Резервуар высокого давления и способ его производства - RU2708751C1
Код документа: RU2708751C1
Чертежи







Описание
Область техники
Настоящее изобретение относится к резервуару высокого давления и способу его производства.
Уровень техники
В области резервуаров высокого давления, имеющих металлическую основную часть резервуара, состоящую из прямой части корпуса и практически полусферических куполообразных частей, соответственно закрывающих оба конца прямой части корпуса, с армирующими волокнами, спирально намотанными вокруг основной части резервуара, чтобы формировать армированный волокном пластиковый слой, была до настоящего времени известна структура, в которой ткань, сплетенная из армирующих волокон, предусматривается в качестве армирующего материала между каждой куполообразной частью и армированным волокном пластиковым слоем (например, см. публикацию заявки на патент Японии № 2004-263827).
Сущность изобретения
При формировании армированного волокном пластикового слоя посредством спиральной намотки армирующих волокон, разматываемых из производственного устройства, которое размещается в состоянии закрепления относительно основной части резервуара, предохранение армирующих волокон от проскальзывания поверх внешней круговой поверхности куполообразной части требует намотки армирующих волокон под таким углом намотки, что армирующие волокна проходят вдоль геодезической линии (по кратчайшему пути) по куполообразной части. Таким образом, не допускается гибкость в задании угла, под которым армирующие волокна наматываются вокруг основной части резервуара, и для достижения желаемой прочности требуется большое количество армирующих волокон, что приводит к увеличению производственных затрат для резервуара высокого давления.
Следовательно, настоящее изобретение может предоставлять резервуар высокого давления и способ его производства, которые могут сдерживать стоимость производства на низком уровне.
Резервуар высокого давления первого аспекта согласно настоящему изобретению включает в себя: основную часть резервуара, имеющую цилиндрическую прямую часть корпуса, первую куполообразную часть и вторую куполообразную часть, первая куполообразная часть включает в себя первый полусферический участок, вторая куполообразная часть включает в себя второй полусферический участок, первый полусферический участок и второй полусферический участок имеют полусферические формы и формируются целиком на каждом конце прямой части корпуса; первую армированную секцию, сформированную посредством намотки армирующих волокон вокруг внешней круговой поверхности первой куполообразной части так, что армирующие волокна переплетаются друг с другом; вторую армированную секцию, сформированную посредством намотки армирующих волокон спирально вокруг внешней круговой поверхности прямой части корпуса, непрерывно от первой армированной секции; и третью армированную секцию, сформированную посредством намотки армирующих волокон вокруг внешней круговой поверхности второй куполообразной части так, что армирующие волокна переплетаются друг с другом, непрерывно от второй армированной секции.
Согласно первому аспекту, армирующие волокна спирально наматываются вокруг внешней круговой поверхности прямой части корпуса, в то время как армирующие волокна наматываются так, чтобы переплетаться друг с другом, вокруг внешних круговых поверхностей первой куполообразной части и второй куполообразной части. Таким образом, армирующие волокна менее вероятно должны скользить поверх внешних круговых поверхностей первой куполообразной части и второй куполообразной части, так что нет необходимости наматывать армирующие волокна под таким углом, что армирующие волокна проходят вдоль геодезической линии (по кратчайшему пути). При производстве резервуара высокого давления, следовательно, допускается гибкость в задании угла, под которым армирующие волокна наматываются вокруг основной части резервуара (прямой части корпуса), и желаемая прочность может быть достигнута посредством требуемого минимального количества армирующих волокон. В результате, стоимость производства резервуара высокого давления удерживается на низком уровне.
Резервуар высокого давления второго аспекта является резервуаром высокого давления согласно первому аспекту, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, первая армированная секция может переходить во вторую армированную секцию на стороне первого осевого конца центральной оси от первой границы между прямой частью корпуса и первой куполообразной частью, и вторая армированная секция может переходить в третью армированную секцию на стороне второго осевого конца центральной оси от второй границы между прямой частью корпуса и второй куполообразной частью.
Согласно второму аспекту, армирующие волокна, намотанные вокруг прямой части корпуса, не переплетаются друг с другом. Таким образом, по сравнению с тем, если армирующие волокна, намотанные вокруг прямой части корпуса, также переплетаются друг с другом, требуемое количество армирующих волокон уменьшается, и стоимость производства дополнительно удерживается на низком уровне.
Резервуар высокого давления третьего аспекта является резервуаром высокого давления согласно второму аспекту, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, первая армированная секция может переходить во вторую армированную секцию на стороне осевого центра центральной оси от первого заданного участка во внешней круговой поверхности первого полусферического участка, который определяется углом намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса, и вторая армированная секция может переходить в третью армированную секцию на стороне осевого центра центральной оси от второго заданного участка во внешней круговой поверхности второго полусферического участка, который определяется углом намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса.
Согласно третьему аспекту, армирующие волокна наматываются под одинаковым углом намотки вокруг внешних круговых поверхностей первого и второго полусферических участков и внешней круговой поверхности прямой части корпуса. Таким образом, армирующие волокна наматываются с хорошей непрерывностью от внешней круговой поверхности первого полусферического участка до внешней круговой поверхности прямой части корпуса, и от внешней круговой поверхности прямой части корпуса до внешней круговой поверхности второго полусферического участка, что улучшает выработку резервуара высокого давления.
Резервуар высокого давления четвертого аспекта является резервуаром высокого давления согласно третьему аспекту, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, первый заданный участок может быть воображаемой окружностью, проходящей через воображаемую точку пересечения между внешней круговой поверхностью первого полусферического участка и армирующими волокнами, намотанными под углом намотки и проходящими через точку пересечения между первой границей и центральной осью, и, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, второй заданный участок может быть воображаемой окружностью, проходящей через воображаемую точку пересечения между внешней круговой поверхностью второго полусферического участка и армирующими волокнами, намотанными под углом намотки и проходящими через точку пересечения между второй границей и центральной осью.
