывать чрезмерный нагрев свода. Кроме того, высокое напряжение, проходящее через электроды, может вызывать риск поражения электрическим током персонала, работающего рядом со сводом.
Цель настоящего изобретения заключается в устранении некоторых недостатков, присущих известным из уровня техники металлургическим печам.
Краткое раскрытие настоящего изобретения
Это краткое раскрытие выполнено для ознакомления с выбором концепций в упрощенной форме, при этом далее указанные концепции будут более подробно описаны в разделе «Подробное раскрытие настоящего изобретения». Это краткое раскрытие не предназначено для обозначения ключевых или существенных признаков заявленного объекта, а также не должно использоваться в качестве помощи при определении объема заявленного объекта.
Согласно некоторым вариантам осуществления настоящее изобретение направлено на создание металлургической печи, содержащей футеровку с расширяемым сегментированным стальным внешним кожухом, чтобы позволить футеровке расширяться и сжиматься во время тепловых циклических нагрузок печи. Согласно некоторым вариантам осуществления настоящее изобретение направлено на создание металлургической печи, содержащей вертикальный работающий на сжатие элемент, связанный с футеровкой, чтобы позволить футеровке вертикально расширяться и сжиматься во время тепловых циклических нагрузок печи. Согласно некоторым другим вариантам осуществления настоящее изобретение направлено на создание металлургической печи с изолированным сводом. Согласно некоторым дополнительным вариантам осуществления настоящее изобретение направлено на создание изоляции электродов. Согласно еще одним вариантам осуществления настоящее изобретение направлено на обеспечение внешнего охлаждения печи. Хотя среди различных иллюстративных вариантов осуществления существует синергизм, ожидается, что варианты осуществления могут быть использованы с другими стандартными конструкциями печей (например, со стандартными конструкциями кирпичной футеровки, электродов, внешней системы охлаждения и/или свода).
Согласно первому широкому аспекту предложена металлургическая печь, содержащая футеровку, окружающую печное пространство, для рассеивания тепла при нагреве печного пространства, и прикладывающий усилие элемент для сжатия сегментированного внешнего кожуха, расположенного вокруг футеровки, по направлению печного пространства, когда футеровка сжимается во время охлаждения печного пространства.
Прикладывающий усилие элемент может позволить футеровке расширяться при нагревании печного пространства и может прикладывать сжимающее усилие к футеровке, когда футеровка сжимается во время охлаждения печного пространства. Прикладывающий усилие элемент может характеризоваться наличием по меньшей мере одного троса, расположенного вокруг внешней поверхности сегментированного внешнего кожуха, а также может характеризоваться наличием множества пар тросов, расположенных с некоторым интервалом вокруг внешней поверхности сегментированного внешнего кожуха. Тросы могут характеризоваться наличием работающего на растяжение элемента, который прикреплен к ним, для регулировки длины тросов, в результате чего осуществляется регулировка натяжения работающего на растяжение элемента и усилия, прикладываемого тросом.
Согласно другому аспекту прикладывающий усилие элемент может представлять собой множество прижимающих элементов, расположенных вокруг внешней поверхности сегментированного внешнего кожуха, при этом каждый прижимающий элемент предназначен для прижатия к внешней поверхности и, тем самым, прикладывания сжимающего усилия к ней. Прижимающие элементы могут быть пружинными элементами, могут быть смещены к внешней поверхности сегментированного стального кожуха при помощи смещающих элементов и могут быть выполнены с возможностью регулировки для прикладывания большего или меньшего сжимающего усилия к сегментированному внешнему кожуху.
Согласно другому аспекту печь может характеризоваться наличием по меньшей мере одного работающего на растяжение элемента, который может быть пружиной, прикрепленного к прикладывающему усилие элементу для прикладывания натяжения к прикладывающему усилие элементу, в результате чего происходит прикладывание сжимающего усилия. Прикладывающий усилие элемент может опираться по меньшей мере на один несущий элемент или может опираться на множество несущих элементов, которые могут быть вертикальными колоннами, например, опорными колоннами, расположенными вокруг сегментированного внешнего кожуха. Установочный элемент может создавать возможность для перемещения сегментированного внешнего кожуха относительно прикладывающего усилие элемента. Прикладывающий усилие элемент может входить в зацепление по меньшей мере с одним установочным элементом, и установочный элемент может быть элементом в форме шкива, шарнирно установленным на несущем элементе.
Согласно другому аспекту печь может характеризоваться наличием по меньшей мере одного регулирующего усилие элемента, соединенного с прикладывающим усилие элементом, для начального регулирования усилия, сообщаемого прикладывающим усилие элементом. К работающему на растяжение элементу может быть присоединен по меньшей мере один измеряющий усилие элемент, который может быть динамометром для измерения натяжения пружины, для измерения натяжения работающего на растяжение элемента и, тем самым, измерения усилия, сообщаемого прикладывающим усилие элементом.
Согласно другому аспекту футеровка может быть радиально симметричной в поперечном разрезе по меньшей мере в одном месте вдоль ее высоты и может быть по существу круглой в поперечном разрезе по меньшей мере в одном месте вдоль высоты футеровки. Сегментированный внешний кожух может характеризоваться по существу цилиндрической формой в сжатой конфигурации, когда печное пространство охлаждено, и может характеризоваться по меньшей мере одним зазором между соседними по горизонтали сегментами кожуха в расширенной конфигурации, когда печное пространство нагрето.
Согласно другому аспекту печь может характеризоваться наличием одного или нескольких уплотняющих элементов, предназначенных для уплотнения зазора между соседними по горизонтали сегментами кожуха в расширенной конфигурации, когда печное пространство нагрето. Уплотняющие элементы могут быть полосами, предназначенными для размещения между футеровкой и внешним кожухом в таком положении, которое обеспечивает уплотнение по меньшей мере одного зазора между соседними по горизонтали сегментами кожуха в расширенной конфигурации, когда печное пространство нагрето.
Согласно другому аспекту футеровка может характеризоваться наличием самого внутреннего слоя из теплопроводных кирпичей, расположенного вокруг печного пространства для поглощения и рассеивания тепла. Футеровка может также характеризоваться наличием по меньшей мере одного дополнительного слоя из теплопроводных кирпичей, расположенного вокруг самого внутреннего слоя из теплопроводных кирпичей, для дополнительного поглощения и рассеивания тепла. Дополнительный слой может включать в себя кирпичи, изготовленные из материала, который отличается от материала кирпичей самого внутреннего слоя. Некоторые из теплопроводных кирпичей могут содержать материал на основе периклаза. Футеровка может также характеризоваться наличием внешнего слоя кирпичей, расположенного вокруг одного или нескольких слоев из теплопроводных кирпичей, при этом кирпичи внешнего слоя могут быть изготовлены из графитового материала.
Согласно другом аспекту, перед осуществлением первого нагрева печного пространства, печь может характеризоваться наличием по меньшей мере одного слоя распорного материала между самым внутренним слоем и по меньшей мере одним дополнительным слоем из теплопроводных кирпичей, в результате чего диаметр футеровки превышает диаметр сжатой конфигурации кожуха. Распорный материал может быть изготовлен из материала, который выполнен с возможностью сгорания или разрушения при нагревании печного пространства, в результате чего остается пространство, которое должно компенсировать расширение теплопроводных кирпичей.
Согласно другому аспекту сегментированный внешний кожух печи может характеризоваться наличием по меньшей мере трех сегментов, может содержать большее или меньшее количество сегментов пропорционально относительному размеру печи, а также может содержать восемь или более сегментов. Каждый сегмент, входящий в состав сегментированного внешнего кожуха, может характеризоваться наличием края, который сконфигурирован таким образом, чтобы взаимодействовать с краем соседнего сегмента кожуха.
Согласно другому аспекту печь может характеризоваться наличием одного или нескольких уплотняющих элементов, предназначенных для размещения между сегментированным внешним кожухом и футеровкой, при этом каждый уплотняющий элемент предназначен для уплотнения одного или нескольких зазоров, сформированных между соседними по горизонтали сегментами кожуха в расширенной конфигурации, когда печное пространство нагрето.
Согласно другому аспекту печь может характеризоваться наличием одного или нескольких удерживающих элементов, предназначенных для подвижного соединения пар соседних по горизонтали сегментов кожуха, при этом каждый удерживающий элемент задает максимальный зазор между каждой соединенной парой соседних по горизонтали сегментов кожуха.
Согласно второму широкому аспекту предлагается способ адаптации металлургической печи, содержащей футеровку, окружающую внутренне печное пространство, для рассеивания тепла, когда печное пространство нагрето, и содержащей непрерывный внешний кожух, окружающую футеровку. Указанный способ может предусматривать стадии разделения внешнего кожуха на сегменты с образованием сегментированного внешнего кожуха, и размещения по меньшей мере одного прикладывающего усилие элемента вокруг футеровки, при этом прикладывающий усилие элемент предназначен для сжимания сегментированного внешнего кожуха по направлению печного пространства, когда футеровка сжимается во время охлаждения печного пространства.
Согласно другому аспекту прикладывающий усилие элемент может позволять футеровке расширяться при нагревании печного пространства и может прикладывать сжимающее усилие к футеровке, когда футеровка сжимается во время охлаждения печного пространства. Прикладывающий усилие элемент может представлять собой трос, проходящий вокруг внешней поверхности сегментированного внешнего кожуха.
Согласно другому аспекту способ может предусматривать стадию замены футеровки на по меньшей мере один внутренний слой теплопроводных кирпичей, окружающий внутренне печное пространство, и по меньшей мере один внешний слой кирпичей, окружающий один или несколько внутренних слоев. Внутренний слой может включать в себя периклазовые кирпичи, глиноземистые кирпичи, кирпичи на основе кремнезема или хрома, а внешний слой может включать в себя графитовые кирпичи.
Согласно другому аспекту способ может предусматривать стадию крепления по меньшей мере одного работающего на растяжение элемента, который может быть пружиной, к прикладывающему усилие элементу для поддержания натяжения прикладывающего усилие элемента.
Согласно другому аспекту способ может предусматривать стадию установки прикладывающего усилие элемента на по меньшей мере одном несущем элементе, который может быть вертикальной колонной, расположенном вокруг сегментированного внешнего кожуха.
Согласно другому аспекту способ может предусматривать стадию зацепления прикладывающего усилие элемента по меньшей мере с одним установочным элементом, при этом установочный элемент создает возможность для перемещения сегментированного внешнего кожуха относительно прикладывающего усилие элемента. Установочный элемент может быть элементом в форме шкива, шарнирно установленным на вертикальной колонне.
Согласно другому аспекту способ может предусматривать стадию соединения по меньшей мере одного регулирующего усилие элемента с прикладывающим усилие элементом для регулировки усилия, сообщаемого прикладывающим усилие элементом. Способ может дополнительно предусматривать стадию регулировки длины прикладывающего усилие элемента при помощи регулирующего усилие элемента, в результате чего регулируют натяжение работающего на растяжение элемента и усилие, прикладываемое тросом, при этом способ может также предусматривать стадию соединения по меньшей мере одного измеряющего усилие элемента с работающим на растяжение элементом, а также измерения усилия, сообщаемого прикладывающим усилие элементом.
Согласно другому аспекту, когда прикладывающий усилие элемент представляет собой трос, а регулирующий усилие элемент предназначен для регулировки длины троса, в результате чего регулируют натяжение работающего на растяжение элемента и, следовательно, усилие, прикладываемое тросом, измеряющий усилие элемент может быть динамометром для измерения усилия, прикладываемого тросом.
Согласно другому аспекту способ может предусматривать стадию расположения по меньшей мере одного слоя распорного материала между теплопроводными кирпичами одного слоя футеровки, в результате чего диаметр футеровки будет больше диаметра сжатой конфигурации кожуха, при этом распорный материал включает в себя материал, который выполнен с возможностью сгорания или разрушения при нагревании печного пространства, в результате чего остается пространство, которое должно компенсировать расширение теплопроводных кирпичей.
Согласно другому аспекту способ может предусматривать стадию разделения внешнего кожуха по меньшей мере на три сегмента, по меньшей мере на восемь сегментов и/или на меньшей или большее количество сегментов пропорционально относительного размера печи.
Согласно другому аспекту способ может предусматривать стадию размещения одного или нескольких уплотняющих элементов между сегментированным внешним кожухом и футеровкой, при этом каждый уплотняющий элемент предназначен для уплотнения одного или нескольких зазоров, сформированных между соседними по горизонтали сегментами кожуха в расширенной конфигурации, когда печное пространство нагрето.
Согласно другому аспекту способ может предусматривать стадию соединения с возможностью перемещения одной или нескольких пар соседних по горизонтали сегментов кожуха, в результате чего задают максимальный зазор между каждой соединенной парой соседних по горизонтали сегментов кожуха.
Согласно третьему широкому аспекту предлагается прикладывающий усилие элемент, предназначенный для применения в металлургической печи, характеризующейся наличием футеровки, окружающей печное пространство, для рассеивания тепла при нагревании печного пространства. Прикладывающий усилие элемент характеризуется наличием окружающей конструкции, предназначенной для окружения сегментированного внешнего кожуха, расположенного вокруг футеровки, а также наличием по меньшей мере одного работающего на растяжение элемента, который может быть пружиной и который может быть присоединен к регулятору начального натяжения, который осуществляет начальную регулировку усилия, сообщаемого прикладывающим усилие элементом, для прикладывания усилия к окружающей конструкции с тем, чтобы сжать сегментированный внешний кожух, расположенный вокруг футеровки, по направлению печного пространства, когда футеровка сжимается во время охлаждения печного пространства.
Согласно другому аспекту регулятор начального натяжения предназначен для регулировки длины прикладывающего усилие элемента. Прикладывающий усилие элемент может быть прикреплен к регулирующему усилие элементу, который может быть динамометром, для измерения усилия, сообщаемого прикладывающим усилие элементом.
Согласно четвертому широкому аспекту предложена металлургическая печь, содержащая футеровку, которая может быть изготовлена из множества кирпичей, окружающих печное пространство, окружающую печное пространство для рассеивания тепла, когда печное пространство нагрето, и вертикальный работающий на сжатие элемент, прикладывающий сжимающее усилие к футеровке, в результате чего происходит вертикальное прессование футеровки, когда она сжимается во время охлаждения печного пространства. Вертикальный работающий на сжатие элемент(элементы) может быть одной или несколькими пружинами.
Согласно одному аспекту вертикальный работающий на сжатие элемент может быть сконфигурирован таким образом, чтобы допускать расширение футеровки, когда пространство печи нагрето.
Согласно другому аспекту футеровка может включать в себя первый слой кирпичей, окружающий печное пространство, и второй слой кирпичей, окружающий первый слой кирпичей.
Согласно другому аспекту печь может содержать один или несколько передающих усилие элементов, предназначенных для передачи усилия, прикладываемого вертикальным работающим на сжатие элементом, одному или нескольким кирпичам, находящимся в слоях. Передающий усилие элемент может быть покрывающим элементом, предназначенным для передачи усилия, прикладываемого к слою кирпичей.
Согласно другому аспекту первый слой кирпичей может не быть скреплен со вторым слоем кирпичей.
