Способ формирования линий ослабления в элементе облицовки автомобиля для получения окна для развертывания пневмоподушки безопасности и устройство для его осуществления - RU2262428C2
Код документа: RU2262428C2
Чертежи








Описание
Изобретение относится к способу формирования линий ослабления в частях элементов автомобильной облицовки, накрывающей устройства с пневмоподушками безопасности, для создания одного или более откидываемых лепестков окна для развертывания пневмоподушки, когда пневмоподушка накачивается.
Системы безопасности с пневмоподушками широко используются в автомобильных транспортных средствах и обычно содержат накачиваемую подушку, называемую "пневмоподушкой", содержащуюся в сложенном состоянии в нише и затем быстро накачиваемую, когда датчики фиксируют столкновение автомобиля.
Сложенную пневмоподушку обычно монтируют за элементом внутренней отделки автомобиля, таким как приборная панель или крышка ступицы рулевого колеса. Одно или более окон для развертывания пневмоподушки принудительно открываются, когда пневмоподушка накачивается, для обеспечения развертывания пневмоподушки через отверстие, создаваемое при движении откидываемого лепестка для развертывания пневмоподушки.
В течение последних нескольких лет окна для развертывания пневмоподушки, которые являются частью облицовки, накрывающей нишу для пневмоподушки, получили широкое признание. Как описано в патентах США №5082310 и 5744776, для получения этих интегрированных окон используют бесшовную или невидимую конструкцию, благодаря чему окно или окна для развертывания, хотя и являются частью элемента облицовки, не обозначены отдельно и/или невидимы со стороны элемента облицовки, обращенной к пассажиру.
Для вскрытия таких интегрированных окон для развертывания при развертывании пневмоподушки необходимы ослабленные части элемента облицовки для обеспечения свободного разрыва частей элемента облицовки и его откидывания. Ослабление элемента облицовки осуществляется посредством выполнения невидимых линий ослабления, состоящих из линий надреза, образованных удалением материала элемента облицовки с тыльной стороны вдоль заданного рисунка окна для развертывания подушки. Критическим компонентом этого процесса является количество материала элемента облицовки, удаленного и/или оставшегося после выполнения линии надреза. Точное управление этим процессом является критическим моментом для надежного обеспечения развертывания пневмоподушки.
Широко используемым способом для определения объема удаляемого материала при выполнении надрезов является использование датчиков триангуляционного типа, описанных в патенте США №5883356. Однако эти датчики вследствие триангуляционного принципа их работы ограничены в способности достигать дна надреза, выполняемого режущим устройством. Это особенно относится к узким, глубоким надрезам, которые могут выполняться режущими устройствами, такими как лазеры и режущие ножи. Кроме того, вследствие их смещенной установки эти датчики не приспособлены для измерения изменяющейся глубины проникновения при выполнении надрезов в определенном месте. Это особо относится к случаю, когда надрез выполняется в виде частичных перфораций или прорезей. Как таковой, способ не подходит для выполнения надрезов в элементе облицовки в режиме адаптивного управления, когда и отслеживание глубины, и выполнение надреза согласованы друг с другом для попадания в одну точку на элементе облицовки в ходе выполнения надреза в элементе облицовки.
Задачей изобретения является создание способа и устройства для выполнения надрезов в компонентах облицовки, накрывающих устройства с пневмоподушкой, таким образом, чтобы обеспечивать адаптивное управление процессом, однопроходную обработку, улучшенное вскрытие окна для развертывания пневмоподушки и снижение производственных затрат.
Согласно изобретению выполнение надрезов в элементе облицовки осуществляется с использованием управляемого режущего средства, такого как лазерный луч, при этом на основе сигналов обратной связи от двух датчиков осуществляется управление его интенсивностью наряду с управлением относительным движением лазера и элемента облицовки для получения заданной глубины проникновения в элемент облицовки и с заданной конфигурацией надреза.