Согласно четвертому аспекту, по сравнению с тем, если заданные участки не являются воображаемыми окружностями, армирующие волокна наматываются с лучшей непрерывностью от внешней круговой поверхности первого полусферического участка до внешней круговой поверхности прямой части корпуса, и от внешней круговой поверхности прямой части корпуса до внешней круговой поверхности второго полусферического участка. В результате, выработка резервуара высокого давления улучшается.
Резервуар высокого давления пятого аспекта является резервуаром высокого давления согласно какому-либо одному из первого-четвертого аспектов, при этом: первая куполообразная часть может включать в себя первый цилиндрический участок, выступающий по направлению к первому осевому концу центральной оси основной части резервуара; вторая куполообразная часть может включать в себя второй цилиндрический участок, выступающий по направлению ко второму осевому концу центральной оси основной части резервуара; и если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, угол, относительно центральной оси, воображаемой касательной линии, проходящей через конечную точку, на стороне первого полусферического участка, первой искривленной поверхности, проходящей от первого цилиндрического участка до первого полусферического участка, может быть равен или меньше угла намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса, и угол, относительно центральной оси, воображаемой касательной линии, проходящей через конечную точку, на стороне второго полусферического участка, второй искривленной поверхности, продолжающейся от второго цилиндрического участка до второго полусферического участка, может быть равен или меньше угла намотки.
Согласно пятому аспекту, легко наматывать армирующие волокна вокруг внешних круговых поверхностей первого и второго полусферических участков с тем же углом намотки, что и вокруг внешней круговой поверхности прямой части корпуса, так что армирующие волокна наматываются с лучшей непрерывностью от внешней круговой поверхности первого полусферического участка до внешней круговой поверхности прямой части корпуса, и от внешней круговой поверхности прямой части корпуса до внешней круговой поверхности второго полусферического участка. В результате, выработка резервуара высокого давления улучшается.
Резервуар высокого давления шестого аспекта является резервуаром высокого давления согласно какому-либо одному из первого-пятого аспектов, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, угол намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса, может быть в диапазоне 54,7 градусов ± 10 градусов.
Согласно шестому аспекту, угол намотки армирующих волокон, намотанных вокруг прямой части корпуса, находится в диапазоне 54,7 градусов ± 10 градусов. Здесь, значение "54,7 градусов" определяется на основе механических напряжений, действующих на прямую часть корпуса в круговом направлении и осевом направлении. Таким образом, прямая часть корпуса армируется более надлежащим образом, по сравнению с тем, если угол намотки армирующих волокон, намотанных вокруг прямой части корпуса, не находится в диапазоне 54,7 градусов ± 10 градусов.
Способ производства резервуара высокого давления седьмого аспекта является способом, в котором основная часть резервуара, имеющая цилиндрическую прямую часть корпуса, первую куполообразную часть и вторую куполообразную часть, первая куполообразная часть включает в себя первый полусферический участок, вторая куполообразная часть включает в себя второй полусферический участок, первый полусферический участок и второй полусферический участок имеют полусферические формы и целиком формируются на каждом конце прямой части корпуса, обматывается армирующими волокнами, чтобы армировать основную часть резервуара. Этот способ включает в себя: первый этап намотки армирующих волокон вокруг внешней круговой поверхности первой куполообразной части так, что армирующие волокна переплетаются друг с другом; второй этап спиральной намотки армирующих волокон вокруг внешней круговой поверхности прямой части корпуса, непрерывно от первого этапа; и третий этап намотки армирующих волокон вокруг внешней круговой поверхности второй куполообразной части так, что армирующие волокна переплетаются друг с другом, непрерывно от второго этапа.
Согласно седьмому аспекту, армирующие волокна спирально наматываются вокруг внешней круговой поверхности прямой части корпуса, в то время как армирующие волокна наматываются так, чтобы переплетаться друг с другом, вокруг внешних круговых поверхностей первой и второй куполообразных частей. Таким образом, армирующие волокна менее вероятно должны скользить поверх внешних круговых поверхностей первой и второй куполообразных частей, так что нет необходимости наматывать армирующие волокна под таким углом, что армирующие волокна проходят вдоль геодезической линии (по кратчайшему пути). При производстве резервуара высокого давления, следовательно, допускается гибкость в задании угла, под которым армирующие волокна наматываются вокруг основной части резервуара (прямой части корпуса), и желаемая прочность может быть достигнута посредством требуемого минимального количества армирующих волокон. В результате, стоимость производства резервуара высокого давления удерживается на низком уровне.
Способ производства резервуара высокого давления восьмого аспекта является способом производства резервуара высокого давления согласно седьмому аспекту, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, первый этап может переходить ко второму этапу на стороне первого осевого конца центральной оси от первой границы между прямой частью корпуса и первой куполообразной частью, а второй этап может переходить к третьему этапу на стороне второго осевого конца центральной оси от второй границы между прямой частью корпуса и второй куполообразной частью.
Согласно восьмому аспекту, армирующие волокна, намотанные вокруг прямой части корпуса, не переплетаются друг с другом. Таким образом, по сравнению с тем, если армирующие волокна, намотанные вокруг прямой части корпуса, также переплетаются друг с другом, требуемое количество армирующих волокон уменьшаются, и стоимость производства дополнительно удерживается на низком уровне.
Способ производства резервуара высокого давления девятого аспекта является способом производства резервуара высокого давления согласно восьмому аспекту, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, первый этап может переходить ко второму этапу на стороне осевого центра центральной оси от первого заданного участка во внешней круговой поверхности первого полусферического участка, который определяется углом намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса, и второй этап может переходить к третьему этапу на стороне осевого центра центральной оси от второго заданного участка во внешней круговой поверхности второго полусферического участка, который определяется углом намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса.
