Металлический элемент и способ его изготовления - RU2692137C1
Код документа: RU2692137C1
Чертежи
Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к металлическому элементу и способу его изготовления.
2. Описание предшествующего уровня техники
[0002] Известна стыковая сварка для соединения металлических элементов друг с другом и сваривания металлических элементов. В публикации нерассмотренной заявки на патент Японии № 2014-205166 (JP 2014-205166 A) раскрыта технология изготовления плоских стыковых поверхностей двух металлических элементов, имеющих форму пластины, примыкающих друг к другу и соединяющих металлические элементы вместе посредством лазерной сварки. Кроме того, согласно технологии, описанной в JP 2014-205166 A, линия прохождения сварки стыкового участка, в котором два металлических элемента, имеющих форму пластины, примыкают друг к другу, представляет собой прямую линию.
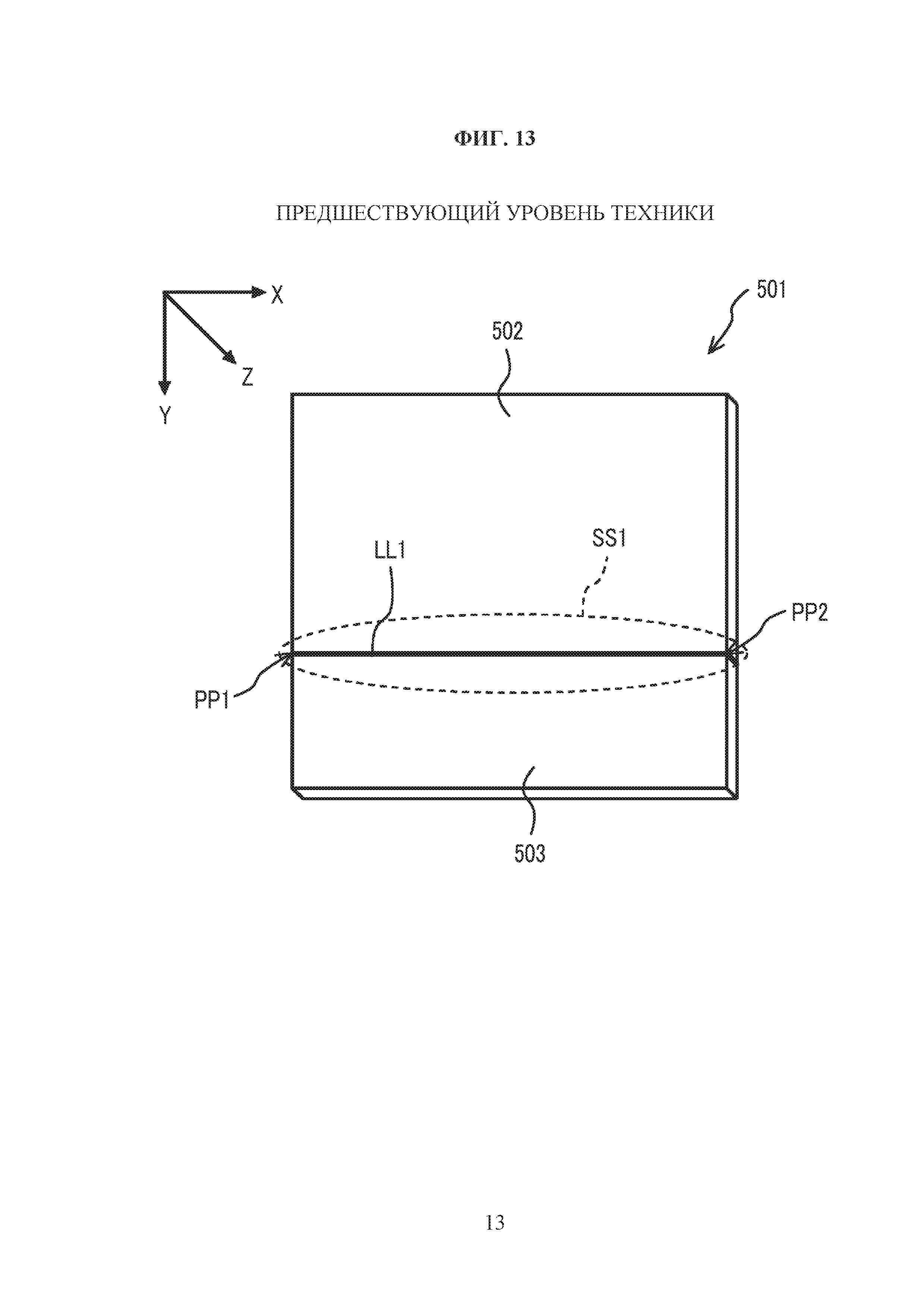
[0003] Фиг. 13 и фиг. 14 представляют собой виды в перспективе, показывающие металлический элемент 501, относящийся к проблеме, которая должна быть решена изобретением. Для удобства описания взаимного расположения между компонентами, приведена правая система координат xyz, показанная на чертеже.
[0004] Как показано на фиг. 13, металлический элемент 501 получают путем изготовления первой пластины 502 и второй пластины 503, примыкающих друг к другу на одном участке SS1 и сваривания вместе первой пластины 502 и второй пластины 503. На стыковом участке SS1, на котором первая пластина 502 и вторая пластина 503 примыкают друг к другу, линия LL1 прохождения сварки между первой пластиной 502 и второй пластиной 503 представляет собой прямую линию, соединяющую первый конец PP1 и второй конец PP2 линии LL1 прохождения сварки. В случае, когда площадь стыкового участка SS1, то есть площадь соединительного участка в металлическом элементе 501 является недостаточной по отношению к необходимой прочности соединения между первой пластиной 502 и второй пластиной 503, соединительный участок может сломаться.
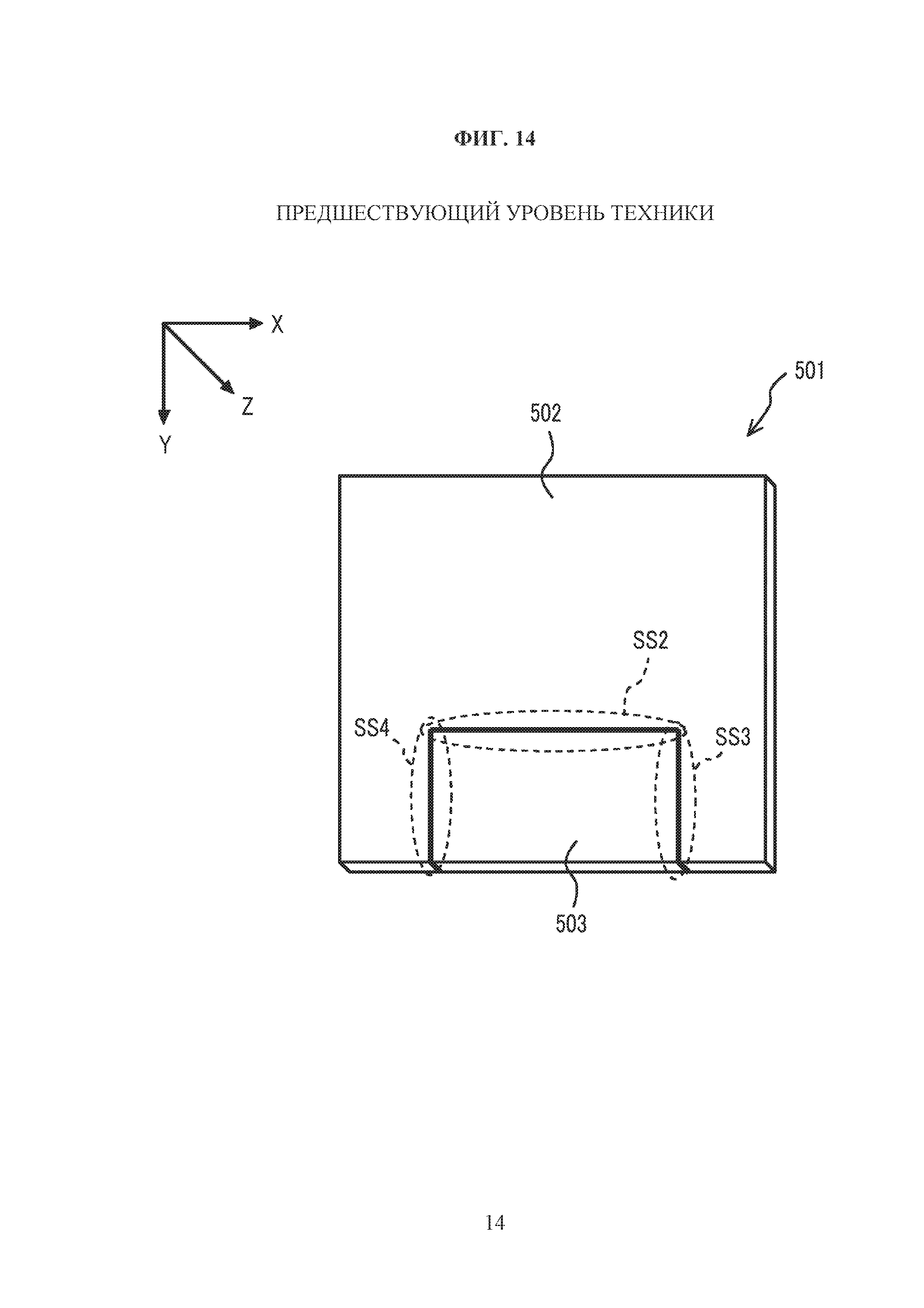
[0005] Чтобы увеличить прочность соединения между первой пластиной 502 и второй пластиной 503, также можно рассмотреть способ увеличения количества стыковых участков, как показано на фиг. 14. В примере, показанном на фиг. 14, число стыковых участков составляет три (стыковые участки SS2, SS3, SS4). Тем не менее, может оказаться трудным увеличить количество стыковых участков из-за ограничений конструкции.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Изобретение относится к металлическому элементу, в котором прочность соединения стыкового участка между пластинами, соединенными стыковой сваркой, увеличивается без увеличения количества стыковых участков пластин, а также к способу его изготовления.
[0007] Первый объект изобретения относится к металлическому элементу. Металлический элемент включает в себя первую пластину и вторую пластину. Вторая пластина примыкает и приваривается к первой пластине, по меньшей мере, на одном стыковом участке. На стыковом участке, длина от первого конца до второго конца линии прохождения сварки между первой пластиной и второй пластиной, больше длины прямой линии, соединяющей первый конец со вторым концом линии прохождения сварки.