Согласно этому способу режущий лазерный луч и измерительный луч, излучаемый первым датчиком, направлены на поверхность одной стороны элемента облицовки. Против режущего лазерного луча с обратной стороны элемента облицовки может также располагаться второй датчик. Устройство комбинирования лучей комбинирует режущий лазерный и измерительный лучи для получения коллинеарных сегментов, направленных точно в одну точку на элементе облицовки. Надрез в элементе облицовки осуществляется лазерным лучом, при этом элемент облицовки движется заданным маршрутом относительно лазера для формирования одного или более откидываемых лепестков для развертывания пневмоподушки, ограниченных сечениями элемента облицовки, соответствующими рисунку. Глубина надреза в элементе облицовки, выполняемого лазерным лучом, регулируется по сигналам обратной связи в реальном масштабе времени, соответствующим глубине надреза и выдаваемым первым датчиком. Для определения оставшейся толщины материала при выполнении надреза в каждой точке вдоль заданного рисунка может обеспечиваться обратная связь в реальном масштабе времени от второго датчика, комбинированная с сигналами обратной связи от первого датчика. Обратная связь от датчика может также использоваться для управления движением элемента облицовки относительно лазерного луча для улучшения управления процессом создания линий ослабления.
Этот способ вследствие коллинеарного расположения сегментов измерительного и режущего лучей дает несколько преимуществ включая одноходовую адаптивную обработку, точность выполнения надреза и превосходную однотипность выполненных деталей. Способ также не зависит от глубины надреза, угла надреза, рисунков надреза, непостоянства материала, цвета материала и изменений текстуры поверхности.
Относительное движение между элементом облицовки и режущим лучом для выполнения надреза в элементе облицовки с заданным рисунком может обеспечиваться различными средствами, включая роботы и двухкоординатные графопостроители.
Элемент облицовки может иметь однослойную, многослойную или композиционную структуру и может быть надрезан с обеих сторон. Надрез может быть непрерывным, прерывистым или может быть комбинацией этих вариантов и может проходить полностью сквозь один или более слоев элемента облицовки. Элемент облицовки может быть завершенной деталью или компонентом, который впоследствии соединяют с завершенной деталью.