Согласно девятому аспекту, армирующие волокна наматываются под одинаковым углом намотки вокруг внешних круговых поверхностей первого и второго полусферических участков и внешней круговой поверхности прямой части корпуса. Таким образом, армирующие волокна наматываются с хорошей непрерывностью от внешней круговой поверхности первого полусферического участка до внешней круговой поверхности прямой части корпуса, и от внешней круговой поверхности прямой части корпуса до внешней круговой поверхности второго полусферического участка, что улучшает выработку резервуара высокого давления.
Способ производства резервуара высокого давления десятого аспекта является способом производства резервуара высокого давления согласно девятому аспекту, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, первый заданный участок может быть воображаемой окружностью, проходящей через воображаемую точку пересечения между внешней круговой поверхностью первого полусферического участка и армирующими волокнами, намотанными под углом намотки и проходящими через точку пересечения между первой границей и центральной осью, и второй заданный участок может быть воображаемой окружностью, проходящей через воображаемую точку пересечения между внешней круговой поверхностью второго полусферического участка и армирующими волокнами, намотанными под углом намотки и проходящими через точку пересечения между второй границей и центральной осью.
Согласно десятому аспекту, по сравнению с тем, если первый и второй заданные участки не являются воображаемыми окружностями, армирующие волокна наматываются с лучшей непрерывностью от внешней круговой поверхности первого полусферического участка до внешней круговой поверхности прямой части корпуса, и от внешней круговой поверхности прямой части корпуса до внешней круговой поверхности второго полусферического участка. В результате, выработка резервуара высокого давления улучшается.
Способ производства резервуара высокого давления одиннадцатого аспекта является резервуаром высокого давления согласно какому-либо одному из седьмого-десятого аспектов, при этом, если смотреть от направления, ортогонального осевому направлению центральной оси основной части резервуара, угол намотки, относительно центральной оси, армирующих волокон, намотанных вокруг прямой части корпуса, может быть в диапазоне 54,7 градусов ± 10 градусов.
Согласно одиннадцатому аспекту, угол намотки армирующих волокон, намотанных вокруг прямой части корпуса, находится в диапазоне 54,7 градусов ± 10 градусов. Здесь, значение "54,7 градусов" определяется на основе механических напряжений, действующих на прямую часть корпуса в круговом направлении и осевом направлении. Таким образом, прямая часть корпуса армируется более надлежащим образом, по сравнению с тем, если угол намотки армирующих волокон, намотанных вокруг прямой части корпуса, не находится в диапазоне 54,7 градусов ± 10 градусов.
Вышеописанные аспекты могут удерживать стоимость производства резервуара высокого давления на низком уровне.
Краткое описание чертежей
Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
Фиг. 1 - вид спереди, схематично показывающий резервуар высокого давления согласно варианту осуществления;
Фиг. 2 - вид в разрезе, схематично показывающий структуру резервуара высокого давления согласно варианту осуществления;
Фиг. 3 - вид по линии A-A со стрелками на фиг. 1, показывающий поперечное сечение армирующих волокон в куполообразной части резервуара высокого давления согласно варианту осуществления;
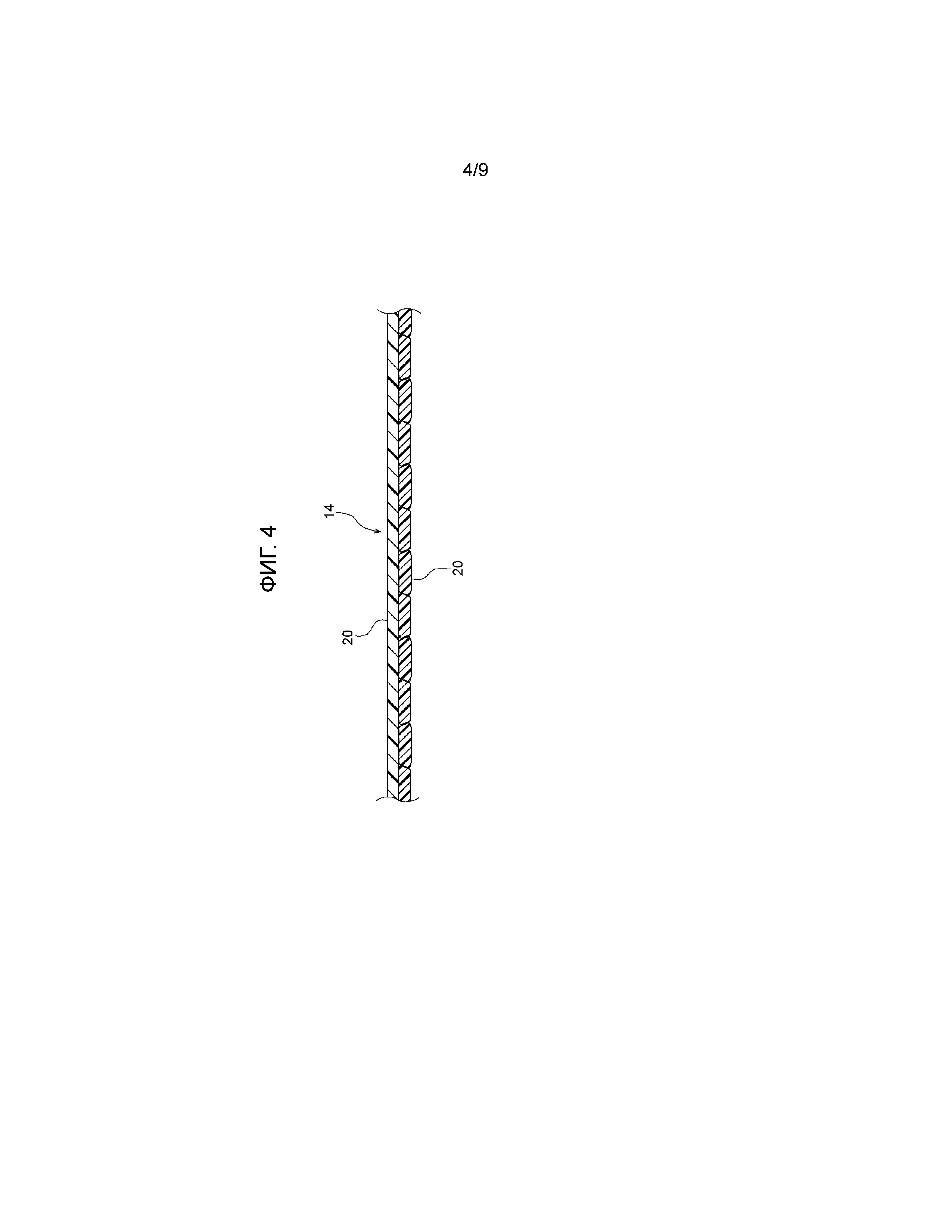
Фиг. 4 - вид по линии B-B со стрелками на фиг. 1, показывающий поперечное сечение армирующих волокон в прямой части корпуса резервуара высокого давления согласно варианту осуществления;
Фиг. 5 - увеличенный вид спереди, показывающий границу между куполообразной частью и прямой частью корпуса резервуара высокого давления согласно варианту осуществления;
Фиг. 6 - увеличенный вид спереди другой границы между куполообразной частью и прямой частью корпуса резервуара высокого давления согласно варианту осуществления;
Фиг. 7 - увеличенный вид спереди границы между куполообразной частью и прямой частью корпуса основной части резервуара, составляющей часть резервуара высокого давления согласно варианту осуществления;