[0008] Согласно первому объекту, при стыковой сварке пластин, примыкающих друг к другу, длина линии прохождения сварки установлена большей, чем длина прямой линии, соединяющей первый конец и второй конец линии прохождения сварки. В результате площадь соединительного участка может дополнительно возрасти по сравнению с случаем, когда линия прохождения сварки является прямой линией, и, таким образом, прочность соединения может дополнительно повыситься.
[0009] В металлическом элементе, в соответствии с первым объектом изобретения, толщина первой пластины и толщина второй пластины могут отличаться друг от друга. Согласно первому объекту изобретения, в металлическом элементе толщина пластины, используемой на участке, где требуемая прочность является относительно высокой, может быть сделана относительно большой, а толщина пластины, используемой на участке, где требуемая прочность является относительно низкой, может быть сделана относительно небольшой. Соответственно, вес металлического элемента может быть уменьшен.
[0010] В металлическом элементе в соответствии с первым объектом изобретения, по меньшей мере, один стыковой участок может включать в себя первый стыковой участок, второй стыковой участок и криволинейный участок, на котором первая пластина и вторая пластина примыкают друг к другу и привариваются друг к другу. Первая линия прохождения сварки, которая является линией прохождения сварки между первой пластиной и второй пластиной, может присутствовать на первом стыковом участке, а вторая линия прохождения сварки, которая является линией прохождения сварки между первой пластиной и второй пластиной, может присутствовать на втором стыковом участке. Криволинейный участок может быть расположен между первым стыковым участком и вторым стыковым участком, и может соединять первый стыковой участок и второй стыковой участок друг с другом. Длина от первого конца до второго конца первой линии прохождения сварки может быть больше длины прямой линии, соединяющей первый конец и второй конец первой линии прохождения сварки. Вторая линия прохождения сварки может быть кратчайшей линией, соединяющей первый конец и второй конец второй линии прохождения сварки друг с другом вдоль поверхности второй пластины.
[0011] В соответствии с первым объектом изобретения, при стыковой сварке первой пластины и второй пластины, путем установки длины от первого конца до второго конца первой линии прохождения сварки большей, чем длина прямой линии, соединяющей первый конец и второй конец друг с другом, площадь соединительного участка может дополнительно увеличиться по сравнению со случаем, когда линия прохождения сварки является прямой линией. В результате прочность соединения может дополнительно повыситься.
