Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания - RU2532652C2
Код документа: RU2532652C2
Чертежи
Описание
Изобретение относится к способу и устройству для изготовления поршня для двигателя внутреннего сгорания, а также к поршню для двигателя внутреннего сгорания.
Поршни для двигателей внутреннего сгорания, если они предназначены для дизельных двигателей, изготавливают почти на сто процентов посредством гравитационного кокильного литья. Далее, это распространяется на большинство поршней для бензиновых двигателей. В рамках разработки все меньших, но одновременно более мощных двигателей постоянно повышаются усилия сжатия. Это означает большие нагрузки на первое поршневое кольцо и первую кольцевую канавку поршня, в котором оно установлено. В частности, высоконагруженные поршни для бензиновых двигателей в будущем должны быть снабжены износостойким защитным армированием, чтобы улучшить продолжительность службы и улучшить эксплуатационные характеристики поршней и поршневых колец.
В области поршней для бензиновых двигателей известны предэксплуатационные меры, которые обеспечивают локальное армирование высоконагруженной первой кольцевой канавки электрически нанесенным слоем оксида алюминия, призванного противостоять высоким удельным давлениям и вызывающим износ нагрузкам в первой кольцевой канавке.
В поршнях для дизельных двигателей это уже является стандартом и заливка вставок для поршневых колец, очевидно, может потребоваться для поршней в бензиновых двигателях, что, однако, представляется очень трудоемким с технической точки зрения. В соответствующей области, в частности, для поршней дизельных двигателей, которые обычно имеют канал охлаждения, далее известно, что вставку для поршневого кольца, которая комбинируется с каналом охлаждения, вручную загружают в кокиль. В соответствии с так называемым альфин-процессом, перед загрузкой в кокиль ее могут погружать в жидкий алюминий и, таким образом, при заливке она полностью смачивается частично затвердевшим алюминием. Это означает особенно хорошую металлическую связь между вставкой для поршневого кольца и окружающим материалом поршня. Канал охлаждения может иметь формовочный стержень, в частности из соли, который после затвердевания поршневой заготовки может вымываться.
Из DE 19807176 С2 известен способ изготовления поршня для двигателя внутреннего сгорания согласно ограничительной части пункта 1 формулы изобретения, согласно которому зону самой верхней кольцевой канавки и канала охлаждения вначале протачивают, затем закрывают напряженным радиально внутрь закрывающим кольцом, так что на оставшуюся после этого канавку, из которой позже изготавливают кольцевую канавку, наносят, например, термическим напылением покрытие.
Согласно DE 19649363 С2 соответствующая зона образована плавильным стержнем, внешнее кольцо которого затем удаляют, чтобы эту зону заполнить упрочняющим материалом. После этого удаляют также и внутреннюю зону плавильного стержня, чтобы образовать канал охлаждения.
В ЕР 1536175 А1 описывается поршень, в котором в верхней части имеется выемка, которая для создания канала охлаждения закрыта монолитным или состоящим из нескольких частей закрывающим элементом.
Из DE 102004003980 А1 известен способ изготовления закрытого канала охлаждения поршня из кованой стали, в котором вначале просверливают радиально обращенное наружу окружное отверстие, которое затем закрывают двумя полукруглыми элементами.
В WO 82/03814 А1 речь идет о способе изготовления поршня, в котором зону канавки для поршневого кольца вначале обрабатывают резанием, а затем для создания сплавной зоны обрабатывают электронным или лазерным лучом. Из обработанной таким образом зоны изготавливают позже канавку для поршневого кольца.
Наконец, в DE 102005047035 В3 описывается способ изготовления поршня для двигателя внутреннего сгорания, в котором лишь канал охлаждения заполняют удаляемой массой, а внешнюю радиальную канавку, из которой позже получают первую кольцевую канавку, заполняют упрочняющим материалом. После этого упомянутую массу удаляют, так что остается кольцевой канал охлаждения.
Задача изобретения состоит в том, чтобы создать способ и устройство для изготовления поршня для двигателя внутреннего сгорания, который позволяет особенно эффективно изготовить такой поршень и, кроме того, он соответствует предъявляемым к нему требованиям. Далее предполагается создать соответствующий поршень.
Решение этой задачи осуществляется прежде всего за счет способа, описанного в пункте 1 формулы изобретения.