Фиг. 8 - схематичный вид, показывающий производственное устройство, которое наматывает армирующие волокна вокруг основной части резервуара, составляющего часть резервуара высокого давления согласно варианту осуществления;
Фиг. 9A - схематичный вид, показывающий позиции, с которых армирующие волокна разматываются, чтобы наматывать армирующие волокна вокруг куполообразной части резервуара высокого давления согласно варианту осуществления; и
Фиг. 9B - схематичный вид, показывающий позиции, с которых армирующие волокна разматываются, чтобы наматывать армирующие волокна вокруг прямой части корпуса резервуара высокого давления согласно варианту осуществления.
Подробное описание вариантов осуществления изобретения
В последующем, вариант осуществления согласно настоящему изобретению будет описан подробно на основе чертежей. Стрелки X на фиг. 1 указывают стороны, отдаленные от центра O резервуара 10 высокого давления (основной части 12 резервуара) в осевом направлении центральной оси CL резервуара 10 высокого давления, и эти наиболее отдаленные стороны будут называться "осевыми крайними сторонами". Далее в данном документе, сторона осевого конца центральной оси CL на стороне первой куполообразной части 16 резервуара 10 высокого давления, которая должна быть описана позже, будет также называться "первой осевой крайней стороной", а сторона осевого конца центральной оси CL на стороне второй куполообразной части 18 резервуара 10 высокого давления будет также называться "второй осевой крайней стороной". Напротив, сторона, ближе к центру O резервуара 10 высокого давления (основной части 12 резервуара), будет называться "осевой центральной стороной". Резервуар 10 высокого давления согласно этому варианту осуществления предназначается, например, для заполнения водородом в качестве топлива и устанавливается в транспортном средстве на топливных элементах (не показано) или т.п.
Как показано на фиг. 1 и фиг. 2, резервуар 10 высокого давления имеет основную часть 12 резервуара, называемую гильзой. Например, основная часть 12 резервуара формуется с раздувом из жидкокристаллического полимерного материала, который является превосходным как в свойстве газового барьера, так и в стабильности размеров. Основная часть 12 резервуара имеет цилиндрическую прямую часть 14 корпуса и первую куполообразную часть 16 и вторую куполообразную часть 18, соответственно включающие в себя первый полусферический участок 16A и второй полусферический участок 18A, которые имеют практически полусферические формы и целиком формируются каждый на каждом конце прямой части 14 корпуса. Далее в данном документе первый полусферический участок 16A и второй полусферический участок 18A будут также совокупно называться "полусферическими участками 16A, 18A", и первая куполообразная часть 16 и вторая куполообразная часть 18 будут также совокупно называться "куполообразными частями 16, 18".
Резервуар 10 высокого давления имеет армирующие волокна 20, в форме ленты с предварительно определенной шириной, намотанные слоями вокруг внешней круговой поверхности прямой части 14 корпуса и внешних круговых поверхностей куполообразных частей 16, 18. Более конкретно, армирующие волокна 20 выполняются из армированных волокном пластиков (FRP), содержащих стекловолокна, углеродные волокна, арамидные волокна или т.п., и FRP-слой в качестве слоя армированного волокном пластика формируется на внешней круговой поверхности основной части 12 резервуара.
В частности, как показано на фиг. 1 и фиг. 3, армирующие волокна 20 наматываются так, чтобы переплетаться друг с другом (далее в данном документе также называется "оплеткой") вокруг внешней круговой поверхности первой куполообразной части 16, и первая армированная секция 26, т.е. FRP-слой, формируется посредством оплетенных армирующих волокон 20.
Аналогично, армирующие волокна 20 наматываются так, чтобы переплетаться друг с другом (далее в данном документе также называется "оплеткой") вокруг внешней круговой поверхности второй куполообразной части 18, и третья армированная секция 28, т.е. FRP-слой, формируется посредством оплетенных армирующих волокон 20.
Кроме того, как показано на фиг. 1 и фиг. 4, армирующие волокна 20 спирально наматываются (далее в данном документе также называется "спиральной намоткой") вокруг внешней круговой поверхности прямой части 14 корпуса, и вторая армированная секция 24, т.е. FRP-слой, формируется посредством спирально намотанных армирующих волокон 20.