[0012] В металлическом элементе, в соответствии с первым объектом изобретения, второй стыковой участок может включать в себя изогнутый участок, имеющий линию сгиба, перпендикулярную второй линии прохождения сварки. Первая линия прохождения сварки и криволинейный участок могут быть на одной стороне относительно линии сгиба. Согласно первому объекту изобретения, в случае, когда первая линия прохождения сварки и криволинейный участок находятся на одной стороне относительно линии сгиба, в металлическом элементе на изогнутом участке не образуется выступ, в отличие от случая, когда криволинейный участок присутствует на изогнутом участке. В результате, в случае, когда металлический элемент вынимают из гибочного штампа после изгибания, металлический элемент не зацепляется за гибочный штамп на изогнутом участке.
[0013] В металлическом элементе в соответствии с первым объектом изобретения, противоположный конец первой линии прохождения сварки от криволинейного участка может присутствовать на границе первой пластины и второй пластины. На границе первой пластины и второй пластины может присутствовать противоположный конец второй линии прохождения сварки от криволинейного участка. То есть первая пластина и вторая пластина могут быть сварены на двух стыковых участках.
[0014] Второй объект изобретения относится к способу изготовления металлического элемента. Способ включает в себя подготовку первой пластины и второй пластины и изготовление первой пластины и второй пластины, примыкающих друг к другу, по меньшей мере, на одном стыковом участке, а также сваривание вместе первой пластины и второй пластины. На стыковом участке, длина от первого конца до второго конца линии прохождения сварки между первой пластиной и второй пластиной больше длины прямой линии, соединяющей первый конец со вторым концом линии прохождения сварки.
[0015] В способе согласно второму объекту изобретения, толщина первой пластины и толщина второй пластины могут отличаться друг от друга.
[0016] В способе согласно второму объекту изобретения, при сварке первая пластина и вторая пластина могут быть выполнены с возможностью примыкания друг к другу на первом стыковом участке и втором стыковом участке, и могут быть приварены друг к другу с образованием промежуточного изделия. Способ может дополнительно включать в себя изгибание промежуточного изделия сформированного сваркой. Промежуточное изделие может включать в себя первую линию прохождения сварки, которая является линией прохождения сварки между первой пластиной и второй пластиной на первом стыковом