Устройство для заточки свеклорезных ножей - RU2572944C1
Код документа: RU2572944C1
Чертежи

















Описание
Изобретение касается устройства для заточки свеклорезных ножей машин для нарезки корнеплодов.
Свеклорезные ножи часты в употреблении, в частности, для получения свекловичной стружки с помощью соответствующих машин для нарезки корнеплодов. Такие свеклорезные ножи применяются в многочисленных формах и вследствие надлежащего употребления часто затупляются, так что требуется дополнительная заточка ножа. Такие ножи состоят из корпуса ножа, на котором с одной стороны выполнены режущие элементы в форме двускатной крыши, в большом количестве расположенные рядом друг с другом. Для заточки свеклорезные ножи всегда должны подшлифовываться на каждом лезвии режущих элементов в форме двускатной крыши. Это требует значительных затрат труда и должно выполняться очень тщательно, так как, с одной стороны, лезвие должно тщательно позиционироваться в заточных элементах, а с другой стороны, также точным образом должна соблюдаться глубина врезания соответствующих фрез, чтобы не слишком обрезать нож и создавать на режущем элементе острую кромку.
Обслуживание традиционных устройств этого рода возможно только с большими затратами ручного труда, при этом из-за ручного обслуживания существуют также многочисленные источники ошибок при заточке.
Известно также устройство для заточки свеклорезных ножей машины для нарезки корнеплодов, причем свеклорезный нож имеет лезвие с множеством выполненных на корпусе ножа режущих элементов в форму двускатной крыши, содержащее раму, обрабатывающий узел, снабженный механически приводимой во вращение дисковой фрезой, имеющей крышеобразную фрезерную кромку, и зажим, в котором зафиксирован корпус ножа в зажатом положении и который выполнен с возможностью механической перестановки по неподвижной направляющей (UA 25300, В24В 3/56, 15.04.2003).
Исходя из этого уровня техники, в основе изобретения лежит задача, создать устройство такого рода, которое обеспечит возможность заточки свеклорезных ножей практически полностью автоматизированным способом.
Решение этой задачи дано в п. 1 формулы изобретения. Устройство состоит по существу из механически линейно переставляемого в направлении оси Y друг к другу и друг от друга центрирующего узла для центрирования и позиционирования свеклорезных ножей относительно дисковой фрезы, обрабатывающего узла, включающего в себя механически приводимую во вращение дисковую фрезу, снабженную крышеобразной фрезерной кромкой, посредством которой могут поочередно затачиваться лезвия позиционированных свеклорезных ножей, при этом центрирующий узел и обрабатывающий узел зафиксированы на раме устройства с возможностью перестановки посредством двигателя. Кроме того, предусмотрен зажим, который фиксирует корпус свеклорезного ножа в зажатом положении и который может механически, т.е. предпочтительно посредством электродвигателя, переставляться в неподвижной направляющей в направлении X. В исходном положении центрирующий узел и обрабатывающий узел отведены друг от друга, так что возможно позиционирование свеклорезного ножа посредством зажима. Зажим со свеклорезным ножом переставляется до тех пор, пока первый режущий элемент в форме двускатной крыши не будет правильно выровнен относительно фрезерной кромки дисковой фрезы. Затем центрирующий узел с центрирующим элементом, и/или обрабатывающий узел с дисковой фрезой переставляются в рабочее положение, в котором центрирующий узел центрирующим элементом установлен на тыльную сторону режущего элемента в форме двускатной крыши и обрабатывающий узел фрезерной кромкой дисковой фрезы врезается во фронтальную сторону режущего элемента в форме двускатной крыши. Во время процесса фрезерования дисковая фреза в направлении центрирующего узла, то есть в направлении Y, движется на определенную величину фрезерования, так что соответствующий режущий элемент свеклорезного ножа затачивается. После выполнения процесса фрезерования элементы переставляются в конечное положение, в котором снова центрирующий узел и обрабатывающий узел отодвигаются друг от друга, причем в положение, соответствующее исходному положению. Затем зажим со свеклорезным ножом может переставляться на один шаг свеклорезного ножа в направлении X, и в этом положении следующий за первым режущим элементом в форме двускатной крыши режущий элемент выровнен относительно центрирующего элемента и относительно дисковой фрезы, готовясь к следующему процессу фрезерования. Следующие положения следуют снова в той же последовательности, как указано выше. Этот принцип действия осуществляется, пока не будут обработаны все режущие элементы. Затем свеклорезный нож может быть вынут из зажима, а другой предназначенный для заточки свеклорезный нож вставлен в зажим, при этом устройство эксплуатируется надлежащим образом, как указано, чтобы затачивать и этот нож.
