Стент, покрытый электроспряденным птфэ, и способ применения - RU2581871C2
Код документа: RU2581871C2
Чертежи








Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится, в общем, к медицинским устройствам. Более конкретно, настоящее изобретение относится к стентам или другим протезам, в частности, к протезу, покрытому электроспряденным политетрафторэтиленом (ПТФЭ).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления, описываемые в настоящем документе, будут более понятны из последующего описания и приложенной формулы изобретения в сочетании с прилагаемыми чертежами. Эти чертежи показывают только типичные варианты осуществления, которые будут описаны с дополнительной специфичностью и подробностями с использованием прилагаемых чертежей, на которых:
фигура 1 представляет собой вид спереди одного из вариантов осуществления стента.
Фигура 2A представляет собой вид в разрезе передних частей двух соседних витков одного из вариантов осуществления стента.
Фигура 2B представляет собой подробный ракурс одного из концов стента с фигуры 1.
Фигура 2C представляет собой подробный ракурс альтернативного дизайна концевой части стента.
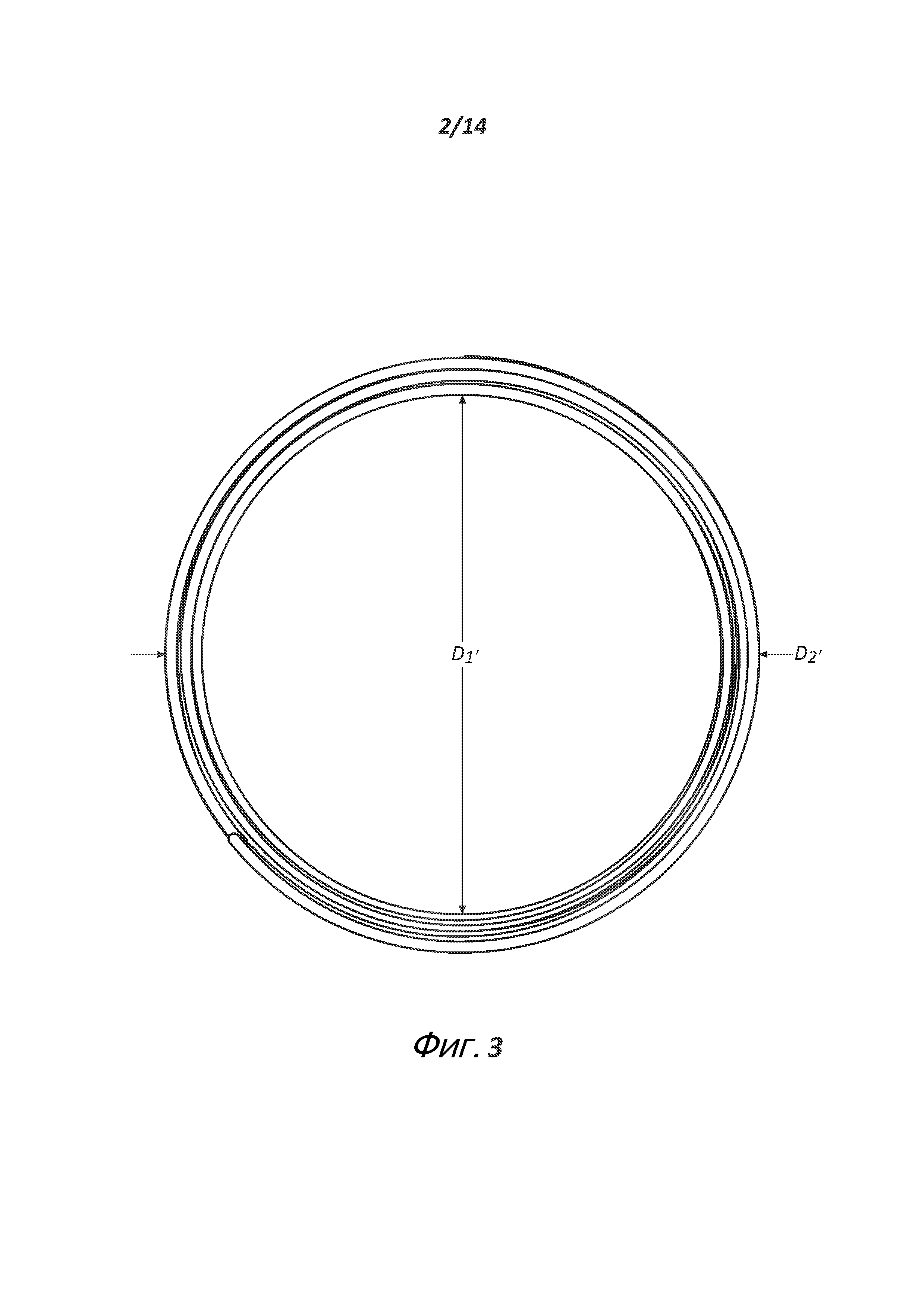
Фигура 3 представляет собой вид сверху другого варианта осуществления стента с расширяющимися концами.
Фигура 4 представляет собой вид спереди стента с фигуры 3.
Фигура 5 представляет собой вид в перспективе одного из вариантов осуществления стента, иллюстрируя, как проволоке может быть придана форма для образования структуры стента.
Фигура 6A представляет собой вид в перспективе стента с покрытием.
Фигура 6B представляет собой вид в поперечном разрезе стента с фигуры 6A вдоль плоскости 6B-6B.
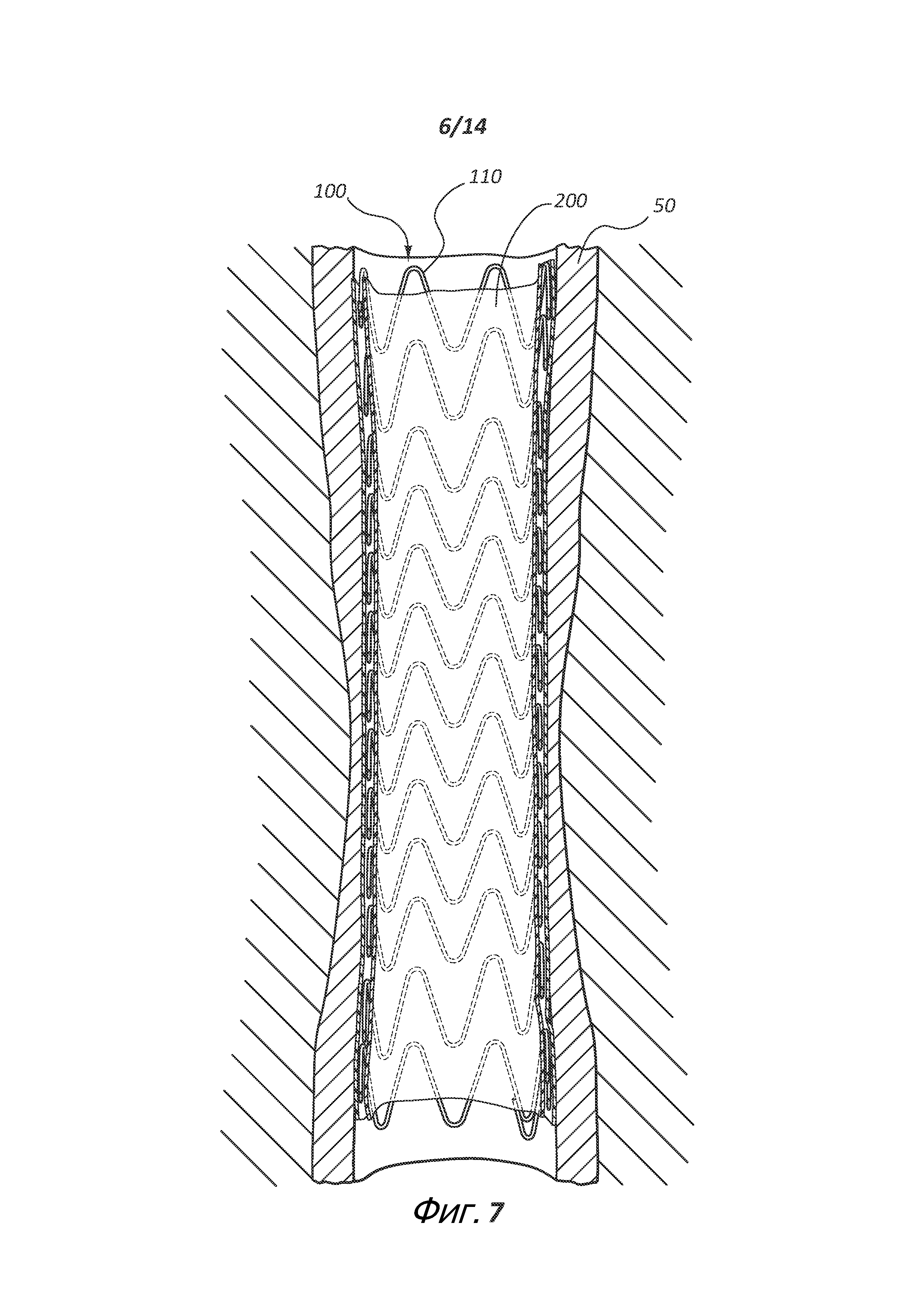
Фигура 7 иллюстрирует один из вариантов осуществления стента, размещенного в полости тела.