участке, вторую линия прохождения сварки, которая является линией прохождения сварки между первой пластиной и второй пластиной на втором стыковом участке, а также криволинейный участок, который расположен между первым стыковым участком и вторым стыковым участком и связывает первый стыковой участок и второй стыковой участок друг с другом. Длина от первого конца до второго конца первой линии прохождения сварки может быть больше длины прямой линии, соединяющей первый конец и второй конец первой линии прохождения сварки. Вторая линия прохождения сварки может быть кратчайшей линией, соединяющей первый конец и второй конец второй линии прохождения сварки друг с другом вдоль поверхности второй пластины. При изгибании промежуточное изделие может располагаться в гибочном штампе таким образом, что вторая линия прохождения сварки и линия сгиба перпендикулярны друг другу и параллельны направлению, в котором конечное изделие после изгибания вынимают из гибочного штампа, а первая линия прохождения сварки и криволинейный участок расположены на одной стороне относительно линии сгиба.
[0017] Согласно второму объекту изобретения, первая линия прохождения сварки и криволинейный участок находятся на одной стороне относительно линии сгиба в металлическом элементе, и, таким образом, на криволинейном участке не образуется выступ, в отличие от случая, когда криволинейный участок присутствует на изогнутом участке. В результате, в случае, когда металлический элемент в качестве конечного изделия извлекают из гибочного штампа, металлический элемент не вступает в зацепление с гибочным штампом на изогнутом участке. Соответственно металлический элемент, в виде конечного изделия, возможно, удалить из гибочного штампа после изгибания без помех между изогнутым участком и гибочным штампом.
[0018] В соответствии с объектами изобретения, металлический элемент, в котором прочность соединения стыкового участка между пластинами, соединенными стыковой сваркой, возрастает без увеличения количества стыковых участков пластин, и может быть обеспечен способ его изготовления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Признаки, преимущества, а также техническая и промышленная значимость примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковые цифры обозначают одинаковые элементы, и где:
Фиг. 1 представляет собой вид в перспективе, показывающий конфигурацию металлического элемента согласно первому варианту осуществления;
Фиг. 2 представляет собой вид в перспективе, показывающий пример модификации металлического элемента согласно первому варианту осуществления;