Указанным способом и с помощью указанного устройства простым образом возможна практически полностью автоматизированная заточка свеклорезного ножа, так чтобы избегать ошибок, обусловленных ручным манипулированием, и тому подобного. Также при этом значительно ускорен процесс заточки, так что за относительно короткое время могут затачиваться все свеклорезные ножи.
Одно из предпочтительных усовершенствований видится в том, чтобы устройство было оснащено электронным процессором, который имеет блок памяти для запоминания номинальных значений, блок сравнения для сравнения номинальных значений с фактическими значениями и блок управления для управления механическими, пневматическими и/или электрическими приводными средствами для движения центрирующего узла, обрабатывающего узла, дисковой фрезы и зажима.
Все элементы устройства могут приводиться в действие с помощью блока электронного управления, при этом электронный процессор управляет настройкой и подготовкой к работе соответствующих агрегатов. Процессор имеет блок памяти для запоминания номинальных значений глубины проникновения фрезы, а также блок сравнения для сравнения номинальных значений с фактическими значениями и блок управления для управления механическими, пневматическими и/или электрическими приводными средствами, с помощью которых центрирующий узел, обрабатывающий узел и зажим движутся и приводятся в действие.
Особенно предпочтительно при этом предусмотрено, чтобы центрирующий элемент центрирующего узла мог ограниченно переставляться из упруго опертого среднего положения в отклоненное против усилия пружины положение перестановки в направлении X, при этом для регистрации положения перестановки установлено электрическое средство измерения и соединено с блоком электронного управления и/или блоком электронной памяти.
Благодаря этому исполнению возможно, чтобы центрирующий элемент сначала при еще не точно выровненном свеклорезном ноже устанавливался на тыльную сторону режущего элемента в форме двускатной крыши, при этом вследствие неточного выравнивания происходит отклонение центрирующего элемента от среднего положения в положение перестановки в направлении + или - X, отклоненное против усилия пружин. Это отличающееся от номинального положения положение перестановки измеряется и регистрируется электрическим средством измерения, и зарегистрированные данные записываются блоком электронного управления и/или запоминаются в блоке электронной памяти. Посредством этих заархивированных в управлении данных может затем осуществляться перестановка зажима вместе со свеклорезным ножом в направлении X в точное номинальное положение, так чтобы впоследствии мог выполняться точный процесс фрезерования, потому что фреза тогда выровнена точно относительно режущего элемента в форме двускатной крыши. В этом положении центрирующий элемент находится в среднем положении, которое регистрируется электрическими средствами изобретения и распознается как номинальное положение.
Кроме того, предпочтительно предусмотрено, что центрирующий элемент в положении юстировки установлен непосредственно на фрезерную кромку дисковой фрезы, регистрируется путь возможного движения центрирующего элемента из среднего положения в положение перестановки и определенное таким образом положение дисковой фрезы архивируется в блоке электронной памяти, причем это положение представляет собой при этом точное рабочее положение дисковой фрезы и заархивировано в блоке памяти в качестве номинального значения.
Кроме того, предпочтительно предусмотрено, что центрирующий элемент в рабочем положении установлен на тыльной стороне предназначенного для обработки режущего элемента в форме двускатной крыши, при этом регистрируется путь возможного отклонения положения в направлении X от номинального положения и с помощью электронного управления из этого отклонения выводится регулирующий сигнал, посредством которого привод зажима включается в направлении X и зажим переставляется в номинальное положение.
Кроме того, предпочтительно может быть предусмотрено, чтобы для регистрации пути между центрирующим элементом и удаленными от него в направлении X частями центрирующего узла в качестве средств измерения были расположены индуктивные датчики перемещений, соединенные с блоком электронного управления, которое обрабатывает зарегистрированный сигнал и выводит из него регулирующую команду для исполнительного привода зажима.
Также предпочтительно предусмотрено, чтобы центрирующий узел посредством электрического исполнительного средства был выполнен с возможностью перестановки в направлении Y, причем это электрическое исполнительное средство соединено со схемой нарастания тока, посредством которой исполнительное средство при превышении некоторой силы тока отключается, когда центрирующий узел прижат к твердому препятствию, в частности к дисковой фрезе или к тыльной стороне режущего элемента в форме двускатной крыши.