Соответственно, для изготовления поршня для двигателя внутреннего сгорания вначале протачивают зону, которая в готовом поршне имеет канал охлаждения и канавку для поршневого кольца, а затем перекрывают или замыкают будущий канал охлаждения. На «замок» наносят материал для приема поршневого кольца. Таким образом, согласно изобретению предоставляется способ изготовления поршня, в котором вначале выполняют в поршне проточку для образования будущего канала охлаждения и для приема материала, в котором позднее образуют канавку для поршневого кольца, затем упомянутый канал охлаждения перекрывают вставкой для поршневого кольца, отличающийся тем, что в качестве указанной вставки используют: проволочный материал, который вводят в проточку с такой длиной, которая превышает необходимую для перекрытия канала охлаждения одного отдельного поршня длину, а излишнюю длину которого при необходимости удаляют, и материал, который наносят на проволочный материал. Иными словами, в рамках способа предоставляют индивидуально не подогнанные по своему размеру кольца или тому подобное, а проволочный материал может, например, непрерывно сматываться с ролика, вводиться в проточку таким образом, что перекрывает канал охлаждения, и при достижении достаточной длины проволочный материал может быть отрезан. Вышеназванные и позже многократно упомянутые предпочтительные этапы осуществления способа могут быть автоматизированы, так что изготовление заявленного поршня представляется исключительно простым.
Зона, которая в готовом поршне имеет канал охлаждения и канавку для поршневого кольца, может быть проточена уже при литье или предварительно подготавливаться соответствующим образом. В дальнейшем как в отношении геометрии канала охлаждения, так и в отношении геометрии, предусмотренной для упрочняющего материала и служащего для вставки для поршневого кольца материала канавки, предъявляются небольшие требования. Канал охлаждения может быть симметричным относительно плоскости перпендикулярно оси поршня и посредине перекрывающего материала, однако он может также находиться преимущественно ниже указанной плоскости и его верхняя кромка может находиться на высоте верхней кромки перекрывающего материала. Далее, для канала охлаждения, в его проходящей к оси поршня и, соответственно, к возможной полости камеры сгорания области допустимо, чтобы его геометрия была подогнана к форме полости камеры сгорания. Например, между полостью камеры сгорания и каналом охлаждения может оставаться материал с постоянной вдоль оси поршня толщиной.
В любом случае, за счет предоставления перекрывающего канал охлаждения проволочного материала большой длины, то есть за счет предпочтительно непрерывного, относительно необходимой для отдельного поршня длины, «бесконечного» предоставления, может быть обеспечена высокая степень автоматизации и, в частности, могут оказаться излишними необходимые до сих пор, осуществляемые вручную рабочие этапы, такие как предварительная обработка и альфинирование втулок для поршневых колец, а также вкладка их, а также формовочных стержней в кокиль и вымывание или извлечение формовочных стержней из формы.
Предпочтительные усовершенствования способа согласно изобретению описываются в зависимых пунктах формулы изобретения.
Особенно эффективно может быть реализован, как упомянуто выше, заявленный способ тем, что перекрывающий канал охлаждения проволочный материал непрерывно сматывают с ролика.
Для размещения проволочного материала таким образом, что он перекрывает канал охлаждения, особенно предпочтительным оказалось геометрически замыкаемое размещение, например, путем зажима.
Далее, предварительно выбранная в этой связи форма проволоки, которая, например, как материал массового использования предлагает преимущества в отношении материальных затрат, может быть деформирована при размещении для перекрытия канала охлаждения.
В отношении формы поперечного сечения проволоки в настоящее время отдается предпочтение эллиптическому, прямоугольному или трапецеидальному поперечному сечению, так как такие поперечные сечения позволяют ожидать преимущества при закреплении в узком месте между каналом охлаждения и внешней радиальной канавкой. Однако допустимы также любые другие геометрические формы проволоки.
Для, в частности, замыкаемого материалом соединения между перекрывающим проволочным материалом и материалом поршня и/или упрочняющим материалом, который предпочтительно размещают на перекрывающем проволочном материале, чтобы затем вырабатывать кольцевую канавку, выгодным представляется предпочтительно локально ограниченный и предпочтительно индуктивный нагрев.
Особенно предпочтителен в этом случае нагрев непосредственно ниже точки плавления материала проволоки или основного материала поршня, чтобы, во-первых, не усложнять способ изготовления неизбежными манипуляциями с расплавленным материалом и одновременно, в металлургическом аспекте, создать условие для особенно хорошего соединения между вышеназванными материалами.