Согласно другому аспекту вертикальный работающий на сжатие элемент может включать в себя регулирующий усилие элемент, предназначенный для регулировки прикладываемого им усилия. Вертикальный работающий на сжатие элемент может быть прикреплен к подвесному элементу, который, в свою очередь, может быть установлен на несущем элементе. Подвесной элемент может быть установлен с возможностью перемещения на несущем элементе для того, чтобы обеспечить возможность перемещения подвесных элементов с целью компенсации сжатия и/или расширения футеровки. Печь также может содержать один или несколько регулирующих длину элементов, предназначенных для регулировки длины каждого подвесного элемента, в результате чего обеспечивается регулировка усилия, прикладываемого вертикальным работающим на сжатие элементом.
Согласно другому аспекту футеровка выполнена с возможностью компенсации большего расширения внутренней части футеровки по сравнению с расширением внешней части футеровки, когда футеровка нагревается от печного пространства. Футеровка может включать в себя по меньшей мере один слой кирпичей, окружающий футеровку, при этом слой кирпичей может содержать по меньшей мере один кирпич, у которого вертикальная высота внешней грани больше вертикальной высотой внутренней грани, для компенсации большего расширения внутренней грани по сравнению с расширением внешней грани, когда кирпич нагревается от печного пространства.
Согласно пятому широкому аспекту предлагается способ адаптации металлургической печи, содержащей футеровку, при этом футеровка окружает печное пространство и предназначена для рассеивания тепла, когда печное пространство нагрето, и необязательно содержит множество кирпичей, окружающих печное пространство. Способ предусматривает стадию расположения вертикального работающего на сжатие элемента вплотную к футеровке для ее вертикального прессования, когда футеровка сжимается во время охлаждения печного пространства, и/или для восприятия вертикального расширения футеровки при нагревании печи. Футеровка может включать в себя первый слой кирпичей, окружающий печное пространство, и второй слой кирпичей, окружающий первый слой кирпичей.
Согласно другому аспекту способ может предусматривать стадию расположения одного или нескольких передающих усилие элементов между вертикальным работающим на сжатие элементом и футеровкой, при этом передающий усилие элемент, который может быть покрывающим элементом для передачи усилия по меньшей мере одному из слоев кирпичей, предназначен для передачи усилия, прикладываемого вертикальным работающим на сжатие элементом, который может быть пружиной, одному или нескольким кирпичам в слоях.
Согласно другому аспекту первый слой кирпичей может не быть прикреплен ко второму слою кирпичей.
Согласно другому аспекту вертикальный работающий на сжатие элемент может включать в себя регулирующий усилие элемент, предназначенный для регулировки прикладываемого усилия.
Согласно другому аспекту способ может предусматривать стадию крепления вертикального работающего на сжатие элемента к подвесному элементу, который, в свою очередь, может быть установлен на несущем элементе.
Согласно другому аспекту способ может предусматривать стадию установки с возможностью перемещения подвесного элемента на несущий элемент, чтобы обеспечить возможность перемещения подвесных элементов с целью компенсации по меньшей мере одного из сжатия или расширения футеровки.
Согласно другому аспекту способ может предусматривать стадию крепления одного или нескольких регулирующих длину элементов к подвесному элементу, и регулировки длины подвесного элемента при помощи регулирующего длину элемента, в результате чего обеспечивают регулировку усилия, прикладываемого вертикальным работающим на сжатие элементом.
Согласно другому аспекту способ может предусматривать стадию адаптации футеровки для компенсации большего расширения внутренней части футеровки по сравнению с расширением внешней части футеровки, когда футеровка нагревается от печного пространства.
Согласно другому аспекту способ может предусматривать стадию адаптации по меньшей мере одного кирпича в футеровке таким образом, чтобы вертикальная высота его внешней грани была больше вертикальной высоты его внутренней грани для компенсации большего расширения внутренней грани по сравнению с расширением внешней грани, когда кирпич нагревается от печного пространства.
Согласно шестому широкому аспекту предлагается система для охлаждения металлургической печи, при этом система содержит внешнюю оболочку, окружающую слой воздуха, нагревающегося от внутреннего печного пространства, и один или несколько элементов для перемещения воздуха, предназначенных для перемещения окружающего нагретого воздуха по направлению от печи.
Согласно другому аспекту элемент для перемещения воздуха может предназначаться для втягивания охлаждающего воздуха во внешнюю оболочку посредством перемещения окружающего нагретого воздуха по направлению от печи.
Согласно другому аспекту охлаждающий воздух может втягиваться во внешнюю оболочку при помощи одного или нескольких элементов для перемещения воздуха.
Согласно другому аспекту окружающий нагретый воздух может быть отведен от печи при помощи одного или нескольких элементов для перемещения воздуха.
Согласно другому аспекту внешняя оболочка может включать в себя одно или несколько отверстий, предназначенных для прохождения воздуха.
Согласно другому аспекту система может содержать одно или несколько распылительных сопел, предназначенных для распыления жидкого охладителя изнутри слоя воздуха по направлению внешней поверхности печи. Распылительные сопла могут содержать распылительное устройство, предназначенное для мелкодисперсного разбрызгивания жидкого охладителя с формированием тумана и распыления тумана по направлению внешней поверхности печи.
Согласно другому аспекту система может содержать контрольно-измерительное устройство, предназначенное для осуществления мониторинга скопления жидкого охладителя.
Согласно другому аспекту система может содержать регулирующее устройство, предназначенное для снижения расхода распыляемого жидкого охладителя в ответ на скопление жидкого охладителя.
Согласно другому аспекту внешняя оболочка может включать в себя множество сегментов оболочки. Каждый сегмент оболочки может соответствовать сегменту стального кожуха, окружающего футеровку металлургической печи, и каждый сегмент оболочки и соответствующий сегмент кожуха могут быть предназначены для коллективного окружения некоторого объема нагретого воздуха из слоя воздуха, перемещаемого от печи.
Согласно седьмому широкому аспекту предлагается способ охлаждения металлургической печи, предусматривающий стадию перемещения воздуха, нагретого от внутреннего печного пространства печи, от печи при помощи одного или нескольких элементов для перемещения воздуха, при этом нагретый воздух окружен внешней оболочкой, в результате чего образуется слой нагретого воздуха, окружающего печь.
Согласно другому аспекту способ может предусматривать стадию распыления охлаждающей жидкости изнутри слоя воздуха по направлению внешней поверхности печи.
Согласно другому аспекту способ может предусматривать стадию мелкодисперсного разбрызгивания охлаждающей жидкости, предназначенной для распыления по направлению внешней поверхности печи.
Согласно другому аспекту способ может предусматривать стадию регулировки распыления охлаждающей жидкости в ответ на обнаруженные уровни охлаждающей жидкости в области нижней поверхности печи.
Согласно другому аспекту внешняя оболочка может включать в себя множество сегментов оболочки. Каждый сегмент оболочки может соответствовать сегменту стального кожуха, окружающего футеровку металлургической печи, при этом каждый сегмент оболочки и соответствующий сегмент кожуха предназначены для совместного окружения некоторого объема нагретого воздуха из слоя воздуха, перемещаемого от печи.
Согласно восьмому широкому аспекту предлагается свод для металлургической печи, содержащий элемент свода, характеризующийся наличием подвесных элементов, проходящих через внешнюю поверхность, при этом подвесные элементы поддерживают внутреннюю сетку элемента свода, причем внутренняя сетка поддерживает изолирующий материал, который может быть огнеупорным и который может быть токонепроводящим, и/или который может быть теплоизоляционным материалом, и/или который может быть нереагирующим с водой. Изолирующий материал может быть высокоглиноземистым огнеупорным материалом. Изолирующий материал характеризуется толщиной более 40 см.
Согласно другому аспекту внешняя поверхность может образовывать открытый внешний медный колпак.
Согласно другому аспекту свод может включать в себя множество элементов свода, имеющих такие размеры, которые позволяют осуществить их совмещение друг с другом с образованием свода.
Согласно другому аспекту верхняя поверхность свода может характеризоваться такими размерами, которые позволяют жидкому охладителю, распыляемому на поверхность свода, стекать наружу по направлению периферии свода, и может характеризоваться такими размерами, которые позволяют удерживать слой жидкого охладителя на ней. Жидкий охладитель может быть предназначен для охлаждения свода и/или создания жидкого уплотнения на поверхности свода для предотвращения утечки газа из внутреннего пространства печи.
Согласно другому аспекту свод может содержать непрерывный желоб, предназначенный для размещения жидкого охладителя, в результате чего обеспечивается формирование слоя жидкого охладителя с заданной глубиной на верхней поверхности свода. Желоб может содержать внешнюю стенку, которая выше внутренней стенки, чтобы обеспечить формирование слоя жидкого охладителя с заданной глубиной на верхней поверхности свода.
Согласно другому аспекту свод может включать в себя каркас, поддерживаемый подвесными элементами, при этом каркас поддерживает внутреннюю сетку. Каркас может быть изготовлен частично или полностью из арматурных стержней, а внутренняя сетка может быть изготовлена частично или полностью из стальной сетки.
Согласно другому аспекту свод может включать в себя насос для распыления охлаждающей жидкости на свод и/или циркуляции охлаждающей жидкости по своду.
Согласно другому аспекту свод может содержать эластичный элемент для поддержания герметичного уплотнения между сводом и верхней поверхностью металлургической печи.
Согласно другому аспекту по меньшей мере один зазор между соседними элементами свода из множества элементов свода может быть уплотнен при помощи герметика, который может быть цементом, смолой, высокотемпературным силиконовым герметиком или любым их сочетанием, чтобы предотвратить протекание жидкостей через зазор.
Согласно другому аспекту свод может содержать по меньшей мере одно отверстие для размещения по меньшей мере одной питающей трубы.
Согласно другому аспекту свод может содержать медный цилиндр, один конец которого выступает в печное пространство, а второй конец которого выступает над заданным уровнем жидкого охладителя, при этом медный цилиндр окружает питающую трубу и герметично соединен с ней.
Согласно девятому широкому аспекту предлагается металлургическая печь для плавления руды, содержащая футеровку, окружающую печное пространство, для рассеивания тепла печи при нагревании печного пространства. Футеровка содержит внутренний слой, характеризующийся рассеивающей теплоту толщиной, при этом внутренний слой содержит первое множество кирпичей первого типа, характеризующихся рассеивающей теплоту толщиной, и второе множество кирпичей второго типа, характеризующихся расходуемой толщиной, которая больше рассеивающей теплоту толщины, причем второе множество кирпичей выступает по направлению печного пространства. Расходуемая толщина может быть определена на основе прогнозируемой консистенции расплавленного шлака, формируемого во время применения металлургической печи для плавления руды, и может быть определена на основе прогнозируемой консистенции расплавленного металла во время применения металлургической печи для плавления руды.
Согласно другому аспекту расходуемая толщина может варьировать по высоте футеровки в соответствии с различными свойствами материала внутри футеровки на различных высотах.
Согласно другому аспекту первое множество кирпичей и второе множество кирпичей могут быть расположены в шахматном порядке независимо друг от друга на протяжении всей футеровки, могут быть равномерно расположены в шахматном порядке на протяжении всей футеровки и могут быть равномерно расположены в шахматном порядке на протяжении всей футеровки с образованием формы в виде пчелиных сот.
Согласно десятому широкому аспекту предлагается способ модификации существующей футеровки металлургической печи для плавления руды, при этом существующая футеровка окружает печное пространство для рассеивания тепла при нагревании печного пространства. Способ предусматривает стадии создания внутреннего слоя футеровки внутри существующей футеровки, при этом внутренний слой футеровки характеризуется рассеивающей тепло толщиной, а также содержит первое множество кирпичей первого типа, характеризующихся рассеивающей тепло толщиной, и второе множество кирпичей второго типа, характеризующихся расходуемой толщиной, которая больше рассеивающей тепло толщины, причем второе множество кирпичей выступает по направлению печного пространства.
Согласно другому аспекту способ предусматривает стадию(стадии) определения расходуемой толщины на основе прогнозируемой консистенции расплавленного шлака, формируемого во время применения металлургической печи для плавления руды, и/или определения расходуемой толщины на основе прогнозируемой консистенции расплавленного металла во время применения металлургической печи для плавления руды.
Согласно другому аспекту способ предусматривает стадию расположения первого множества кирпичей и второго множества кирпичей в шахматном порядке на протяжении всей футеровки и/или равномерно в шахматном порядке на протяжении всей футеровки, и/или равномерно в шахматном порядке на протяжении всей футеровки, в результате чего образуется форма в виде пчелиных сот.
Согласно одиннадцатому широкому аспекту предлагается уплотнение электрода, предназначенное для применения в металлургической печи. Печь содержит печное пространство, нагреваемое электродами, проходящими через отверстие, ведущее в печное пространство, и уплотнение содержит по меньшей мере три колодки, которые расположены последовательно, взаимодействуя боковыми сторонами, при этом каждая колодка характеризуется наличием смещающего элемента, который может быть пружиной, который выполнен с возможностью перемещения и который может выполнен с возможностью регулировки для прикладывания меньшего или большего смещающего усилия, для смещения поверхности колодки по направлению одного из электродов, в результате чего обеспечивается возможность продольного перемещения одного электрода внутри уплотнения электрода с обеспечением электрической изоляции между электродом и отверстием.
Согласно другому аспекту по меньшей мере три колодки обеспечивают газонепроницаемое уплотнение, которое предотвращает выход, по меньшей мере, некоторого объема газа из печного пространства.
Согласно другому аспекту по меньшей мере три колодки обеспечивают возможность латерального перемещения находящегося между ними электрода с поддержанием газонепроницаемого уплотнения.
Согласно другому аспекту по меньшей мере три колодки обеспечивают возможность латерального перемещения находящегося между ними электрода с поддержанием электрической изоляции.
Согласно другому аспекту уплотнение может содержать электроизоляционный материал, зафиксированный вокруг электрода поверх по меньшей мере трех колодок, при этом электроизоляционный материал может быть керамической ватой.
Согласно другому аспекту уплотнение может предусматривать наличие камеры, окружающей колодки для размещения сжатого электрически инертного газа, чтобы создать герметизированное уплотнение, предотвращающее выход газа из печного пространства.
Согласно другому аспекту уплотнение может содержать электрически изолированный охлаждающий элемент, окружающий электрод. Охлаждающий элемент может содержать литую плиту, которая может быть встроена в изолирующий материал, который может быть огнеупорным материалом, например, высокоглиноземистым огнеупорным материалом.
Согласно другому аспекту литая плита может ограничивать непрерывный внутренний канал, предназначенный для направления проходящей по нему охлаждающей жидкости.
Согласно другому аспекту охлаждающий элемент может содержать медную плиту.
Согласно другому аспекту камера может быть, по меньшей мере, частично ограничена охлаждающим элементом.