Один из предпочтительных способов эксплуатации описанного выше устройства видится в том, чтобы в рабочем положении центрирующий узел центрирующим элементом передвигался к тыльной стороне предназначенного для обработки режущего элемента до тех пор, пока не будет зарегистрировано нарастание тока и тем самым закончена подача центрирующего узла, при этом пройденный путь центрирующего узла посредством электронного датчика исполнительного привода передается в блок управления, зарегистрированное значение измерения сравнивается с заархивированным в блоке памяти значением измерения нулевого положения дисковой фрезы и отсюда выводится регулирующее значение для перестановки дисковой фрезы в направлении фронтальной стороны режущего элемента и определяется глубина фрезерования дисковой фрезы.
Один из примеров осуществления изобретения изображен на чертеже и описан подробнее ниже.
Показано:
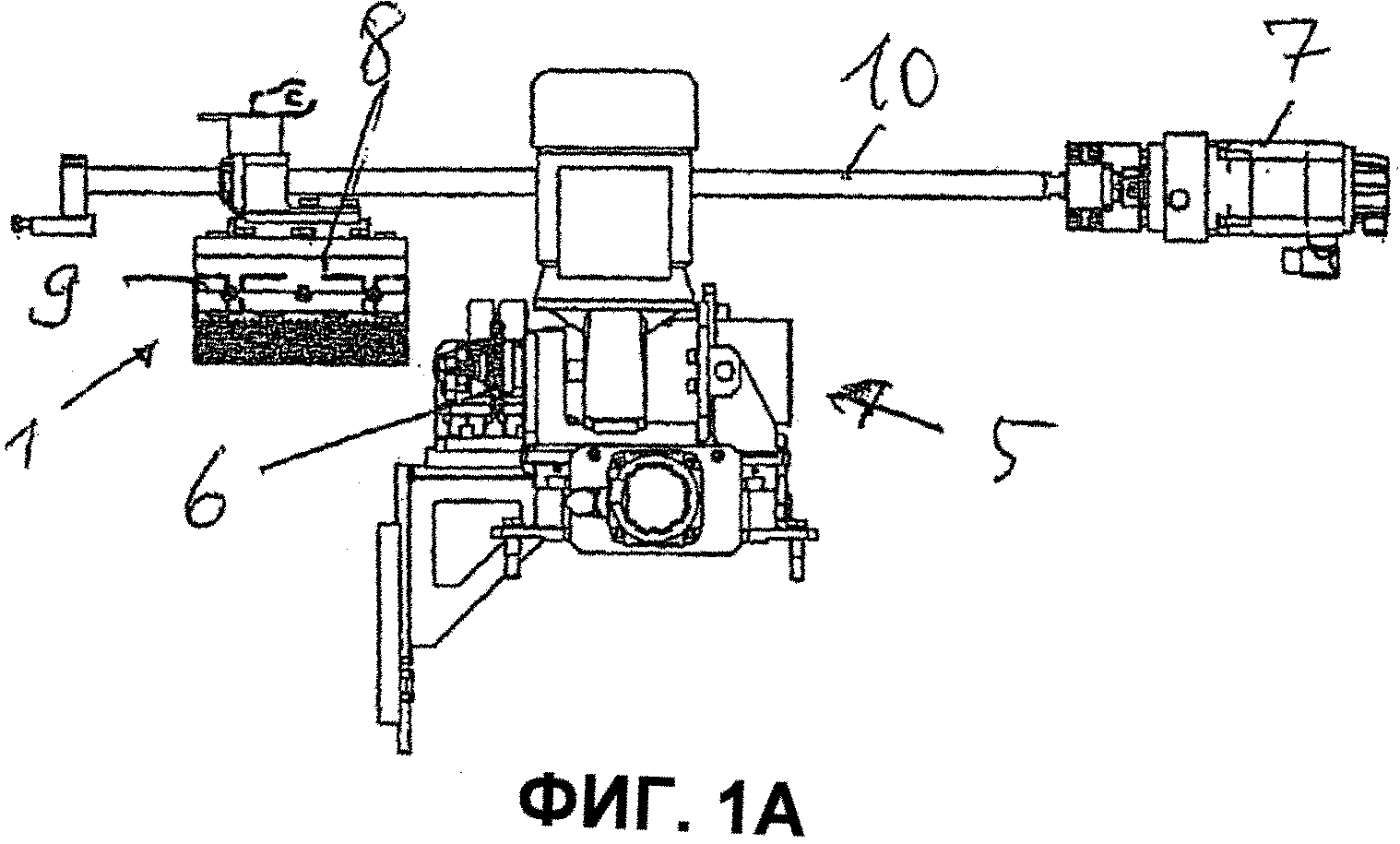
Фиг. 1A-1C - показаны основные компоненты устройства на первом шаге рабочего процесса, фиг. 1A - на виде сбоку, фиг. 1B - на виде сверху, фиг. 1C - увеличенная деталь фиг. 1B;
Фиг. 2A-2D - второй шаг рабочего процесса, причем снова на фиг. 2A показано устройство на виде сбоку, на фиг. 2B - на виде сверху, на фиг. 2C - на продольном виде, а на фиг. 2D - увеличенная деталь A фиг. 2B;
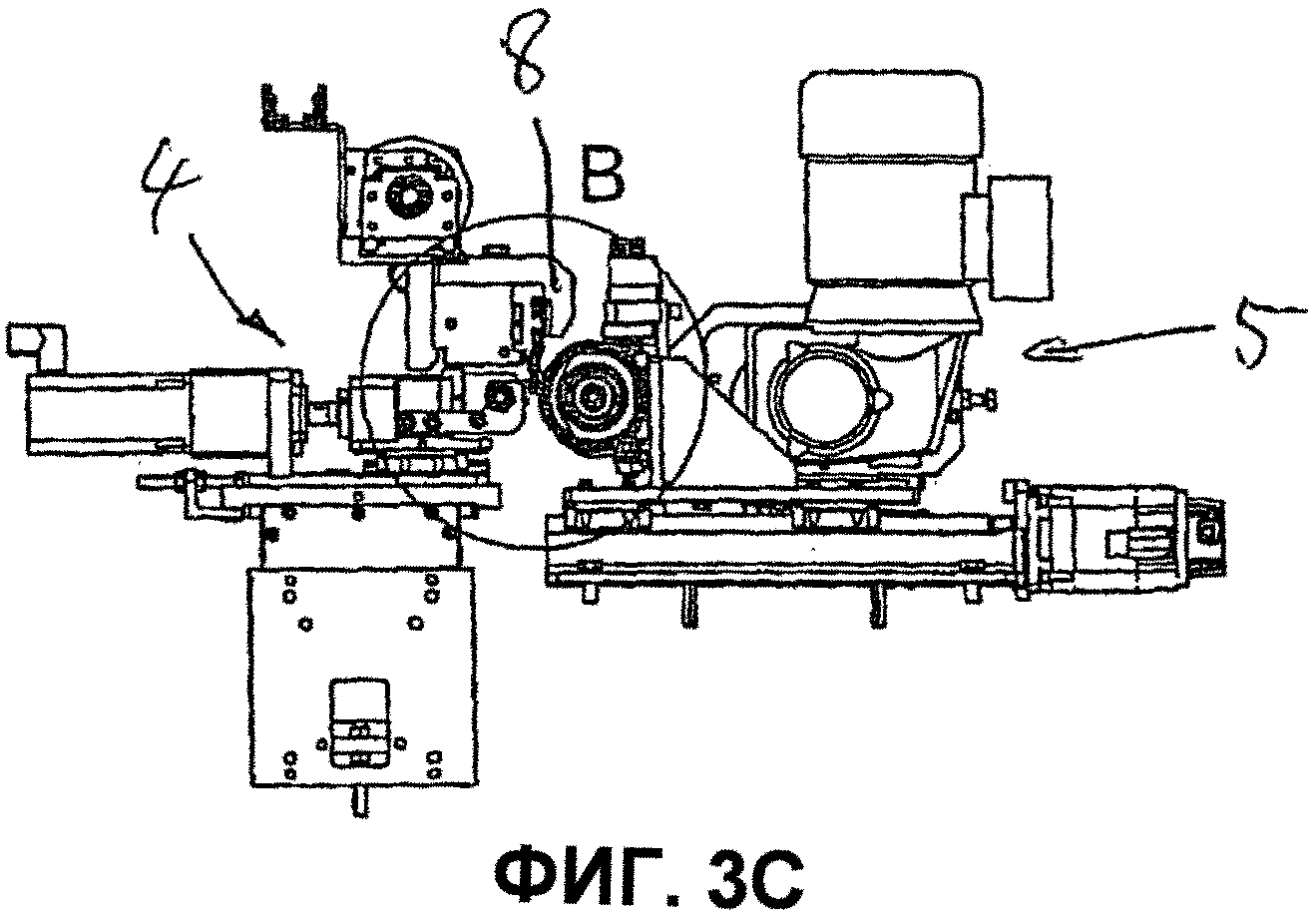
Фиг. 3A-3E - показан третий шаг рабочего процесса, причем на фиг. 3A видно устройство на виде сбоку, на фиг. 3B - устройство на виде сверху, на фиг. 3C - устройство в продольном направлении, на фиг. 3D показана деталь A фиг. 3B, а на фиг. 3E - деталь фиг. 3C в увеличенном масштабе;