Как показано на фиг. 5, спиральная намотка ссылается на намотку армирующих волокон 20 вокруг всей внешней круговой поверхности прямой части 14 корпуса под предварительно определенным углом θ (-θ) намотки относительно центральной оси CL основной части 12 резервуара, а затем дополнительную намотку армирующих волокон 20 поверх этого (поверх армирующих волокон 20, намотанных под углом -θ) под предварительно определенным углом θ (+θ) намотки относительно центральной оси CL основной части 12 резервуара. Таким образом, вторая армированная секция 24 формируется, когда армирующие волокна 20 наматываются под предварительно определенными углами -θ и +θ намотки, по меньшей мере, в два слоя вокруг внешней круговой поверхности прямой части 14 корпуса.
Как описано выше, оплетка ссылается на намотку армирующих волокон 20 так, чтобы переплетаться друг с другом, и намотку армирующих волокон 20 под предварительно определенными углами -θ и +θ намотки относительно центральной оси CL основной части 12 резервуара. Таким образом, и оплетка, и спиральная намотка являются намоткой под одинаковым углом θ намотки, и угол θ намотки находится, включая допуск, в диапазоне θ=54,7 градусов ± 10 градусов, предпочтительно в диапазоне θ=54,7 градусов ± 5 градусов, а более предпочтительно в диапазоне θ=54,7 градусов ± 1 градус.
Угол θ намотки является углом, полученным из механического напряжения, возникающего, когда предварительно определенное внутреннее давление действует на прямую часть 14 корпуса, и является углом, свойственным факту того, что механическое напряжение, действующее на основную часть 12 резервуара в круговом направлении, вдвое больше механического напряжения, действующего на него в продольном осевом направлении. Хотя подробная формула вычисления будет пропущена, когда угол θ намотки согласно механическому напряжению вычисляется на основе теории плетения сети, θ=54,7 градусов (угол равновесия) получается из tan2θ=2.
Поскольку механическое напряжение, возникающее в куполообразных частях 16, 18, когда внутреннее давление действует, меньше механического напряжения в прямой части 14 корпуса, куполообразные части 16, 18 требуют более низкого уровня армирования, чем прямая часть 14 корпуса. Следовательно, оплетка, которая имеет более низкую прочность, чем спиральная намотка, используется для куполообразных частей 16, 18, в то время как спиральная намотка, которая имеет более высокую прочность, чем оплетка, используется для прямой части 14 корпуса.
Как показано на фиг. 5, позиция, в которой первая армированная секция 26 переходит во вторую армированную секцию 24, располагается на первой границе 22A между прямой частью 14 корпуса и первой куполообразной частью 16 (на первой воображаемой окружности 32, которая должна быть описана позже), если смотреть от направления, ортогонального осевому направлению центральной оси CL основной части 12 резервуара). Однако, позиция перехода от первой армированной секции 26 ко второй армированной секции 24 не ограничивается этой позицией.
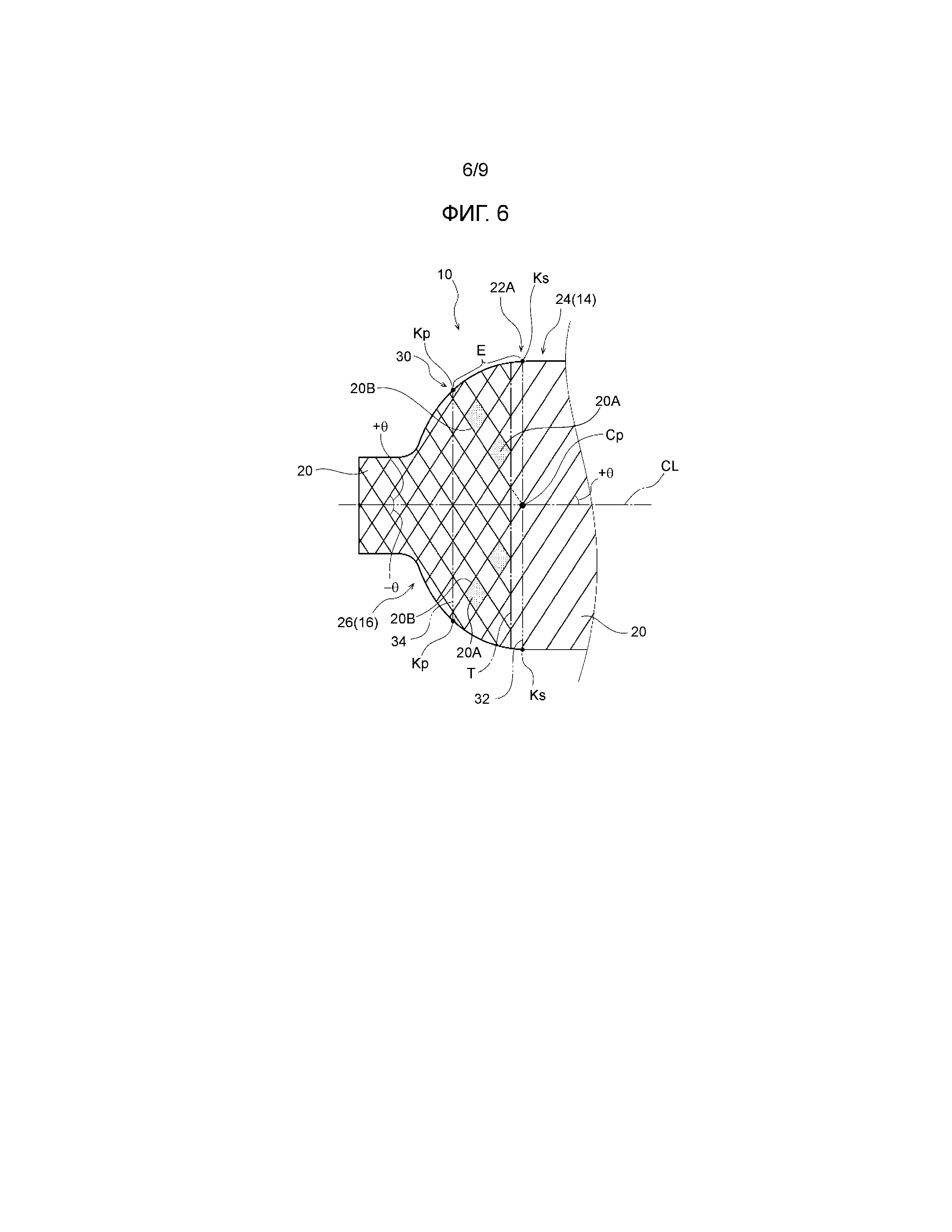
Например, как показано на фиг. 6, первая армированная секция 26 может переходить во вторую армированную секцию 24 на стороне первого осевого конца центральной оси CL от первой границы 22A между прямой частью 14 корпуса и первой куполообразной частью 16 (в позиции, указанной линией T с длинными и короткими штрихами), если смотреть от направления, ортогонального осевому направлению центральной оси CL основной части 12 резервуара. Первая граница 22A здесь ссылается на первую воображаемую окружность 32, проходящую через воображаемую пограничную точку Ks между прямой частью 14 корпуса и первой куполообразной частью 16 (точку, в которой изгиб становится нулевым).