Согласно двенадцатому широкому аспекту предлагается металлургическая печь, содержащая футеровку, окружающую печное пространство, для рассеивания тепла при нагревании печного пространства. Футеровка содержит внутренний слой, характеризующийся рассеивающей тепло толщиной, при этом внутренний слой содержит первое множество кирпичей первого типа, характеризующихся рассеивающей тепло толщиной, и второе множество кирпичей второго типа, характеризующихся расходуемой толщиной, которая больше рассеивающей тепло толщины, причем второе множество кирпичей выступает по направлению печного пространства. Указанная печь также содержит прикладывающий усилие элемент, предназначенный для сжатия сегментированного внешнего кожуха, расположенного вокруг футеровки, по направлению печного пространства, когда футеровка сжимается во время охлаждения печного пространства. Прикладывающий усилие элемент характеризуется наличием окружающей конструкции, предназначенной для окружения сегментированного внешнего кожуха, расположенного вокруг футеровки, и наличием по меньшей мере одного работающего на растяжение элемента, предназначенного для прикладывания усилия к окружающей конструкции с тем, чтобы сжать сегментированный внешний кожух, расположенный вокруг футеровки, по направлению пространства печи, когда футеровка сжимается во время охлаждения пространства печи. Указанная печь также содержит вертикальный работающий на сжатие элемент, предназначенный для прикладывания сжимающего усилия к верхней поверхности футеровки, в результате чего происходит вертикальное прессование футеровки, когда она сжимается во время охлаждения печного пространства. Кроме того, печь содержит систему охлаждения, предназначенную для охлаждения металлургической печи, при этом система охлаждения содержит внешнюю оболочку, окружающую слой воздуха, нагревающегося от внутреннего печного пространства, и один или несколько элементов для перемещения воздуха, предназначенных для перемещения окружающего нагретого воздуха по направлению от печи. Печь также содержит свод, включающий в себя элемент свода, содержащий подвесные элементы, проходящие через внешнюю поверхность элемента свода, при этом подвесные элементы поддерживают внутреннюю сетку элемента свода, и внутренняя сетка поддерживает изолирующий материал.
Краткое описание фигур
Дополнительные признаки и преимущества настоящего изобретения станут очевидными при ознакомлении с приведенным ниже подробным описанием, выполненным со ссылками на прилагаемые фигуры, где:
на фиг. 1 представлен горизонтальный разрез, отображающий иллюстративную металлургическая печь согласно настоящему изобретению;
на фиг. 1А представлен горизонтальный разрез, который частично отображает нижнюю часть внешнего кожуха и сопутствующие компоненты иллюстративной металлургической печи согласно настоящему изобретению;
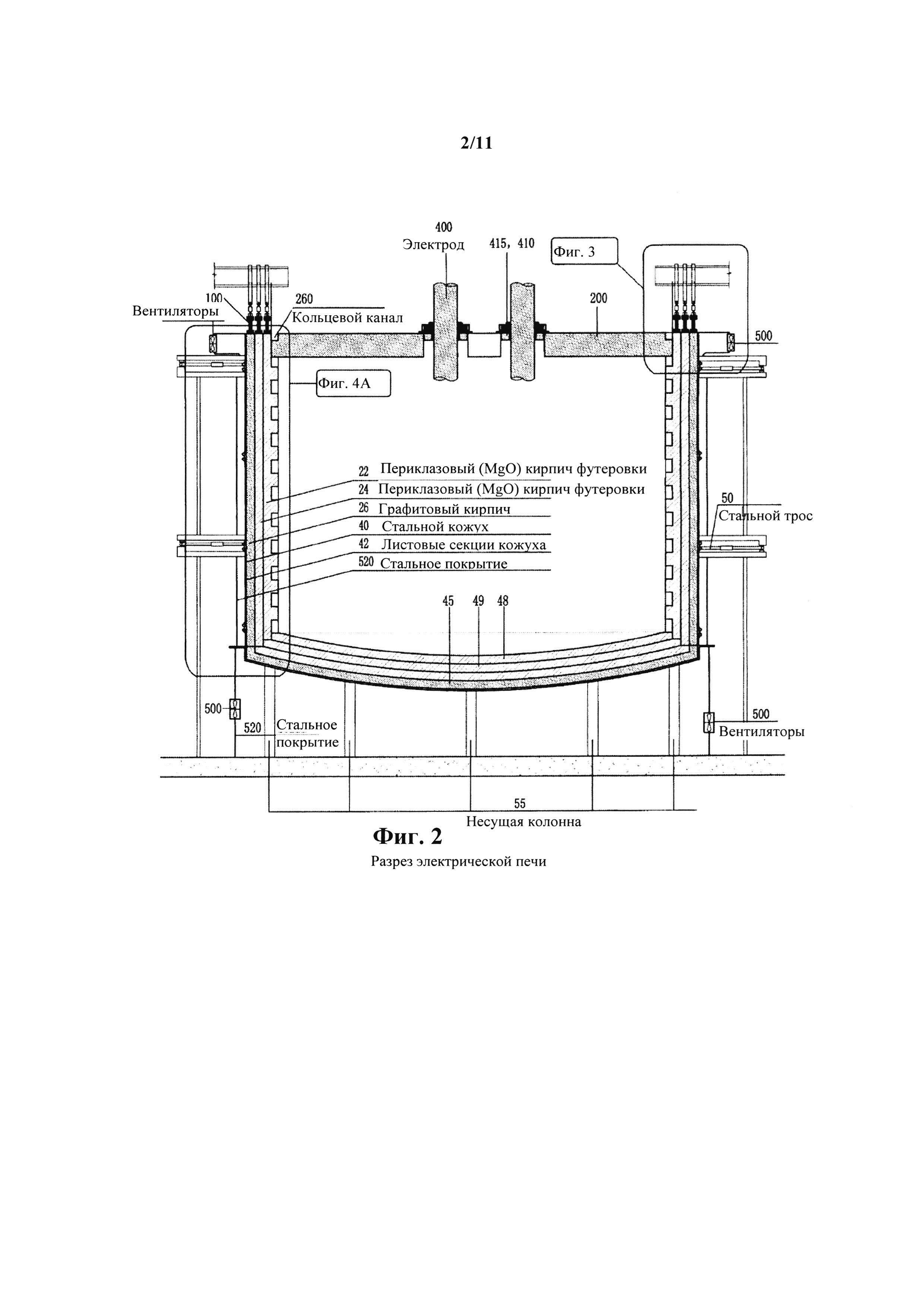
на фиг. 2 представлен вертикальный разрез, отображающий иллюстративную металлургическую печь согласно настоящему изобретению;
на фиг. 2А представлена вертикальная проекция, отображающая внутреннюю поверхность футеровки, входящей в состав иллюстративной металлургической печи согласно настоящему изобретению;
на фиг. 3 представлен вертикальный разрез, который частично отображает верхнюю часть футеровки и вертикальные работающие на сжатие элементы иллюстративной металлургической печи согласно настоящему изобретению, а также частично отображает иллюстративный свод и иллюстративную систему охлаждения металлургических печей согласно настоящему изобретению;
на фиг. 3А представлен подробный вид одного иллюстративного кирпича иллюстративной футеровки, входящей в состав металлургической печи согласно настоящему изобретению;
на фиг. 4 представлена вертикальная проекция, которая частично отображает иллюстративную металлургическую печь согласно настоящему изобретению, а также частично отображает иллюстративную систему охлаждения для металлургической печи согласно настоящему изобретению;
на фиг. 4А представлен горизонтальный разрез, отображающий футеровку и вертикальные работающие на сжатие элементы, входящие в состав иллюстративной металлургической печи согласно настоящему изобретению, а также частично отображает иллюстративную систему охлаждения, содержащую сопла для распыления жидкого охладителя, которая входит в состав металлургической печи согласно настоящему изобретению;
на фиг. 5 представлен вид сверху иллюстративного свода для металлургической печи согласно настоящему изобретению;
на фиг. 6 представлен разрез, отображающий часть иллюстративного свода для металлургической печи согласно настоящему изобретению;
на фиг. 6А представлен вид сверху, отображающий нижнюю поверхность секции иллюстративного свода для металлургической печи согласно настоящему изобретению;
на фиг. 7 представлен вертикальный разрез, отображающий иллюстративное уплотнение электрода для металлургической печи согласно настоящему изобретению;
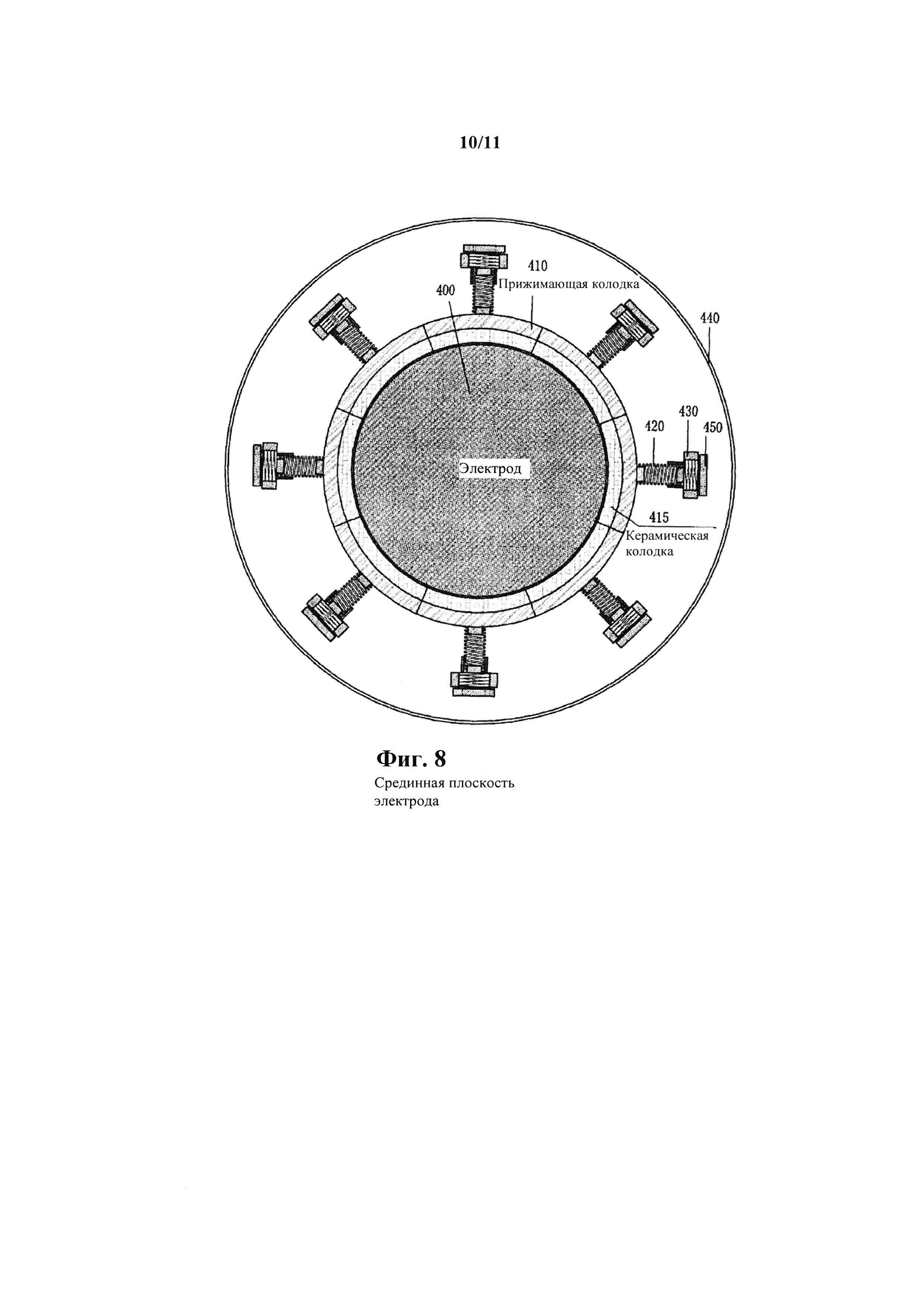
на фиг. 8 представлен горизонтальный разрез, отображающий иллюстративное уплотнение электрода для металлургической печи согласно настоящему изобретению;
на фиг. 9 представлен горизонтальный разрез, отображающий иллюстративное уплотнение электрода для металлургической печи согласно настоящему изобретению.
Подробное раскрытие настоящего изобретения
Различные варианты осуществления относятся к различным аспектам конструкции печи. Следует понимать, что не все из различных аспектов конструкции печи, рассмотренных в настоящем документе, необходимы для устранения, по меньшей мере, некоторых недостатков, присущих существующим конструкциям. В некоторых случаях одиночные аспекты, описанные в настоящем документе, могут независимо решать, по меньшей мере, некоторые известные недостатки. Хотя среди различных иллюстративных вариантов осуществления существует синергизм, ожидается, что варианты осуществления могут быть использованы с другими стандартными конструкциями печей (например, стандартными конструкциями кирпичной футеровки, электродов, внешней системы охлаждения и/или свода).
Кирпичная футеровка может быть изготовлена из множества латеральных или радиальных слоев кирпичей, расположенных рядом друг с другом. Индивидуальные слои могут входить в зацепление друг с другом, что может обеспечить дополнительную устойчивость. В ходе эксплуатации печи нагрев кирпичной футеровки вызывает термическое расширение кирпичей. Для того чтобы компенсировать это расширение, перед первым использованием печи между индивидуальными горизонтальными и/или вертикальными слоями кирпичей могут быть расположены компенсирующие расширение слои бумаги. Во время нагревания печи эта бумага сгорает, предоставляя пространство для расширения слоев кирпичей как вдоль горизонтальной, так и вдоль вертикальной оси. В некоторых печах между наружным слоем кирпичей и стальным внешним кожухом может быть установлен слой компенсирующего расширение картона. Этот слой эластичен по своей природе и предназначен для обеспечения расширения наружного слоя кирпичей без давления на внутреннюю поверхность стального кожуха, тем самым сводя к минимум нагрузку на кирпичную футеровку.
Под воздействием многочисленных циклов нагревания и охлаждения печи может происходить образование трещин в кирпичах или щелей между кирпичами. Например, когда компенсирующие расширение слои бумаги сгорают, они не могут быть легко заменены перед началом дальнейших циклов нагревания. Следовательно, дальнейшие циклы нагревания и охлаждения будут, как правило, вызывать образование зазоров между кирпичами, что повышает отток тепла из печи при наличии потоков наружного воздуха возле печи, а также может вызывать вытекание расплавленного металла из печи в кирпичную кладку футеровки. Дополнительно, циклы расширения и сжатия могут вызывать возникновение трения и напряжений между кирпичами, приводящих, в конце концов, к износу и разрушению кирпичей, что может повлечь за собой выход из строя кирпичной футеровки. Кроме того, компенсирующий расширение картон, как правило, используемый для заполнения пространства между стальным внешним кожухом и кирпичной футеровкой, характеризуется ограниченным сроком службы и теряет присущую ему эластичность с каждым циклом, что приводит к образованию свободного пространства между кирпичной футеровкой и кожухом. Зазоры между кирпичами могут дополнительно вызывать потерю устойчивости кирпичной футеровки, что, в конце концов, может способствовать износу и разрушению кирпичей. Кроме того, известно, что зазоры между кирпичами снижают эффективность охлаждения некоторых печей.