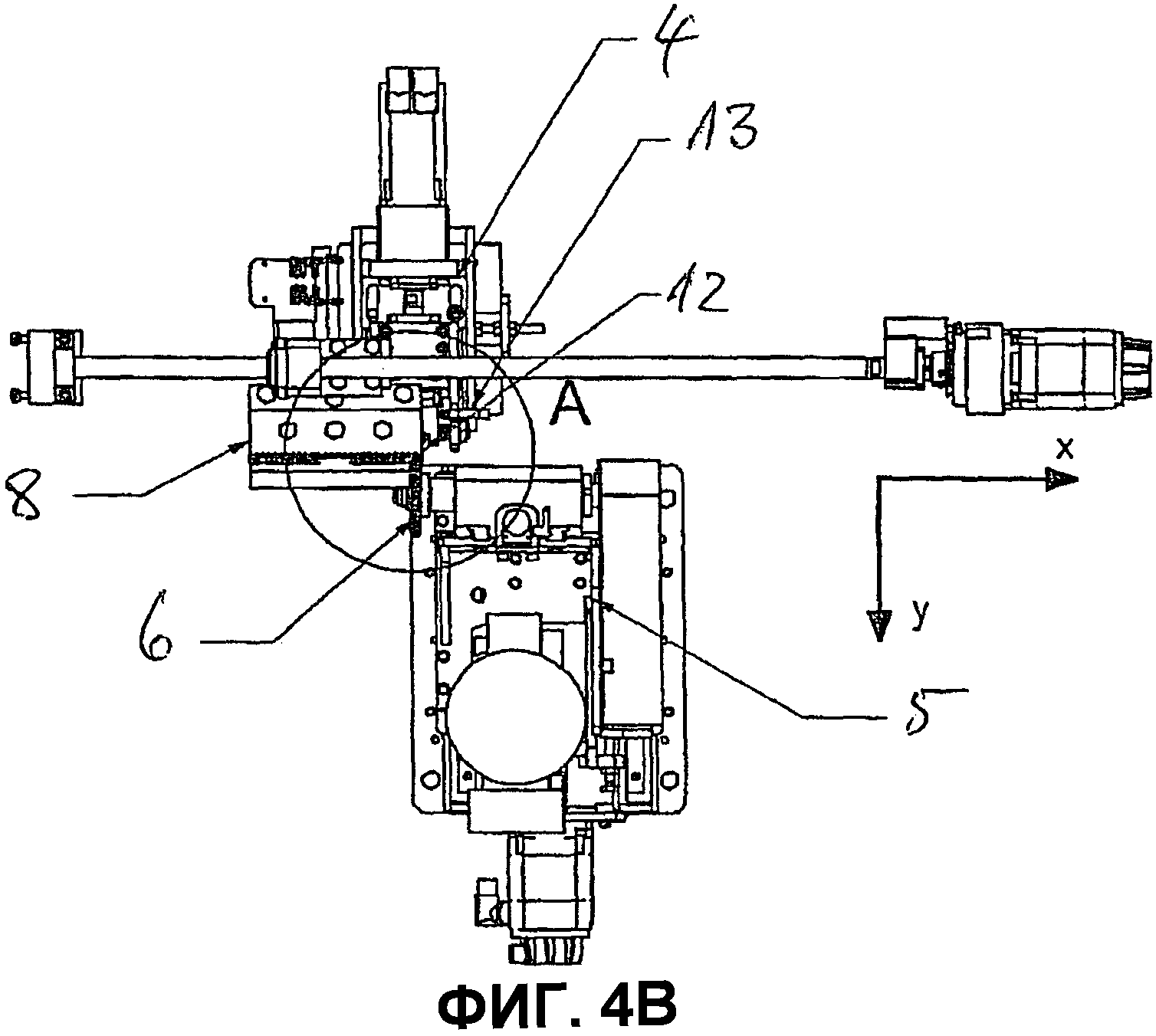
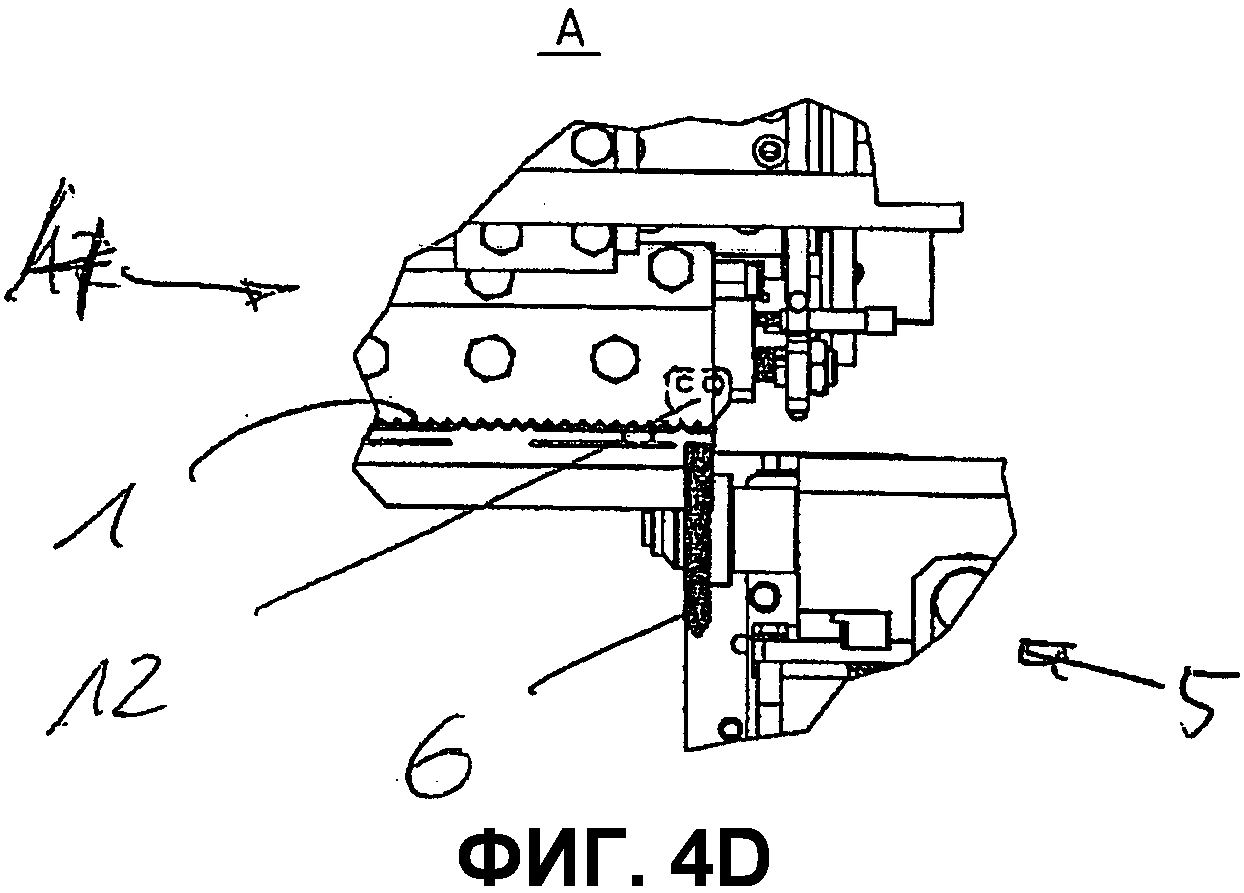
Фиг. 4A-4E - показан четвертый шаг рабочего процесса, причем устройство на фиг. 4A показано на виде спереди, на фиг. 4B - на виде сверху, на фиг. 4C - на продольном виде. На фиг. 4D показана деталь A фиг. 4B, а на фиг. 4E - деталь B фиг. 4C в увеличенном масштабе;
Фиг. 5A-5E - показан пятый шаг рабочего процесса, причем на фиг. 5A показан вид устройства, на фиг. 5B - устройство на виде сверху, на фиг. 5C показано устройство на продольном виде. На фиг. 5D показана деталь A фиг. 5B, а на фиг. 5E - деталь B фиг. 5C в увеличенном масштабе.
На чертежах показан свеклорезный нож 1, который удерживается зажимом 8, зажимающим корпус 9 ножа. Кроме того, предусмотрен центрирующий узел 4 и обрабатывающий узел 5, которые оба могут двигаться в направлении стрелки 3, то есть в направлении Y и в противоположном направлении. Кроме того, на обрабатывающем узле 5 предусмотрена дисковая фреза 6. Основные неподвижные части зафиксированы на только условно показанной на чертеже раме 7 устройства. Свеклорезный нож 1 имеет множество параллельных друг другу, ориентированных в направлении 3 Y режущих элементов в форме двускатной крыши, которые проходят по части ширины свеклорезного ножа 1, то есть, например, на виде в соответствии с фиг. 1A сверху вниз, и которые на своих направленных на фиг. 1A вниз концах образуют заточенные режущие кромки. Зажим 8 выполнен с возможностью перестановки в направляющей 10 в направлении стрелки 2 в направлении X, в частности, посредством элемента привода в виде исполнительного двигателя 11.