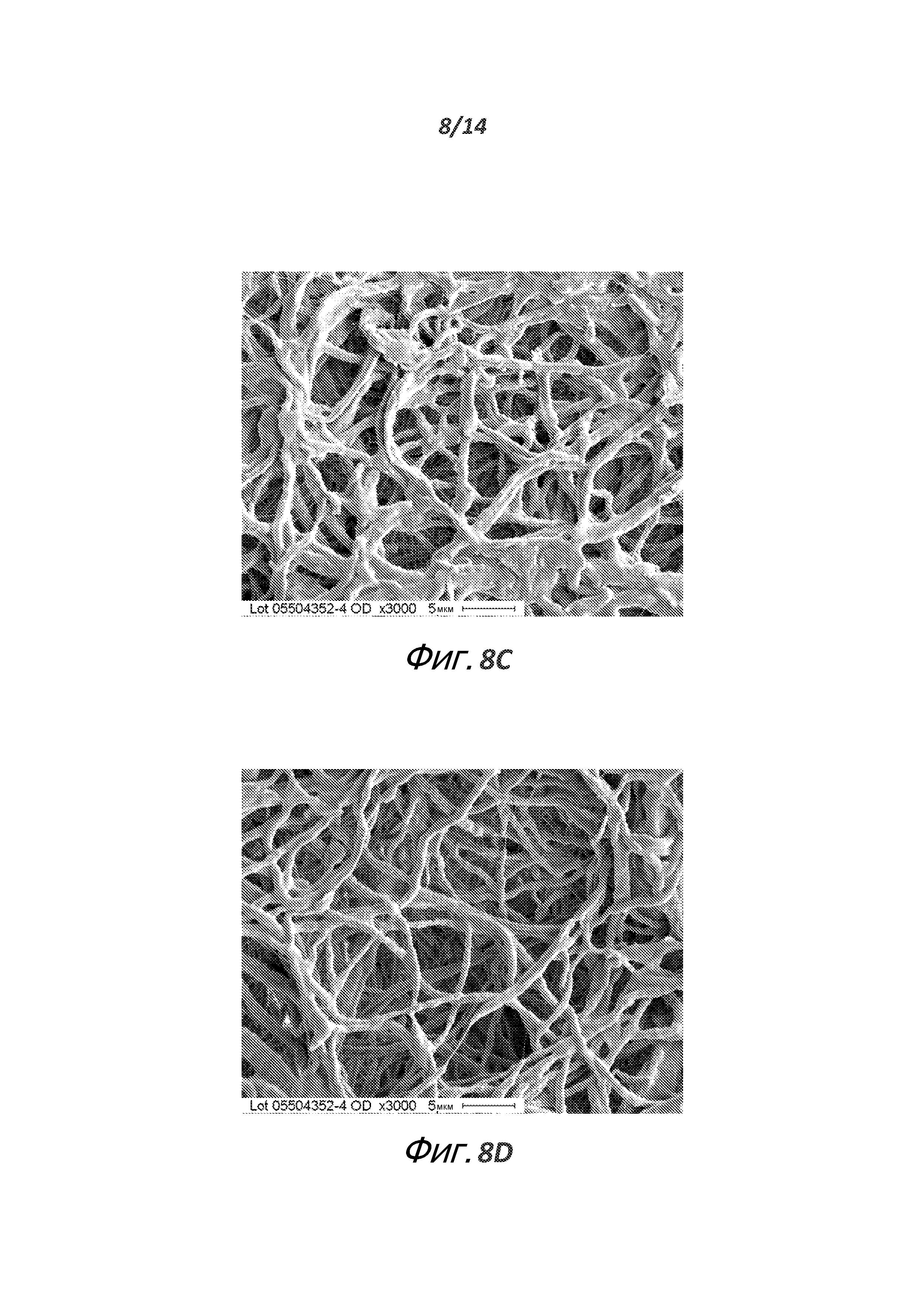
Фигуры 8A-8D представляют собой изображения варианта осуществления наружного покрытия из электроспряденного ПТФЭ для стента, полученные с помощью сканирующего электронного микроскопа (СЭМ).