На чертежах изображено:
Фиг.1 - схематический вид одного варианта выполнения устройства, соответствующего изобретению и включающего два датчика.
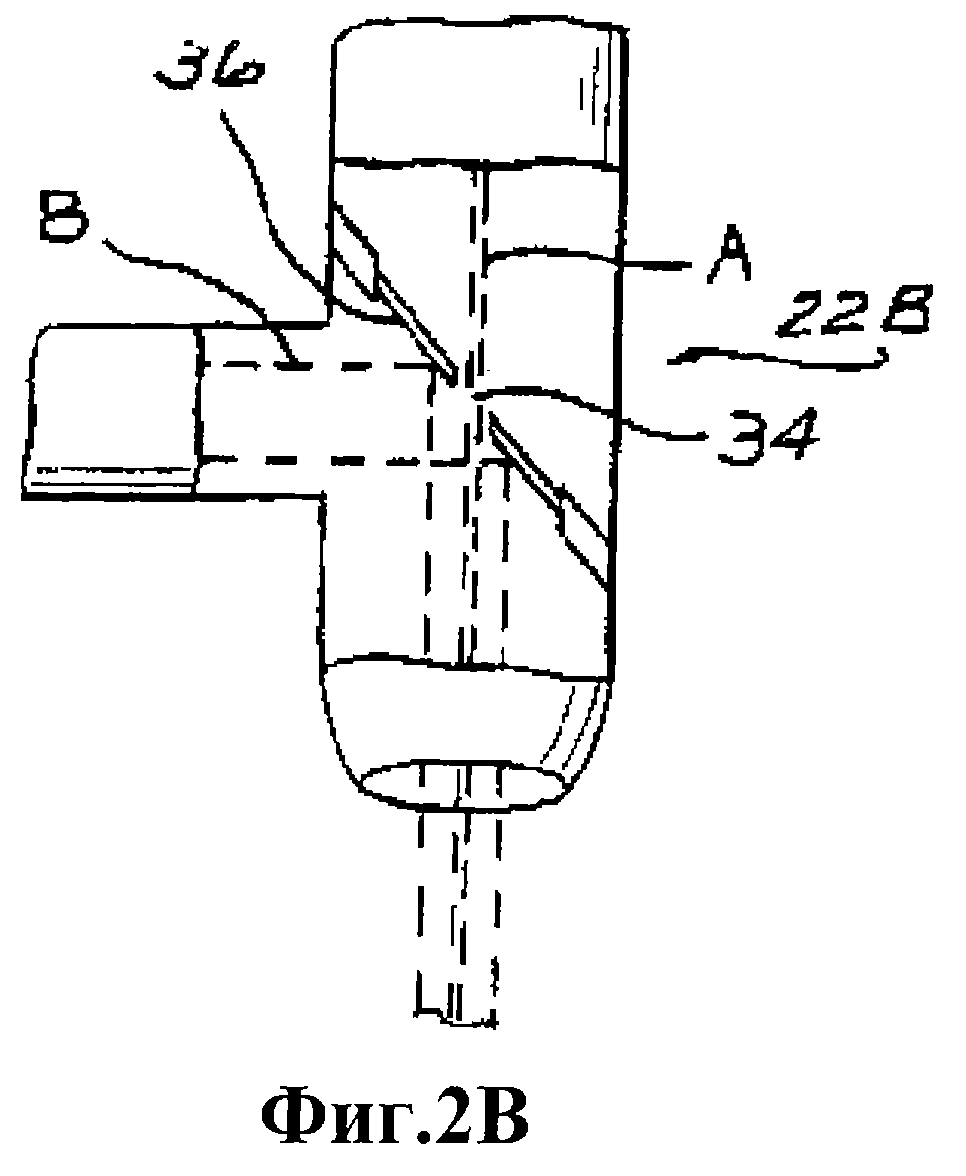
Фиг.2, 2А и 2В - частичные увеличенные виды нескольких альтернативных конструкций средства комбинирования лучей, включенного в устройство, показанное на фиг.1.
Фиг.3 - приборная панель автомобиля с интегрированным окном для развертывания пневмоподушки, сформированным надрезом U-образной конфигурации, выполненным устройством и согласно способу, соответствующим настоящему изобретению.
Фиг.4-6 - виды сечений образцов однослойной и многослойной конструкций элементов облицовки, в которых выполнены различные типы надрезов для ослабления элемента облицовки.
Фиг.7 - схематический вид одного варианта выполнения устройства, соответствующего изобретению и имеющего только один датчик.
Фиг.8 - схематический вид второго варианта выполнения устройства, соответствующего изобретению и имеющего только один датчик.
В нижеследующем подробном описании для ясности будет использоваться некоторая специфическая терминология и будут описаны конкретные варианты осуществления изобретения, но следует понимать, что оно не вносит ограничений и не должно так толковаться, поскольку изобретение может принимать многие формы и варианты в пределах объема прилагаемой формулы изобретения.
Это изобретение предлагает усовершенствованные способ и устройство для формирования линий ослабления в элементе облицовки автомобиля для получения окна для развертывания пневмоподушки с повышением точности обработки, качества элемента облицовки, характеристик развертывания пневмоподушки, а также со снижением производственных затрат. Способ будет описан в отношении окна для пневмоподушки в приборной панели, но он также может применяться в других автомобильных и не автомобильных вариантах применения с пневмоподушкой и без нее. Типичные устройства с пневмоподушкой включают пневмоподушки на стороне водителя, пневмоподушки для переднего пассажира, пневмоподушки бокового удара, пневмоподушки на уровне головы, пневмоподушки на уровне колен и пневмоподушки для задних пассажиров. Способ будет описан в отношении лазерного луча, но он также применим в отношении других режущих лучей, как описано ниже.