Как уже сказано, в рамках заявленного способа на перекрывающий проволочный материал методом напыления наносят упрочняющий материал.
В этой связи особые преимущества создаются, если одновременно или последовательно наносят, по меньшей мере, два различных материала, которые предоставляются предпочтительно непрерывно в виде проволоки и соотношение смешивания которых регулируется, например, различными диаметрами проволоки и/или различными скоростями подачи.
В частности, ожидаются особенно хорошие свойства, если в качестве материалов комбинируют сплав AlSi с нелегированной сталью и/или соотношение смешивания между двумя различными материалами находится в интервале 60-70 к 30-40. Названные в двух предыдущих абзацах меры являются независимыми от других признаков заявки и преимущественными, но могут комбинироваться с ними.
Решение вышеназванной задачи осуществляется за счет устройства для изготовления поршня для двигателя внутреннего сгорания, содержащего приспособление для выполнения в поршне проточки для образования будущего канала охлаждения и канавки для поршневого кольца, приспособление для нанесения перекрытия на канал охлаждения и приспособление для ввода в проточку проволочного материала с длиной, которая превышает необходимую для перекрытия канала охлаждения одного отдельного поршня длину, приспособление для нанесения материала на проволочный материал и приспособление для удаления излишней длины проволочного материала. При этом в случае приспособления для ввода проволочного материала речь может идти, например, о приспособлении для сматывания проволоки.
Для размещения проволочного материала таким образом, что он перекрывает канал охлаждения, согласно первому замыслу особенно предпочтительным оказался накатный (накатывающий рифление) инструмент, например в форме ролика, который может дополнительно деформировать размещенную проволоку.