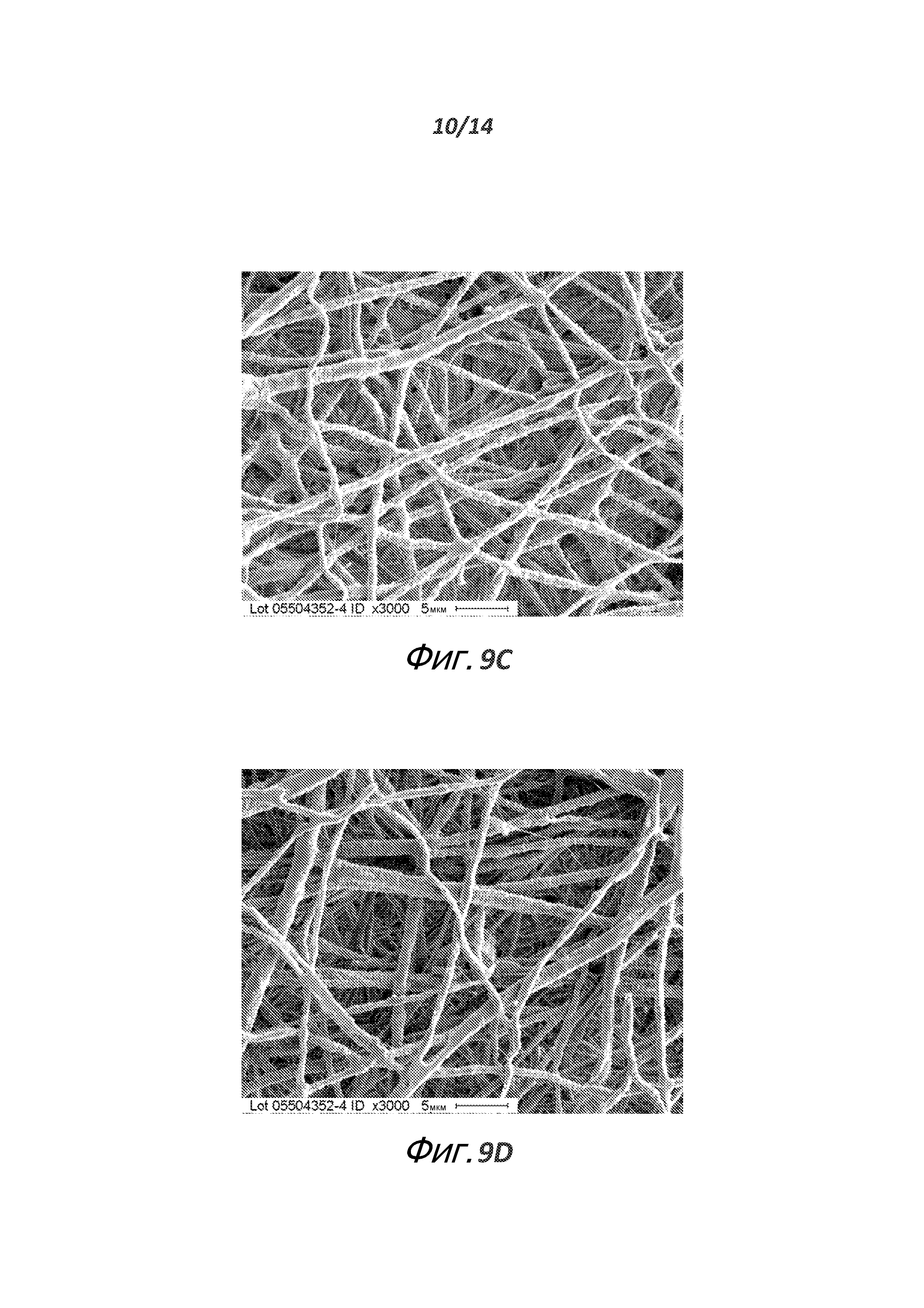
Фигуры 9A-9D представляют собой изображения СЭМ внутреннего слоя электроспряденного ПТФЭ из покрытия стента с фигур 8A-8D.
Фигуры 10A-10D представляют собой изображения СЭМ наружного покрытия из электроспряденного ПТФЭ другого варианта осуществления стента.
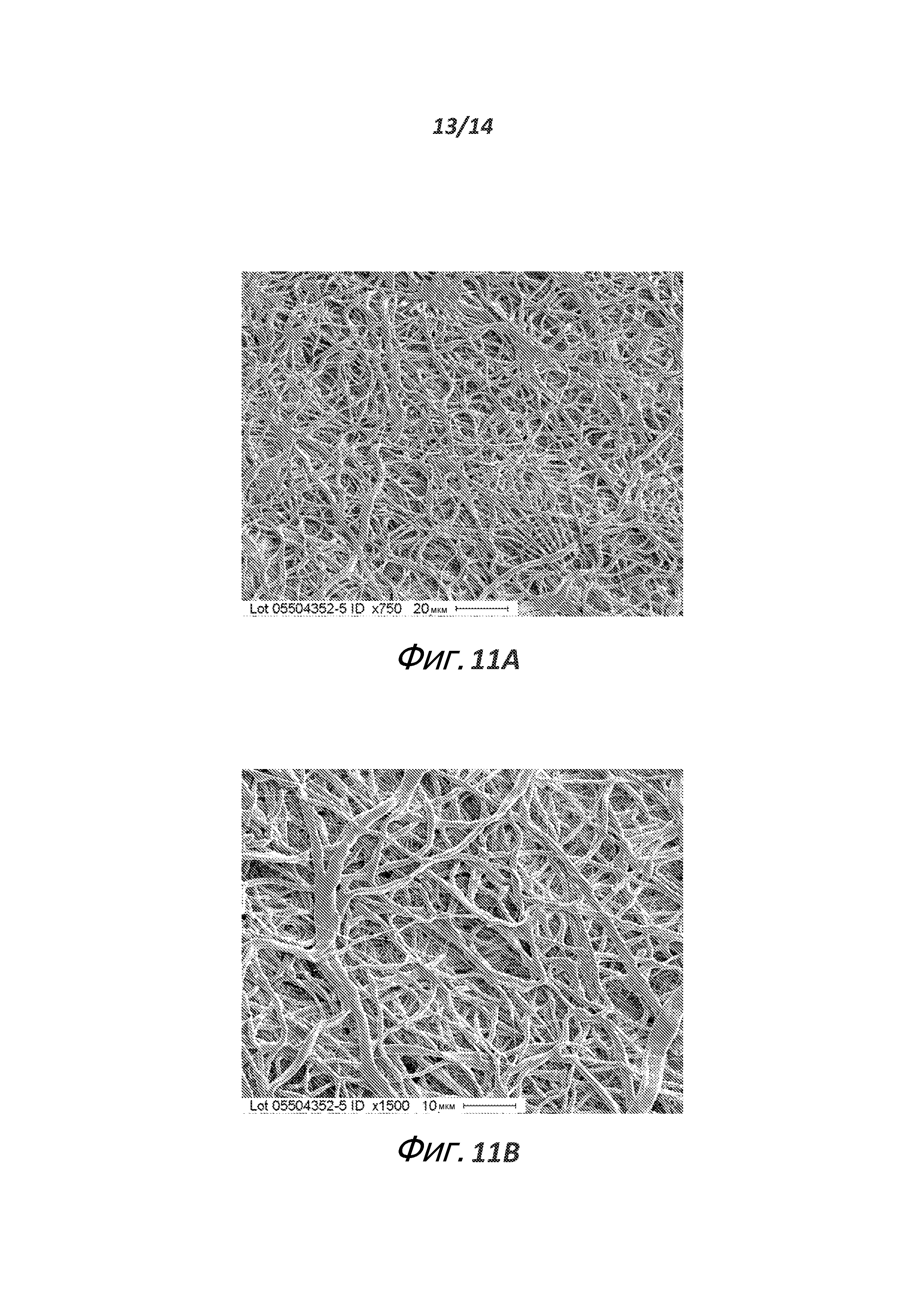
Фигуры 11A-11D представляют собой изображения СЭМ внутреннего слоя электроспряденного ПТФЭ из покрытия стента с фигур 10A-10D.
ПОДРОБНОЕ ОПИСАНИЕ
Стенты могут быть размещены в различных полостях тела для различных целей. Стенты могут быть размещены, например, в центральной венозной системе с различными терапевтическими целями, в том числе для лечения закупорок внутри просветов этой системы. Следует понимать, что настоящее изобретение может быть применимо к стентам, разработанным для центральной венозной (ЦВ) системы, стентам для периферических сосудов (ПС), стентам для аневризмы брюшной аорты (АБА), бронхиальным стентам, пищеводным стентам, билиарным стентам или любому другому стенту. Кроме того, настоящее изобретение может быть в равной степени применимо к другим протезам, таким как трансплантаты. Таким образом, изобретение, представленное ниже с использованием конкретных примеров стентов, можно аналогично применять для других протезов.