Согласно некоторым примерам каждый слой кирпичей может быть расположен в шахматном порядке относительно соседнего верхнего или нижнего слоя или может входить в зацепление с ним. Кирпичи соединяются и удерживаются вместе при помощи конструкции, ограниченной стальным внешним кожухом, при этом все кирпичи эффективно сцеплены друг с другом, что приводит к формированию прочной конструкции. Однако после ряда тепловых циклических нагрузок кирпичи могут быть подвержены растрескиванию и преждевременному износу. Например, так как кирпичи, которые расположены ближе к нагретому печному пространству, могут сильнее нагреваться, они также могут быть подвержены большему термическому расширению по сравнению с кирпичами, расположенными дальше от нагретого печного пространства. Так как эти кирпичи расширяются вертикально, укладка кирпичей с взаимным зацеплением может вызывать воздействие напряжений на расширившиеся кирпичи. Этот эффект может быть более выраженным в случаях, когда печи не работали в течение долгого периода времени, а затем подверглись быстрому разогреву.
Целостность кирпичей может быть нарушена, когда отвердевший слой «гарнисажа» из шлака внутри печи растрескивается и образует зазоры во время охлаждения, частично в результате различных значений плотности различных расплавленных материалов и твердых частиц. Если гарнисаж растрескался во время охлаждения, а печь быстро нагрели, повышается вероятность возникновения «протекания» печи, во время которого расплавленные материалы вытекают через гарнисаж, затем проходят пространства в кирпичной футеровке и, в конце концов, вытекают из печи.
Над шахтой в металлургических печах, как правило, расположен свод. Свод может частично поддерживаться самой печью. Кроме того, свод может также поддерживаться полностью или частично внешними поддерживающими средствами (например, конструкцией или зданием, в котором расположена печь). Во время эксплуатации печи копоть или пыль может осаждаться на нижней поверхности свода, и эти осаждения могут характеризоваться толщиной от 10 до 20 см. Температура на нижней поверхности свода может достигать приблизительно от 1200 до 1600 градусов Цельсия.
Свод может быть изготовлен из огнеупорного материала, который не проводит электричество или тепло. Согласно некоторым примерам свод может характеризоваться максимальной толщиной от 10 до 20 см и состоять из высокоглиноземистых огнеупорных материалов, которые подвешены на стальном анкере, прикрепленном к стальной панели с водяным охлаждением. Свод предназначен для обеспечения термической изоляции окружающей среды и/или создания барьера, препятствующего оттоку токсичных газов, включая монооксид углерода, в окружающую среду, что способствует созданию безопасной обстановки для рабочих.
Как правило, электрические печи характеризуются наличием одного или нескольких электродов, подвешенных в верхней части печи. Высокие температуры, созданные электродами, могут нагревать окружающую область свода. Кроме того, высокое напряжение, проходящее через электроды, может вызывать риск поражения электрическим током персонала, работающего рядом со сводом печи.
В печи может быть предусмотрена система охлаждения, в которой вода распыляется или падает в виде пленки на внешнюю поверхность печи. Однако избыточное количество воды может представлять собой угрозу безопасности, в частности, в ситуациях утечки расплавленного металла из печи, например, из-за нарушения целостности печи (обычно именуемой в настоящем документе «протеканием»).
Далее рассмотрим фигуры; на фиг. 1 представлен горизонтальный разрез или вид сверху иллюстративной металлургической печи 10 согласно одному варианту осуществления настоящего изобретения. Изображенная на фигуре печь 10 имеет круглую форму в горизонтальном разрезе. Изображенный разрез проходит через пространство «шахты» печи. Пространство шахты расположено над «шлаковой линией» печи 10, выше которой, как правило, нет расплавленного или твердого металла или шлака во время работы печи. Кирпичная футеровка 20 печи 10 в этом пространстве может находиться в непосредственном взаимодействии с копотью или пылью, поднимающейся от печи 10, или в непосредственном взаимодействии с нагретым печным газом. На фиг. 1А представлен горизонтальный разрез, который частично отображает нижнюю часть внешнего кожуха 40 и сопутствующие компоненты иллюстративной металлургической печи, изображенной на фиг. 1. Печь 10 окружена внешней оболочкой 520, более подробно рассмотренной ниже, и опирается на множество несущих колонн 70, которые могут быть стальными опорными колоннами.
Далее одновременно рассмотрим фиг. 1-4А. На фиг. 2 изображена печь 10, содержащая кирпичную футеровку 20, радиально окружающую внутренне пространство 30 печи, и внешний кожух 40, радиально окружающий кирпичную футеровку 20. Под внутренним пространством 30 печи находится кирпичная кладка 45 подины, которая может содержать четыре уровня кирпичей, при этом могут использоваться периклазовые кирпичи (например, внутренний слой(слои)) и графитовые кирпичи (например, внешний слой(слои)). Компенсирующие расширения слои бумаги или слои графитового войлока (не показаны) могут быть расположены между этими кирпичами. Стальная конструкция в форме сегмента сферы, которая является частью внешнего кожуха 40 и изображена в качестве его дна, поддерживает кирпичную кладку 45 подины, которая содержит расплавленный металл или шлак или другие материалы, которые нагреты или будут нагреты в печи 10.
Печь 10, изображенная в примере, представленном на фиг. 2, содержит внешнюю оболочку 520, более подробно рассмотренную ниже, опирается на множество несущих колонн 70 и покрыта сводом 200, в котором выполнены отверстия, через которые выступают электроды 400. Иллюстративный свод 200 будет более подробно рассмотрен со ссылками на фиг. 6 и 6А. В примере, изображенном на фиг. 2, электроды 400 радиально окружены токонепроводящими колодками 415 и 410, которые более подробно будут описаны ниже со ссылками на фиг. 7-9. Кроме того, на фиг. 2 изображены элементы 500 для перемещения воздуха, предназначенные для перемещения нагретого воздуха из воздушной оболочки, окружающей печь 10.
Рассмотрим фиг. 4 и фиг. 4А, окружающий или охлажденный воздух может войти в воздушную оболочку через отверстия 510 для притока воздуха, выполненные во внешней оболочке 520, для замены нагретого воздуха, который будет перемещен наружу. Согласно определенным предпочтительным вариантам осуществления средство или механизм 540 для распыления жидкого охладителя может быть использован для распыления мелкодисперсного тумана из жидкого охладителя, например, воды, на стальной внешний кожух 40 печи 10, вызывая охлаждение печи 10. Согласно примеру, изображенному на фиг. 4А, средство 540 для распыления жидкого охладителя сконфигурировано в форме группы водораспылительных сопел 545. Другие конфигурации могут быть использованы без отрицательного влияния на конечный результат (например, один или несколько туманообразователей, установленных вдоль колонн 70). Средство 540 для распыления жидкого охладителя может быть сконфигурировано для распыления фиксированного или переменного объема воды. Средство 540 для распыления жидкого охладителя может быть сконфигурировано для осуществления мониторинга температуры внешней оболочки 520 и регулировки объема распыляемой жидкости и/или продолжительности распыления на основе температуры. Средство 540 для распыления жидкого охладителя может дополнительно содержать детектор воды (не показан), который передает сигнал тревоги и/или отключает систему при обнаружении скопления воды. Средство 540 для распыления жидкого охладителя может дополнительно содержать термометр и гидрометр (не показаны), которые осуществляют мониторинг температуры и влажности воздуха в одном или нескольких определенных мест (не показаны) вокруг внешней оболочки 520, а также регулируют объем распыляемой жидкости и/или продолжительность распыления на основе полученных данных. Согласно предпочтительным вариантам осуществления во время эксплуатации температура поверхности кожуха 40 и температура окружающего воздуха, измеренная изнутри оболочки 520, не должна превышать 80°С, при этом температура воздуха может быть меньше температуры поверхности кожуха 40, и максимальная влажность воздуха может составлять приблизительно 100% при температуре 80°С.
Согласно примеру, изображенному на фиг. 1, 2 и 4, кирпичная футеровка 20 состоит из внутреннего слоя 22 кирпичей, радиально окружающих внутреннее пространство 30 печи, второго слоя 24 кирпичей, радиально окружающих внутренний слой 22, и внешнего слоя 26 кирпичей, радиально окружающего второй слой 24.
Согласно другим вариантам осуществления могут быть использованы один, два, три или более слоев кирпичей. Количество слоев может варьировать в зависимости от расплавленных материалов, находящихся в печи 10 во время эксплуатации. Слои кирпичей могут характеризоваться различными значениями толщины, например, радиально увеличивающимися значениям толщины, что может быть особенно подходящим для случаев применения, когда ожидается, что более высокие давления будут воздействовать на кирпичную футеровку 20 во время эксплуатации, или для применений, когда содержащиеся материалы имеют относительно низкую теплопроводность для затвердевшего гарнисажа.
Согласно предпочтительным вариантам осуществления горяча (т.е. внутренняя) грань самого внутреннего слоя 24 из периклазовых кирпичей 22 может быть сформирована путем использования кирпичей различной толщины, чтобы облегчить фиксацию шлакового гарнисажа на кирпичной футеровке 20. Согласно другим предпочтительным вариантам осуществления кирпичи различной толщины могут быть расположены в шахматном порядке, чтобы создать внутреннюю поверхность футеровки в форме пчелиных сот, как показано на фиг. 2, 2А и 4А. Согласно некоторым вариантам осуществления только внутренние грани кирпичей в области шлака характеризуется таким расположением.
Во время эксплуатации, например, при запуске металлургической печи, содержащей новую футеровку, подобную футеровке 20, конфигурация, в которой самый внутренний слой 22 содержит кирпичи различной толщины, например, уложенные в форме пчелиных сот, как показано на фиг. 2А, может обеспечить прилипание с последующим отверждением горячего шлака и/или расплавленного металла, а также пыли и других материалов, находящихся в шахте, к внутренней поверхности футеровки. Самая внутренняя поверхность кирпичей 2200, характеризующихся наибольшей толщиной, может во время эксплуатации подвергнуться коррозии и разрушению в результате химического или механического воздействия, при этом общая целостность и прочность футеровки не пострадают. Таким образом, самые внутренние части этих кирпичей 2200 могут рассматриваться в качестве «расходуемых». Для того чтобы снизить возможность возникновения коррозии на поверхности этих кирпичей, изначально слой огнеупоров, который может характеризоваться толщиной приблизительно 50 мм и который может быть изготовлена из оксида магния, может быть нанесен на всю внутреннюю поверхность футеровки, которая может иметь форму в виде пчелиных сот или выступающих частей, расположенных в шахматном порядке.
Согласно предпочтительным вариантам осуществления внутренний слой 22 и второй слой 24 кирпичей могут содержать кирпичи, изготовленные из теплопроводного материала, чтобы поглощать и рассеивать тепло, поступающее от расплавленного металла и шлака, а также нагретых печных газов, присутствующих внутри печи. Другие материалы, такие как футеровка на основе хрома, могут быть использованы для плавки руды цветных металлов. Магниево-графитовая футеровка также может быть использована для плавки руды черных металлов. Футеровка на основе диоксида кремния и оксида алюминия также может быть использована в зависимости от свойств содержащихся материалов. Согласно другим предпочтительным вариантам осуществления эти слои могут содержать материал на основе оксида магния или периклаза для осуществления плавки титаносодержащей руды (например, ильменита). Внешний слой 26 кирпичей может содержать графитовый материал. Один или несколько внешних слоев 26, имеющих высокую теплопроводность, могут являться преимущественными, например, в случаях, когда расплавленные материалы просачиваются через внутренние слои 22 и 24 футеровки. Так как внешний слой 26 может иметь такую же температуру, как стальной кожух 40, он может преимущественно вызывать быстрое охлаждение и затвердевание просочившихся материалов, предотвращая протекание. В таких случаях внешний слой 26 может термически функционировать в качестве продолжения стального кожуха 40, но с гораздо более высокой устойчивостью к горячим расплавленным материалам.
Согласно предпочтительным вариантам осуществления внешний слой 26 кирпичей будет включать в себя графитсодержащие кирпичи. Толщина графитовых кирпичей может варьировать в диапазоне от 150 до 300 мм в зависимости от уровня мощности печи 10. Например, графитовые кирпичи могут характеризоваться размерами 150 мм × 230 мм × 100 мм. Физическая форма используемого кирпича может варьироваться в зависимости от его массы для упрощения транспортировки и применения. Например, первый слой графитовых кирпичей укладывают снизу вверх, при этом кирпичи имеют следующие размеры сторон: 100 мм в вертикальном направлении, 150 мм в латеральном направлении и 230 мм в радиальном направлении. Эти кирпичи могут быть расположены в шахматном порядке в вертикальном направлении, а также уложены друг на друга без использования каких-либо компенсирующих расширение слоев бумаги или цемента любого типа.
На фиг. 3А представлен иллюстративный кирпич 4000 из иллюстративной футеровки 20 в соответствии с одним иллюстративным вариантом осуществления. Для того чтобы компенсировать различия в вертикальном расширении внутри одного радиального слоя кирпичей, согласно некоторым вариантам осуществления кирпич 4000 может иметь надлежащую конфигурацию, например, как на фиг. 3А. На фиг. 3А представлены три оси (х, у, z). В качестве примера ожидается, что источник тепла воздействует на поверхность 4020 или плоскость y'-z'. Таким образом, во время эксплуатации тепловое воздействие на вогнутую грань (внутреннюю) 4020 кирпича 4000 будет более высоким, чем на выпуклую грань или плоскость y-z. Высота кирпича 4000 вдоль оси у внутренней грани 4020 (у') может быть меньше высоты внешней грани (у), чтобы компенсировать различное расширение двух граней. В случае примера, изображенного на фиг. 3А, боковой профиль 4080 кирпича 4000 представляет собой равнобедренную трапецию, у которой x равен x'. Специалисту в данной области техники будет понятно, что профиль также может быть прямоугольной трапецией или трапецией другого типа (в которой x и х' будут отличаться) при условии сохранения желаемой разницы между у и у'. Согласно настоящему примеру, так как разница для каждого кирпича настолько мала, корректировка может потребоваться только для группы из 4-5 кирпичей. Аналогично, длина кирпича 4000 на внутренней грани 4020 (y'-z') может быть меньше ожидаемой длины дуги на внешней грани (y-z). В меньшей степени длина внутренней грани 4020 в нижней части кирпича 400 (z'') будет меньше длины этой же грани (z') в верхней части, если существует вертикальный градиент температуры.
Специалисту в данной области техники будет понятно, что конфигурация кирпича 4000 будет подобрана с учетом возможности укладывания его в штабель (штабелируемости). Наличие скорректированных размеров по высоте и длине может вызывать сложности, связанные с формированием слоев 22, 24 и/или 26 из кирпичей 4000. Согласно некоторым вариантам осуществления только один из размеров может быть выбран для осуществления корректировки. Другое решение заключается в сохранении плоской задней части 4040 кирпича, что обеспечивает стабильную штабелируемость, при этом передняя часть 4060 сформирована с учетом различного расширения на основе рассеивания тепла, как проиллюстрировано выше. Еще одно решение заключается в распределении надлежащим образом сконфигурированных кирпичей в слое 22, 24 и/или 26 таким образом, чтобы обеспечить устойчивость. Например, изменение конфигурации может быть выполнено по всему слою кирпичей, при этом конфигурация также может изменяться в зависимости от положения кирпича 4000 в стопке. Изменение конфигурации может также выполняться только в отношении некоторых уложенных в стопку кирпичей, а не всех кирпичей, например, кирпичей, окруженных стандартными кирпичами, диагональных групп кирпичей и т.п.
