Способ точной лазерной резки полотна ленты и устройство для его осуществления - RU2710397C2
Код документа: RU2710397C2
Чертежи
Описание
Настоящее изобретение относится к способу точной лазерной резки полотна ленты и устройству для осуществления этого способа.
В известных намоточных способах, лента сматывается с рулона, проходит через выпрямляющий блок роликов, и режется с образованием полотна (листа), который подвергается операциям лазерной резки для получения готового изделия.
Этот способ, однако, ненадежен в плане точности, из-за геометрических характеристик и действующих допусков по рулону и его непредсказуемого положения в машине, таких как выгибание, искривление или вздутие, и нельзя всегда заранее быть уверенным в том, что операция лазерной резки точно соответствует положению/размерам ленты, и/или какой-либо предварительной обработке ленты/перфорации на ней.
Задача настоящего изобретения заключается в преодолении этих недостатков, посредством подтверждения того, что позиционирование листа/ленты, покоящейся на ремне конвейера внутри секции резки, относительно её идеального положения, для которого операции резки и программировались, будет таким, чтобы осуществить эти запрограммированные операции с учётом любых смещений листа/ленты и/или точно соответствовать любой уже имевшей место обработке.
Эта задача решается в соответствии с настоящим изобретением посредством способа, описанного в пункте 1 формулы изобретения.
Настоящее изобретение дополнительно разъясняется здесь со ссылкой на сопроводительные чертежи, на которых:
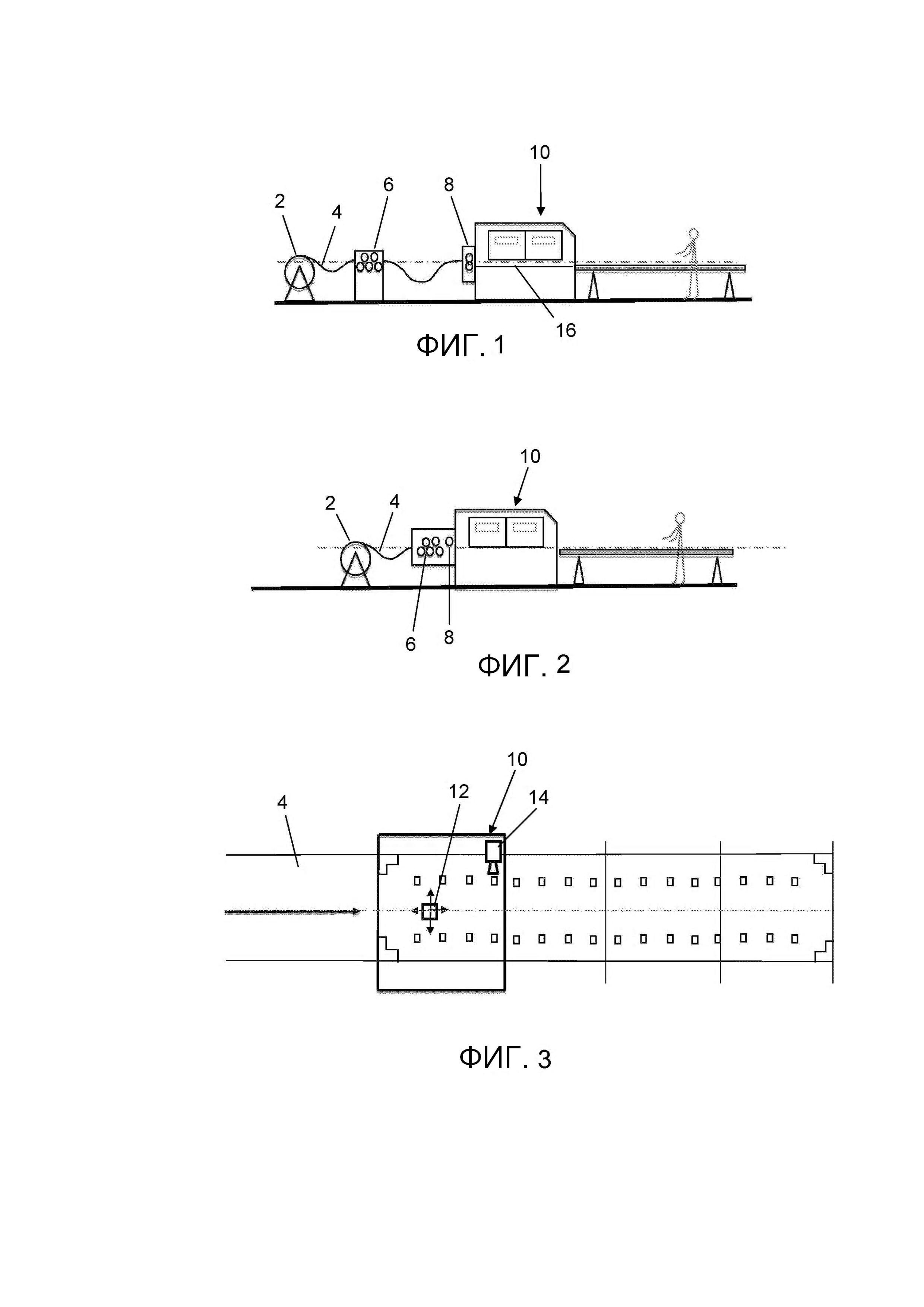
Фигура 1 (Fig.1) – это схематический вид сбоку устройства для осуществления способа в соответствии с настоящим изобретением,
Фигура 2 (Fig.2) показывает второй вариант осуществления,
Фигура 3 (Fig.3) – это вид сверху, показывающий последовательность операций с осуществлением в пределах области резки лазерной головки.