Фиг. 3 представляет собой вид в перспективе, показывающий конфигурацию металлического элемента согласно варианту 2 осуществления;
Фиг. 4 представляет собой блок-схему, показывающую способ изготовления металлического элемента согласно варианту 2 осуществления;
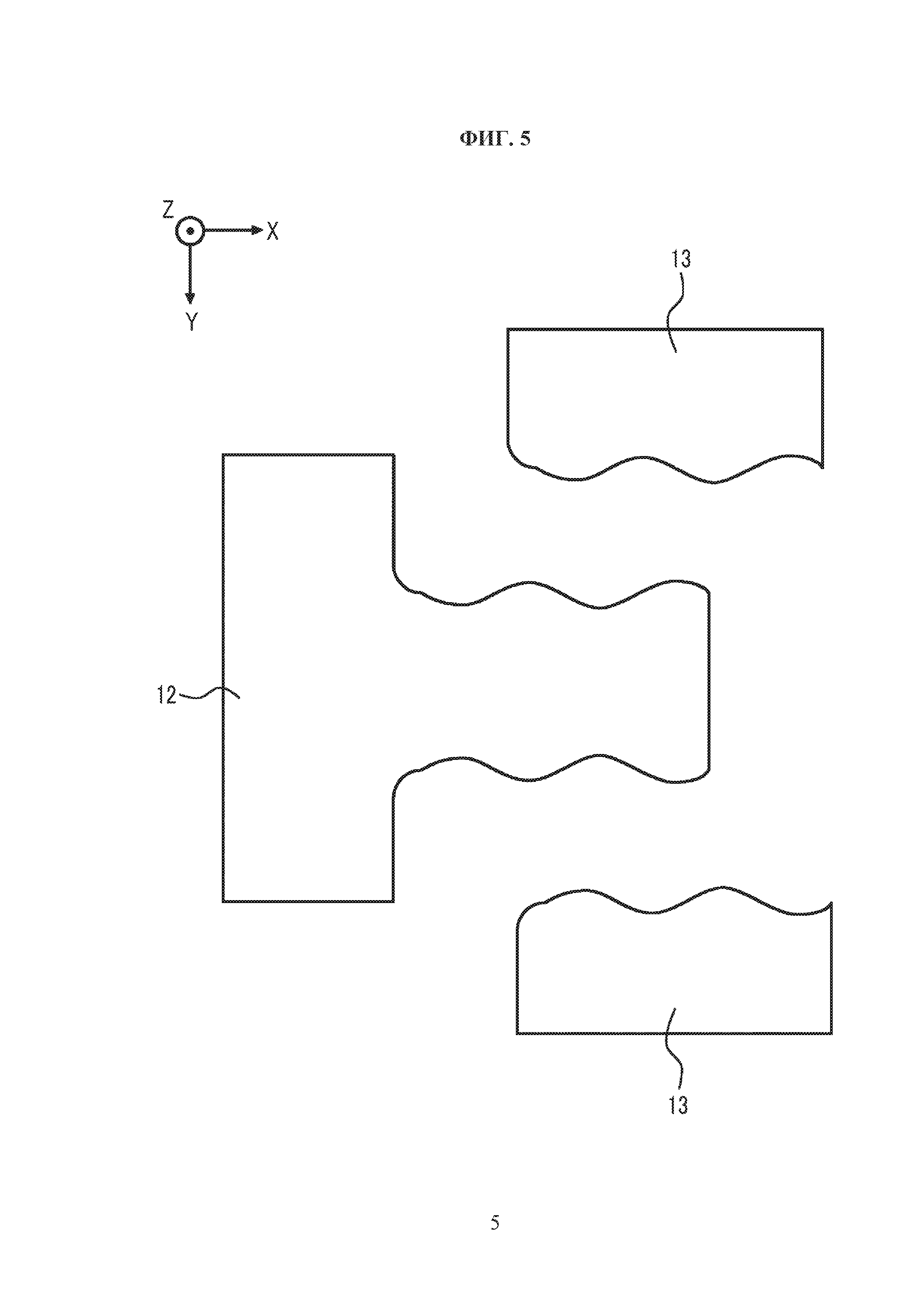
Фиг. 5 представляет собой принципиальную схему, показывающую способ изготовления металлического элемента согласно варианту 2 осуществления;
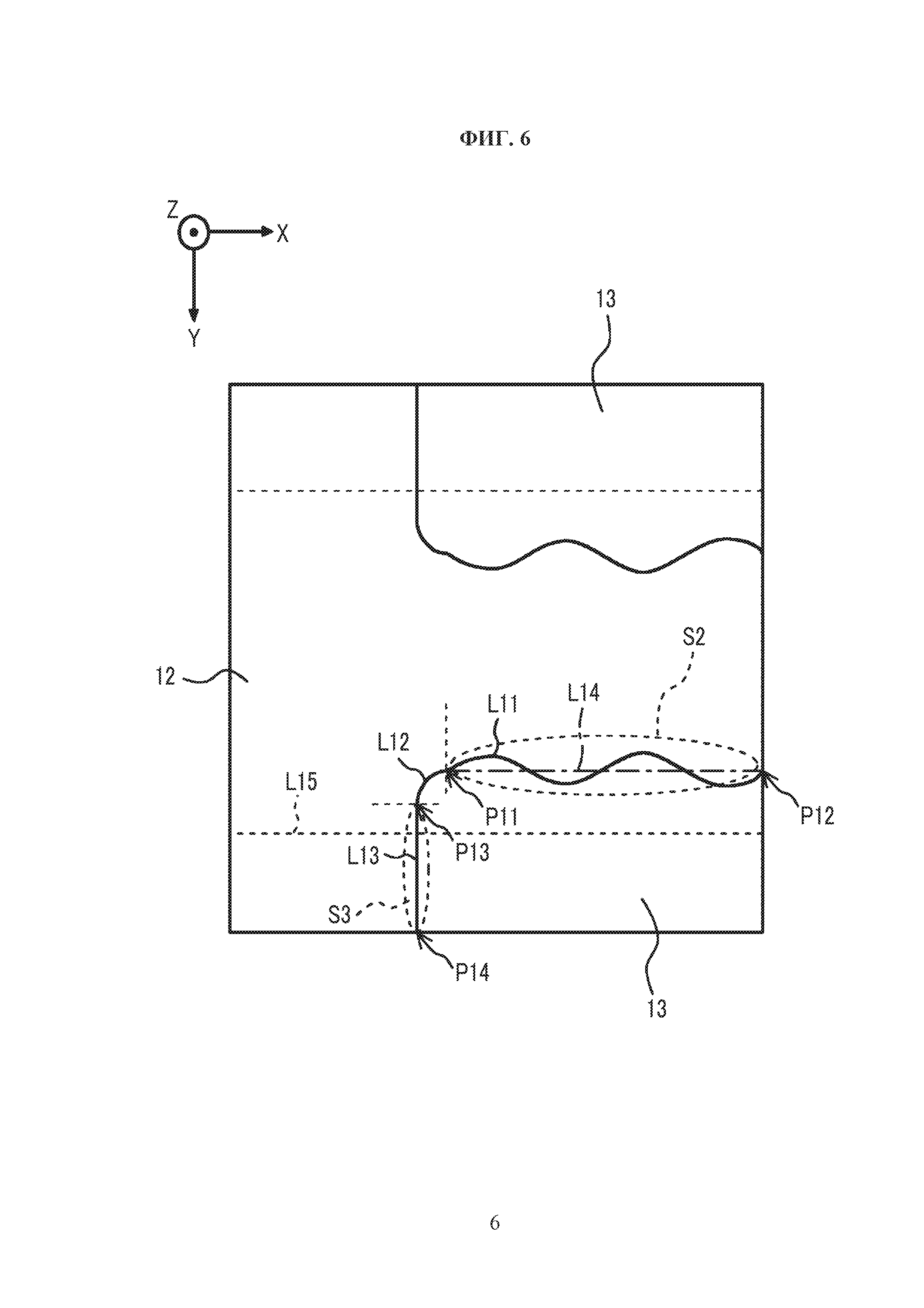
Фиг. 6 представляет собой принципиальную схему, показывающую способ изготовления металлического элемента согласно варианту 2 осуществления;
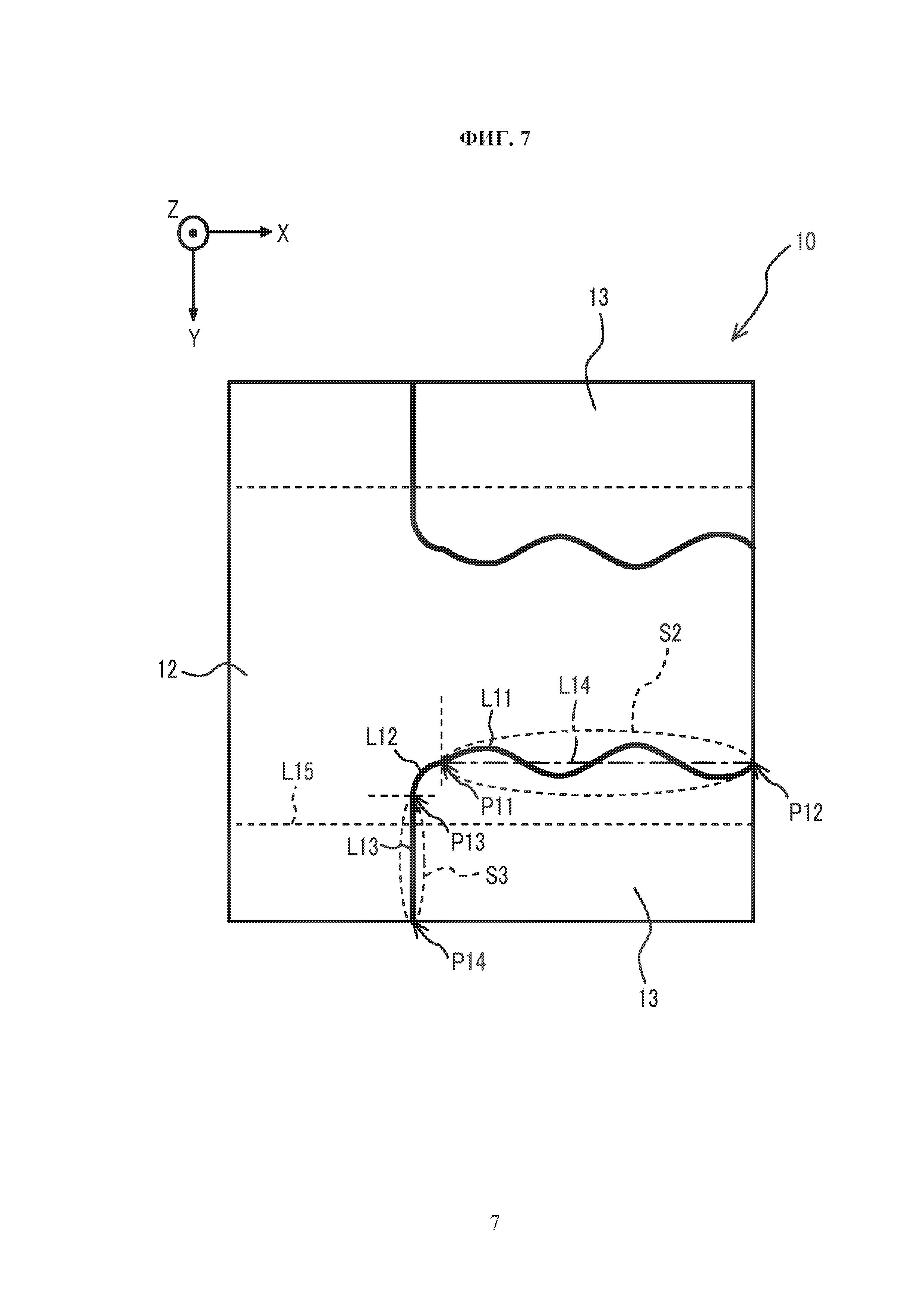
Фиг. 7 представляет собой принципиальную схему, показывающую способ изготовления металлического элемента согласно варианту 2 осуществления;
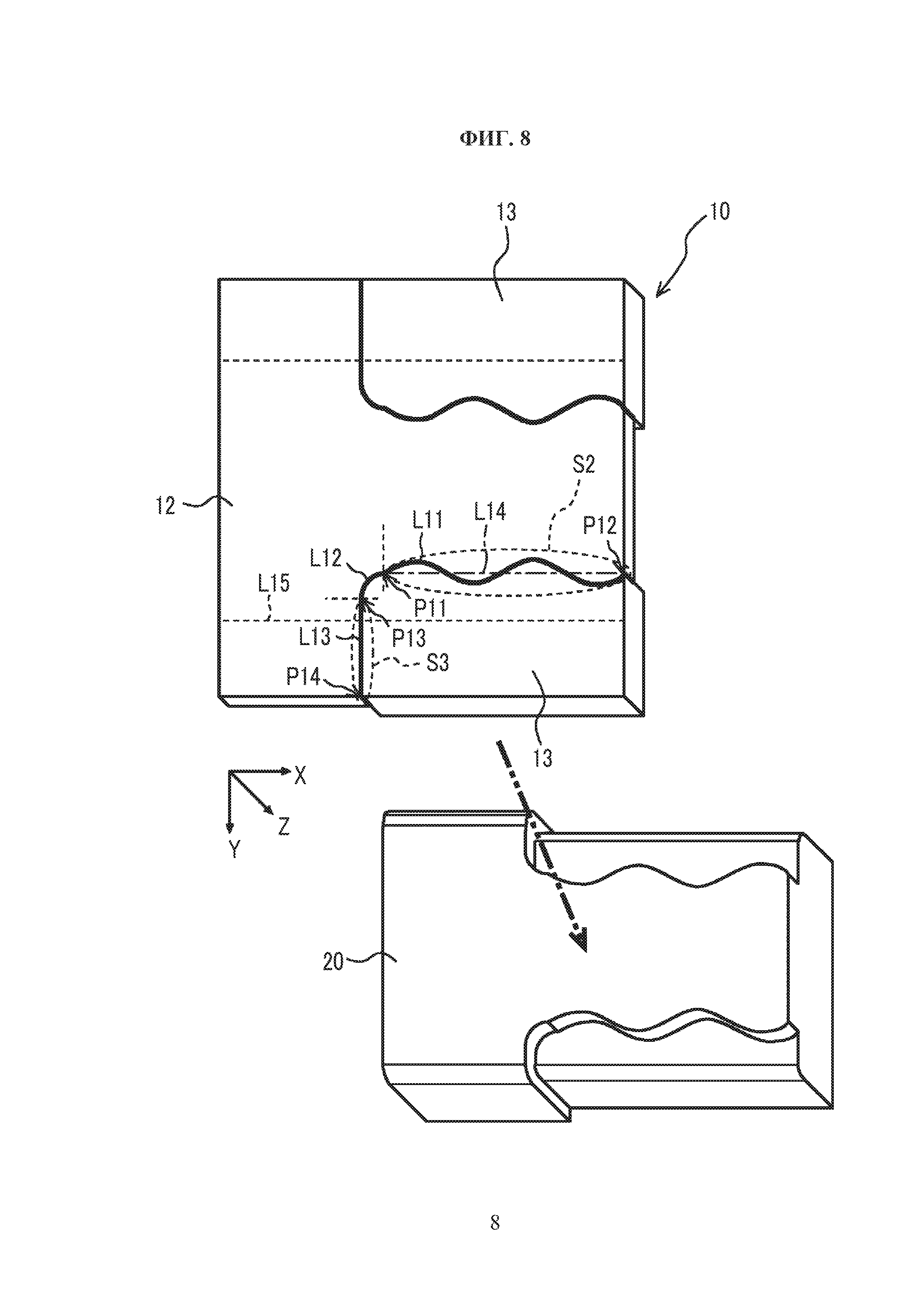
Фиг. 8 представляет собой принципиальную схему, показывающую способ изготовления металлического элемента согласно варианту 2 осуществления;
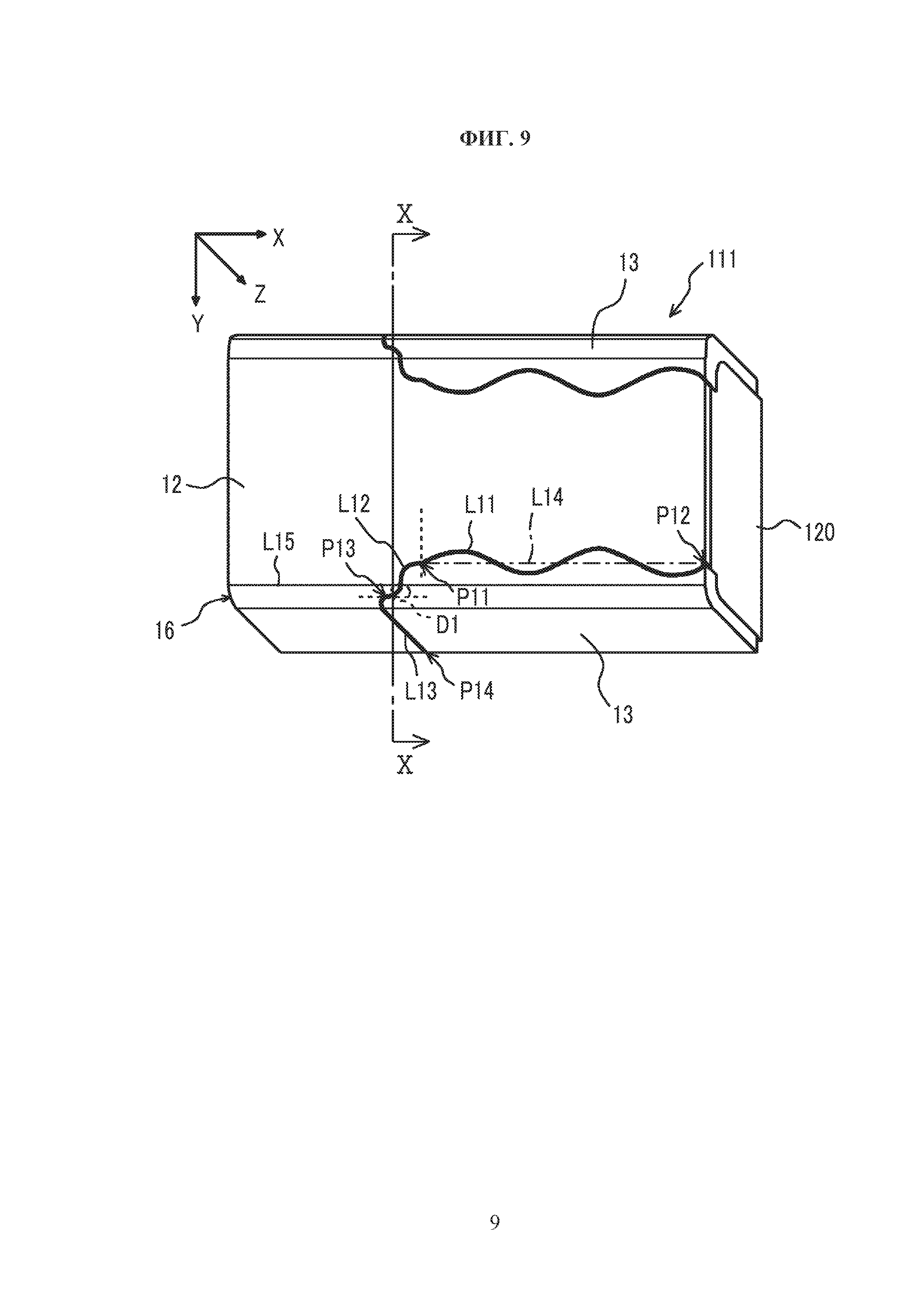
Фиг. 9 представляет собой вид в перспективе, схематически показывающий состояние перед извлечением из гибочного штампа металлического элемента согласно сравнительному примеру;
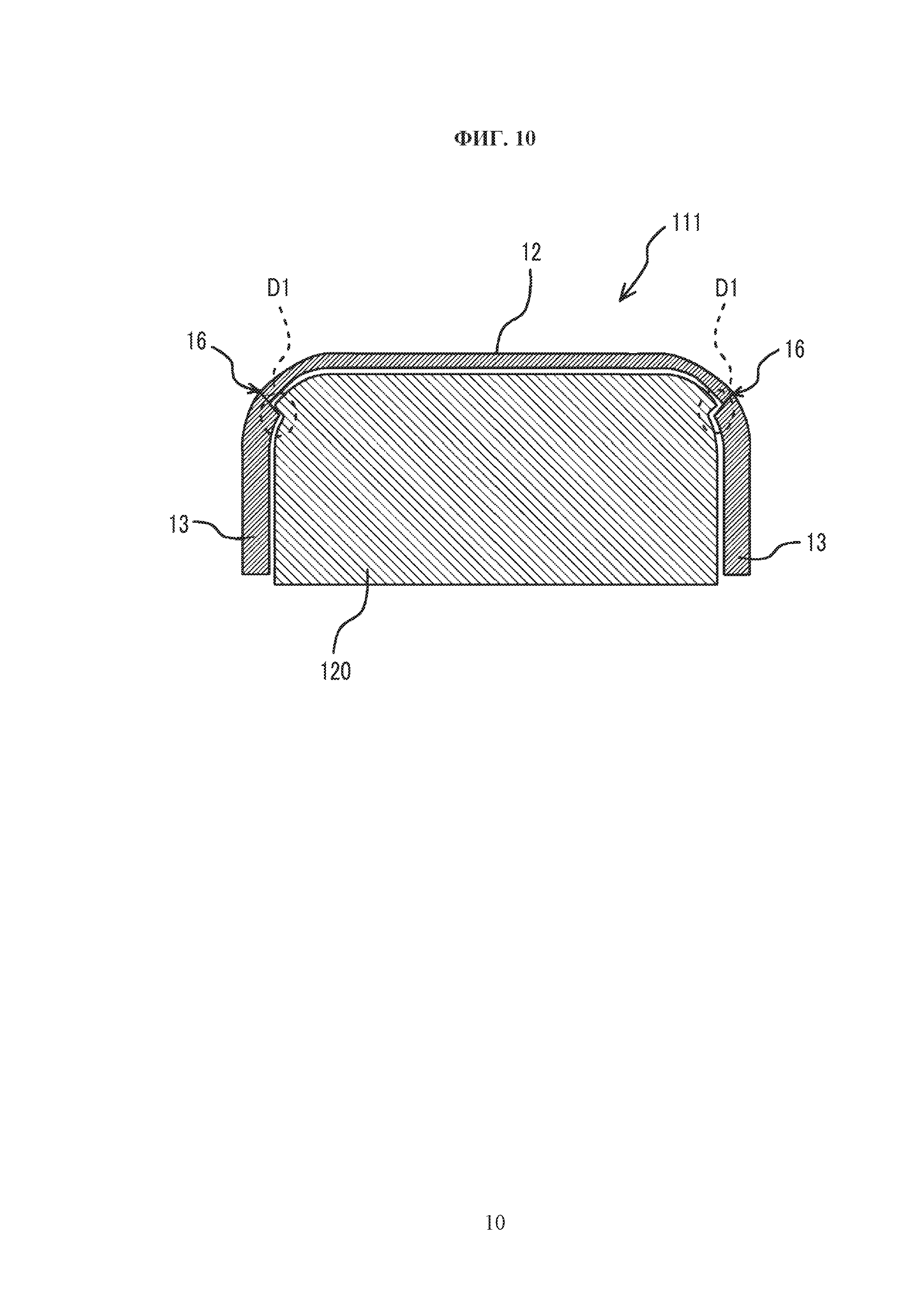
Фиг. 10 представляет собой вид в разрезе, взятый по линии X-X с фиг. 9;
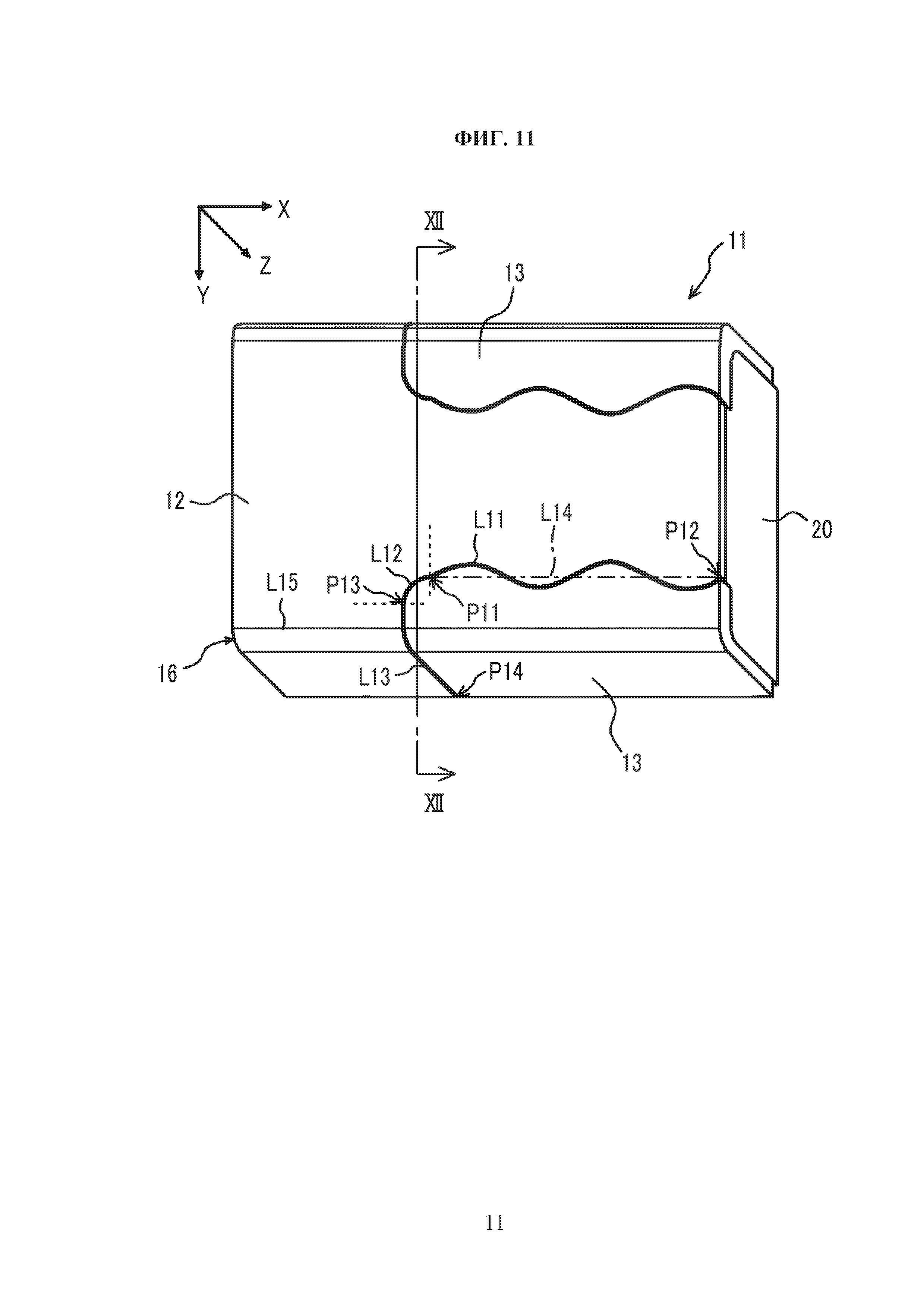
Фиг. 11 представляет собой вид в перспективе, схематично показывающий состояние перед извлечением из гибочного штампа металлического элемента согласно варианту 2 осуществления;
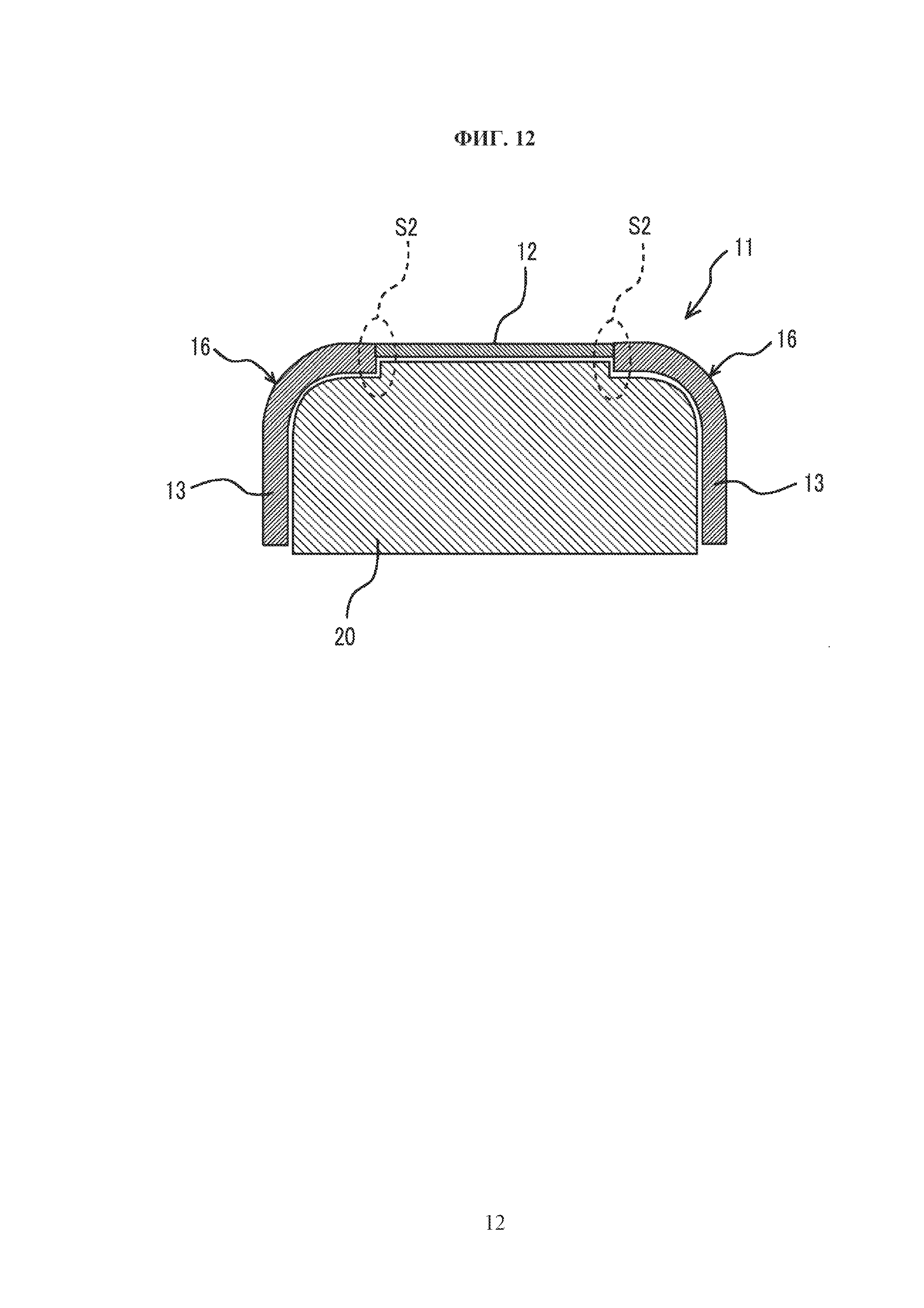
Фиг. 12 представляет собой вид в разрезе, взятый по линии XII-XII с фиг. 11;
Фиг. 13 представляет собой вид в перспективе, показывающий металлический элемент, относящийся к проблеме, решаемой изобретением; и
Фиг. 14 представляет собой вид в перспективе, показывающий металлический элемент, относящийся к проблеме, решаемой изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0020] В дальнейшем конкретный вариант осуществления, к которому относится изобретение, будет подробно описан со ссылкой на чертежи. Однако изобретение не ограничивается нижеследующим вариантом осуществления. Чтобы уточнить описание, нижеследующее описание и чертежи соответственно упрощены.
Вариант 1 осуществления
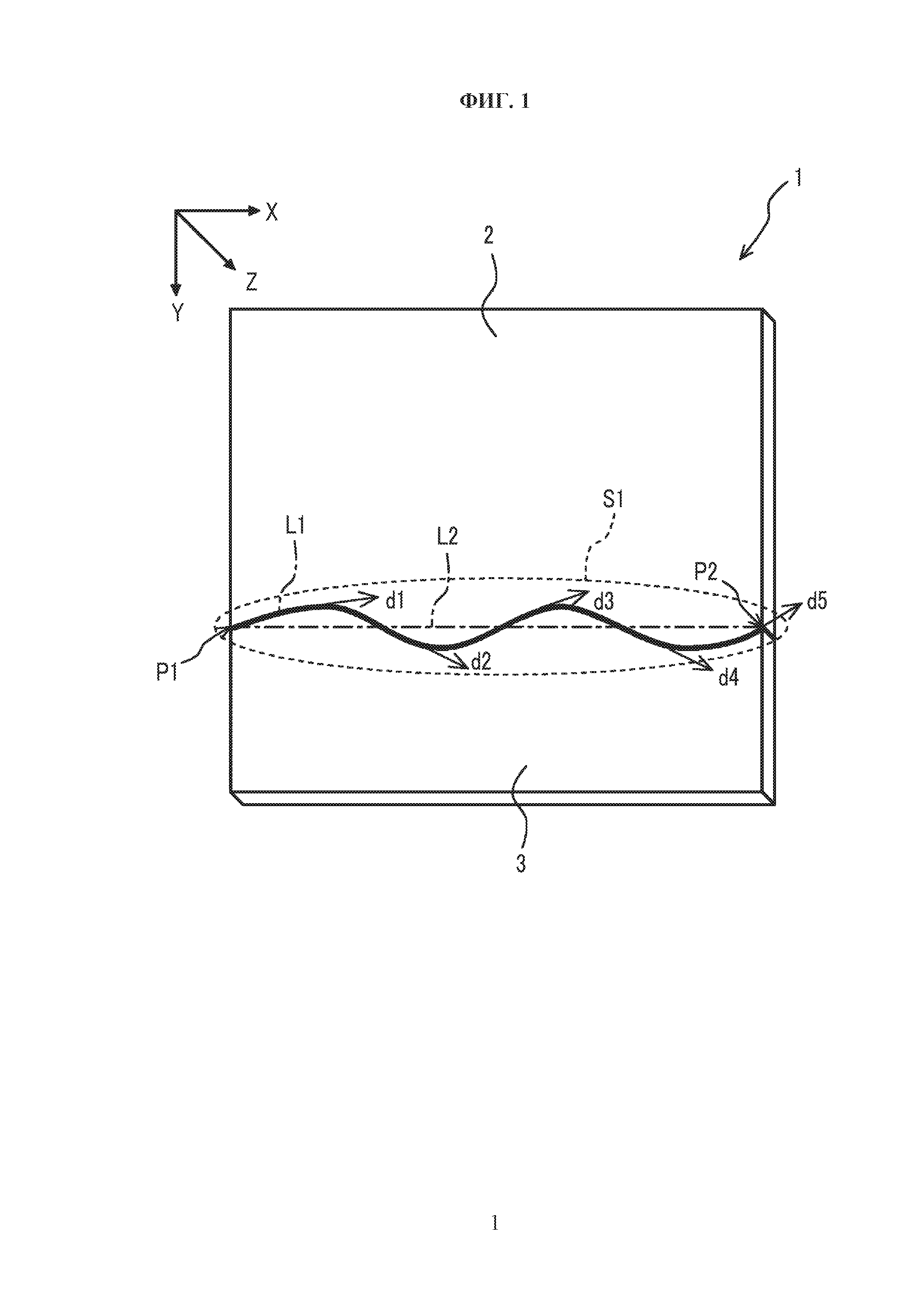
[0021] Сначала со ссылкой на фиг. 1 будет описана конфигурация металлического элемента согласно варианту 1 осуществления. Фиг. 1 представляет собой вид в перспективе, показывающий конфигурацию металлического элемента 1 согласно варианту 1 осуществления. Правая система координат xyz, показанная на фиг. 1, приведена для удобства описания взаимного расположения между компонентами.