Например, для внутреннего слоя кирпичей, состоящего из кирпичей 4000 с вертикальной высотой в холодном состоянии, равной 4 дюйма или 101,6 мм, на внутреннюю грань 4020 которых воздействует температура 800 градусов Цельсия, а на внешнюю грань которых воздействует температура 400 градусов Цельсия, при этом внутренний слой имеет высоту 11 м, может быть выполнена корректировка формы кирпичей, составляющая приблизительно 3 мм (т.е. внешняя грань кирпича на 3 мм выше внутренней грани), для каждых четырех вертикальных слоев кирпичей, кроме верхних восьми слоев кирпичей. Специалисты в данной области техники смогут легко оценить надлежащую степень корректировки, которую необходимо выполнить для компенсации неравномерного вертикального термического расширения, испытываемого одним радиальным слоем кирпичей.
Внутренний слой 22 и второй слой 24 кирпичей могут быть уложены аналогично внешнему слою 26. Согласно этим вариантам осуществления три слоя 22, 24, 26 кирпичей являются независимыми по вертикали друг от друга.
Согласно предпочтительным вариантам осуществления кирпичи каждого слоя футеровки 20 сконфигурированы для формирования группы кольцевых слоев, уложенных один на другой, в результате наличия двух торцевых сторон, срезанных под надлежащим углом, а также передней и задней сторон, срезанных для обеспечения надлежащей формы, так что при расположении достаточного количества кирпичей рядом друг с другом, при этом их торцевые стороны прилегают друг к другу, образуется круг, который является устойчивым к воздействию любого горизонтального сжимающего усилия.
В печах 10, показанных на фиг. 1 и 2, футеровка 20 расположена внутри кожуха 40, который может иметь цилиндрическую форму и который может быть изготовлен из стали. Специалистам в данной области будет понятно, что другие металлы или материалы также могут быть использованы в качестве материала кожуха 40. В представленном на фигурах примере кожух 40 разделен на секции 42, разделенные вертикальными разрезами 44 или зазорами между соседними секциями 42. Согласно варианту осуществления, представленному на фиг. 1, кожух 40 разделен на восемь секций 42. В целом, увеличение количества секций 42 кожуха будет увеличивать равномерность распределения нагрузок, воздействующих на футеровку 20 во время расширения и сжатия, при этом большее количество сегментов 42 кожуха может быть целесообразным в тех случаях, когда общая форма печи является относительно большой, тогда как меньшее количество сегментов может быть целесообразным для относительно небольших печей. Согласно предпочтительным вариантам осуществления в каждой секции к нижним концам листа кожуха приваривают пластину из стали или материала, аналогичного материалу кожуха, которая функционирует в качестве фланца 46. Во фланце могут быть выполнены отверстия для прикрепления болтами листа кожуха к нижнему фланцу кожуха 47 подины, изображенного на фиг. 4А. Согласно этому примеру может быть необходимо наличие зазора 60-70 мм между каждой секцией 42 кожуха. Согласно примеру, показанному на фиг. 1А, на каждой стороне листа 42 кожуха приварена полоса, функционирующая в качестве фланца 43. Во фланцах выполняют отверстия для стягивания длинными винтами 41 фланцев двух соседних листов. Винты расположены таким образом, чтобы обеспечить зазор 60-70 мм. Количество винтов 41 может быть соответствующим образом подобрано для того, чтобы выдерживать ферростатическое давление от печи 10 в процессе эксплуатации для фиксации положения кожуха 42 при максимальном расширении. Для того чтобы предотвратить вытекание печных газов через этот зазор, тонкие полосы, которые могут содержать сталь или любой другой подходящий материал, могут быть установлены позади внешнего слоя 26 кирпичей напротив секций 42 кожуха, закрывая зазор. Ширина полос может быть немного больше ширины зазора для формирования уплотнения между двумя соседними секциями 42 кожуха. Согласно другим вариантам осуществления фланцы 43 могут содержать расширяющийся материал, сконфигурированы для обеспечения уплотнения между двумя соседними секциями кожуха. Специалистам в данной области техники будет понятно, что другие подходящие средства могут быть использованы для обеспечения газонепроницаемого уплотнения между соседними секциями 42, тем самым предотвращая выход или приток газа во время расширения и сжатия футеровки 20 и соответствующего движения соседних секций 42 кожуха в направлении друг от друга или друг к другу. Согласно предпочтительным вариантам осуществления, после того как все секции листов кожуха будут зафиксированы и установлены, может быть начата укладка кирпичей 22, 24 и 26 вплотную к листам кожуха. Когда печь 10 готова к запуску, болты могут быть извлечены из нижнего фланца 46, и листы кожуха могут свободно двигаться при расширении или сжатии. Вокруг секций 42 кожуха установлены один или несколько прикладывающих усилие элементов, содержащих связывающие элементы 50 и работающие на растяжение элементы 60, при этом прикладывающие усилие элементы горизонтально разнесены вокруг секций кожуха.
Согласно предпочтительным вариантам осуществления связывающие элементы 50 могут быть стальными тросами, которые могут представлять собой плетенные стальные тросы, содержащие множество стальных проволок или нитей, при этом специалистам в данной области будет понятно, что можно использовать множество других форм связывающих элементов 50. Связывающие элементы 50 находятся под натяжением, так что сжимающее усилие прикладывается к секциям 42 кожуха, которые передают его футеровке 20.
Для снижения вероятности того, что усилие связывания при нормальных условиях работы превысит максимальную прочность на растяжение, положение листов 42 кожуха может фиксироваться удерживающими элементами 41, которые могут быть винтами. Когда секции 42 кожуха расширятся до фиксированного положения, их дальнейшее расширение будет предотвращено, при этом действующее изнутри ферростатическое давление может передаваться на зафиксированные секции 42 кожуха, а не на работающие на растяжение элементы или связывающие элементы.
Согласно предпочтительным вариантам осуществления связывающие элементы 50 поддерживают под натяжением при помощи работающих на растяжение элементов 60, воздействующих на связывающие элементы 50. Согласно некоторым предпочтительным вариантам осуществления работающие на растяжение элементы 60 могут представлять собой сверхмощные пружины.
Согласно некоторым вариантам осуществления прикладывающий усилие элемент содержит множество прижимающих элементов, расположенных вокруг внешней поверхности сегментированного внешнего кожуха 40, при этом каждый прижимающий элемент предназначен для прижатия к внешней поверхности и, тем самым, прикладывания сжимающего усилия к ней. Эти прижимающие элементы могут быть пружинами, сконфигурированными для прикладывания давления непосредственно к внешней поверхности сегментов стального кожуха, или могут быть колодками, которые сконфигурированы для прижатия к внешней поверхности и которые могут быть прижаты к стальной поверхности, например, пружинами (не показаны). Согласно некоторым вариантам осуществления прижимающие элементы могут быть регулируемыми для прикладывания большего или меньшего сжимающего усилия к сегментированному внешнему кожуху 40. Согласно некоторым вариантам осуществления прижимающие элементы могут поддерживаться опорной конструкцией, которая может находиться снаружи металлургической печи 10, такой как стальные опорные колонны 70, окружающие металлургическую печь 10 и латерально соединенные друг с другом. Специалистам в данной области техники будут очевидны подходящее количество, форма и конфигурация опорных конструкций для поддержки прижимающих элементов принимая во внимание, например, размеры печи 10 и ожидаемые усилия.
Согласно вариантам осуществления, показанным на фиг. 1 и 2, связывающие элементы 50 поддерживаются множеством вертикальных колонн 70. Согласно представленным на фигурах вариантам осуществления вертикальные колонны 70 представляют собой четыре опорные колонны, распределенные равномерно по окружности вокруг кожуха 40, при этом расстояние между соседними колоннами соответствует центральному углу 90 градусов. Специалистам в данной области техники будет понятно, что большее или меньшее количество опорных колонн 70 может быть использовано без отрицательного влияния на идеи настоящего изобретения. В практических применениях, в которых мощность работающих на растяжение элементов 60, имеющихся в наличии, является не достаточно большой, может потребоваться большее количество связывающих элементов 50 и работающих на растяжение элементов 60, при этом число колонн 70 и работающих на растяжение элементов 60 может варьировать для того, чтобы обеспечить необходимое общее усилие связывания, в частности, для металлической области в нижней части печи 10. Рассмотрим фиг. 4; согласно предпочтительным вариантам осуществления настоящего изобретения четыре пары стальных тросов, функционирующих в качестве связывающих элементов 50, расположены вдоль высоты печи 10, при этом каждая пара указанных тросов расположена таким образом, что элементы из пары работающих на растяжение элементов 60, соответствующих паре связывающих элементов 50, располагаются радиально противоположно друг другу. Применение нескольких пар тросов, хотя и является необязательным, служит для снижения возможности выхода из строя связывающей системы. Аналогично, маловероятно, что оба троса в паре выйдут из строя одновременно. Дополнительно, если параметры связывающей системы подобраны надлежащим образом, применение нескольких кабелей обеспечивает преимущество, заключающееся в облегчении технического обслуживания связывающей системы, при этом, когда один элемент выйдет из строя, другие могут характеризоваться достаточной прочностью для того, чтобы функционировать независимо. Таким образом, если работающий на растяжение элемент 60 или связывающий элемент 50 требует проведения замены или ремонта, этот элемент может быть удален без удаления другого элемента пары и, следовательно, без влияния на общее функционирование горизонтальной связывающей системы. Кроме того, упомянутая выше система фиксации может еще больше упростить техническое обслуживание связывающих элементов 50 и работающих на растяжение элементов 60.
Рассмотрим фиг. 1 и 2; согласно предпочтительным вариантам осуществления связывающие элементы представлены в качестве стальных тросов 50, поддерживаемых и удерживаемых на месте при помощи установочных элементов 52, которые могут быть элементами в форме шкивов, установленными на вертикальные опорные колонны 70. Установочные элементы 52 обеспечивают предполагаемое перемещение стальных тросов 50 относительно секций 42 кожуха и vice versa.
Согласно другим предпочтительным вариантам осуществления механизм или средство для измерения натяжения установлено совместно с работающими на растяжение элементами 60. Указанное средство или механизм может облегчить осуществление мониторинга и поддержания заданного натяжения связывающих элементов 50. Согласно предпочтительным вариантам осуществления эти средства представляют собой шкалу для измерения удлинения пружин, так как натяжение равно произведению удлинения на константу пружины работающих на растяжение элементов 60. Натяжение может регулироваться путем использования регулирующего длину устройства 90, которое представлено в качестве стяжной муфты и предназначено для регулирования длины и, следовательно, натяжения связывающих элементов 50. В результате натяжения связывающих элементов 50, сжимающее усилие будет приложено к кожуху 40 и, следовательно, к футеровке 20. Более высокое натяжение будет давать в результате более высокое сжимающее усилие, прикладываемое к футеровке 20. Согласно предпочтительным вариантам осуществления сжимающее усилие и, следовательно, натяжение, достаточное для поддержания радиальной устойчивости футеровки 20 вокруг пространства шахты, будет относительно низким по сравнению с усилием, достаточным для поддержания устойчивости футеровки 20 вокруг нижней части печи 10, содержащей расплавленные материалы или нагреваемые материалы. При повышении ферростатического давления в нижней части печи, содержащей расплавленный металл, если не произойдет увеличения усилия связывания, соответствующего повышению давления, нижняя часть секции 42 кожуха может вздуться и вызвать наклон всей секции. Следовательно, нивелирующее приспособление может быть установлено на нижнем фланце для определения того, лежит ли фланец в горизонтальной плоскости. Натяжение может быть увеличено в нижней части путем уменьшения длины связывающего элемента 50 для стягивания секций 42 кожуха с тем, чтобы поддерживать фланец по существу в горизонтальном положении.
Во время эксплуатации футеровка 20 нагревается и может характеризоваться температурным градиентом, постепенно снижающимся от приблизительно 1000 градусов Цельсия на ее внутренней поверхности до приблизительно 80 градусов Цельсия на ее внешней поверхности. При нагревании может происходить расширение футеровки 20 во всех направлениях. Согласно предпочтительным вариантам осуществления внутренний слой 22 и второй слой 24 из периклазовых кирпичей будут поглощать и рассеивать тепло, в результате чего происходит увеличение их размеров, которое будет изменяться в зависимости от температуры отдельного кирпича. Например, кирпичи, которые расположены ближе или в непосредственном взаимодействии с расплавленным металлом или шлаком или в непосредственном взаимодействии с нагретыми печными газами внутри свободного печного пространства, буду горячее и, следовательно, сильнее расширятся, чем кирпичи, которые не находятся в прямом взаимодействии с расплавленным металлом или шлаком или нагретым печным газом. Следует отметить, что во время эксплуатации некоторые из кирпичей нижней части внутреннего слоя 22 будут, вероятно, покрыты «застывшим» или отвердевшим гарнисажем из шлака или металла, который может характеризоваться температурой плавления в диапазоне от 1000 до 1600 градусов Цельсия. Путем поддержания температуры кирпичной футеровки 20 в заданном диапазоне этот гарнисаж будет оставаться твердым и может служить в печи 10 в качестве футеровочного материала, что может обеспечить дополнительную устойчивость печи 10, а также может ограничивать просачивание расплавленного металла или шлака в кирпичную кладку футеровки 20. Рассмотрим в качестве примера стандартную печь для плавки ильменита. Шлак содержит более 80% TiO2 с температурой перехода в жидкое состояние, составляющей 1640°С, при этом расплавленный шлак застывает, когда он взаимодействует с футеровкой 20 при температуре 800-1000°С. Застывший шлак в виде гарнисажа предотвращает дальнейшее воздействие расплавленного шлака на футеровку 20. Исходя из опыта, следует отметить, что не удалось идентифицировать известный оксидный материал, который является устойчивым к воздействию расплавленного шлака с высоким содержанием TiO2 помимо тугоплавких металлов, таких как молибден, тантал и платина. Ключевой аспект плавления ильменитовой руды заключается в контроле этого застывшего шлакового гарнисажа и поддержании его толщины приблизительно 300 мм в целях безопасности.
Согласно предпочтительным вариантам осуществления настоящего изобретения футеровку 20 изначально собирают с использованием компенсирующих расширение слоев бумаги (не показаны), которые могут характеризоваться толщиной приблизительно 0,4 мм, уложенных между радиальными слоями кирпичей. Толщину используемой бумаги рассчитывают таким образом, чтобы компенсировать ожидаемое расширение кирпичей, и предполагается, что общий диаметр печи 10, включая слои бумаги, приблизительно равен ожидаемой расширенной конфигурации печи 10. После нагревания во время эксплуатации компенсирующие расширение слои бумаги сгорят, освобождая пространство, заполняемое кирпичами футеровки 20 при расширении. Согласно предпочтительным вариантам осуществления, когда внешний слой 26 кирпичей содержит графит, компенсирующие расширение слои бумаги могут быть заменены во внешнем слое графитовым войлоком.