Очевидно, что компоненты вариантов осуществления, в общем описанные и проиллюстрированные чертежами в настоящем документе, могут быть расположены и являться составной частью в широком спектре различных конфигураций. Таким образом, последующее более подробное описание различных вариантов осуществления, представленных на фигурах, не предназначено для ограничения объема изобретения, а просто представляет различные варианты осуществления. Хотя на чертежах представлены различные аспекты вариантов осуществления, чертежи необязательно выполнены в масштабе, если это не указано особо.
Фразы «связанный с», «соединенный с» и «в связи с» относятся к любой форме взаимодействия между двумя или более объектами, включая механическое, электрическое, магнитное, электромагнитное, жидкостное и термальное взаимодействие. Два компонента могут быть соединены друг с другом, даже если они не находятся в непосредственном контакте друг с другом. Например, два компонента могут быть соединены друг с другом через промежуточный компонент.
Термины направления «проксимальный» и «дистальный» используют в настоящем документе для противоположных сторон стента. Проксимальный конец стента определяют как конец стента, ближайший к врачу, когда стент расположен внутри устройства для размещения во время использования врачом-практиком. Дистальный конец представляет собой конец, противоположный проксимальному концу, вдоль продольного направления стента, или конец, наиболее удаленный от врача-практика. Следует понимать, что, при использовании в данной области, эти термины могут иметь отличающиеся значения, как только стент установлен (т.е. «проксимальный» конец может относиться к концу, ближайшему к голове или к сердцу пациента в зависимости от применения). Для согласованности в рамках изобретения концы стента, помеченные «проксимальный» и «дистальный» до размещения, остаются теми же независимо от того, размещен ли стент. Продольное направление стента представляет собой направление вдоль оси, как правило, трубчатого стента. В вариантах осуществления, в которых стент состоит из структуры из металлической проволоки, соединенной со слоем полимера, металлическую структуру обозначают как «каркас» и слой полимера как «покрытие». Термин «покрытие» может относиться к одиночному полимеру, множеству слоев одинакового полимера, или к слоям, включающим различные полимеры, использованные в комбинации.
Просветы потока в центральной венозной системе, как правило, выстелены эндотелиальными клетками. Эта выстилка эндотелиальными клетками на всем протяжении центральной венозной системы составляет эндотелий. Эндотелий действует как граница раздела между кровотоком в просвете центральной венозной системы и внутренними стенками просвета. Эндотелий, среди прочих функций, снижает или предотвращает турбулентный кровоток внутри просвета.
Терапевтический стент, который включает покрытие проницаемым или полупроницаемым материалом, может допускать формирование эндотелиального слоя на внутренней поверхности стента. Стент, который допускает образование эндотелия внутри стента, может дополнительно стимулировать заживление в области лечения. Например, стент, покрытый эндотелиальными клетками, может быть более совместим с окружающими полостями тела, таким образом, приводя к менее турбулентному кровотоку или к сниженному риску тромбоза или формирования тромбов. Стент, который позволяет формирование эндотелиального слоя на внутренней поверхности стента, может, таким образом, быть особенно биосовместимым, приводя к меньшей травме в точке приложения и к меньшим побочным эффектам.
Электроспряденный политетрафторэтилен (ПТФЭ) можно использовать в качестве покрытия для стента, когда желателен рост эндотелиальных клеток. «Электропрядение» относится к способу формирования ковриков, труб или других форм путем нанесения малых нитей ПТФЭ на заряженные поверхности. Процесс электропрядения регулирует толщину, плотность, пористость и другие характеристики формируемого таким образом ПТФЭ. Электропрядение ПТФЭ описано в патентной заявке США, публикация No. US 2010/0193999, включенной в настоящий документ в качестве ссылки.
Настоящее изобретение относится к стенту, который имеет, в определенных вариантах осуществления металлический каркас, покрытый по меньшей мере одним слоем электроспряденного ПТФЭ. Следует понимать, что, хотя конкретные структуры и покрытия описаны ниже, любую характеристику каркаса или покрытия, описанного ниже, можно комбинировать с любой другой раскрытой характеристикой в пределах объема настоящего изобретения. Например, конкретные фигуры показывают металлический каркас без какого-либо покрытия; характеристики, описанные и проиллюстрированные на этих фигурах, можно комбинировать с любой комбинацией покрытий, описываемых в настоящем документе.
Фигуры 1, 2A и 2B показывают виды варианта осуществления стента. Фигуры 3 и 4 представляют собой виды одного из вариантов осуществления стента, который включает расширяющиеся концы. Фигура 5 иллюстрирует один из вариантов осуществления того, как проволоке можно придать форму каркаса для стента. Фигуры 6A и 6B иллюстрируют вариант осуществления стента с покрытием. Фигура 7 демонстрирует стент, размещенный внутри полости тела. Наконец, фигуры 8A-11D представляют собой снимки возможных покрытий для стентов, полученные с помощью сканирующего электронного микроскопа (СЭМ). Как указано выше, следует понимать, что независимо от того, показан ли стент на любой конкретной фигуре вместе с конкретным покрытием, или любым покрытием вообще, любой вариант осуществления может быть сконфигурирован с любой из комбинаций покрытий, показанных или описанных в настоящем документе.
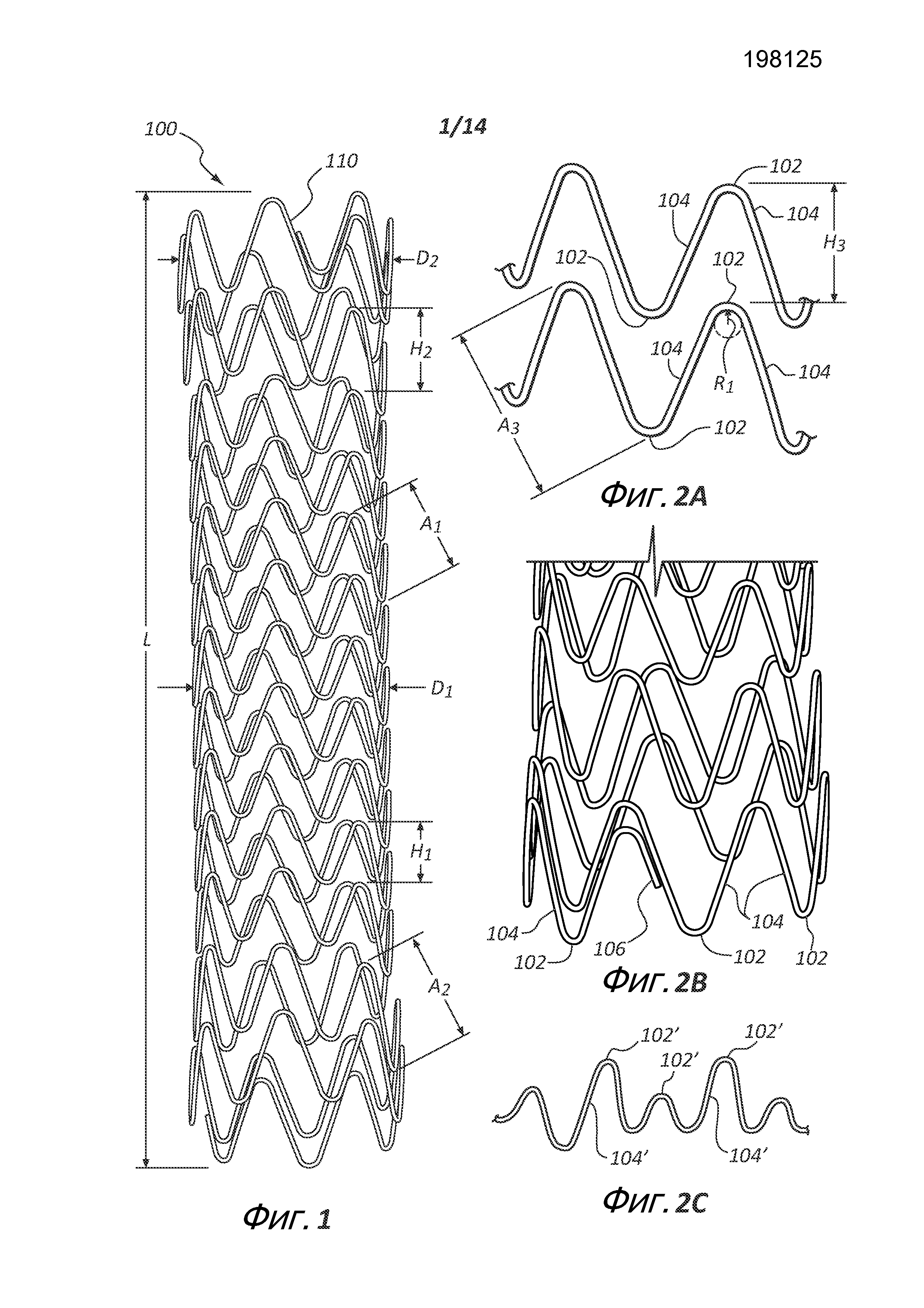
Фигура 1 показывает вид спереди одного из вариантов осуществления стента 100. Показанный вариант осуществления изображает один из вариантов осуществления конфигурации для металлической проволоки 110, формирующей структуру каркаса. Как показано на фигуре 1, каркас может состоять из одиночной непрерывной проволоки.