Центрирующий узел 4 имеет центрирующий элемент 12, который упруго оперт поперек направления Y перестановки в направлении стрелки 14 движения. Между неподвижными компонентами центрирующего узла 4 и подвижным центрирующим элементом 12 расположены средства 13 измерения предпочтительно в виде индуктивных датчиков перемещений, посредством которых могут осуществляться регистрация и электронная обработка пути перестановки. Принцип действия устройства следующий.
На фиг. 1A-C показана ситуация, при которой регистрируется нулевое положение фрезы 6, которое может архивироваться при обработке данных устройством в качестве номинального значения, чтобы использоваться для последующей обработки. Для регистрации нулевого положения обрабатывающий узел 5 передвигается в отрицательном направлении 3 Y в определенное положение. Центрирующий узел 4 передвигается в положительном направлении Y центрирующим элементом 12 к неподвижной фрезе 6. Путь, который центрирующий элемент 12 проходит до контакта с фрезой 6, передается датчиком исполнительного двигателя 15 в блок электронного управления. Смещение упруго удерживаемого поперек направления Y центрирующего элемента 12 регистрируется средством 13 измерения, в частности индуктивным датчиком перемещений, и в виде электрического сигнала передается в блок управления. При этом распознается точное положение, а также точный диаметр фрезы 6 и архивируется в блоке управления в качестве фактического значения. Это важно для регистрации износа фрезы 6. Регистрация нулевого положения выполняется после каждой замены фрезы и после изменения рабочих параметров центрирующего узла 4.
На фиг. 2A-2D показана рабочая ситуация, при которой центрирующий узел 4 и обрабатывающий узел 5 отодвинуты друг от друга в исходное положение, так что тогда зажатый посредством зажима 8 свеклорезный нож 1 может передвигаться этим зажимом 8 в положение обработки. Это положение указано с допуском, равным плюс/минус 1,5 мм. Но для обработки требуется допуск, равный плюс/минус 0,05 мм. Это положение регистрируется в шаге три, который пояснен на фиг. 3A-3E. При этом центрирующий узел 4 передвигается в положительном направлении Y центрирующим элементом 12 в выемку свеклорезного ножа 1. Соответствующая крышеобразная форма центрирующего элемента 12 видна, например, на фиг. 1С. Исполнение режущего элемента в форме двускатной крыши свеклорезного ножа 1 соответствует этой крышеобразной форме.
Благодаря приведенным в контакт друг с другом формам центрирующего элемента 12 и свеклорезного ножа 1 центрирующий элемент 12 смещается при отклонении от номинального положения в направлении X. Это смещение записывается средством 13 измерения, то есть, в частности, индуктивным датчиком перемещений, и в виде управляющего сигнала передается в блок управления. В блоке управления это положение сравнивается с нулевым положением фрезы 6. При отклонении в выполненный в виде сервопривода исполнительный привод 11 зажима 8 передается регулирующий сигнал и затем исполнительным приводом производится соответствующая корректировка в направлении X путем соответствующей точной перестановки зажима 8. Таким образом, свеклорезный нож 1 передвигается в направлении X в точное положение обработки.
Центрирующий узел 4 передвигает центрирующий элемент 12 в соответствующую крышеобразную форму свеклорезного ножа 1, пока электронным управлением не будет зарегистрировано нарастание тока и не произойдет отключение тока. Как только при продвижении центрирующего узла 4 в направлении стрелки Y достигнуто положение, в котором зарегистрировано сильное нарастание тока для перестановки исполнительного двигателя 15, центрирующий узел 4 останавливается. Пройденный путь посредством датчика исполнительного двигателя 15 передается в блок управления. Этот путь сравнивается с нулевым положением фрезы 6 и служит в обрабатывающем узле 5 в качестве значения измерения глубины фрезерования.
На фиг. 4A-4E показан рабочий шаг, в котором осуществляется фрезерование. Глубина фрезерования регистрируется и рассчитывается управлением в зависимости от желаемой толщины стенки свеклорезного ножа и измеренного в шаге 3 пути центрирующего узла 4. Центрирующий узел 4 может оставаться на свеклорезном ноже 1 в качестве опоры ножа в этом положении. Но эта функция может также выборочно отключаться в зависимости от стабильности системы.