Во время первой эксплуатации части кирпичей, как и вся футеровка 20, расширяются латерально (такая форма расширения может также именоваться в настоящем документе «горизонтальной» или «радиальной»), при этом общий диаметр футеровки 20 должен оставаться равным диаметру по существу постоянной расширенной или нагретой конфигурации в виду того, что сгорают компенсирующие расширение слои бумаги, как описано выше. Однако охлаждение печи 10 вызовет остывание и сжатие футеровки 20, при этом футеровка 20 перейдет в сжатую конфигурацию, характеризующуюся уменьшенным диаметром.
Согласно предпочтительным вариантам осуществления стальной кожух 40 будет характеризоваться наличием первого диаметра, который соответствует сжатой конфигурации футеровки 20. Стальной кожух 40 может быть изготовлен в виде по существу цилиндрического кожуха, характеризующегося первым диаметром, после чего кожух разделяют на части, выполняя ряд вертикальных разрезов 44, для формирования набора, состоящего по меньшей мере из трех или по меньшей мере из восьми секций 42 кожуха.
Когда футеровку 20 собирают, включая установку компенсирующих расширение листов бумаги, как отмечено выше, указанная футеровка 20 может иметь диаметр, соответствующий расширенной конфигурации. Как рассмотрено выше, стальной кожух 40 может содержать набор изогнутых секций 42 кожуха, которые совместно образуют цилиндр, характеризующийся диаметром, который соответствует сжатой конфигурации футеровки 20. Следовательно, когда стальные секции 42 кожуха соберут вокруг собранной футеровки 20, соседние секции 42 кожуха будут разделены зазорами или свободными пространствами.
При охлаждении печи 10, например, во время периода технического обслуживания или простоя, кирпичи, образующие футеровку 20, будут остывать и сжиматься. Вместе с этим сжимающее усилие, прикладываемое к стальному кожуху 40, будет сдвигать секции 42 печи по существу к вертикальной оси, проходящей через центр печи 10, и зазоры или пространства между соседними сегментами 42 будут уменьшены или исчезнут при охлаждении всей печи до комнатной температуры. Согласно предпочтительным вариантам осуществления сжимающее усилие будет аналогично сдвигать сжимающиеся кирпичи по направлению внутрь к центру печи 10, тем самым уменьшая образованные ранее зазоры или пространства между кирпичами. Натяжение связывающих элементов 50 будет снижено или ослаблено, когда футеровка 20 перейдет в сжатую конфигурацию, при этом регулирующее длину устройство 90, которое может быть стяжной муфтой, может быть использовано для уменьшения длины связывающих элементов 50 с одновременными поддержанием одинакового усилия связывания при выходе за пределы диапазона автоматической регулировки, тем самым позволяя повторно разогретым кирпичам футеровки 20 расширяться относительно друг друга с регулировкой длины связывающих элементов 50 при выходе расширения за пределы диапазона автоматической регулировки.
При повторном разогреве печи 10 футеровка 20 будет нагреваться, что вызовет расширение и переход в расширенную конфигурацию, которая характеризуется относительно увеличенным диаметром. При расширении футеровки 20 пространства или зазоры будут появляться между соседними сегментами 42 кожуха 40, при этом связывающие элементы 50 (например, стальные тросы) будут перемещаться, вызывая растяжение и расширение работающего на растяжении элемента 60 (например, пружин), для компенсации расширения кожуха 40. Во время этого расширения перемещение тросов относительно сегментов 42 кожуха может вызвать прокручивание установочных элементов 52, которые могут поворачиваться с тем, чтобы обеспечить перемещение с одновременным снижением трения, воздействующего на связывающий элемент 50 и связанного с ним износа, при этом связывающий элемент может быть удлинен при помощи стяжной муфты 90.
Согласно предпочтительным вариантам осуществления футеровка 20 и кожух 40 сдавливают слои 48 и 49 кирпичей кирпичной кладки 45 подины. Согласно этим вариантам осуществления компенсирующие расширение слои бумаги могут быть расположены между слоями 48 и 49 во время сооружения печи, чтобы заполнить пространство между слоями 48 и 49 перед началом эксплуатации печи.
Процесс нагревания и охлаждения печи, а также результирующее расширение и сжатие футеровки 20 могут повторяться в ходе множества циклов, при этом связывающие элементы 50 поддерживаются под натяжением и прикладывают сжимающее усилие, тем самым снижая возникновение зазоров между кирпичами в промежутках между циклами и увеличивая устойчивость кирпичей в футеровке 20 во время циклов нагревания и охлаждения. Кроме того, между кирпичами может быть образовано свободное пространство, например, путем использования компенсирующих расширение слоев бумаги, для снижения термического напряжения, генерируемого во время начального расширения печи во время ее запуска.
Рассмотрим пример, представленный на фиг. 2 и 3; предпочтительные металлургические печи 10 согласно некоторым иллюстративным вариантам осуществления настоящего изобретения содержат механизм, предназначенный для компенсации вертикального расширения и сжатия футеровки 20, например, во время нагревания и охлаждения.
Как изображено на фиг. 3, согласно предпочтительным вариантам осуществления над футеровкой 20 расположены покрывающие элементы 104, каждый из которых имеет различный диаметр, соответствующий диаметру одного из слоев 22, 24 и 26 огнеупорных кирпичей. Печи, построены в соответствии с настоящим изобретением, могут иметь квадратную, прямоугольную, шестиугольную, восьмиугольную или другую форму, имеющую прямые сегменты в горизонтальном разрезе. Согласно этим примерам покрывающие элементы 104 будут сконфигурированы соответствующим образом (т.е. они будут иметь квадратную, прямоугольную или другую форму, соответствующую печи), при этом в печах, которые характеризуются круглым горизонтальным сечением, покрывающие элементы 104 могут характеризоваться круглой формой. Согласно предпочтительным вариантам осуществления каждый из покрывающих элементов 104 характеризуется внешним и внутренним диаметрами, приблизительно равными внешнему диаметру соответствующего слоя кирпичей, хотя могут быть использованы другие варианты осуществления, например, где внешний диаметр покрывающего элемента 104 меньше внешнего диаметра соответствующего слоя кирпичей и/или внутренний диаметр меньше внутреннего диаметра соответствующего слоя кирпичей. Согласно предпочтительным вариантам осуществления покрывающий элемент 104 содержит непрерывную единую деталь, характеризующуюся наличием периферии, при этом специалистам в данной области техники будет понятно, что покрывающие элементы 104 могут также содержать множество отдельных сегментов или колец, непрерывность которых нарушена. Между покрывающими элементами 104 и футеровкой 20 может быть расположен тонкий слой эластичного материала, такого как Teflon™ (не показан), функционирующего в качестве уплотнения, которое может предотвращать любую утечку газа через футеровку. Аналогичный материал также может быть расположен между слоями 22 и 24, а также слоями 24 и 26 футеровки над верхними кирпичами для улучшения уплотнения.
Согласно предпочтительным вариантам осуществления множество прикладывающих давление элементов 100 расположены по периферии каждого покрывающего элемента 104. Согласно другим вариантам осуществления покрывающие элементы 104 не требуются, при этом прикладывающие давление элементы 100 находятся в прямом взаимодействии с верхней поверхностью слоя футеровки. Согласно другим вариантам осуществления покрывающий элемент 104 может содержать множество сегментов, или индивидуальные пластины могут быть расположены поверх индивидуальных кирпичей или последовательностей кирпичей. Согласно еще одним вариантам осуществления один покрывающий элемент или другой элемент может быть расположен поверх более чем одного радиального слоя кирпичей.
Прикладывающие давление элементы 100 сконфигурированы для прикладывания направленного вниз давления или силы к футеровке 20. Во время эксплуатации, когда футеровка 20 нагревается, результирующее термическое расширение кирпичей будет воздействовать на футеровку 20, переводя ее в расширенную конфигурацию. Как рассмотрено выше, это расширение будет происходить во всех направлениях, включая вертикальное направление. Таким образом, общая высота каждого из слоев 22, 24, 26 кирпичей в футеровке 20 будет варьировать при нагреве и охлаждении кирпичей в ходе тепловых циклических нагрузок печи 10. Кроме того, как рассмотрено выше, внутренний слой 22 будет подвержен воздействию более высоких температур и, следовательно, большему термическому расширению по сравнению со вторым слоем 24, и т.д. Следовательно, ожидается, что высота внутреннего слоя 22 в расширенной конфигурации будет несколько больше высоты второго слоя 24 или внешнего слоя 26, если заранее не предусмотрено иного.
Согласно предпочтительным вариантам осуществления прикладывающие давление элементы 100 являются стальными пружинами, установленными в колпаке 102, расположенном над поверхностью каждого покрывающего элемента 104. Согласно другим предпочтительным вариантам осуществления прикладывающие давление элементы 100 радиально и равномерно распределены по периферии каждого покрывающего элемента 104.
Согласно варианту осуществления, показанному на фиг. 3, прикладывающие давление элементы 100 установлены на регулирующем давление элементе ПО, который, в свою очередь, установлен на подвесном элементе 120, который может быть жестким. Согласно предпочтительным вариантам осуществления регулирующий давление элемент ПО может быть регулирующим длину устройством, а жесткий подвесной элемент 120 может быть стальным стержнем. Согласно другим предпочтительным вариантам осуществления регулирующий давление элемент ПО и жесткий подвесной элемент 120 могут быть изготовлены из одного стального стержня, который разрезан и соединен при помощи резьбового соединения для того, чтобы обеспечить регулировку общей длины жесткого подвесного элемента 120 и регулирующего давление элемента ПО. Путем регулирования общей длины жесткого подвесного элемента 120 и регулирующего давления элемента ПО также можно регулировать направленную вниз силу, прикладываемую к футеровке 20, и поддерживать ее на заданном уровне.
Во время эксплуатации, когда футеровка 20 нагревается и охлаждается, что вызывает вертикальное расширение и сжатие, прикладывающие давление элементы 100 сжимаются и расширяются в ответ, постоянно прижимая вниз на футеровку 20, что служит для увеличения вертикальной устойчивости футеровки 20. Благодаря этому ожидается, что формирование свободных пространств и неровностей вертикальных слоев может быть минимизировано. В частности, согласно одному примеру, в котором каждый вертикальный слой огнеупорных кирпичей является независимым от других слоев, и между вертикальными слоями отсутствует какой-либо цемент или другой связующий материал, увеличенная вертикальная устойчивость, обеспечиваемая этой системой, может улучшить общую устойчивость конструкции и увеличить срок службы печи 10.
Согласно варианту осуществления, показанному на фиг. 3, жесткие подвесные элементы 120 подвижно установлены на горизонтальном несущем элементе или балке 130 при помощи горизонтальных направляющих элементов или роликовых элементов 140. Во время эксплуатации, когда футеровка 20 радиально или горизонтально расширяется или сужается, жесткие подвесные элементы 120 могут также проходить соответствующе расстояние. При этом направление усилия, прикладываемого элементом 100, может быть совмещено с центром тяжести каждого слоя футеровки 20. Это может ограничить или устранить возможность выскальзывания футеровки, что может привести к аварии. Согласно предпочтительным вариантам осуществления кольцевые элементы 104, если имеются, будут разделены на множество сегментов с тем, чтобы учитывать общее расширение и сжатие футеровки 20.
Согласно определенным вариантам осуществления настоящего изобретения существующие радиально симметричные или «круговые» металлургические печи могут быть адаптированы или «модернизированы». Согласно предпочтительным способам внешний цилиндрический стальной кожух существующей печи разрезают на некоторое количество сегментов кожуха, например, три, восемь или более.
Согласно предпочтительным способам один или несколько связывающих элементов располагают горизонтально вокруг разрезанного стального кожуха. Далее осуществляют натяжение указанных связывающих элементов, при этом натяжение может поддерживаться путем воздействия работающих на растяжение элементов, таких как сверхмощные пружины, на связывающие элементы. Согласно предпочтительным вариантам осуществления связывающие элементы представляют собой стальные тросы, при этом они расположены в виде одной или нескольких пар, распределенных по высоте разрезанного кожуха. Связывающие элементы под натяжением прикладывают сжимающее или направленное внутрь усилие к футеровке, находящейся внутри разрезанного кожуха модифицированной печи.
При нагревании и охлаждении футеровка модифицированной печи будет расширяться и сжиматься, и под воздействием расширения и сжатия футеровки сегменты стального кожуха будут перемещаться вовнутрь и наружу, скрепляемые связывающими элементами, за счет расширения и сжатия работающих на растяжение элементов. Натяжение может поддерживаться, регулироваться и/или контролироваться путем добавления регулирующих длину элементов и измеряющих натяжение элементов к связывающим элементам.
Предпочтительные способы модификации или адаптации существующих печей также предусматривают стадию замены футеровки. После замены футеровка может содержать внутренний слой кирпичей, каждый из которых может быть радиально симметричным в горизонтальном разрезе, при этом внутренний и второй слои содержат рассеивающий тепло материал, такой как периклаз, и внешний слой, расположенный рядом с кожухом и содержащий материал, который может характеризоваться высокой теплопроводностью, такой как графит. Согласно предпочтительным вариантам осуществления слои кирпичей будут расположены в шахматном порядке в вертикальном направлении, и вертикальные слои будут независимыми друг от друга.
Согласно предпочтительным способам фланец может быть прикреплен, например, приварен, к концу(концам) изогнутого(изогнутых) сегмента(сегментов) кожуха перед запуском печи. Нижние части секций печи могут быть в области фланца скреплены болтами с фланцем подины. После того как кирпичи будут уложены, болты удаляют из модернизированной печи для того, чтобы обеспечить перемещение сегментов относительно футеровки.
Согласно предпочтительным вариантам осуществления компенсирующие расширения слои бумаги могут быть расположены между радиальными слоями кирпичей, чтобы приблизиться к диаметру футеровки, соответствующему расширенной конфигурации. После того как печь будет нагрета, слои бумаги сгорят и расширившиеся кирпичи заполнят образованные в результате сгорания бумаги пространства.
Согласно еще одним предпочтительным вариантам осуществления способы модификации или адаптации существующих радиально симметричных печей или печей, которые характеризуются квадратной или прямоугольной формой в горизонтальном разрезе, предусматривают стадии установки вертикальной связывающей системы для увеличения устойчивости футеровки. Установка вертикальной связывающей системы может включать расположение одного или нескольких прикладывающих давление элементов над футеровкой для прикладывания направленного вниз давления к футеровке. Предпочтительные способы могут предусматривать размещение прикладывающих давление элементов или других элементов над радиальным слоем кирпичей футеровки. В случае использование покрывающих элементов, один такой элемент может быть использован для каждого из по меньшей мере двух радиальных слоев кирпичей. Прикладывающие давление элементы могут быть установлены или приварены на поверхности покрывающих элементов или других элементов или могут быть расположены в колпаке. Жесткие подвесные элементы, которые могут быть стальными стержнями, могут быть установлены поверх прикладывающих давление элементов, которые могут быть пружинами. Согласно предпочтительным вариантам осуществления жесткие подвесные элементы будут присоединены с возможностью скольжения или перемещения к горизонтальным несущим элементам, которые могут быть стальными балками. Благодаря соединению с возможностью перемещения жесткие подвесные элементы могут осуществлять возвратно поступательное движение в горизонтальном направлении для того, что компенсировать радиальное расширение или сжатие футеровки из расширенного положения (нагретого) в сжатое положение (охлажденное).