Как показано на фиг. 5 и фиг. 6, позиция, в которой первая армированная секция 26 переходит во вторую армированную секцию 24, располагается на осевой центральной стороне от первого заданного участка 30 во внешней круговой поверхности первого полусферического участка 16A, которая определяется углом θ(±θ) намотки, относительно центральной оси CL, армирующих волокон 20, намотанных вокруг прямой части 14 корпуса, если смотреть от направления, ортогонального осевому направлению центральной оси CL основной части 12 резервуара.
Первый заданный участок 30 здесь ссылается на вторую воображаемую окружность 34, проходящую через воображаемую точку Kp пересечения между внешней круговой поверхностью первого полусферического участка 16A и краем 20B на стороне первого осевого конца армирующих волокон 20A (представлены пунктирными участками), армирующих волокон 20, намотанных под углом θ намотки, которые проходят через точку Cp пересечения между первой воображаемой окружностью 32 и центральной осью CL, если смотреть от направления, ортогонального осевому направлению центральной оси CL основной части 12 резервуара.
Таким образом, как показано на фиг. 5 и фиг. 6, позиция перехода от первой армированной секции 26 ко второй армированной секции 24 может быть любой позицией внутри области E между второй воображаемой окружностью 34 и первой воображаемой окружностью 32 (область на стороне осевого центра от первого заданного участка 30, включающая в себя первый заданный участок 30, и на стороне первого осевого конца от первой границы 22A, включающая в себя первую границу 22A). То же описание применяется к переходу от второй армированной секции 24 к третьей армированной секции 28 (не показано). В частности, вторая армированная секция 24 переходит в третью армированную секцию 28 на стороне второго осевого конца центральной оси CL от второй границы 22B между прямой частью 14 корпуса и второй куполообразной частью 18. Однако, позиция перехода не ограничивается этой позицией. Вторая армированная секция 24 может переходить в третью армированную секцию 28 на стороне осевого центра центральной оси CL от второго заданного участка во внешней круговой поверхности второго полусферического участка 18A, который определяется углом θ (±θ) намотки, относительно центральной оси CL, армирующих волокон 20, намотанных вокруг прямой части 14 корпуса.
Как показано на фиг. 2, первая куполообразная часть 16 включает в себя, в своем участке осевого центра, первый цилиндрический участок 16B, выступающий по направлению к первому осевому концу центральной оси CL основной части 12 резервуара. Вторая куполообразная часть 18 включает в себя, в своем участке осевого центра, второй цилиндрический участок 18B, выступающий по направлению ко второму осевому концу центральной оси CL основной части 12 резервуара. Например, уплотнительная пробка 46 вставляется в первый цилиндрический участок 16B, в то время как закрывающая пробка 48 вставляется во второй цилиндрический участок 18B, и клапан (не показан) присоединяется к закрывающей пробке 48.
Как показано на фиг. 7, угол α, относительно центральной оси CL, воображаемой касательной линии Kt, проходящей через конечную точку Np, на стороне первого полусферического участка 16A, первой искривленной поверхности 36 первой куполообразной части 16, продолжающейся от первого цилиндрического участка 16B до первого полусферического участка 16A, равен или меньше угла θ намотки, относительно центральной оси CL, армирующих волокон 20, намотанных вокруг прямой части 14 корпуса (α ≤ θ), если смотреть от направления, ортогонального осевому направлению центральной оси CL основной части 12 резервуара.
То же описание применяется ко второй куполообразной части 18. В частности, угол α, относительно центральной оси CL, воображаемой касательной линии Kt, проходящей через конечную точку Np, на стороне второго полусферического участка 18A, второй искривленной поверхности 38 (см. фиг. 2) второй куполообразной части 18, продолжающейся от второго цилиндрического участка 18B до второго полусферического участка 18A, равен или меньше угла θ намотки, относительно центральной оси CL, армирующих волокон 20, намотанных вокруг прямой части 14 корпуса (α ≤ θ). "Конечная точка Np" здесь включает в себя точку перегиба первой искривленной поверхности 36 и первого полусферического участка 16A и точку перегиба между второй искривленной поверхностью 38 и вторым полусферическим участком 18A.