На фиг. 5A-5E показан следующий рабочий шаг. При этом центрирующий узел 4 и обрабатывающий узел 5 передвигаются в основное положение, то есть друг от друга, а зажим 8 со свеклорезным ножом 1 на один шаг свеклорезного ножа 1 дальше в положительном направлении X, так чтобы следующий режущий элемент в форме двускатной крыши был по меньшей мере предварительно выровнен относительно дисковой фрезы 6. Затем снова происходит следующее выравнивание и обработка соответственно описанным выше шагам три-пять. Это происходит во временной последовательности поочередно, пока не будут обработаны все режущие элементы в форме двускатной крыши свеклорезного ножа 1.
После обработки готовый свеклорезный нож 1 посредством зажима 8 передается в следующие положения обработки или складирования. Например, таким же методом может осуществляться стреловидное фрезерование.
На фиг. 1A-1C пояснено положение, в котором посредством зажима 8 соответствующий свеклорезный нож 1 в варианте осуществления слева расположен рядом с центрирующим узлом 4 и обрабатывающим узлом 5, потому что при этой подготовке к работе свеклорезный нож 1 не должен быть расположен на пути перестановки агрегатов 4, 5. Центрирующий узел 4 и обрабатывающий узел 5 могут тогда приближаться друг к другу, как, в частности, видно из фиг. 1B и 1C, так чтобы дисковая фреза 6 вставлялась в выемку центрирующего элемента 12 центрирующего узла 4.
На фиг. 2A-2D показано, что свеклорезный нож 1 находится в рабочем положении. Здесь к свеклорезному ножу 1 с тыльной стороны подается центрирующий узел 4, в частности центрирующий элемент 12, для нахождения соответствующего положения. Происходит выравнивание соответствующей области заточки свеклорезного ножа 1 относительно фрезы 6. На фиг. 3A-3E показана дальнейшая юстировка и выравнивание свеклорезного ножа 1 центрирующим узлом 4, центрирующим элементом 12 и по отношению к дисковой фрезе 6. Затем, как показано на фиг. 4A-4E, дисковая фреза 6 может приводиться в действие для заточки соответствующего режущего элемента в форме двускатной крыши свеклорезного ножа 1. Процесс фрезерования осуществляется до определенной глубины фрезерования. При этом на фиг. 4D показано, что центрирующий элемент 12 еще прилегает к тыльной стороне режущего элемента в форме двускатной крыши свеклорезного ножа 1, а на фиг. 4E стрелкой движения пояснено движение дисковой фрезы 6 в направлении центрирующего узла 4.
На фиг. 5A-5E показано, что центрирующий узел 4 и обрабатывающий узел 5 снова переставлены обратно в исходное положение, так что зажим 8 посредством исполнительного двигателя 11 может передвигаться на один шаг ножа дальше в направлении X, чтобы затем снова выполнять описанную выше процедуру. На фиг. 5D показано, что как центрирующий элемент 12, так и дисковая фреза 6 отодвинуты от соответствующего режущего элемента в форме двускатной крыши, так что свеклорезный нож 1 высвобожден из этих элементов. Стрелки движения видны на фиг. 5E.
Изобретение не ограничено этим примером осуществления, а может многократно варьироваться в рамках пояснения.
Все поясненные в описании и/или чертеже отдельные и комбинированные признаки считаются существенными для изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Свеклорезный нож
2 Направление X
3 Направление Y
4 Центрирующий узел
5 Обрабатывающий узел
6 Дисковая фреза
7 Рама устройства
8 Зажим
9 Корпус ножа
10 Направляющая, позиция 8
11 Исполнительный двигатель, позиция 8
12 Центрирующий элемент, позиция 4
13 Средство измерения (индуктивный датчик перемещений)
14 Стрелка
15 Исполнительный двигатель, позиция 4
16 Исполнительный двигатель, позиция 5
Реферат
Устройство предназначено для заточки свеклорезных ножей машин для нарезки корнеплодов с выполненными на корпусе ножа режущими элементами в форме двускатной крыши и состоит из переставляемых в направлении оси Y центрирующего узла и обрабатывающего узла, снабженного дисковой фрезой, и зажима, который фиксирует корпус ножа и выполнен с возможностью перестановки в направлении X. При этом в исходном положении центрирующий узел и обрабатывающий узел отодвинуты друг от друга, а зажим со свеклорезным ножом переставлен в направлении X, в котором режущий элемент выровнен относительно дисковой фрезы, в рабочем положении центрирующий узел центрирующим элементом установлен на тыльную сторону режущего элемента и дисковая фреза врезается в режущий элемент, во время процесса фрезерования эти компоненты переставлены в исходное положение на величину фрезерования в направлении Y. Достигается полная автоматизация заточки ножей. 2 н. и 9 з.п. ф-лы, 5 ил.
Комментарии