Рассмотрим фиг. 5; согласно предпочтительным вариантам осуществления печь содержит свод 200. Во время эксплуатации печи нижняя поверхность свода 200, направленная к внутреннему пространству 30 печи, как показано на фиг. 1, может быть покрыта слоем пыли и других материалов, образующихся в печи 10. Этот слой может характеризоваться толщиной от 10 до 20 см, которая зависит от множества факторов, включая радиационный тепловой поток от шлака и от любых электрических дуг, генерируемых внутри печи 10. Температура внутри расплавленного материала может составлять от 1500 до 2200 градусов Цельсия, а температура на внутренней поверхности свода 200 может составлять от приблизительно 1200 градусов Цельсия до 1600 градусов Цельсия. Следовательно, свод 200, характеризующийся низкой теплопроводностью и электропроводностью, является пригодным для использования в печах 10 согласно настоящему изобретению. Свод 200, который будет сконфигурирован для поддержания температуры внешней поверхности в диапазоне от 20 до 40 градусов Цельсия, является особенно предпочтительным. Относительно толстый и массивный свод 200, содержащий материалы, характеризующиеся низкой проводимостью, может быть пригоден для обеспечения низкой температуры внешней поверхности.
Как изображено на фигуре, свод 200 в соответствии с иллюстративным вариантом осуществления настоящего изобретения может быть сформирован из множества блоков 210, которые могут быть совмещены друг с другом с образованием формы свода 200. Согласно варианту осуществления, изображенному на фиг. 5, все блоки, кроме центрального блока 212, характеризуется дугообразной формой, при этом соседнее блоки 210 образуют группы колец, а центральный блок 212 характеризуется круглой формой. Специалистам в данной области техники будет понятно, что многочисленные другие возможные конфигурации могут быть предложены без отступления от идей настоящего изобретения.
Как изображено на фиг. 6 и 6А, каждый блок 210 может быть выполнен из открытого колпака 215, изготовленного из немагнитного металла, например, меди, для предотвращения генерирования наведенного тока. Специалистам в данной области техники будет понятно, что медь обладает высокой теплопроводностью, подходящей для предполагаемого применения, а также что другие материалы могут быть использованы в соответствии с идеями настоящего изобретения. Согласно представленному на фигурах варианту осуществления каркас 220, который может быть изготовлен из арматурных стержней, например стальных арматурных стрежней, поддерживает колпак 215 и решетчатую сетку 230, которая может быть стальной решетчатой сеткой. Согласно особенно предпочтительным вариантам осуществления стальная решетчатая сетка 230 может содержать жаропрочную сталь.
Согласно предпочтительным вариантам осуществления колпак 215 заполнен токонепроводящим огнеупорным материалом 240, характеризующимся низкой степенью теплопроводности, например, высокоглиноземистыми (Al2O3) огнеупорами. В целом, более толстые слои токонепроводящего и механически прочного материала будут обеспечивать повышенную электрическую и термическую изоляцию. Огнеупорные материалы, которые инертны и нерастворимы в воде, например, высокоглиноземистые огнеупорные материалы, медленней изнашиваются в процессе эксплуатации, характеризуются более продолжительным сроком службы и хорошо подходят для применения в своде 200 для печи 10 согласно настоящему изобретению. Свод 200, характеризующийся относительно увеличенной толщиной огнеупорного слоя 240, в целом, является предпочтительным. Согласно особенно предпочтительным вариантам осуществления, в частности, показанному на фиг. 6, огнеупоры 240 могут выступать из колпака 215 на 10 см, 15 см или более, чтобы общая толщина огнеупоров составляла 50 см, 60 см или более. Согласно предпочтительным вариантам осуществления, изображенным на фигурах, сочетание каркаса 220 и сетки 230 надежно поддерживает увеличенную массу слоя огнеупорного материала 240. Во время эксплуатации слой пыли и твердых частиц, который могут именовать в настоящем документе «гарнисажем», может скапливаться на нижней поверхности свода 200, обеспечивая дополнительную термическую изоляцию.
Согласно варианту осуществления, показанному на фиг. 5, индивидуальные блоки 210 свода вертикально поддерживаются множеством несущих элементов 235, которые приварены к каркасу 220 и проходят через отверстия 250, характеризующиеся надлежащими размерами и формой и выполненные в колпаке 215. Согласно показанному на фигуре варианту осуществления каждый блок 210 может поддерживаться четырьмя несущими элементами 235, каждый из которых проходит через соответствующее отверстие 250.
Согласно предпочтительным вариантам осуществления любые пространства между соседними блоками 210 уплотнены подходящей смолой, цементом или функционально подобным веществом. Аналогично, согласно предпочтительным вариантам осуществления пространства между несущими элементами 235 и колпаком 215, образованные внутри отверстий 250, уплотнены аналогичным образом.
Согласно предпочтительным вариантам осуществления свод 200 сконфигурирован таким образом, чтобы вмещать и удерживать слой охлаждающей жидкости, например, воды. Согласно этим вариантам осуществления форма верхней поверхности свода 200 сконфигурирована таким образом, чтобы, по меньшей мере, некоторая часть жидкости, вылитой или распыленной на свод 200, перемещалась наружу к внешнему краю свода 200. Согласно этим вариантам осуществления, как изображено на фиг. 3, проходящий вокруг свода 200 желоб 260 может быть сформирован в области внешнего радиального края или в любом другом месте свода 200. Высота внешней стенки 275 желоба 260 может превышать высоту внутренней стенки 270 желоба 260, чтобы слой жидкого охладителя с заданной толщиной мог удерживаться на своде 200 для поглощения тепла, идущего от печи 10. Согласно предпочтительным вариантам осуществления желоб 260 согласно настоящему изобретению может содержать выступающую в виде порога внутреннюю стенку 270 и/или датчик для осуществления мониторинга и/или регулирования глубины охлаждающей жидкости. Согласно другим предпочтительным вариантам осуществления охлаждающая жидкость может быть перемещена из желоба 260 при помощи элемента для перемещения жидкости, например, сливного насоса, и может быть постепенно заменена охлаждающей жидкостью с температурой окружающей среды или ниже окружающей среды. Указанное перемещение жидкости может носить постоянный характер для того, чтобы слой охлаждающей жидкости постепенно обновлялся и охлаждался с поддержанием заданной глубины или диапазона заданных глубин, при этом слой охлаждающей жидкости может варьировать в зависимости от внутреннего давления печи, которое, как правило, во время эксплуатации печи составляет от 5 до 10 мм согласно водяному манометру. Согласно предпочтительным вариантам осуществления глубина жидкого охладителя может составлять от 20 до 50 мм.
Согласно особо предпочтительным вариантам осуществления уровень жидкого охладителя, который может быть водой, удерживаемой на своде 200, может служить для создания уплотнения, снижающего отток газов, например, монооксида углерода, из внутреннего пространства печи 10. Во время эксплуатации металлургические печи могут генерировать множество токсичных материалов, включая газы. Путем поддержания заданной толщины слоя жидкого охладителя, такого как вода, сверху свода 200, печи 10 могут снижать количества газов и пыли, выходящих из них и попадающих в окружающую среду, что может улучшить условия работы обслуживающего персонала и снизить отрицательное воздействие работы печи 10 на окружающую среду.
Хотя это не показано на фиг. 5, в своде 200, например, в самом центральном блоке 212, могут быть выполнены отверстия для питающих труб, при этом следует отметить, что, при необходимости, указанные отверстия могут быть выполнены в любом другом месте свода. Эти питающие трубы могут быть окружены небольшим немагнитным элементом, например, медным цилиндром, который может быть приварен к колпаку 215, для охлаждения трубы и предотвращения возникновения потока охлаждающей жидкости вниз по трубе. Уплотнение может быть предусмотрено между трубой и медным цилиндром.
Согласно определенным предпочтительным вариантам осуществления размещение уплотнения (не показано), которое может быть кольцевым уплотнением и которое может характеризоваться некоторой степенью гибкости и эластичности, между внешней стенкой 275 желоба 260 и кирпичной футеровкой 20 способствует удержанию газов внутри печи 10. Если вода выбрана в качестве жидкого охладителя и глиноземистый огнеупорный материал выбран в качестве материала блоков 210, то, при разрушении уплотнения между соседними блоками 210 и попадании между ними небольшого количества жидкого охладителя, такой выбор окажется предпочтительным, так как вода не будет реагировать с огнеупорным материалом, а он, в свою очередь, не будет растворяться в воде. Кроме того, в виду относительно высоких температур, которые будут воздействовать на попавшую между блоками жидкость, указанный жидкий охладитель, скорее всего, будет испаряться. В тех случаях, когда целостность свода 200 может быть нарушена, пар или другая визуальная индикация испаряющейся охлаждающей жидкости может действовать в качестве сигнала для остановки работы печи и замены любых вышедших из строя компонентов свода 200, например, вышедших из строя блоков 210.
Согласно определенным вариантам осуществления свод 200 согласно настоящему изобретению может содержать защитный слой, предназначенный для укрытия и предотвращения испарения жидкого охладителя в окружающую среду.
Свод 200 согласно настоящему изобретению может быть пригодным для использования или установки в металлургических печах 10, которые характеризуются радиально симметричной формой в горизонтальном сечении, или печах, которые характеризуются квадратной или прямоугольной формой в горизонтальном сечении.
Рассмотрим фиг. 3 и 4; иллюстративная печь 10 может охлаждаться при помощи средств 500 для перемещения воздуха, которые могут представлять собой вентиляторы для перемещения воздуха из воздушной оболочки 505, окружающей печь 10. Согласно изображенном на фигурах варианту осуществления внешняя оболочка или покрытие 520, которое может быть выполнено из стали, окружает печь 10 и содержит воздушную оболочку 505. Оболочка 520 может быть разделена на некоторое количество секций, которое может соответствовать количеству секций 42 кожуха, при этом секции оболочки и секции кожуха совместно окружают перемещаемый объем воздуха. Указанные секции оболочки могут быть приварены к фланцу 43 соответствующих секций 42 кожуха. Каждая секция может быть оснащена одним средством 500 для перемещения воздуха. Согласно этим вариантам осуществления оболочка 520 будет перемещаться совместно с секциями 42 кожуха во время расширения и сжатия печи 10, соответствующим циклам охлаждения и нагревания. Во время эксплуатации печи воздушная оболочка 505, которая может состоять из некоторого количества отдельных сегментов, каждый из которых заключен между одним сегментом кожуха 42 и одним сегментом оболочки 520, будет нагреваться от внешней поверхности кожуха 40 печи 10. Средство 500 для перемещения воздуха, установленное, как изображено на фигуре, в воздухопроводной трубе, присоединенной к гибкой секции в верхней части оболочки 520, будет перемещать нагретый воздух из воздушной оболочки 505. Согласно изображенному на фигурах варианту осуществления указанное перемещение будет происходить за счет разряжения, создаваемого одним или несколькими вентиляторами.
При перемещении воздуха из воздушной оболочки 505, внутри оболочки 520 может быть создано отрицательное давление. Согласно предпочтительным вариантам осуществления разность давлений между воздушной оболочкой 505 и внешней средой является достаточной для притока достаточного количество окружающего воздуха, чтобы участвовать в охлаждении стального кожуха 40, при этом также предоставляется дополнительное преимущество, заключающееся в отводе любых опасных газов, которые могут вытекать из внутреннего пространства 30 печи через застывший футеровочный материал (гарнисаж) и/или через слои 22, 24, 26 футеровки. Как представлено на фиг. 4, одно или несколько отверстий 510 для притока воздуха, которые могут иметь форму щелевидных отверстий, выполнены в оболочке 520 и могут обеспечивать поступление в воздушную оболочку 505 окружающего или охлажденного воздуха для замещения нагретого воздуха и охлаждения печи 10. В результате использования оболочки 520, выполненной согласно некоторым вариантам осуществления настоящего изобретения, скорость перемещения вытесняемого воздуха может быть увеличена, если сравнивать с использованием только средств для перемещения воздуха или вентиляторов. Согласно определенным вариантам осуществления воздух, отводимый из воздушной оболочки 505, может быть, при необходимости, отфильтрован или другим способом обработан для того, чтобы удалить или нейтрализовать загрязняющие вещества.
Согласно другим предпочтительным вариантам осуществления система охлаждения печи 10 может содержать одно или несколько распылительных сопел 545, которые могут быть любыми подходящими распылительными средствами, для распыления охлаждающей жидкости на внешнюю поверхность 40 печи 10 во время эксплуатации. Согласно особо предпочтительным вариантам осуществления охлаждающую жидкость распыляют с образованием тумана при помощи одного или нескольких распылительных сопел 545, направляемых на внешнюю поверхность 40 печи 10, при этом в случае обнаружения мест перегрева футеровки 20, например, при помощи встроенных термопар, сопла 545 могут быть направлены соответствующим образом для охлаждения этих мест. Охлаждающая жидкость, которая может быть водой, нагревается от внешней поверхности кожуха 40 печи 10, а затем испаряется, охлаждая кожух 40. При использовании в сочетании со средствами 500 для перемещения воздуха, рассмотренными выше, применение которых может привести к перемещению воздуха вдоль внешней поверхности 520 печи 10, распыленная охлаждающая жидкость может более интенсивно испаряться, что приводить к улучшению охлаждения кожуха 40. Быстрое испарение охлаждающей жидкости может также привести к уменьшению скопления охлаждающей жидкости, например, на нижней поверхности печи 10, и может, таким образом, снизить связанные с этим скоплением опасности, например, опасность взрыва в случае протекания печи, возникающую в результате вытекания из печи 10 расплавленного металла или других материалов и их взаимодействия с любой избыточной жидкостью.
Согласно предпочтительным вариантам осуществления детектор (не показан) может быть использован для регулирования распыления охлаждающей жидкости. Во время эксплуатации, при обнаружении неприемлемых уровней охлаждающей жидкости, скопившихся на нижней поверхности оболочки 505, детектор уменьшает интенсивность распыления охлаждающей жидкости и/или одновременно увеличивает расход воздуха, если термопары все еще обнаруживают точки перегрева. После того как охлаждающая жидкость была распылена, выпарена или другим образом удалена, в результате чего на нижней поверхности присутствует заданный уровень охлаждающей жидкости, например, нулевой, распыление охлаждающей жидкости будет увеличено для противодействия любому перегреву. В случае отсутствия обнаружения мест перегрева, распыление жидкости не производят.
Рассмотрим фиг. 7 и 8, предпочтительная печь 10 в соответствии с иллюстративными аспектами настоящего изобретения содержит один или несколько электродов 400, которые могут быть погружены во внутреннее пространство 30 печи через отверстия в своде 200, которые могут быть выполнены в блоках 210, расположенных рядом с самым центральным блоком 212. Согласно изображенным на фигурах вариантам осуществления электрод 400 удерживается на месте при помощи уплотнительной системы для охлаждения электрода 400 и обеспечения электрической изоляции вокруг электрода 400. Во время эксплуатации к стандартным электродам 400 печи 10 согласно настоящему изобретению может быть подведено электрическое напряжение до 1000 В, при этом значение силы электрического тока варьирует в зависимости от максимально допустимой мощности и размера электрода.