На фиг.1 показан первый вариант устройства 10 для выполнения надрезов в элементе облицовки, соответствующего изобретению. Устройство включает источник 12 режущего луча, который генерирует режущий луч, такой как лазерный луч, который используется для управляемого выполнения надрезов в поверхности 14 одной стороны элемента 16 облицовки приборной панели, который после установки накрывает устройство с пневмоподушкой.
Элемент 16 облицовки расположен на держателе 18. Первый датчик 20 предназначен для определения глубины надреза, выполняемого лазерным режущим лучом в поверхности 14 элемента 16 облицовки для его ослабления. Первый датчик 20 и генератор 12 режущего луча соединены со средством 22 комбинирования лучей. Средство 22 комбинирования лучей (подробно показано на фиг.2) предназначено для комбинирования отдельно генерируемого измерительного луча или лучей А, исходящих от первого датчика 20, и лазерного режущего луча В, исходящего от источника 12, так, чтобы они были коллинеарно ориентированы, и для направления комбинированных сегментов измерительного луча А и режущего луча В так, чтобы они падали точно в одну точку на поверхности 14 элемента облицовки. Это средство 22 комбинирования лучей будет также изменять направление любого отраженного возвратного луча или лучей, требуемых для работы датчика, от поверхности 14 элемента облицовки назад, в первый датчик 20, как необходимо для осуществления способа.
Элемент 16 облицовки перемещается относительно источника 12 режущего лазерного луча, а также первого датчика 20 и средства 22 комбинирования лучей, приводом 24 для следования определенному рисунку надреза и достижения точно контролируемой скорости выполнения надреза. Привод 24 может перемещать непосредственно элемент 16 облицовки или перемещать держатель, на котором установлен элемент 16 облицовки. В альтернативном варианте привод 24 мог бы перемещать источник 12 лазерного луча и первый датчик 20 относительно элемента 16 облицовки.
Второй датчик 26 может быть расположен со стороны элемента 16 облицовки, которая противоположна первому датчику 20, при этом исходящий от него второй измерительный луч направлен на наружную поверхность 28 элемента 16 облицовки и выровнен против той же точки элемента облицовки, в которую направлены режущий луч лазера и луч или лучи первого датчика, для контроля выполнения надреза и получения запрограммированной толщины материала, оставшегося после выполнения надреза. Это осуществляется посредством комбинирования сигналов, генерируемых обоими датчиками 20, 26, для создания сигнала обратной связи, соответствующего толщине оставшегося материала.
Устройством 10 управляет один или более промышленных контроллеров 30, которые управляют выполнением лазером прорези и/или движением привода на основе определенной программы и сигналов обратной связи, выдаваемых датчиками 20, 26.
Лазеры особенно желательны для осуществления этого типа способа выполнения надрезов, и они могут быть лазером на диоксиде углерода, эксимерным лазером, твердотельным лазером, аргоновым лазером или диодным лазером. Однако, основываясь на исходных материалах, используемых для изготовления элемента облицовки (полимеры, ткани, дерево, кожа), лазер на диоксиде углерода представляется наиболее предпочтительным с точки зрения удобства и простоты использования, эффективности и стоимости. Лазер может работать как в непрерывном, так и импульсном режиме.
Для измерения количества удаляемого или оставшегося материала при выполнении надрезов в элементе облицовки могут использоваться разные типы датчиков. В качестве первого датчика 20, соединенного со средством 22 комбинирования лучей, предпочтительным типом является средство с обратной связью, которое посылает и принимает особый луч электромагнитного излучения для определения глубины надреза, выполняемого лазером. Одним таким доступным на рынке датчиком является датчик Conoprobe, поставляемый фирмой Optimet и основанный на технике коноскопической голографии. В таком типе датчика излучаемый лазерный луч и отраженные возвратные лучи видимого света имеют сегменты, также движущиеся соосно друг другу и лазерному лучу. Другим типом датчика, который мог бы использоваться, является датчик, обнаруживающий отраженные световые лучи, такой как высокоскоростная телекамера на приборах с зарядовой связью. В этом варианте отраженный луч будет отражен от поверхности элемента облицовки, надрезаемой режущим лучом.