Другие приспособления соответствуют по существу тем, которые требуются для реализации вышеназванных этапов способа. Для максимально возможной, всесторонней автоматизации можно комбинировать в одной машине, например, приспособления для размещения проволочного материала и для его нагрева, а также для термического напыления упрочняющего материала.
Решение вышеназванной задачи осуществляется, наконец, за счет описанного в пункте 17 формулы изобретения поршня, который характеризуется каналом охлаждения, упрочняющим материалом для приема поршневого кольца, а также перекрывающим материалом между каналом охлаждения и упрочняющим материалом, состоящим из непрерывно смотанного с ролика проволочного материала и при размещении деформируется и/или затем вышеописанным образом нагревается.
Ниже изобретение поясняется более детально на основе представленных на чертежах в виде примера вариантов осуществления. При этом показаны:
Фиг.1 - вид в разрезе верхней боковой зоны поршневой заготовки;
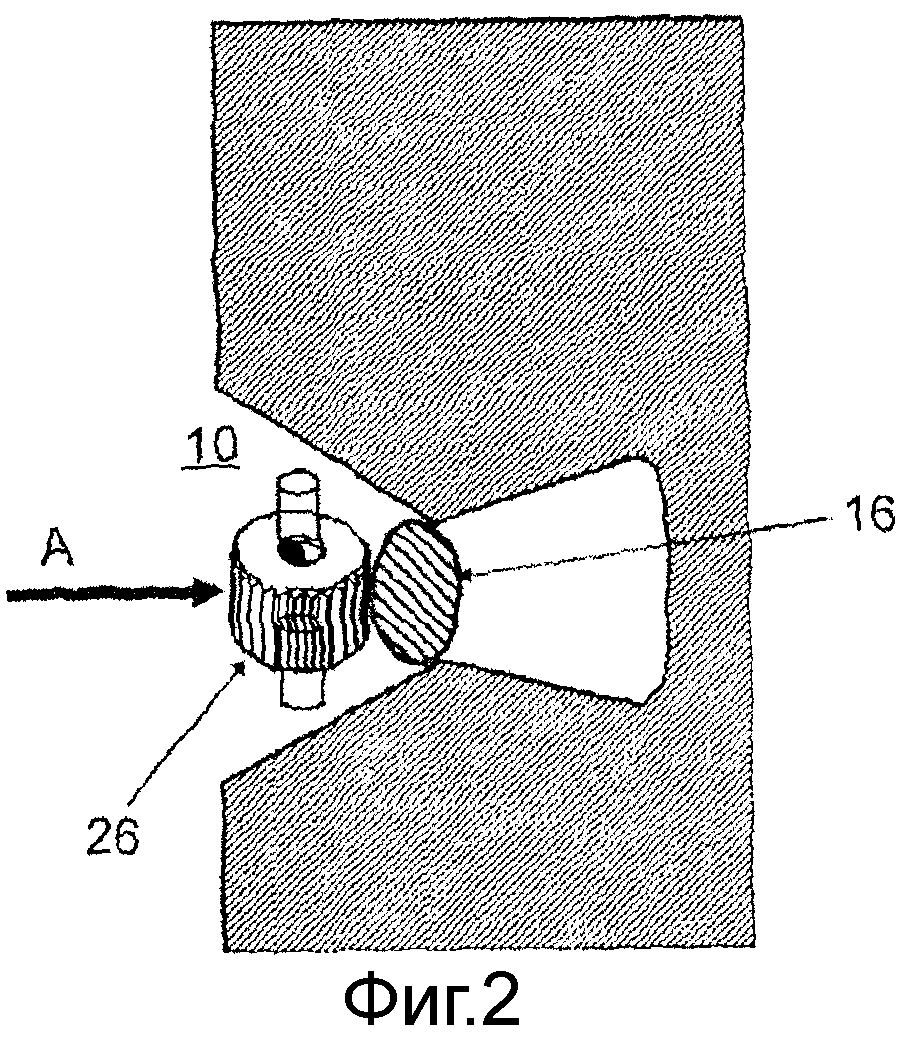
Фиг.2 - зона с фиг.1 с введенным проволочным материалом и накатным инструментом;
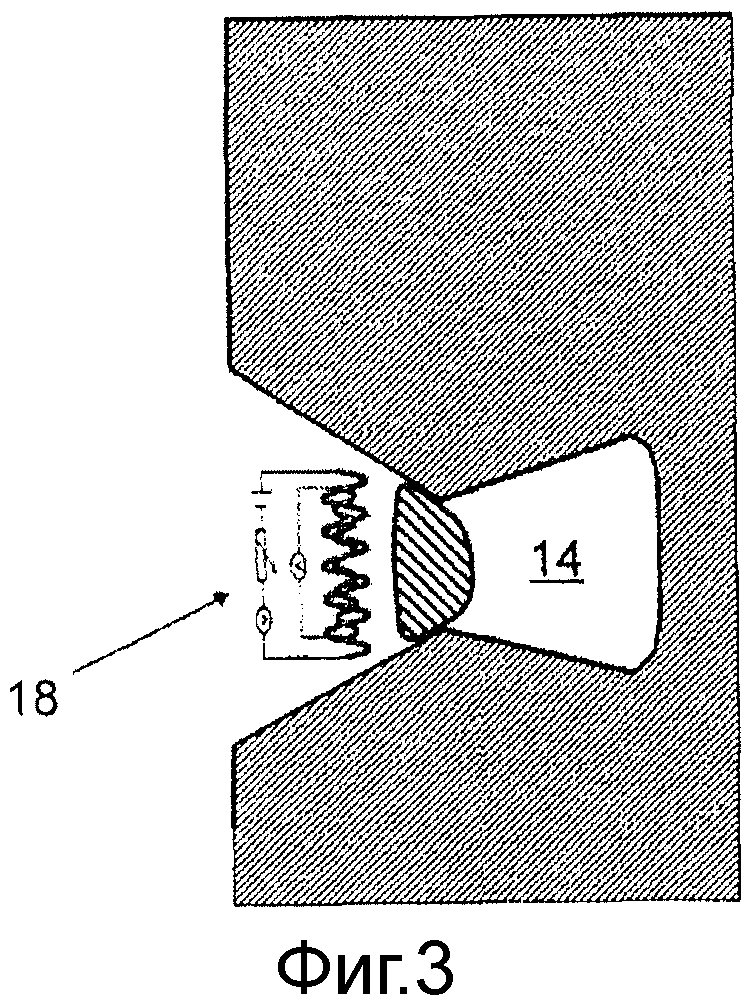
Фиг.3 - зона с фиг.2 с деформированным проволочным материалом и нагревательным приспособлением;
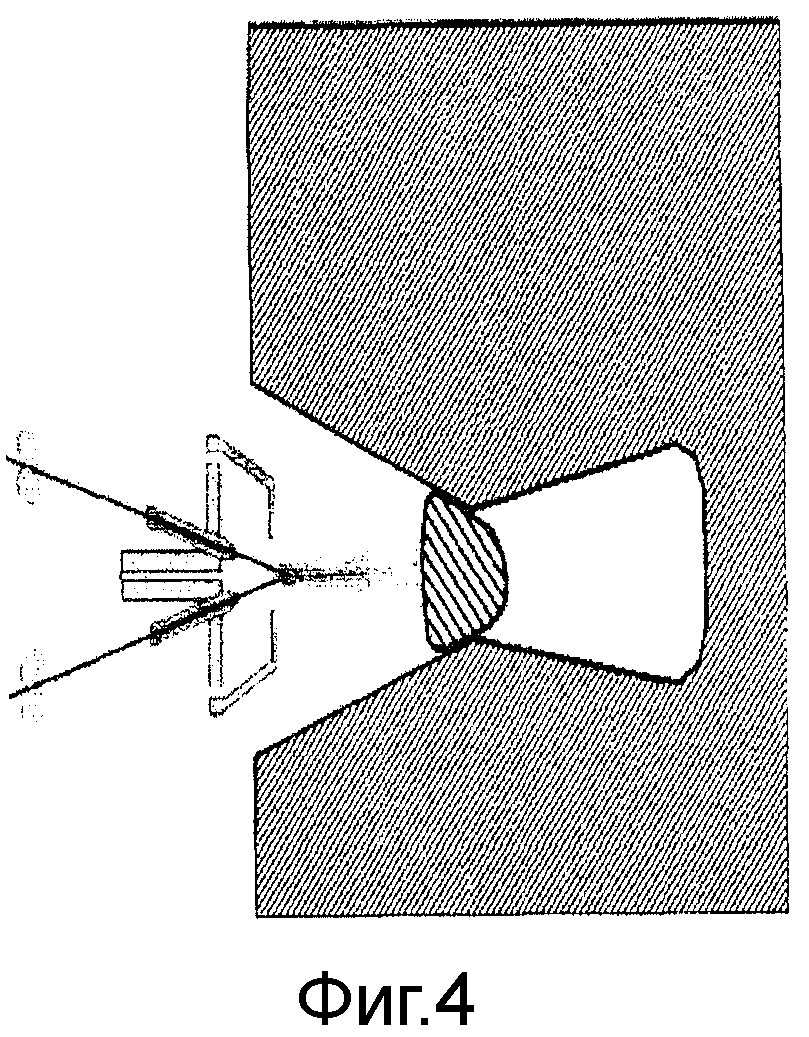
Фиг.4 - зона с фиг.3 при размещении упрочняющего материала;
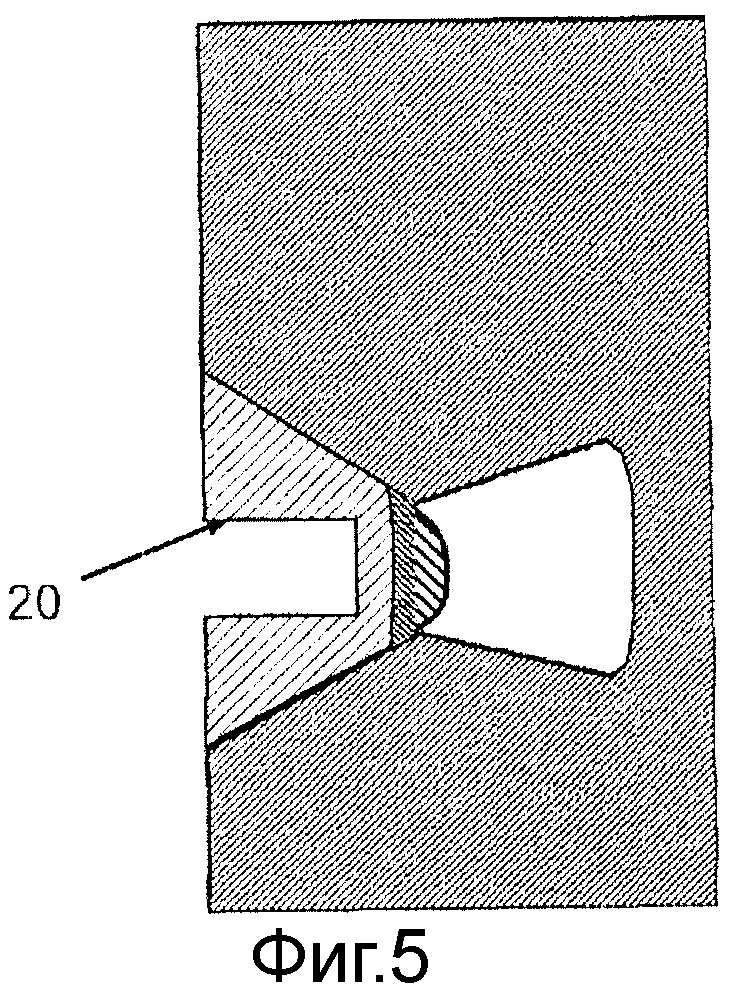
Фиг.5 - зона с фиг.1-4 в окончательно обработанном состоянии;
Фиг.6 - зона с фиг.5 в другом варианте осуществления;
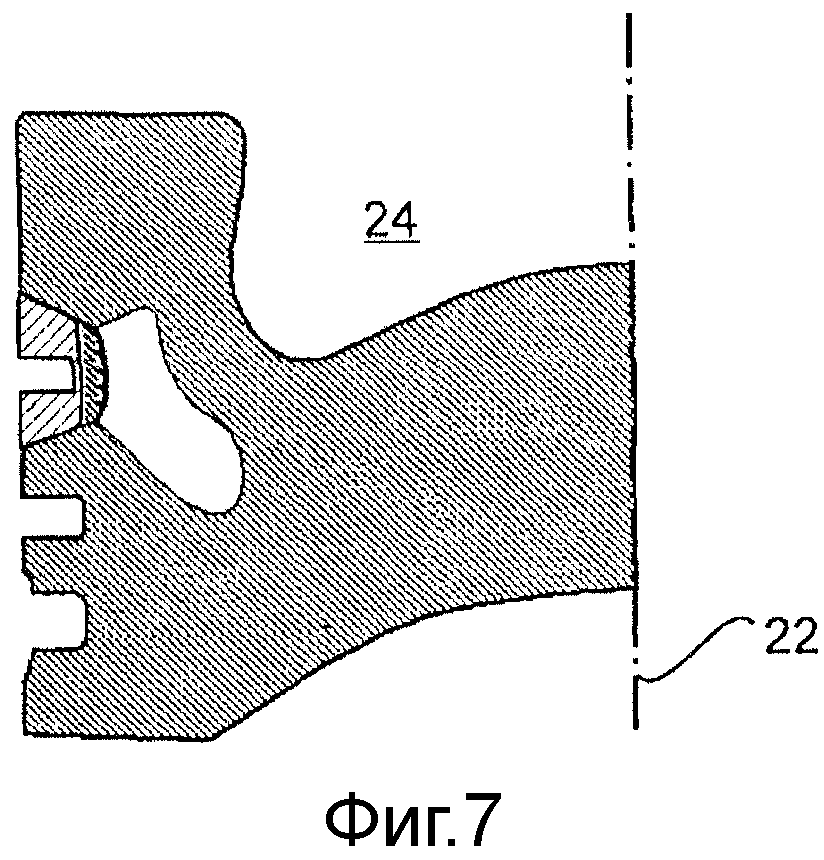
Фиг.7 - зона с фиг.5 в другом варианте осуществления; и
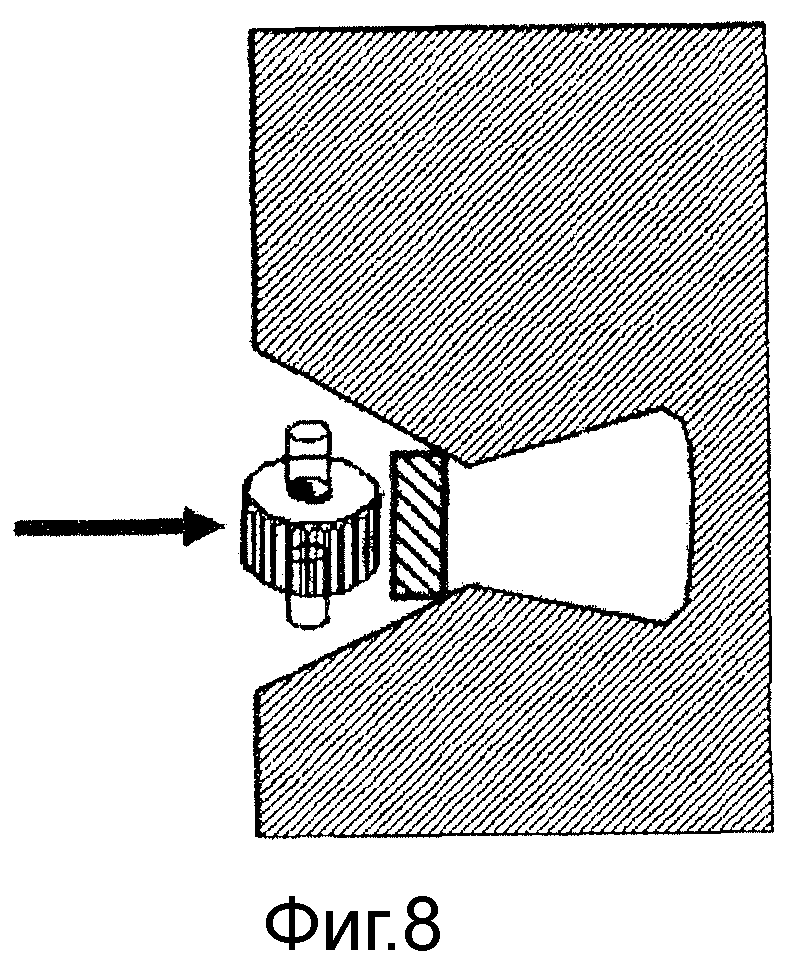
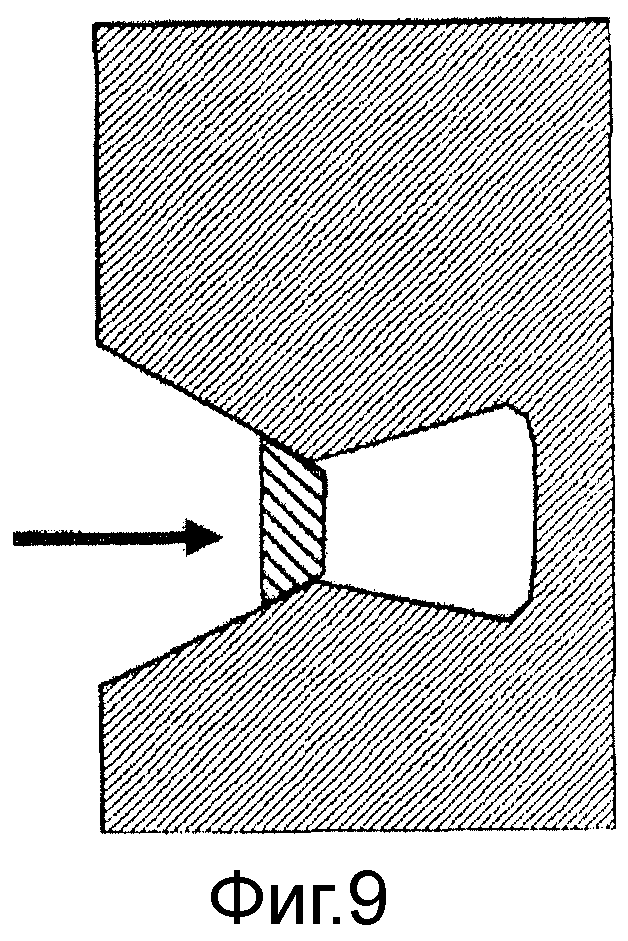
Фиг.8 и 9 - положение с фиг.2 с альтернативными геометрическими формами проволоки.
На фиг.1 показана в разрезе зона поршневой заготовки, которая расположена вблизи днища поршня (на фиг.1 вверху) и внешней стороны поршня. Показанная открытая к внешней стороне (на фиг.1 слева) трапецеидальная канавка 10 в показанном примере осуществления, как поясняется ниже более подробно, заполнена упрочняющим материалом и затем снабжена канавкой для установки самого верхнего поршневого кольца. Указанная канавка 10 проходит к узкому месту 12, от которого отходит другая предусмотренная расширяющаяся к оси поршня (на фиг.1 справа) канавка 14, которая в показанном примере также трапецеидальная. Эта канавка 14, как поясняется позже более подробно, замыкается в ходе реализации способа согласно изобретению и образует в готовом поршне канал охлаждения. В показанном примере обе канавки 10, 14 находятся относительно плоскости перпендикулярно оси поршня и, по существу, симметрично примерно посредине узкого места 12. Однако в дальнейшем поясняются альтернативные формы осуществления, в которых представлен другой вариант расположения.