[0022] Как показано на фиг. 1, металлический элемент 1 получают путем изготовления первой пластины 2 и второй пластины 3, примыкающих друг к другу, по меньшей мере, на одном стыковом участке S1, и сварки вместе первой пластины 2 и второй пластины 3. При этом первая пластина 2 и вторая пластина 3 образованы, например, из такого основного металла, как алюминий, железо, нержавеющая сталь, титан или магний.
[0023] На стыковом участке S1 длина от первого конца P1 до второго конца P2 линии L1 прохождения сварки между первой пластиной 2 и второй пластиной 3 больше длины прямой линии L2, соединяющей первый конец P1 и второй конец P2 линии L1 прохождения сварки. В частности, линия L1 прохождения сварки является, например, волнистой кривой, которая колеблется между одной стороной и другой стороной относительно прямой L2.
[0024] Как описано выше, при стыковой сварке пластин, примыкающих друг к другу, путем увеличения длины линии прохождения сварки, которая больше, чем длина прямой линии, соединяющей первый конец и второй конец линии прохождения сварки, площадь соединительного участка может дополнительно увеличиться по сравнению с случаем, когда линия прохождения сварки является прямой линией. В результате, прочность соединения может дополнительно повыситься.
[0025] Кроме того, в случае, когда стыковая сварка проходит от первого конца до второго конца линии прохождения сварки, основной металл сварного участка термически расширяется. Однако периферия сварного участка холодная, и, таким образом, участок, который термически расширяется из-за сварки, эластично деформируется в направлении, в котором он сдавливается от периферии и сжимается. Кроме того, в случае, когда участок, который термически расширяется из-за сварки, охлаждается, этот участок сильно притягивает периферию. В случае, когда линия прохождения сварки является прямой линией, несвариваемый участок на стыковом участке смещается из-за тянущего усилия. На этом участке расстояние между стыковыми концевыми поверхностями пластин, примыкающих друг к другу, увеличивается. В случае, когда расстояние между стыковыми концевыми поверхностями увеличивается, трудно сварить пластины. Таким образом, увеличивается вероятность некачественной сварки.
[0026] С другой стороны, в металлическом элементе согласно варианту осуществления, линия L1 прохождения сварки длиннее, чем прямая линия L2, соединяющая первый конец P1 и второй конец P2. В результате число отклоняющихся направлений линии L1 прохождения сварки не равно единице и является множественным (направления, обозначенные стрелками d1, d2, d3, d4, d5 на чертеже). При такой конфигурации, даже в случае, когда основной металл на сварном участке термически расширяется, предотвращается смещение из-за тянущего усилия несвариваемого участка на стыковом участке, при этом расстояние между стыковыми концевыми поверхностями пластин, примыкающих друг к другу, увеличивается. Как описано выше, некачественную сварку возможно эффективно предотвратить.
Пример 1 модификации
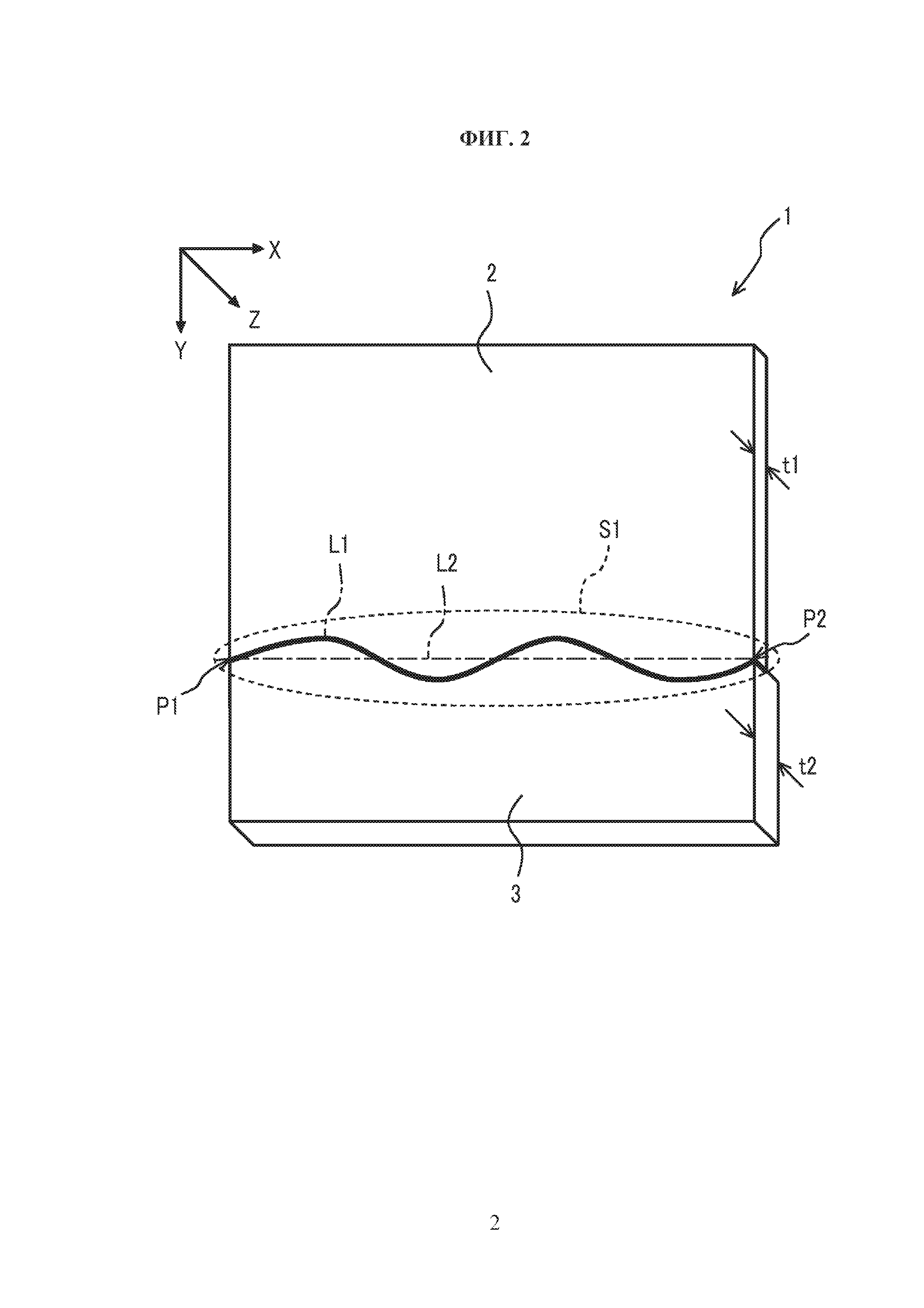
[0027] Фиг. 2 представляет собой вид в перспективе, показывающий пример модификации металлического элемента 1 согласно варианту 1 осуществления. Правая система координат xyz, представленная на фиг. 2, соответствует показанной на фиг. 1. В примере, показанном на фиг. 1, толщина первой пластины 2 и толщина второй пластины 3 являются одинаковыми друг с другом. Однако толщина первой пластины 2 и толщина второй пластины 3 не обязательно одинаковы и могут отличаться друг от друга. Как показано на фиг. 2, например, толщина t2 второй пластины 3 может быть больше толщины t1 первой пластины 2 (t2> t1). В металлическом элементе 1, толщина пластины, используемой на участке, где требуемая прочность является относительно высокой, может быть задана относительно большой, а толщина пластины, используемой на участке, где требуемая прочность относительно низкая, может быть задана относительно небольшой. Соответственно, вес металлического элемента может быть эффективно уменьшен.
[0028] Кроме того, в случае, когда линия прохождения сварки является прямой линией, на несвариваемом участке стыкового участка расстояние между стыковыми концевыми поверхностями пластин, примыкающих друг к другу, увеличивается из-за теплового расширения свариваемого участка. При стыковой сварке пластин различной толщины, деформация несвариваемого участка, вызванная тепловым расширением сварного участка, имеет тенденцию становиться более значимой. Соответственно, в случае, когда линия прохождения сварки является прямой линией при стыковой сварке пластин различной толщины, более вероятно, возникновение некачественной сварки. Даже при стыковой сварке пластин различной толщины, путем установления линии L1 прохождения сварки, которая больше, чем прямая линия L2, соединяющая первый конец P1 и второй конец P2, как в случае с металлическим элементом 1 в соответствии с вариантом осуществления, можно эффективно предотвратить возникновение некачественной сварки.