Как видно, в общем, на фигурах 1, 2A и 2B отмечены конкретные характеристики проиллюстрированного стента. Следует понимать, что цифры и обозначения, использованные на любой фигуре, применимы к аналогичным характеристикам в других показанных вариантах осуществления, идентифицирована ли характеристика таким образом на каждой фигуре или нет. Как, в целом, показано на этих фигурах, стент 100 может состоять из проволоки 110, которой придана форма каркаса. Проволоке 110 может быть придана волнообразная конфигурация, с волнами, определяющими верхушки 102 и плечи 104 стента. Каркас дополнительно может быть соединен с покрывающим слоем (не показан). Дополнительно, в некоторых вариантах осуществления любое покрытие, описанное в настоящем документе, может быть применимо к любому типу каркаса или остова стента, например, к вырезанным лазером остовам стента, полимерным остовам стента, проволочному каркасу и т.д.
Стент 100 может быть сконструирован таким образом, что средняя часть стента будет «жестче», чем концы. «Жесткость» стента относится к относительному сопротивлению стента (например, его способности к сжатию). Более жесткая часть стента будет иметь большую прочность (т.е. проявлять большую радиальную выталкивающую силу), чем более мягкая часть. В одном из вариантов осуществления средняя часть стента жестче, чем части проксимального и дистального концов, которые относительно мягче.
Можно оперировать четырьмя основными конструктивными параметрами для того, чтобы влиять на свойства (жесткость, прочность, сминающая сила, сила, действующая по окружности, гибкость и т.д.) показанного стента. Эти свойства представляют собой: (1) расстояние от верхушки до верхушки, обозначенное как Hx на фигурах 1 и 2A; (2) длина плеча, обозначенная как Ax на фигурах 1 и 2A; (3) радиус верхушки, обозначенный как Rx на фигуре 2A; и (4) диаметр проволоки каркаса 110. Эти значения могут быть или не быть постоянными в различных точках стента. Таким образом, нижний индекс «x» используют в общем случае; то есть, каждое расстояние, определяемое как «H» расстояние от верхушки до верхушки с нижними индексами 1, 2, 3 и т.д., означает расстояние от верхушки до верхушки в конкретной точке. Следует понимать, что эти обозначения нижних индексов необязательно относятся к конкретному расстоянию, но их можно использовать относительно (т.е. H1 может быть обозначено как меньшее чем H2 без объяснения точного значения или измерения). Дополнительно, как будет очевидно специалисту в данной области, имеющему пользу от этого раскрытия, аналогичный паттерн измерений и нижних индексов используется для остальных параметров, описываемых в настоящем документе, например, Ax и Rx.
Общая конструкция стента может быть сконфигурирована для оптимизации желаемой радиальной силы, профиля смятия и профиля деформации. Каждый конструктивный параметр стента может быть сконфигурирован и настроен для получения желаемых характеристик стента. Например, профиль деформации может быть сконфигурирован, чтобы быть меньше, чем критическая точка для используемого материала.
Первый параметр, расстояние от верхушки до верхушки, обозначается как Hx. Это измерение означает расстояние между первой верхушкой и второй верхушкой, где обе верхушки по существу расположены вдоль линии по внешнему диаметру стента, которая расположена в одной плоскости и параллельно продольной оси стента. В некоторых вариантах осуществления Hx может быть постоянным по всей длине стента. В других вариантах осуществления длина стента может быть разделена на одну или несколько «зон», при этом Hx является постоянным в пределах зоны, но каждая зона может иметь различный Hx. В других вариантах осуществления Hx может варьировать по всей длине стента. Hx может быть сконфигурирован по отношению к остальным конструктивным параметрам для того, чтобы задавать свойства стента. Как правило, области стента с меньшим значением Hx будут жестче, чем области с большим значением Hx.
В одном из вариантов осуществления, показанном на фигуре 1, существует две «зоны расширения» на каждом конце стента и зона средней части корпуса вдоль оставшейся длины стента. В показанном варианте осуществления, H1 обозначает расстояние от верхушки до верхушки в зоне средней части корпуса стента, и H2 обозначает расстояние от верхушки до верхушки в зонах расширения стента. В показанном варианте осуществления расстояние от верхушки до верхушки, H2 одинаково в обеих расширяющихся зонах рядом с дистальным концом стента и в расширяющейся зоне рядом с проксимальным концом стента. В некоторых вариантах осуществления H1 может быть меньше, чем H2, результатом чего является стент, относительно более жесткий в средней части корпуса и относительно более мягкий на концах. Стент с такими свойствами может быть использован в случаях, где необходима прочность вдоль средней части корпуса, например, при лечении опухоли или другой закупорки, но концы сконструированы для того, чтобы оставаться в здоровой ткани, при этом более мягкие концы будут минимизировать травмирование здоровой ткани.