Как показано на фиг. 8, армирующие волокна 20 наматываются вокруг внешней круговой поверхности основной части 12 резервуара посредством публично известного производственного устройства 40. Как показано на фиг. 9A и фиг. 9B, производственное устройство 40 имеет множества бобин 42, 44, размещенных в два ряда по окружности, и армирующие волокна 20, разматываемые с бобин 42, 44 в соответствующих рядах, последовательно наматываются вокруг внешней круговой поверхности первой куполообразной части 16, внешней круговой поверхности прямой части 14 корпуса и внешней круговой поверхности второй куполообразной части 18 основной части 12 резервуара, которая перемещается в осевом направлении центральной оси CL (направлении влево на фиг. 8).
Как показано на фиг. 9A, чтобы оплетать армирующие волокна 20 вокруг первой куполообразной части 16 и второй куполообразной части 18, бобины 42, соединенные вместе сплошной линией, и бобины 44, соединенные вместе воображаемой линией (линией с длинными и двойными короткими штрихами), размещаются в круговом направлении так, чтобы чередоваться друг с другом на радиально внутренней стороне и радиально внешней стороне. Производственное устройство 40 приводится в действие так, что бобины 42, соединенные вместе сплошной линией, и бобины 44, соединенные вместе воображаемой линией, перемещаются от радиально внутренней стороны к радиально внешней стороне и от радиально внешней стороны к радиально внутренней стороне, так, чтобы последовательно чередоваться друг с другом, в то время как бобины 42, 44 перемещаются в противоположных направлениях (противоположных круговых направлениях). Таким образом, сплошная линия представляет путь перемещения бобин 42, а воображаемая линия представляет путь перемещения бобин 44.
Как показано на фиг. 9B, чтобы спирально наматывать армирующие волокна 20 вокруг прямой части 14 корпуса, бобины 42, соединенные вместе сплошной линией, и бобины 44, соединенные вместе воображаемой линией, размещаются в круговом направлении, соответственно на радиально внешней стороне и радиально внутренней стороне. Производственное устройство 40 приводится в действие так, что бобины 42, соединенные вместе сплошной линией, и бобины 44, соединенные вместе воображаемой линией, перемещаются в противоположных направлениях (противоположных круговых направлениях).
Далее, будут описаны результаты резервуара 10 высокого давления, сконфигурированного, как было описано выше.
Как показано на фиг. 8, фиг. 9A и фиг. 9B, резервуар 10 высокого давления согласно этому варианту осуществления формируется, когда армирующие волокна 20 наматываются вокруг внешней круговой поверхности основной части 12 резервуара. В частности, армирующие волокна 20 последовательно разматываются с бобин 42, 44, и, сначала, армирующие волокна 20 оплетаются вокруг внешней круговой поверхности первой куполообразной части 16, чтобы формировать первую армированную секцию 26 (первый этап).
Таким образом, армирующие волокна 20 менее вероятно должны скользить поверх внешней круговой поверхности первой куполообразной части 16, так что нет необходимости наматывать армирующие волокна 20 под таким углом намотки, что армирующие волокна 20 проходят вдоль геодезической линии (по кратчайшему пути). При производстве резервуара 10 высокого давления, следовательно, допускается гибкость в задании угла, под которым армирующие волокна 20 наматываются вокруг основной части 12 резервуара (прямой части 14 корпуса), и желаемая прочность может быть достигнута посредством требуемого минимального количества армирующих волокон 20. В результате, стоимость производства и масса резервуара 10 высокого давления могут быть удержаны на низком уровне.
Когда оплетка армирующих волокон 20 вокруг внешней круговой поверхности первой куполообразной части 16 была завершена, затем, армирующие волокна 20 спирально наматываются вокруг внешней круговой поверхности прямой части 14 корпуса, чтобы формировать вторую армированную секцию 24 (второй этап). Переход от оплетки в первой куполообразной части 16 к спиральной обмотке в прямой части 14 корпуса выполняется в области E между второй воображаемой окружностью 34 (первый заданный участок 30) и первой воображаемой поверхностью 32 (первая граница 22A).
Здесь, вторая воображаемая окружность 34 включает в себя воображаемую точку Kp пересечения, которая определяется оптимальным углом θ намотки армирующих волокон 20 для прямой части 14 корпуса. В области E, следовательно, армирующие волокна 20 могут переходить плавно от оплетки к спиральной намотке под тем же углом θ намотки. Таким образом, армирующие волокна 20 наматываются с хорошей непрерывностью от внешней круговой поверхности первого полусферического участка 16A к внешней круговой поверхности прямой части 14 корпуса, что может улучшать выработку резервуара 10 высокого давления.
В первой куполообразной части 16 угол α, относительно центральной оси CL, воображаемой касательной линии Kt, проходящей через конечную точку Np, на стороне первого полусферического участка 16A, первой искривленной поверхности 36, продолжающейся от первого цилиндрического участка 16B до первого полусферического участка 16A, равен или меньше угла θ намотки, относительно центральной оси CL, армирующих волокон 20, намотанных вокруг прямой части 14 корпуса (см. фиг. 7).
Таким образом, легко наматывать армирующие волокна 20 вокруг внешней круговой поверхности первого полусферического участка 16A под тем же углом θ намотки, что и вокруг внешней круговой поверхности прямой части 14 корпуса, так что армирующие волокна 20 наматываются с лучшей непрерывностью от внешней круговой поверхности первого полусферического участка 16A к внешней круговой поверхности прямой части 14 корпуса. В результате, выработка резервуара 10 высокого давления может быть дополнительно улучшена.
Поскольку спиральная намотка вместо оплетки используется для прямой части 14 корпуса, требуемое количество армирующих волокон 20 может быть уменьшено по сравнению с тем, если оплетка используется также для прямой части 14 корпуса. Таким образом, стоимость производства и масса резервуара 10 высокого давления может быть дополнительно удержана на низком уровне. Кроме того, поскольку армирующие волокна 20, таким образом, не изгибаются в прямой части 14 корпуса, прочность второй армированной секции 24, которая наиболее требует прочности, может быть надлежащим образом обеспечена (Прямая часть 14 корпуса может быть надлежащим образом армирована).