Уплотнительная система, показанная на фиг. 7, содержит множество уплотнительных и изолирующих керамических колодок 415, окружающих электрод 400, и соответствующих прижимающих элементов 410 колодок, которые прикладывают давление к изолирующим колодкам 415 и электроду 400. Каждая из керамических колодок 415 может образовывать деталь L-образной формы, благодаря чему колодка может удерживаться на колпаке 460, при этом указанная деталь может быть выполнена из немагнитного материала, например, меди, как представлено на фиг. 7. Элементы 410 колодок также могут быть выполнены из немагнитного материала, например, меди. Как изображено на фиг. 8, каждый элемент 410 колодки смещен или придавлен к уплотнительной колодке 415 и электроду 400 при помощи одного из множества смещающих элементов 420, которые могут быть пружинами. Согласно изображенному на фигуре варианту осуществления каждая пара колодка 415/элемент 410 сконфигурирована для плотного прилегания к соседней паре колодка 415/элемент 410, при этом каждая пара имеет такую форму, чтобы совместно с другими парами образовывать кольцо вокруг электрода 400. Керамические изолирующие колодки 415 и прижимающие элементы 410 могут служить в качестве основного уплотнения электрода 400 - электрического изолятора, а также подушки, компенсирующей боковое перемещение электрода 400. Усилие, прикладываемое смещающими элементами 420, может быть отрегулировано таким образом, чтобы не снижать сопротивление вертикальному перемещению электрода 400.
Согласно предпочтительным вариантам осуществления каждый смещающий элемент 420 поддерживается немагнитным фиксатором 430, при этом указанный фиксатор может быть изготовлен из меди, а также может характеризоваться наличием резьбы. Фиксатор 430 может быть приварен или другим образом присоединен к поверхности толстой немагнитной охлаждающей плиты 475, которая может быть изготовлена и меди, и давление, прикладываемое смещающим элементом 420, может регулироваться при помощи винта 450, ввинченного через фиксатор 430. Поверх колодки 410 и фиксатора 430 может быть расположен колпак 460, который может быть выполнен из немагнитного металла, при этом указанный колпак может опираться на фиксаторы 430. Как изображено на фиг. 7, согласно особо предпочтительным вариантам осуществления резьбовой медный колпак 460 может быть навинчен на охлаждающую плиту 475 с резьбой, выполненной на наружном крае, чтобы образовать уплотнение между колпаком 460 и медной охлаждающей плитой.
Согласно определенным предпочтительным вариантам осуществления уплотнение электрода сконфигурировано таким образом, чтобы обеспечивать охлаждение электрода 400 во время эксплуатации печи. Как изображено на фиг. 7, немагнитная плита 475, которая может быть изготовлена из меди, может формировать нижнюю часть уплотнения электрода. Керамические уплотнительные колодки 415 могут проходить вниз от нижнего края охлаждающей плиты 475 для того, чтобы полностью изолировать медную плиту 475 от электрода 400. Тонкий слой материала 466 на основе керамической ваты может быть расположен между колодкой 415 и элементом 410, при этом указанный слой может дальше проходить вниз для заполнения некоторой части или всего возможного зазора между уплотнительными колодками 415, плитой 475 и огнеупором 405. Плита 475 посажена и опирается на медный колпак 215 свода, который, в свою очередь, поддерживается подвесным стержнем 235. Слой электроизоляционного материала 476 также может быть расположен между плитой 475 и колпаком 215.
Согласно предпочтительным вариантам осуществления нижняя поверхность медной охлаждающей плиты 475 покрыта слоем огнеупора, который может быть изготовлен из высокоглиноземистого материала, функционирующего в качестве электроизолятора. Изолирующий слой 405 может характеризоваться толщиной по меньшей мере 50-100 мм. Для того чтобы зафиксировать изолирующий слой 405, в нижней поверхности медной плиты 475 могут быть выполнены канавки, характеризующиеся глубиной от 10 до 20 мм. Согласно предпочтительным вариантам осуществления токопроводящие сетка 220 и каркас 230 соседних элементов свода будут покрыты слоем глиноземистых огнеупоров толщиной по меньшей мере 50-100 мм. Во время эксплуатации, если огнеупор 405 изолирующего слоя разрушится, и между электродом и медной плитой 475 образуется электрический мост в результате конденсации копоти и пыли, изолирующий слой 476 может продолжать выполнять свое предназначение, изолируя колпак 215 свода от медной плиты 475.
В медной охлаждающей плите 475 может быть выполнен канал 480, через который может быть подана охлаждающая жидкость. Согласно изображенному на фигуре варианту осуществления канал 480 может характеризоваться по существу круглой формой, при этом специалисту в данной области техники будет понятно, что использование других форм также может позволить создать функциональный охлаждающий канал. Согласно варианту осуществления, изображенному на фиг. 9, охлаждающая жидкость, например вода, может быть направлена в канал 480 системы охлаждения через впускной элемент 482, после чего она проходит по каналу 480 системы охлаждения и выходит из канала 480 системы охлаждения через выпускной элемент 484. Охлаждающая жидкость в канале 480 системы охлаждения может находиться под давлением для того, чтобы увеличить интенсивность охлаждения. Согласно особо предпочтительным вариантам осуществления во время эксплуатации указанная охлаждающая жидкость будет протекать по каналу 480 системы охлаждения, тем самым охлаждая электрод 400, а затем вытекать из канала 480 охладительной системы и охлаждаться, после чего она снова будет направлена в канал 480 системы охлаждения, при это следует отметить, что данный процесс является непрерывным.
Как изображено на фиг. 7, в немагнитном колпаке 460 может быть выполнено отверстие 465 для осуществления закачки сжатого азота (N2) или любого другого подходящего газа, такого как аргон, в уплотнение с тем, чтобы заполнить любые возможные зазоры между керамическими уплотнительными колодками 415 и прижимающими колодками 410 во всей уплотнительной камере.
L-образная форма керамических уплотнительных колодок 415 может быть дополнительно продлена вверх таким образом, чтобы покрывать немагнитный колпак 460. Набивочный материал 467 со сверхвысокой термостойкостью может быть зафиксирован при помощи уплотнительных колодок 415 в камере, окружающей электрод 400, при этом указанный материал может функционировать для поддержания надлежащего давления газа, ограничивая утечки из окружающей атмосферы в печь или из печи в окружающую атмосферу. Эта уплотнительная камера может содержать немагнитное кольцо 462, приваренное к поверхности колпака 460. В верхней части кольца 462 выполнена резьба для плотной посадки резьбового колпака 464. Между колпаком и электродом 400 существует большой зазор. Согласно предпочтительным вариантам осуществления под немагнитным колпаком 464 расположена керамическая шайба 468, действующая в качестве электрического изолятора, для уравнивания давления на набивочный материал 467, который может действовать в качестве подушки или уплотнения. В целом, уплотнения электродов согласно настоящему изобретению будут сконструированы таким образом, чтобы обеспечить электрическую изоляцию между любыми металлическими частями и электродом 400. Кроме того, согласно предпочтительным вариантам осуществления все поддерживающие уплотнения электродов материалы могут содержать немагнитные металлы или сплавы для того, чтобы снизить генерирование наведенного тока. Медь является предпочтительным материалом из-за присущей ей высокой теплопроводности, так как элементы 410, 460, 462 и 462 могут контактировать с медной охлаждающей плитой 475 и, тем самым, могут охлаждаться во время эксплуатации печи.
Далее будет представлен дополнительный пример компоновки кирпичей футеровки и стального кожуха печи для плавки ильменита в соответствии с одним вариантом осуществления настоящего изобретения. Печь, характеризующаяся рабочей мощностью 50-60 МВт, содержит футеровку печи с двумя слоями периклазовых кирпичей (более тонкие кирпичи толщиной 228,6 мм и более толстые кирпичи толщиной 406,4 мм) и одним слоем графитовых кирпичей (толщиной 228,6 мм) от нижней части в области пяты до шахты, которая окружена стальным кожухом. Имеющая сотовую структуру внутренняя поверхность кирпичей, включающая в себя полости, образованные за счет расположения в шахматном порядке кирпичей разной толщины, покрыта слоем (50,8 мм) огнеупоров на основе MgO в качестве расходуемого материала во время запуска печи. Однако полости, находящиеся в области, заполняемой расплавленным железом, могут быть необязательно заполнены огнеупорами. Внутренний диаметр (ВД) стального кожуха во время нормальной работы печи (в горячем состоянии) составляет 13379 мм. Ожидается, что он будет сжат до 13208 мм при полном охлаждении печи, в результате чего сжатие футеровки в радиальном направлении будет оставлять 85 мм. Исходя из того, что восемь частей в виде изогнутых стальных листов кожуха используют для формирования кожуха, зазор между каждым листом перед запуском печи, когда листы бумаги расположены между радиальными слоями кирпичей для того, чтобы приблизиться к расширенной конфигурации, оценивают равным 67 мм. Для самого внутреннего (самого горячего) слоя периклазовых кирпичей, внутренняя ширина которых составляет 101,6 мм, требуется семь слоев бумаги на каждые два кирпича, при этом толщина слоя бумаги составляет 0,4 мм, а для внешнего слоя периклазовых кирпичей требуется два слоя бумаги на каждый кирпич. Для графитовых кирпичей рекомендуется использовать в качестве подушки графитовый войлок. При изначальной установке предполагается, что графитовый войлок может быть сжат с уменьшением его толщины на 20% в рабочем состоянии печи, а во время сжатия для достижения охлажденного состояния он может быть сжат с уменьшением его толщины на 70%. Таким образом, рассчитывают, что на каждые два графитовых кирпича требуется 8 мм графитового войлока без какого-либо сжатия. В горячем состоянии толщина войлока будет составлять 6,4 мм, а при максимальном сжатии она составит 2,4 мм.
Согласно этому дополнительному примеру в футеровке подины также могут быть использованы компенсирующие расширение слои бумаги. Предполагается, что в самом внутреннем слое пять компенсирующих расширение слоев бумаги следует разместить вокруг каждого кирпича. После этого слоя и перед следующим слоем (2-м слоем) футеровки необходимо разместить шесть компенсирующих расширение слоев бумаги. В следующем слое (2-м слое) футеровки для каждого блока из трех кирпичей может потребоваться восемь бумажных слоев, и два бумажных слоя могут быть расположены между этим слоем и следующим слоем (3-м слоем) футеровки. Для кирпичей 3-го слоя футеровки и между графитовыми кирпичами может не требоваться укладка слоев бумаги. В верхнем слое футеровки расположен расходуемый слой огнеупоров на основе MgO толщиной 50,8 мм, отлитый на верхнюю поверхность футеровки.
Согласно этому дополнительному примеру во время эксплуатации, принимая во внимание перемещение футеровки во время расширения и сжатия, перед запуском печи с обоих концов каждого изогнутого вертикального листа кожуха может быть приварен фланец. Соседние сегменты печи могут быть в области фланца скреплены болтами снизу с фланцем подины и сверху со стальным потолком. После того как кирпичи уложены в подину, листы кожуха могут быть установлены и зафиксированы при помощи винтов, болтов или других подходящих крепежных средств, например, путем соединения с фланцами 46. Затем кирпичи 26 могут быть уложены вплотную к сегментам кожуха, при этом остальные слои 22, 24 укладывают вплотную к кирпичам 26 для формирования футеровки. После того как кирпичи уложены и пружины установлены вокруг листов кожуха, крепежные средства могут быть удалены, так что листы могут свободно перемещаться при расширении и сжатии печи. Ожидается, что температура с самой горячей стороны внутреннего кирпича во время работы печи составит приблизительно 800-1000 градусов Цельсия, при этом температура этого же кирпича с холодной стороны составит приблизительно 400 градусов Цельсия. Для печи, характеризующейся общей высотой 11 м, горячая сторона кладки расширится вертикально на 152 мм, а холодная сторона приблизительно на 84 мм. Следовательно, корректировка высоты кирпичей может быть выполнена для компенсации этого неравномерного расширения, иначе кирпичи верхнего слоя могут быть наклонены и прикладываемая пружиной нагрузка на кирпич будет неравномерной. Например, если высота кирпича составляет 4 дюйма или 101,6 мм, то для каждых четырех рядов кирпичей горячая сторона кирпича может быть укорочена на 2,5 мм, т.е. суммарная высота корректировки составляет 68 мм. Общее количество рядов кирпичей в стенке равняется 108. Верхние восемь рядов кирпичей могут не подвергаться корректировке. Для следующего по направлению к кожуху слоя кирпичей корректировка будет аналогично, при этом величина корректировки будет составлять 3 мм для каждых пяти рядов кирпичей. Графитовые кирпичи могут не подвергаться корректировки, так как их температура является низкой, а присущий им коэффициент расширения практически равен нулю. В верхней части кирпичей боковой стенки может быть уложен слой Teflon™, поверх которого уложена стальная кольцевая плита для прямого взаимодействия с вертикальными работающими на сжатие элементами, которые могут быть пружинами.
Описание настоящего изобретения было представлено исключительно в иллюстративных целях, при этом следует отметить, что раскрытые варианты осуществления не следует рассматривать в качестве ограничивающих или исчерпывающих объем настоящего изобретения. Специалистам в данной области техники будут очевидны многочисленные модификации и варианты. Варианты осуществления были подобраны таким образом, чтобы пояснить принципы настоящего изобретения и его практическое применение, а также позволить специалистам в данной области техники лучше понять настоящее изобретение для реализации различных вариантов осуществления с различными модификациями, которые будут подходить для других предполагаемых применений.
Реферат
Изобретение относится к области металлургии и может быть использовано в конструкции металлургической печи. Печь снабжена прикладывающим к внешнему кожуху печи усилие элементом, содержащим по меньшей мере два троса, расположенных с некоторым интервалом вдоль вертикальной высоты сегментированного внешнего кожуха, проходящих вокруг внешней поверхности сегментированного внешнего кожуха с обеспечением сжатия сегментированного внешнего кожуха печи по направлению к печному пространству, при сжатии футеровки во время охлаждения печного пространства. Прикладывающий усилие элемент может содержать работающий на растяжение элемент. Печь содержит вертикальный работающий на сжатие элемент, предназначенный для прикладывания сжимающего усилия к верхней поверхности футеровки, благодаря чему происходит вертикальное прессование футеровки при ее сжимании во время охлаждения печного пространства. Печь содержит систему охлаждения, содержащую оболочку, окружающую слой нагретого воздуха, и элементы для перемещения воздуха, предназначенные для перемещения нагретого воздуха по направлению от печи. Печь содержит свод, характеризующийся наличием подвесных элементов, проходящих через него и поддерживающих внутреннюю сетку, при этом внутренняя сетка поддерживает изолирующий материал. Изобретение позволяет предотвратить разрушение футеровки изнутри от химических, термических и механических воздействий, а также обеспечить термическую изоляцию окружающей среды за счет свода печи, образующего барьер, препятствующий оттоку токсичных газов. 9 н. и 109 з.п. ф-лы, 9 ил.
Комментарии