В вариантах осуществления, где нужны мягкие концы и жесткая средняя часть корпуса, H1 может составлять приблизительно от 2 мм до 30 мм и H2 приблизительно от 2,1 мм до 30,1 мм. Например, в стентах для ЦВ или ПС применения, H1 может составлять приблизительно от 3 мм до 10 мм и H2 приблизительно от 3,1 мм до 10,1 мм, как например: 3 мм
В других вариантах осуществления, где две или более длин от верхушки до верхушки присутствуют в одном стенте, изменение длины от верхушки до верхушки может коррелировать со смещением верхушек от средней точки стента. Другими словами, длина от верхушки до верхушки может увеличиваться с приращением по мере удаления от средней точки стента по направлению к концам таким образом, что стент имеет одинаковую геометрию и, следовательно, одинаковые свойства, в любую сторону от средней точки длины стента. В других вариантах осуществления можно использовать различную геометрию в любой точке вдоль длины стента. Следует понимать, что вышеописанные диапазоны значений для Hx аналогично применимы к вариантам осуществления, в которых стент имеет несколько длин от верхушки до верхушки. Например, в одном из вариантов осуществления стент может иметь длину от верхушки до верхушки в средней части корпуса в пределах одного из вышеописанных диапазонов для H1, и значение Hx может варьировать с приращением, поэтапно, или по какому-то другому паттерну, вдоль длины стента, достигая длины от верхушки до верхушки на концах в пределах дополнительного диапазона для H2.
Кроме того, в некоторых вариантах осуществления значение Hx может быть достаточно малым для того, чтобы соседние витки были «вложены» внутрь друг друга. Другими словами, верхушки первого спирального витка могут вытягиваться вверх в пространство чуть ниже верхушек следующего соседнего витка. Другими словами, верхушки нижележащих витков могут вытягиваться на достаточное количество таким образом, что они располагаются между плечами вышележащих витков. В других вариантах осуществления значение Hx может быть достаточно большим для того, чтобы соседние витки были полностью разделены. В вариантах осуществления, где соседние витки являются «вложенными», число проволок в любом конкретном перекрестном сечении стента может быть выше, чем у не-вложенного стента. Другими словами, разрез стента вдоль воображаемой плоскости, расположенной ортогонально по отношению к продольной оси стента, будет пересекать больше проволок, если стент является вложенным, по сравнению с не-вложенными стентами. Чем меньше значение Hx, тем больше рядов может быть пересечено такой плоскостью (то есть, больше чем просто следующий соседний ряд может вытягиваться в пространства ниже верхушек конкретного ряда). Вложенные стенты могут создавать относительно более высокую деформацию в структуре каркаса, когда стент загружен в катетер для доставки. В некоторых случаях катетер для доставки для вложенного стента, таким образом, может быть относительно больше, чем катетер для доставки, сконструированный для не-вложенного стента. Дополнительно, вложенные стенты могут быть относительно жестче по сравнению с не-вложенными стентами со сходными параметрами.
Как будет ясно специалистам в данной области, имеющим пользу от этого раскрытия, стенты с жесткой средней частью корпуса и мягкими концами могут быть желательными для множества применений. Дополнительно, в некоторых случаях может быть желателен по существу «симметричный» стент; другими словами, стент с определенными свойствами средней части корпуса и другими свойствами на концах, при этом свойства на обоих концах являются, по существу, идентичными. Разумеется, другие варианты осуществления могут обладать различными свойствами по всей длине стента. Следует понимать, что хотя влияние изменения переменных, например, разница между H1 и H2, может быть описано в связи с симметричным, по существу, стентом (как на фигуре 1), эти же принципы могут быть использованы для управления свойствами стента, где геометрия варьирует по всей длине стента. Как будет понятно специалистам в данной области, имеющим пользу от этого раскрытия, это применимо к каждому из переменных параметров, описываемых в настоящем документе, например, Hx, Ax и Rx.
Второй параметр, длина плеча, обозначен как Ax на фигурах 1 и 2A.
Как и с Hx, Ax может быть постоянным по всей длине стента, может быть постоянным внутри зон или варьировать вдоль длины стента. Вариации в длине Ax могут быть сконфигурированы в сочетании с вариациями по другим параметрам для создания стента с конкретным набором свойств. Как правило, области стента, где Ax относительно короче, будут жестче, чем области, где Ax длиннее.
В некоторых вариантах осуществления длина плеча A1 вблизи средней части корпуса стента 100 будет короче, чем длина плеча A2 вблизи концов. Результатом этой конфигурации может быть стент, относительно более жесткий в средней части. В вариантах осуществления, где желательны мягкие концы и жесткая средняя часть корпуса, A1может составлять приблизительно от 2 мм до 30 мм и A2 приблизительно от 2,1 мм до 30,1 мм. Например, в стентах для ЦВ или ПС применения A1 может составлять приблизительно от 2 мм до 10 мм и A2 приблизительно от 2,1 мм до 10,1 мм, как например: 2,5 мм
В других вариантах осуществления, где два или более длин плеча присутствуют в одном стенте, изменения длины плеча может коррелировать со смещением от средней точки вдоль стента. Другими словами, длина плеча может увеличиваться с приращением по мере удаления от средней точки стента по направлению к концам, таким образом, что стент имеет одинаковую геометрию, и таким образом одинаковые свойства, в любую сторону от средней точки длины стента. В других вариантах осуществления можно использовать различную геометрию в любой точке вдоль длины стента. Следует понимать, что вышеописанные интервалы значений Ax аналогично применимы к вариантам осуществления, где стент имеет несколько длин плеча. Например, в одном из вариантов осуществления стент может иметь длину плеча в средней части корпуса в пределах одного из вышеописанных интервалов для A1, и значение Ax может варьировать с приращением, поэтапно, или по какому-то другому паттерну, вдоль длины стента, достигая длины плеча на концах в пределах дополнительного диапазона для A2.
Третий параметр, радиус верхушки, обозначен как R1 на фигуре 2A. Как и Ηx и Ax, Rx может быть сконфигурирован для придания стенту желаемых свойств. В некоторых вариантах осуществления внутренний радиус каждой верхушки может образовывать арку, которая имеет, по существу, постоянный радиус. Как показано пунктирной линией на фигуре 2A, эту арку можно расширить до формирования круга в пределах верхушки. Измерение Rx относится к радиусу арки и круга, описанных таким образом. Дополнительно, в некоторых вариантах осуществления плечи и верхушки каркаса стента формируют путем литья проволоки вкруг штырей, выступающих из шпинделя. Радиус использованного штыря придает верхушке ее форму и, таким образом, имеет, по существу, такой же радиус, что и верхушка. В некоторых вариантах осуществления Rx будет постоянным по всей длине стента, будет постоянным в пределах зон по всей длине стента или варьирует по всей длине стента. Вариации по величине Rx могут быть сконфигурированы в сочетании с вариациями по другим параметрам для получения стента с конкретным набором свойств. В общем случае, области стента, где Rx относительно меньше, будут жестче, чем области, где Rx больше.
Кроме того, в некоторых случаях, меньшие величины Rx могут приводить к относительно низкой деформации проволочного каркаса, когда каркас сжат, например, когда стент расположен в катетере для доставки. Кроме того, проволоки с относительно большими диаметрами при сжатии могут приводить к относительно низкой деформации при радиусе, измеренном как Rx, или рядом с ним, по сравнению с проволоками с меньшими диаметрами. Таким образом, в некоторых случаях, деформация может быть оптимизирована для конкретного дизайна за счет варьирования величины Rx и диаметра проволоки, образующей каркас.
Как и остальные переменные, Rx может принимать диапазон значений в зависимости от применения и желаемых свойств стента. В некоторых вариантах осуществления Rx может составлять приблизительно от 0,25 мм до 1,5 мм. Например, в стентах для ЦВ или ПС применения, Rx может составлять приблизительно от 0,35 мм до 0,70 мм, как например: 0,35 мм
Следует понимать, что описанные интервалы для Rx применяют, когда значение Rx является постоянным вдоль длины стента, или когда стент разделен на зоны с различными значениями Rx, или когда Rx варьирует по всей длине стента.