Как показано на фиг.2, в рамках способа согласно изобретению, проволочный материал 16 вводят в канавку 10 таким образом, что в узком месте 12 он размещается с геометрическим замыканием. В примере с фиг.2 проволочный материал 16 имеет, по существу, эллиптическое поперечное сечение, при этом более длинная главная ось несколько превышает размер узкого места 12, так что обеспечивается описанное закрепление. Это может быть осуществлено, в частности, прижатием в направлении стрелки А и, например, посредством соответствующего накатного инструмента 26. В показанном примере накатный инструмент 26, по существу, цилиндрический и имеет рифленую внешнюю поверхность, которая может быть выполнена несколько вогнутой. Накатный инструмент 26 может быть выполнен также, по существу, цилиндрическим, или выпуклым наружу, иными словами бочкообразным. Альтернативно накатный инструмент 26 может быть изготовлен в форме усеченного конуса. Как показано на фиг.8 и 9, могут использоваться другие геометрии проволоки в виде в значительной мере прямоугольного поперечного сечения или трапецеидального поперечного сечения, при этом более широкая сторона обращена наружу.
Как вытекает из фиг.3, предусмотренный для закрытия канавки 14 канала охлаждения проволочный материал за счет прижатия может быть несколько уплощенным с внешней стороны. На фиг.3 показано дополнительно, что проволока может быть нагрета нагревательным приспособлением 18, которое может быть выполнено, например, индуктивным.
Далее, как показано на фиг.4, упрочняющий материал может быть размещен, например, на проволочный материал 16 термическим напылением, чтобы создать в этой зоне условия для долговременного и надежного приема в ней самого верхнего поршневого кольца. С этой целью, как показано в конечном результате на фиг.5, внешняя канавка предпочтительно полностью заполнена упрочняющим материалом и затем на цилиндрической внешней поверхности поршня окончательно обработана таким образом, что находится, по существу, заподлицо с ней. Вслед за этим осуществляется приработка канавки 20 для поршневого кольца.
На фиг.6 показана альтернативная геометрия канавки 14 для канала охлаждения, при этом последняя проходит от верхней кромки узкого места 12, то есть в окончательно обработанном поршне от верхней кромки проволочного материала 16, вниз и в показанном здесь варианте осуществления выступает, в частности, за нижний край наружной канавки 10. В показанном примере канавка 14 канала охлаждения на своей верхней стороне, по существу, плоская и изогнута на своей нижней стороне.
На фиг.7 показан другой альтернативный вариант осуществления канавки 14 канала охлаждения, которая в зоне выше средней точки узкого места 12 представлена аналогично варианту осуществления с фиг.1-5, но в своей нижней зоне проходит наклонно вниз и в направлении оси 22 поршня, так что происходит подгонка к геометрии полости 24 камеры сгорания. В частности, обращенная к оси 22 поршня зона канавки 14 канала охлаждения может быть выполнена, например изогнута, таким образом, что между канавкой 14 канала охлаждения и полостью 24 камеры сгорания остается «перемычка», по существу, неизменной толщины и/или ближе всего подходящая к оси поршня зона канала охлаждения удалена на приблизительно одинаковое или на меньшее расстояние от оси 22 поршня, чем расстояние от оси 22 поршня в наиболее удаленном месте полости камеры сгорания.
Реферат
Группа изобретений включает способ изготовления поршня для двигателя внутреннего сгорания, устройство для его осуществления и поршень для двигателя внутреннего сгорания, изготовленный упомянутым способом. При изготовлении поршня вначале выполняют в нем проточку для образования будущего канала (14) охлаждения и канавку для поршневого кольца. Затем канал (14) охлаждения перекрывают проволочным материалом, имеющим длину, превышающую длину, необходимую для перекрытия одного отдельного поршня, а излишнюю длину проволочного материала удаляют. Устройство для изготовления поршня содержит приспособление для нанесения перекрытия на канал охлаждения и приспособление для подачи проволочного материала с длиной, которая превышает длину, необходимую для одного отдельного поршня. Готовый поршень имеет канал (14) охлаждения, перекрытый вставкой для поршневого кольца в виде непрерывно смотанного с ролика проволочного материала. Изобретения обеспечивают получение поршня для двигателя внутреннего сгорания, соответствующего всем предъявляемым к нему требованиям. 3 н. и 14 з.п. ф-лы, 9 ил.
Формула
проволочный материал (16), который вводят в проточку с такой длиной, которая превышает необходимую для перекрытия канала (14) охлаждения одного отдельного поршня длину, а излишнюю длину которого при необходимости удаляют, и
материал, который наносят на проволочный материал (16).
Комментарии