В качестве второго датчика 26, направленного на наружную поверхность элемента облицовки, которая обычно гладкая и доступная, существует более широкий выбор, включая инфракрасный датчик, лазерный датчик, ультразвуковой датчик, коноскопический датчик, телекамеру на приборах с зарядовой связью, бесконтактный датчик и контактный датчик.
Избираемый размер точки сигнального луча датчика может существенно варьироваться. В целом, чем меньше размер точки, тем лучше. Для первого датчика предпочтительный размер не должен превышать размер надреза, выполняемого в элементе облицовки режущим лазерным лучом. Для второго датчика, если варьирование высоты микронеровностей профиля поверхности, то есть так называемая текстура, значительно, размер его точки предпочтительно не должен превышать 300 мкм.
Существует много способов комбинирования отдельно генерируемых режущего лазерного луча В и измерительного луча А для создания их коллинеарных сегментов. На фиг.2 показаны внутренние детали средства 22 комбинирования лучей, которое комбинирует отдельные лазерный луч А и луч В датчика для создания коллинеарных сегментов, которые падают на поверхность 14 элемента облицовки. Средство 22 комбинирования лучей включает рефлектор 32, имеющий покрытие, вызывающее отражение света с длиной волны луча А датчика от его наклонной поверхности, но пропускающее режущий луч В лазера.
Такие избирательные рефлекторы с покрытием доступны на рынке. Конечно, это требует того, чтобы лучи лазера и датчика имели разную длину волны.
Боковая входная трубка 29, направленная на рефлектор 32, соединена с первым датчиком 20. Основная трубка 31 удерживает рефлектор 32, при этом основная трубка 31 имеет концевое отверстие 33, направленное на элемент 16 облицовки.
Сегмент луча А датчика, отраженный от рефлектора 32, отражается коллинеарно, то есть он выровнен и проходит в одном направлении с сегментом луча В лазера, проходящего сквозь рефлектор 32, при этом два коллинеарных сегмента затем падают на поверхность 14 точно в одну точку.
На фиг.2А показан второй вариант выполнения средства 22А комбинирования лучей, включающего наклонный рефлектор 32А, имеющий покрытия, вызывающие отражение луча, имеющего длину волны режущего луча В лазера, но при этом пропускающие луч, имеющий длины волн луча А датчика, то есть в порядке, обратном показанному на фиг.2.
На фиг.2В показан упрощенный схематический вид другой формы выполнения средства 22В комбинирования лучей, комбинирующего режущий луч В лазера и луч А первого датчика для получения на выходе их коллинеарных сегментов. Этот вариант включает простой зеркальный рефлектор 36, имеющий сквозное отверстие 34. Отверстие 34 имеет меньший диаметр относительно диаметра режущего луча В лазера для сведения к минимуму или устранения влияния, которое может оказывать наличие отверстия 34 на отражение режущего луча В лазера от зеркального рефлектора, и длины волн лучей подобраны, как и в вариантах, показанных на фиг.2 и 2А, для комбинирования сегментов лучей в коллинеарной ориентации. В этом конкретном устройстве первым датчиком 20 может быть телекамера на приборах с зарядовой связью, принимающая лучи, отраженные от поверхности элемента облицовки, надрезаемого лазерным лучом.
Элемент облицовки может быть любой из многих деталей автомобиля, включая приборные панели и/или их компоненты (поверхностные слои, нижние слои, вспененные материалы, холсты и т.д.), крышки пневмоподушки на стороне водителя, дверные панели, обшивки сидений, подголовники, бамперы и ремни безопасности. Надрезы могут выполняться на обеих сторонах элемента облицовки, но предпочтительно - на внутренней стороне таким образом, чтобы они были по существу невидимы со стороны наружной поверхности, обращенной к пассажиру. Как показано на фиг.3, надрез не проходит сквозь наружную поверхность 28 элемента 16 облицовки, показанного как приборная панель, и по существу невидим для пассажира. В элементе облицовки могут использоваться различные материалы, включая металлы, полимеры (термопластичные полиуретаны, термопластичные полиолефины, поливинилхлорид, термопластичные эластомеры и т.д.), кожу, ткани, дерево и многослойные деревянные материалы. Как показано на фиг.4-6, элемент 16, 16А, 16В облицовки может состоять из одного или более слоев подобных или разных материалов. В многослойных конструкциях надрезы 40, 40А, 40В можно выполнять в любом слое или в любой их комбинации, как показано.