Четвертый параметр, диаметр проволоки, подробно обсуждается применительно к фигуре 5 ниже.
Фигура 2A показывает вид в разрезе передних частей двух соседних витков стента. Показанные части витков предназначены для иллюстрации и обеспечивают четкий вид трех параметров Hx, Ax и Rx. Следует понимать, что все эти три параметра могут быть сконфигурированы для получения стента с конкретными свойствами. В пределах объема изобретения можно использовать любую комбинацию значений, диапазонов или относительных величин этих параметров, описываемых в настоящем документе. В качестве примера этих значений, взятых в совокупности, в одном из вариантов осуществления стента для ЦВ или ПС с относительно жесткой средней частью корпуса и мягкими концами, H1 может составлять приблизительно 4 мм и H2 приблизительно 5,9 мм; A1 может составлять приблизительно 4,5 мм и A2 приблизительно 5,6 мм; и R1 приблизительно 0,5 мм.
Фигура 2B представляет собой крупный план одного конца стента. В вариантах осуществления, в которых каркас образован из одиночной непрерывной проволоки, фигура 2B показывает один путь, при котором конец проволоки 106 может быть присоединен к каркасу. Как показано, проволока может быть расположена таким образом, что последний виток возникает и идет по существу параллельно предыдущему витку. Эта конфигурация в результате приводит к уменьшению расстояния от верхушки до верхушки между двумя витками рядом с концом 106 проволоки. В некоторых вариантах осуществления этот переход будет происходить вдоль расстояния приблизительно 4-8 верхушек вдоль длины проволоки. Например, если стент сконфигурирован с расстоянием от верхушки до верхушки H2 вдоль области стента, ближайшей к концам, расстояние от верхушки до верхушки будет понижаться от H2 до меньшего расстояния, которое позволяет концу проволоки 106 сходиться с предыдущим витком (как показано на фигуре 2B) на протяжении приблизительно 4-8 верхушек.
Фигура 2C показывает альтернативную конфигурацию проволочного каркаса. В одном из вариантов осуществления фигуры 2C, верхушки 102 чередуются по относительной высоте вдоль длины проволоки. В частности, в одном из показанных вариантов осуществления, верхушки формируют паттерн, включающий более высокую верхушку, более низкую верхушку, более высокую верхушку, более низкую верхушку, и так далее, вокруг спирального витка. В некоторых случаях, стент может быть сконфигурирован с чередующимися верхушками на одном или обоих концах стента. Например, стент, как показано на фигуре 1, может быть сконфигурирован с паттерном верхушек 102 и плеч 104, показанным на фигуре 2C, на одном или обоих концах стента. Такой чередующийся паттерн верхушек будет распределять силу вдоль стенки сосуда на концах стента, таким образом, создавая относительно нетравматичные концы.
Конец 106 может быть присоединен к каркасу множеством путей, известных в данной области. Конец 106 может быть приварен лазером к каркасу или механически обжат к каркасу. В вариантах осуществления, где стент содержит полимерное покрытие, конец 106 можно обезопасить простым соединением с покрытием. В других случаях, можно использовать нить, чтобы соединить или связать конец 106 с соседними частями каркаса. Сходно, в некоторых случаях, радиоконтрастная метка может быть обжата вокруг конца 106 таким образом, чтобы присоединить конец 106 к каркасу. Дополнительно можно использовать другие способы, известные в данной области.
Кроме того, в некоторых вариантах осуществления стент 100 может быть сконфигурирован с рентгеноконтрастными метками в одной или нескольких точках вдоль стента 100. Такие маркеры могут быть обжаты к структуре каркаса. В других вариантах осуществления рентгеноконтрастная лента, например, золотая лента, может быть вплетена или наложена на стент 100. В некоторых вариантах осуществления эти маркеры могут быть расположены на одном или обоих концах стента 100 или рядом с ними. Можно использовать любой рентгеноконтрастный материал, например, золото или тантал.
Как снова видно на фигуре 1, а также на фигурах 3 и 4, стент 100 может быть сконфигурирован с расширяющимися концами. Следует понимать, что в определенных вариантах осуществления стент может иметь расширение, как на проксимальном, так и на дистальном концах, только на проксимальном конце или только на дистальном конце или ни на одном из концов. В конкретных вариантах осуществления стент 100 может иметь по существу постоянный диаметр в средней зоне корпуса стента с концами, расширяющимися наружу к большему диаметру на концах. Следует понимать, что геометрия расширений на проксимальном и дистальном концах может быть или не быть одинаковой.
В одном из вариантов осуществления, показанном на фигуре 1, стент 100 имеет диаметр, D1, в средней части корпуса стента. Этот диаметр может быть постоянным вдоль всей длины стента. Показанный вариант осуществления имеет второй диаметр, D2, на концах. Это изменение в диаметре создает «зону расширения» на конце стента, или область, в которой диаметр увеличивается, и стент, таким образом, может быть описан, как содержащий «расширяющуюся» часть. В некоторых вариантах осуществления зона расширения будет составлять приблизительно от 1 мм до 60 мм в длину. Например, в определенных стентах, разработанных для ЦВ или ПС применения, зона расширения может быть приблизительно от 3 мм до приблизительно 25 мм в длину, как например: приблизительно от 4 мм до 15 мм, или приблизительно от 5 мм до приблизительно 10 мм в длину.
Фигуры 3 и 4 также показывают, как стент может расширяться на концах. Диаметры D1′ и D1′′ относятся к диаметрам средней части корпуса, аналогично D1,и D2′ иD2′′ относятся к диаметрам концов аналогично D2. Далее, как показано на фигуре 4, расширяющийся конец может образовывать угол, альфа, между поверхностью стента в средней части корпуса и поверхностью расширения. В некоторых случаях расширяющаяся часть будет расширяться равномерно с постоянным углом, как показано на фигуре 4. В некоторых вариантах осуществления угол альфа будет составлять приблизительно от 1 градуса до приблизительно 30 градусов. Например, в некоторых стентах, разработанных для ЦВ или ПС применения, альфа будет составлять приблизительно от 2 градусов до 8 градусов, как например: приблизительно от 2,5 градусов до приблизительно 7 градусов или приблизительно от 3 градусов до приблизительно 5 градусов. В одном иллюстративном варианте осуществления альфа может составлять приблизительно 3,6 градусов.
Стент 100 на фигуре 1 также имеет длину L. Следует понимать, что эта длина может варьировать в зависимости от желаемого применения стента. В вариантах осуществления, в которых стент имеет зоны расширения на концах, более длинные стенты могут иметь или не иметь пропорционально длинные зоны расширения. В некоторых вариантах осуществления эта зона расширения может быть любой вышеописанной длины, вне зависимости от полной длины стента.
Следует понимать, что стент по изобретению может быть сформирован во множестве размеров. В некоторых вариантах осуществления L может составлять приблизительно от 20 мм до приблизительно 200 мм. Например, в ЦВ применениях стент может иметь длину, L, приблизительно от 40 мм до 100 мм или любого значения в этих пределах, например, по меньшей мере, приблизительно 50 мм, 60 мм, 70 мм, 80 мм или 90 мм. В ПС применениях стент может иметь длину, L, приблизительно от 25 мм до 150 мм или любого значения в этих пределах, например, по меньшей мере, приблизительно 50 мм, 75 мм, 100 мм или 125 мм. Стент может быть также длиннее или короче, чем эти иллюстративные значения, в других применениях стента.