Как можно видеть из фигур, для реализации способа, в соответствии с настоящим изобретением, используется устройство, показанное на фигуре 1, которое содержит рулон 2 для подачи мотка (полотна) ленты 4 на выпрямляющий блок 6 роликов и затем на подающий механизм 8, который подает её в секцию 10 лазерной резки.
Секция резки 10 содержит режущую головку 12, которая является подвижной, в соответствии с традиционной системой прямоугольных координат, и по продольной оси секции (ось X) и по поперечной оси секции (ось Y). В секции установлена видеосистема 14.
В модифицированном варианте осуществления, не показанном на чертежах, видеосистема 14 и режущая головка 12 неподвижны относительно друг друга.
Имеется компьютерная программа, предназначенная для видеосистемы 14, которая заставляет режущую головку 12 перемещаться в пределах секции 10 при помощи центра управления (не показано на чертежах).
В секции 10 имеется ремень 16 конвейера для продвижения ленты, например, по типу «кровати факира».
Устройство, в соответствии с настоящим изобретением, работает следующим образом: центр управления получает координаты по чертежу CAD/CAM с учетом полотна ленты для обработки, с длиной Lu и шириной Le. В последующем описании, передняя кромка – самая близкая к выходу секции резки.
Видеосистема 14 устанавливается в положение, в соответствии с выходным концом секции 10 резки. Полотно ленты 4, покидает рулон 2 и проходит через выпрямляющий блок 6 роликов, а затем подается в секцию 10 резки, в которой лента продвигается до тех пор, пока видеосистема 14 не идентифицирует переднюю кромку ленты. Затем центр управления останавливает конвейер 16, и видеосистема 14 направляет в центр управления координаты точки на этой передней кромке X1, Y1, в эталонной системе прямоугольных координат машины. При том, что полотно ленты неподвижно, видеосистема 14 располагается в положении, в соответствии с продольной кромкой ленты для определения на ней двух точек с координатами X2,Y2 и X3,Y3, соответственно, в эталонной системе прямоугольных координат машины, и эти данные тоже передаются в центр управления.
Основываясь на полученных данных, центр управления определяет, в пределах пространства эталонной системы прямоугольных координат машины, координаты, по которым выставляется нулевая точка чертежа CAD/CAM, и угловое положение, при котором эти оси таковы, что полотно ленты, показанный на чертежах, имеет продольные кромки, совпадающие с продольными кромками полотна ленты, при этом его передняя кромка совпадает с передней кромкой листа.
В частности, координаты X2Y2, X3Y3 продольной кромки используются для определения угла наклона мотка, отсюда и наклон, применяемый к продукту, который необходимо создать. Зная этот угол и координаты X1,Y1 (передняя кромка), центр управления также определяет уравнение прямой линии, на которой лежит передняя кромка мотка, и приводит кромку по чертежу CAD/CAM, показывающую полотно ленты, в соответствие с этим.
Центр управления, зная величины Lu и Le листа, однозначно вычисляет координаты в эталонной системе координат машины для обнаружения положения нулевой точки по чертежу CAD/CAM такой, чтобы она идеально воспроизводилась на листе ленты.
В модифицированном варианте осуществления, способ обеспечивает центр управления чертежом полотна ленты для обработки, и абсолютным положением эталонного отверстия, и двумя точками на продольной кромке.
В дополнительном варианте осуществления, способ обеспечивает центр управления чертежом полотна ленты с двумя эталонными отверстиями. В этом случае, видеосистема сравнивает абсолютное положение этих двух отверстий с известными величинами CAD/CAM.
В дополнительном варианте осуществления, способ обеспечивает центр управления чертежом полотна ленты для обработки, с положением инициирования по двум выровненным по вертикали непрерывным схемам перфорации, и продольной кромке. В этом варианте осуществления, способ определяет координаты X,Y двух схем перфорации для получения величин X,Y в эталонной системе прямоугольных координат машины, для двух участков микроперфорации, зная, в качестве изначального предположения, что они расположены идеально по вертикали. При помощи вышеупомянутых определенных величин, можно определить имеющийся угол наклона материала (который, таким образом, также является углом производства продукта), при этом наклон, вместе с определением X,Y точки на продольной кромке, позволяет однозначно определить точку 0 по чертежу CAD/CAM таким образом, что она идеально попадет на полотно ленты и на существующую перфорацию.
Реферат
Изобретение относится к способу и устройству для лазерной резки полотна (4) ленты, расположенного на станции (10) лазерной резки. Устройство для лазерной резки содержит конвейер для продвижения листа (4), режущую головку (12), выполненную с возможностью перемещения вдоль продольной оси X и вдоль поперечной оси Y. Система наблюдения (14) подвижна вдоль оси X и оси Y. Центр управления и контроля имеет соответствующее программное обеспечение, которое управляет движением режущей головки (12). Центр управления и контроля системы наблюдения (14) имеет координаты чертежа CAD/САМ, соответствующего обрабатываемому полотну ленты. 2 н. и 2 з.п. ф-лы, 3 ил.
Комментарии