Изготовление элемента облицовки может осуществляться разными путями с использованием разных материалов. Многие из этих материалов могут быть сформированы в сплошной форме или в пористой форме. Полимерные элементы облицовки можно формировать такими способами, как экструзионное прессование, инжекционное прессование, прессование под низким давлением со вставкой, литье, термоформование, ламинирование и вспенивание.
Выполненный надрез может иметь любую конфигурацию, включая рисунок в форме букв U, Н, I, Т, X, W, S и Y, требуемую для формирования окна для развертывания пневмоподушки. Окно может иметь один или более откидных лепестков. Надрез может быть либо непрерывным, либо прерывистым, включая канавки, глухие отверстия и прерывистые линии. Кроме того, ориентация надреза может быть прямой или с отклонением от прямой линии. Для успешного и последовательного развертывания пневмоподушек степень точности резки особенно важна для обеспечения соответствия количества материала, оставшегося вдоль заданного рисунка надреза, надлежащему количеству. Проникновение или глубина надреза для получения невидимого окна для пневмоподушки может составлять до около 95% толщины элемента облицовки.
Для получения полного рисунка надреза элемент облицовки предпочтительно движется относительно лазерного луча и/или датчиков. Относительное движение может обеспечиваться рядом приводов, включая роботы и двухкоординатные графопостроители. В ходе выполнения надреза данные о толщине, получаемые от датчика, могут также использоваться для управления движением привода для выполнения надреза вдоль заданного рисунка. Элемент облицовки может удерживаться непосредственно приводным средством, или он может прикрепляться к держателю, удерживаемому приводным средством. Держатель может иметь конфигурацию, соответствующую конфигурации элемента облицовки, и/или может точно соответствовать характерным признакам поверхности элемента облицовки. На держателе также могут использоваться вакуумное или зажимное средства для лучшего удерживания поверхности элемента облицовки в контакте с держателем 18. Держатель 18 может иметь такую конструкцию, чтобы он обеспечивал физический и/или оптический доступ для второго датчика 28 к поверхности 26 элемента облицовки (то есть имел прозрачную стенку держателя или отверстие в стенке держателя и т.д.).
Контроллер 30 управления предназначен для управления работой лазера и/или движением привода на основе сигналов обратной связи, выдаваемых двумя датчиками 20, 26, которые с противоположных сторон или поверхностей элемента 16 облицовки отслеживают надрезаемое место. Два датчика 20, 26, работающие совместно, определяют оставшуюся толщину элемента 16 облицовки в любой точке, на которую они направлены. В ходе выполнения лазером надреза в заданной точке два датчика 20, 26 выдают сигналы, в соответствии с которыми контроллер 30 управления может вычислять толщину материала, оставшегося после выполнения надреза. На основе этого определения толщины в реальном масштабе времени контроллер 30 управления управляет работой источника 12 режущего луча для осуществления удаления только необходимого количества материала, заданного для любой данной точки на элементе 16 облицовки. Данные об оставшейся толщине могут также использоваться для управления приводом 24 для перемещения элемента облицовки в следующее необходимое местоположение вдоль заданного рисунка надреза.
Вследствие коллинеарности падающих сегментов луча первого датчика и режущего луча получены несколько преимуществ, которые не могли бы быть получены с использованием любого из существующих способов. Поскольку луч первого датчика и луч лазера всегда падают в одну точку элемента облицовки, способ становится нечувствительным к большому количеству ключевых переменных, включая угол резки, глубину проникновения, толщину элемента облицовки, конфигурацию рисунка ослабления и, в значительной степени, скорость резки. Кроме того, комбинация двух датчиков обеспечивает непосредственное измерение оставшейся толщины, высокую точность выполнения надрезов и отличную повторяемость от заготовки к заготовке. Кроме того, способ позволяет пользователю преодолеть проблемы, связанные с изменениями толщины элемента облицовки, свойств материала, таких как плотность, цвет, наличие пустот и текстура поверхности. Эти и другие преимущества получены при работе с оперативным адаптивным управлением в однопроходном режиме.