Когда спиральная намотка армирующих волокон 20 вокруг внешней круговой поверхности прямой части 14 корпуса была завершена, затем, армирующие волокна 20 оплетаются вокруг внешней круговой поверхности второй куполообразной части 18, чтобы формировать третью армированную секцию 28 (третий этап). Таким образом, армирующие волокна 20 менее вероятно должны скользить поверх внешней круговой поверхности второй куполообразной части 18, так что нет необходимости наматывать армирующие волокна 20 под таким углом намотки, что армирующие волокна 20 проходят вдоль геодезической линии (по кратчайшему пути).
В результате, снова, стоимость производства и масса резервуара 10 высокого давления могут быть удержаны на низком уровне. Переход от спиральной намотки в прямой части 14 корпуса к оплетке во второй куполообразной части 18 также выполняется в области второй куполообразной части 18 между первой воображаемой окружностью (вторая граница 22B), аналогичной первой воображаемой окружности 32, и второй воображаемой окружностью (второй заданный участок), аналогичной второй воображаемой окружности 34.
Как и с первой куполообразной частью 16, вторая воображаемая окружность второй куполообразной части 18, аналогичная второй воображаемой окружности 34, включает в себя воображаемую точку пересечения, которая определяется оптимальным углом θ намотки армирующих волокон 20 для прямой части 14 корпуса. В вышеупомянутой области, следовательно, армирующие волокна 20 могут переходить плавно от спиральной намотки к оплетке под тем же углом θ намотки. Таким образом, армирующие волокна 20 наматываются с хорошей непрерывностью от внешней круговой поверхности прямой части 14 корпуса к внешней круговой поверхности второго полусферического участка 18A, что может улучшать выработку резервуара 10 высокого давления.
Как и в первой куполообразной части 16, так и во второй куполообразной части 18, угол, относительно центральной оси CL, воображаемой касательной линии, проходящей через конечную точку, на стороне второго полусферического участка 18A, второй искривленной поверхности 38, продолжающейся от второго цилиндрического участка 18B до второго полусферического участка 18A, равен или меньше угла θ намотки, относительно центральной оси CL, армирующих волокон 20, намотанных вокруг прямой части 14 корпуса.
Таким образом, легко наматывать армирующие волокна 20 вокруг внешней круговой поверхности второго полусферического участка 18A под тем же углом θ намотки, что и вокруг внешней круговой поверхности прямой части 14 корпуса, так что армирующие волокна 20 наматываются с лучшей непрерывностью от внешней круговой поверхности прямой части 14 корпуса к внешней круговой поверхности второго полусферического участка 18A. В результате, выработка резервуара 10 высокого давления может быть дополнительно улучшена.
Угол θ намотки армирующих волокон 20, намотанных вокруг прямой части 14 корпуса, находится в диапазоне 54,7 градусов ± 10 градусов. Это значение "54,7 градусов" является углом (углом равновесия), полученным от механического напряжения, возникающего, когда предварительно определенное внутреннее давление действует на прямую часть 14 корпуса. Дополнительно, "± 10 градусов" является допуском, разрешенным при фактической намотке армирующих волокон 20. Таким образом, прямая часть 14 корпуса армируется более надлежащим образом, по сравнению с тем, если угол θ намотки армирующих волокон 20, намотанных вокруг прямой части 14 корпуса, не находится в диапазоне 54,7 градусов ± 10 градусов.
Когда армирующие волокна 20 были, таким образом, намотаны вокруг основной части 12 резервуара и первой армированной секции 26, второй армированной секции 24 и третьей армированной секции 28, были сформированы, армирующие волокна 20, формирующие первую армированную секцию 26, вторую армированную секцию 24 и третью армированную секцию 28, пропитываются термоотверждающейся смолой и затем нагреваются для отверждения термоотверждающейся смолы. В результате, может быть изготовлен резервуар 10 высокого давления, который имеет отличное сопротивление коррозии, может достигать уменьшения веса и уменьшения стоимости и является легким для транспортировки и обращения.
В то время как резервуар 10 высокого давления согласно варианту осуществления был описан выше на основе чертежей, резервуар 10 высокого давления согласно варианту осуществления не ограничивается резервуаром, показанным на чертежах, и изменения конструкции могут быть надлежащим образом выполнены в нем в рамках сути настоящего изобретения. Например, основная часть 12 резервуара не ограничивается основной частью, выполненной из жидкокристаллической смолы.
Например, основная часть 12 резервуара может быть выполнена из другой синтетической смолы, имеющей свойство газового барьера, такой как полиэтилен высокой плотности, или может быть выполнена из легкого металла, такого как сплав алюминия. Кроме того, основная часть 12 резервуара не ограничивается основной частью, произведенной формованием с раздувом, и может вместо этого быть произведена посредством инжекционного формования и т.д.
Реферат
Резервуар высокого давления включает в себя: основную часть резервуара, имеющую цилиндрическую прямую часть корпуса, и куполообразные части, соответственно включающие в себя полусферические участки, которые имеют полусферические формы и целиком формируются на каждом конце прямой части корпуса; первую армированную секцию, сформированную посредством намотки армирующих волокон вокруг внешней круговой поверхности одной куполообразной части так, что армирующие волокна переплетаются друг с другом; вторую армированную секцию, сформированную посредством намотки армирующих волокон спирально вокруг внешней круговой поверхности прямой части корпуса, непрерывно от первой армированной секции; и третью армированную секцию, сформированную посредством намотки армирующих волокон вокруг внешней круговой поверхности другой куполообразной части, так что армирующие волокна переплетаются друг с другом, непрерывно от второй армированной секции. Техническим результатом изобретения является обеспечение прочности резервуара меньшим количеством армирующих волокон, снижение стоимости производства. 2 н. и 9 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Баллон высокого давления
Комментарии