Вариант 2 осуществления
Конфигурация изогнутого элемента
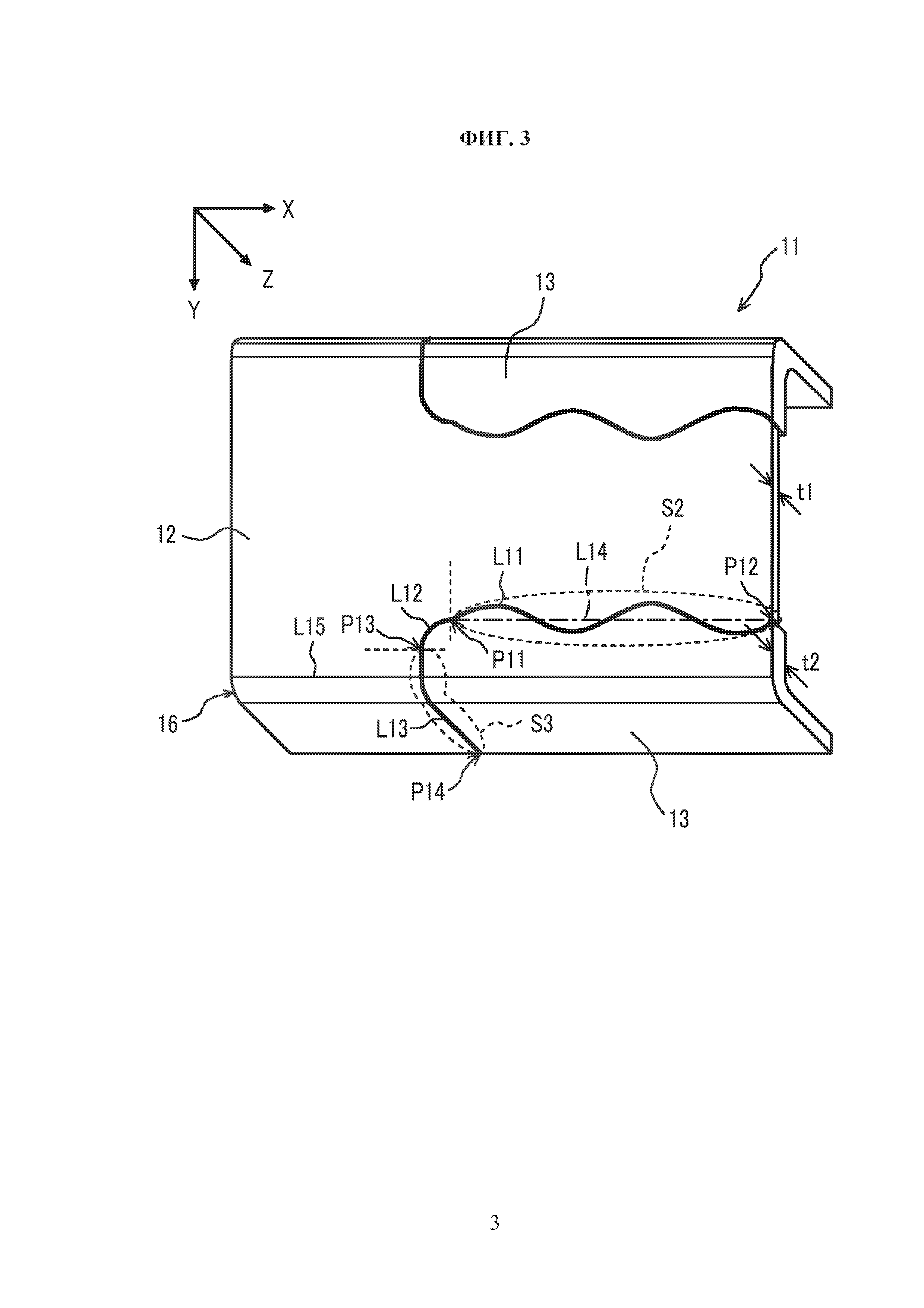
[0029] Сначала будет описана конфигурация металлического элемента 11 согласно варианту 2 осуществления со ссылкой на фиг. 3. Фиг. 3 представляет собой вид в перспективе, показывающий конфигурацию металлического элемента 11 согласно варианту 2 осуществления. Металлический элемент 11 пригоден, например, для рамы транспортного средства. Правая система координат xyz, показана на фиг. 3 для удобства описания взаимного расположения между компонентами. Как показано на фиг. 3, первая пластина 12 и вторая пластина 13 примыкают друг к другу и свариваются вместе на первом стыковом участке S2 и втором стыковом участке S3. То есть, первая пластина 12 и вторая пластина 13 свариваются на двух стыковых участках. При этом первая пластина 12 и вторая пластина 13 образованы, например, из основного металла, такого как алюминий, железо, нержавеющая сталь, титан или магний.
[0030] На первом стыковом участке S2, линия прохождения сварки между первой пластиной 12 и второй пластиной 13 установлена в качестве первой линии L11 прохождения сварки. Кроме того, на втором стыковом участке S3, линия прохождения сварки между первой пластиной 12 и второй пластиной 13 установлена как вторая линия L13 прохождения сварки. Первая линия L11 прохождения сварки и вторая линия L13 прохождения сварки соединены друг с другом через криволинейный участок L12.
[0031] Длина от первого конца P11 до второго конца P12 первой линии L11 прохождения сварки больше, чем прямая линия L14, соединяющая первый конец P11 и второй конец P12 первой линии L11 прохождения сварки. Кроме того, вторая линия L13 прохождения сварки является самой короткой линией, соединяющей первый конец Р13 и второй конец Р14 второй линии L13 прохождения сварки друг с другом вдоль поверхности второй пластины 13. Противоположный конец первой линии L11 прохождения сварки (второй конец P12 первой линии L11 прохождения сварки) от криволинейного участка L12 присутствует на границе первой пластины 12 и второй пластины 13. Кроме того, противоположный конец второй линии L13 прохождения сварки (второй конец Р14 второй линии L13 прохождения сварки) от криволинейного участка L12 присутствует на границе первой пластины 12 и второй пластины 13.
[0032] Как описано выше, при стыковой сварке первой пластины 12 и второй пластины 13, за счет установки длины от первого конца Р11 до второго конца Р12 первой граничной линии L11 сварки, большей, чем прямая линия L14, соединяющая первый конец P11 и второй конец P12 первой линии L11 прохождения сварки, площадь соединительного участка может быть дополнительно увеличена по сравнению с случаем, когда линия прохождения сварки является прямой линией. В результате прочность соединения может быть дополнительно повышена. Кроме того, как описано выше в первом варианте осуществления, также можно эффективно предотвратить появление некачественной сварки, вызванной тепловым расширением основного металла на сварном участке.
[0033] Металлический элемент 11 включает в себя согнутый участок 16, имеющий линию L15 сгиба, перпендикулярную второй линии L13 прохождения сварки. Первая линия L11 прохождения сварки и криволинейный участок L12 находятся на одной стороне относительно линии L15 сгиба. В случае, когда металлический элемент 11 сконфигурирован, как описано выше, как описано ниже, металлический элемент 11 в качестве конечного изделия можно удалить из гибочного штампа после изгибания без помех между согнутым участком 16 и гибочным штампом.
[0034] Толщина первой пластины 12 и толщина второй пластины 13 могут отличаться друг от друга. Например, толщина t2 второй пластины 13 может быть больше толщины t1 первой пластины 12 (t2> t1). В металлическом элементе 11, толщина пластины, используемой на участке, где требуемая прочность является относительно высокой, может быть задана относительно большой, а толщина пластины, используемой на участке, где требуемая прочность относительно низкая, может быть задана относительно небольшой. Соответственно, вес металлического элемента может быть эффективно уменьшен. То есть, может быть предусмотрен металлический элемент с достаточной силой сцепления и уменьшенным весом.
Способ изготовления изогнутого элемента
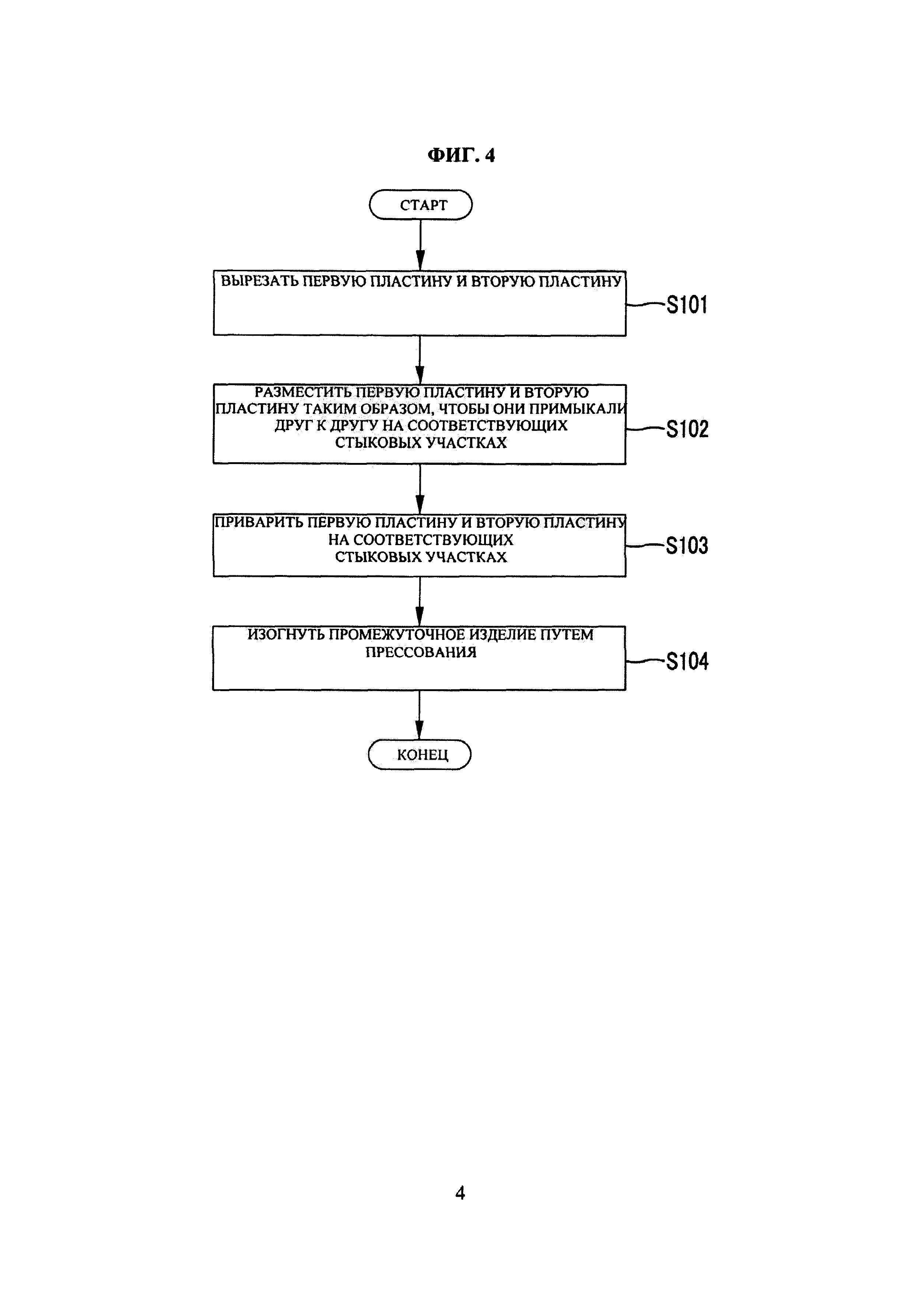
[0035] Способ изготовления металлического элемента 11 согласно второму варианту осуществления изобретения будет описан со ссылкой на фиг. 4-8. Фиг. 4 представляет собой блок-схему, показывающую способ изготовления металлического элемента 11 согласно варианту 2 осуществления. На фиг. 5-8 представлены принципиальные схемы, показывающие способ изготовления металлического элемента 11 согласно варианту 2 осуществления. Правая система координат xyz, показанная на фиг. 5-8, соответствует таковой на фиг. 3.