Второй вариант выполнения устройства 44, соответствующего настоящему изобретению, показан на фиг.7, где наружная поверхность 42 элемента 16 облицовки находится в тесном контакте с внутренней стенкой 46 держателя. В таком варианте расстояние между первым датчиком 48 и внутренней стенкой 46 держателя вдоль заданного рисунка надреза может измеряться до начала операции резки. Если это расстояние может поддерживаться от прохода к проходу, во втором наружном датчике нет необходимости при осуществлении способа в однопроходном режиме адаптивного управления.
На фиг.8 показан другой вариант выполнения устройства 50, в котором первый датчик 52 установлен непосредственно рядом с источником 12 режущего луча таким образом, что оба луча А, В по существу коллинеарны для приближения к эффекту использования описанного средства 22 комбинирования лучей.
Режущий луч лазера может также выполнять функцию датчика. Это устройство также поддерживает коллинеарную конфигурацию, поскольку измерительные сигналы и лазерный луч генерируются одним лазером. При таком подходе характеристики лазерного луча и управление могут быть управляемыми для выполнения измерений в ходе или между интервалами резки (то есть после заданного количества импульсов).
Реферат
Изобретения относятся к способу и устройству формирования линий ослабления в частях элементов автомобильной облицовки, накрывающей устройства с пневмоподушками безопасности, для создания одного или более откидываемых лепестков окна для развертывания пневмоподушки, когда пневмоподушка накачивается. Выполняют надрез на поверхности элемента облицовки посредством направления режущего луча от источника 12 режущего луча на указанную поверхность при перемещении элемента облицовки относительно этого источника в соответствии с заданным рисунком надреза. Отслеживают результат резки посредством измерительных лучей, создаваемых первым датчиком 26 и вторым наружным датчиком 20 соответственно, расположенными на противоположных сторонах от элемента 16 облицовки. Комбинируют измерительный луч первого датчика 26 с режущим лучом таким образом, что комбинированные соответствующие сегменты коллинеарны при падении на поверхность элемента облицовки 16 и постоянно направлены в одни и те же точки вдоль рисунка надреза. Осуществляют контроль количества материала, удаляемого режущим лучом в каждой точке вдоль заданного рисунка, посредством управления выполнением надреза в соответствии с сигналами обратной связи, генерируемыми первым 26 и вторым датчиками 20 в ходе выполнения надреза. Устройство содержит источник режущего луча, выполняющего надрез на поверхности на одной стороне элемента облицовки, причем режущий луч направлен на указанную поверхность элемента облицовки, привод, сообщающий относительное перемещение между источником режущего луча и элементом облицовки в соответствии с заданным рисунком, сенсорное средство для отслеживания толщины оставшегося материала элемента облицовки, средство комбинирования лучей, средство управления, отслеживающее выполнение надреза в элементе заготовки в каждой точке вдоль заданного рисунка и регулирующее режущий эффект режущего луча для получения заданной толщины материала элемента облицовки. Сенсорное средство включает первый внутренний датчик 26 и второй наружный датчик 20, расположенные с противоположных сторон от элемента облицовки 16 и направленные в каждую точку элемента облицовки, в которой режущим лучом выполняется надрез, при этом внутренний датчик расположен с той же стороны от элемента облицовки, что и источник 12 режущего луча. Изобретения позволяют выполнять линии ослабления в один проход с точной повторяемостью и независимо от варьирования глубины резки, угла резки, рисунков прорези, неоднородности материала, цвета материала и текстуры поверхности. 7 с. и 34 з.п. ф-лы, 8 ил.

Комментарии