[0036] Как показано на фиг. 4 и фиг. 5, сначала вырезают первую пластину 12 и вторую пластину 13, которые являются материалами, составляющими металлический элемент 11 (этап S101). Далее, как показано на фиг. 4 и фиг. 6, первую пластину 12 и вторую пластину 13 располагают так, чтобы они прилегали друг к другу на первом стыковом участке S2 и втором стыковом участке S3 (этап S102).
[0037] Далее, как показано на фиг. 4 и фиг. 7, первую пластину 12 и вторую пластину 13 сваривают вместе на соответствующих стыковых участках с образованием промежуточного изделия (этап S103). При этом, способ сварки особенно не ограничен, и предпочтительно используется лазерная сварка с точки зрения предотвращения тепловой деформации. Как показано на фиг. 4 и фиг. 8, промежуточное изделие 10, полученное на этапе S103, изгибают путем прессования (этап S104). То есть, как показано на фиг. 8, промежуточное изделие 10 располагают в гибочном штампе 20 и изгибают вдоль заданной линии L15 сгиба.
[0038] Как показано на фиг. 7, в промежуточном изделии 10, линия прохождения сварки между первой пластиной 12 и второй пластиной 13 на первом стыковом участке S2 установлена в качестве первой линии L11 прохождения сварки, а линия прохождения сварки между первой пластиной 12 и второй пластиной 13 на втором стыковом участке S3 устанавливают в качестве второй линии L13 прохождения сварки. Первая линия L11 прохождения сварки и вторая линия L13 прохождения сварки соединены друг с другом через криволинейный участок L12. Длина от первого конца P11 до второго конца P12 первой линии L11 прохождения сварки больше, чем прямая линия L14, соединяющая первый конец P11 и второй конец P12 первой линии L11 прохождения сварки. Кроме того, вторая линия L13 прохождения сварки является самой короткой линией, соединяющей первый конец Р13 и второй конец Р14 второй линии L13 прохождения сварки друг с другом вдоль поверхности второй пластины 13. Кроме того, линия L15 сгиба является перпендикулярной второй линии L13 прохождения сварки.
[0039] На этапе S104 выполнения изгибания, показанном на фиг. 4, промежуточное изделие 10 (см. фиг. 8) располагают в гибочном штампе 20 так, что вторая линия L13 прохождения сварки параллельна направлению, в котором конечное изделие после изгибания извлекают из гибочного штампа 20, а первая линия L11 прохождения сварки и криволинейный участок L12 находятся на одной стороне относительно линии L15 сгиба. В результате можно изготовить металлический элемент согласно варианту 2 осуществления.
[0040] Результат, который получается в случае, когда промежуточное изделие 10 располагают в гибочном штампе 20, при этом первая линия L11 прохождения сварки и криволинейный участок L12 находятся на одной стороне относительно линии L15 сгиба, будет описан ниже.
[0041] Фиг. 9 представляет собой вид в перспективе, схематически показывающий состояние перед извлечением металлического элемента 111 согласно сравнительному примеру из гибочного штампа 120. Правая система координат xyz, показанная на фиг. 9, соответствует, показанной на фиг. 3. Фиг. 10 представляет собой вид в разрезе, взятый по линии X-X на фиг. 9. Как показано на фиг. 9, линия L15 сгиба пересекает криволинейный участок L12. В результате, как показано на фиг. 10, на изогнутом участке 16 металлического элемента 111 образуется выступ D1. В результате, в случае, когда металлический элемент 111 в качестве конечного изделия извлекают из гибочного штампа 120, металлический элемент 111 зацепляется с гибочным штампом 120 на выступе D1 изогнутого участка 16.
[0042] Фиг. 11 представляет собой вид в перспективе, схематически показывающий состояние перед извлечением металлического элемента 11 из гибочного штампа 20 согласно варианту 2 осуществления. Правая система координат xyz, показанная на фиг. 11, совпадает с фиг. 3. Фиг. 12 представляет собой вид в разрезе, взятый по линии XII-XII с фиг. 11. Как показано на фиг. 11, в металлическом элементе 11, первая линия L11 прохождения сварки и криволинейный участок L12 находятся на одной стороне относительно линии L15 сгиба. В результате, как показано на фиг. 12, в металлическом элементе 11 на согнутом участке 16 не образуется выступа D1, в отличие от металлического элемента 111 согласно сравнительному примеру. В результате, в случае, когда металлический элемент 11 в качестве конечного изделия извлекают из гибочного штампа 20, металлический элемент 11 не мешает гибочному штампу 20 на согнутом участке 16. То есть металлический элемент 11, как конечное изделие, может быть удален из гибочного штампа 20 после изгибания без взаимных помех между согнутым участком 16 и гибочным штампом 20.
[0043] Изобретение не ограничивается вышеописанным вариантом осуществления, и вариант осуществления может быть соответствующим образом модифицирован в диапазоне, не выходящем за пределы объема изобретения.
ПЕРВОНАЧАЛЬНАЯ ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Металлический элемент, содержащий:
первую пластину; и
вторую пластину, примыкающую и приваренную к первой пластине, по меньшей мере, на одном стыковом участке,
при этом на стыковом участке, длина от первого конца до второго конца линии прохождения сварки между первой пластиной и второй пластиной, больше длины прямой линии, соединяющей первый конец со вторым концом линии прохождения сварки.
2. Металлический элемент по п.1, в котором толщина первой пластины и толщина второй пластины отличаются друг от друга.
3. Металлический элемент по п.1 или п.2, в котором:
по меньшей мере, один стыковой участок включает в себя первый стыковой участок, второй стыковой участок, и криволинейный участок, на котором первая пластина и вторая пластина примыкают и приварены друг к другу;
первая линия прохождения сварки между первой пластиной и второй пластиной присутствует на первом стыковом участке;
вторая линия прохождения сварки между первой пластиной и второй пластиной присутствует на втором стыковом участке;
криволинейный участок расположен между первым стыковым участком и вторым стыковым участком и соединяет первый стыковой участок и второй стыковой участок друг с другом;
длина от первого конца до второго конца первой линии прохождения сварки больше длины прямой линии, соединяющей первый конец и второй конец первой линии прохождения сварки; и
вторая линия прохождения сварки представляет собой кратчайшую линию, соединяющую первый конец и второй конец второй линии прохождения сварки друг с другом вдоль поверхности второй пластины.
4. Металлический элемент по п.3, в котором:
второй стыковой участок включает в себя изогнутый участок, имеющий линию сгиба, перпендикулярную второй линии прохождения сварки; и
первая линия прохождения сварки и криволинейный участок расположены на одной стороне относительно линии сгиба.
5. Металлический элемент по п.3, в котором:
противоположный конец первой линии прохождения сварки от криволинейного участка присутствует на границе первой пластины и второй пластины; и
противоположный конец второй линии прохождения сварки от криволинейного участка присутствует на границе первой пластины и второй пластины.
6. Способ изготовления металлического элемента, при этом способ включает в себя:
приготовление первой пластины и второй пластины; и
обеспечение примыкания первой пластины и второй пластины друг к другу, по меньшей мере, на одном стыковом участке, и сваривание вместе первой пластины и второй пластины,
причем на стыковом участке, длина от первого конца до второго конца линии прохождения сварки между первой пластиной и второй пластиной, больше длины прямой линии, соединяющей первый конец со вторым концом прохождения сварки.
7. Способ по п.6, в котором толщина первой пластины и толщина второй пластины отличаются друг от друга.
8. Способ по п.6 или п.7, в котором:
при сварке первая пластина и вторая пластина выполнены для примыкания друг к другу на первом стыковом участке и втором стыковом участке, и приварены друг к другу с образованием промежуточного изделия;
способ дополнительно включает в себя изгибание промежуточного изделия, образованного при сварке;
промежуточное изделие включает в себя
первую линию прохождения сварки между первой пластиной и второй пластиной на первом стыковом участке,
вторую линию прохождения сварки между первой пластиной и второй пластиной на втором стыковом участке, и
криволинейный участок, который расположен между первым стыковым участком и вторым стыковым участком, и соединяет первый стыковой участок и второй стыковой участок друг с другом;
длина от первого конца до второго конца первой линии прохождения сварки больше длины прямой линии, соединяющей первый конец и второй конец первой линии прохождения сварки;
вторая линия прохождения сварки представляет собой кратчайшую линию, соединяющую первый конец и второй конец второй линии прохождения сварки друг с другом вдоль поверхности второй пластины; и
при изгибании промежуточное изделие расположено в гибочном штампе, при этом вторая линия прохождения сварки и линия сгиба перпендикулярны друг другу и параллельны направлению, в котором конечное изделие после изгибания извлекают из гибочного штампа, и первая линия прохождения сварки и криволинейный участок расположены на одной стороне относительно линии сгиба.
Реферат
Изобретение относится к металлическому элементу и способу его изготовления. Металлический элемент включает в себя первую пластину и вторую пластину, примыкающую и приваренную к первой пластине по меньшей мере на одном стыковом участке. На стыковом участке длина от первого конца до второго конца линии прохождения сварки между первой пластиной и второй пластиной больше длины прямой линии, соединяющей первый конец со вторым концом линии прохождения сварки. Способ включает приготовление первой пластины и второй пластины и обеспечение примыкания первой пластины и второй пластины друг к другу по меньшей мере на одном стыковом участке, и сваривание вместе первой пластины и второй пластины. Дополнительно осуществляют изгибание промежуточного изделия, образованного при сварке. Промежуточное изделие включает в себя первую линию прохождения сварки между первой пластиной и второй пластиной на первом стыковом участке, вторую линию прохождения сварки между первой пластиной и второй пластиной на втором стыковом участке и криволинейный участок, который расположен между первым стыковым участком и вторым стыковым участком и соединяет первый стыковой участок и второй стыковой участок друг с другом. Длина от первого конца до второго конца первой линии прохождения сварки больше длины прямой линии, соединяющей первый конец и второй конец первой линии прохождения сварки. Вторая линия прохождения сварки представляет собой кратчайшую линию, соединяющую первый конец и второй конец второй линии прохождения сварки друг с другом вдоль поверхности второй пластины. При изгибании промежуточное изделие расположено в гибочном штампе. 2 н. и 8 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ сварки тонкостенных труб посредством закалочной сварки с максимальной температурой
Комментарии