Аналогичным образом стент может быть сформирован с различными диаметрами. В некоторых вариантах осуществления диаметр средней части корпуса стента может составлять приблизительно от 4 мм до приблизительно 40 мм. Например, в ЦВ или ПС применениях стент может иметь внутренний диаметр средней части корпуса приблизительно от 3 мм до 16 мм или любой длины в пределах диапазона, такой как приблизительно от 5 мм до 14 мм или приблизительно от 7 мм до приблизительно 10 мм.
Стент может быть сконфигурирован или не сконфигурирован с расширяющимися концами вне зависимости от использованного диаметра средней части корпуса. В некоторых вариантах осуществления для центральной венозной системы максимальный диаметр у расширяющегося конца будет составлять приблизительно от 0,5 мм до приблизительно 2,5 мм больше, чем диаметр средней части корпуса. Например, максимальный диаметр у расширяющегося конца может составлять приблизительно от 1 мм до приблизительно 2 мм, или альтернативно приблизительно от 1,25 мм и приблизительно 1,5 мм, такой как приблизительно на 1,25 мм или приблизительно на 1,5 мм больше, чем диаметр средней части корпуса.
Как видно из фигуры 5, каркас стента может быть сформирован из одиночной непрерывной проволоки. В некоторых вариантах осуществления проволока может состоять из Нитинола (ASTM F2063) или других подходящих материалов. В некоторых вариантах осуществления проволока будет иметь диаметр приблизительно от 0,005 дюймов и приблизительно до 0,020 дюймов. Например, в некоторых стентах, разработанных для ЦВ или ПС применения, диаметр проволоки может составлять приблизительно от 0,008 дюймов до приблизительно 0,012 дюймов в диаметре, включая конкретные варианты осуществления, где проволока составляет приблизительно от 0,009 дюймов до приблизительно 0,011 дюймов в диаметре, или варианты осуществления, где проволока составляет приблизительно 0,010 дюймов в диаметре. Кроме того, стенты, сконфигурированные для грудной аорты, могут быть сформированы из проволок вплоть до 0,020 дюймов в диаметре, в том числе проволок вплоть до приблизительно 0,015 дюймов или 0,010 дюймов в диаметре.
Фигура 5 показывает, как в некоторых вариантах осуществления проволока 110 может быть намотана по спиральному паттерну с образованием витков, которые наклонены по всей длине стента. Волны проволоки, которые образуют плечи и верхушки, могут быть сосредоточены вокруг этой спирали, которая представлена пунктирной линией 120.
Как видно из фигур 6A и 6B, в некоторых вариантах осуществления стент 100 может состоять из проволоки 110, которая формирует каркас, и покрытия 200, соединенного с каркасом. В некоторых вариантах осуществления это покрытие может состоять из одного слоя, в то время как в других вариантах осуществления оно может состоять из 2, 3 или более слоев материала. Один или несколько слоев могут состоять из полимера.
Показанный вариант осуществления имеет два слоя покрытия, внешний слой 210 и внутренний слой 220. Части каркаса могут выступать через один или оба слоя в определенных точках или каркас может быть полностью закрыт по внешнему диаметру внешним слоем 210 и по внутреннему диаметру внутренним слоем 220.
В некоторых вариантах осуществления внешний слой 210, внутренний слой 220, или оба слоя могут состоять из электроспряденного ПТФЭ. Электроспряденный ПТФЭ состоит из трубочек, ковриков или других форм ПТФЭ, образованных из случайно расположенных нитей ПТФЭ. Как было указано ранее, электропрядение ПТФЭ описано в патентной заявке США, публикация No. US 2010/0193999. Как описано в ссылке, электропрядение может включать осаждение полимера на собирающую поверхность в присутствии электрического поля. В некоторых случаях полимер может быть электростатически заряжен и может быть выпущен через одно или несколько отверстий экструдера.
Дополнительная информация относительно электропрядения ПТФЭ или другого полимера, которая является уникальной для этого изобретения, включена ниже. Свойствами электроспряденного ПТФЭ, в том числе плотностью и проницаемостью, можно управлять или влиять на них во время процесса получения электроспряденного ПТФЭ, посредством управления процессом электропрядения.
В некоторых вариантах осуществления дисперсия ПТФЭ может быть выпущена через отверстие экструдера для электропрядения ПТФЭ. Кроме того, в некоторых иллюстративных вариантах осуществления к дисперсии ПТФЭ можно добавлять полиэтиленоксид (ПЭО) перед электропрядением материала. ПЭО можно добавлять в качестве агента, способствующего образованию волокон, чтобы помочь образованию волокон ПТФЭ в дисперсии или во время процесса электропрядения материала. В некоторых случаях ПЭО может более легко растворяться в дисперсии ПТФЭ, если ПЭО сначала смешать с водой. В некоторых примерах эта повышенная растворимость может уменьшать время, необходимое для растворения ПЭО в дисперсии ПТФЭ, от нескольких дней до всего лишь 30 минут. После того как материал электроспряден на накопителе, материал можно затем спекать, как далее описано ниже. В некоторых случаях процесс спекания имеет тенденцию к стабилизации или отверждению структуры ПТФЭ. Кроме того, спекание может также удалять воду и ПЭО, что приводит к образованию коврика из чистого, по существу, ПТФЭ.
В одном иллюстративном способе, 60% масс. водной дисперсии ПТФЭ смешивали с ПЭО и водой следующим образом. Первые 5 мл воды добавляли к 1,4 г ПЭО. Воду и ПЭО смешивали, до тех пор, пока ПЭО полностью не растворится и раствор не образует густой гель. 30 мл 60% масс. ПТФЭ затем добавляли к смеси ПЭО/вода. Комбинированный раствор затем оставляли для осаждения или перемешивали в не встряхивающей валковой мельнице, пока раствор не становился однородным. В других примерах количества воды, ПЭО, и ПТФЭ можно регулировать для оптимизации вязкости, соотношения ПЭО/ПТФЭ или других свойств смеси. В некоторых случаях добавление воды к ПЭО перед смешиванием с дисперсией ПТФЭ может помочь в сокращении количества крупных твердых кусочков в смеси, уменьшить время получения смеси и сократить время, необходимое комбинированной смеси для растворения.
Мембраны, состоящие из электроспряденного ПТФЭ, могут иметь микроструктуру, которая состоит из множества волокон, пересекающихся друг с другом в различных и случайных точках. Способ электропрядения может регулировать толщину этой структуры и, таким образом, относительную проницаемость мембраны. Чем больше и больше нитей ПТФЭ электроспрядены в мембрану, тем более может увеличиваться толщина мембраны и уменьшаться ее проницаемость (из-за последовательных слоев нитей, закупоривающих поры и отверстия в слоях ниже). (Эта микроструктура показана на фигурах 9A-11D, которые обсуждаются более подробно ниже.)
Сложная и случайная микроструктура электроспряденного ПТФЭ представляет собой проблему для прямого измерения среднего размера пор мембраны. Средний размер пор можно определить опосредованно путем измерения проницаемости мембраны для жидкостей с использованием известных способов и инструментов для анализа. После определения проницаемости это измерение можно использовать для определения «эффективного» размера пор мембраны из электроспряденного ПТФЭ. В рамках изобретения, «размер» мембраны из электроспряденного ПТФЭ относится к размеру пор мембраны, который соответствует проницаемости электроспряденного ПТФЭ при измерении с использованием стандарта ASTM F316 для измерения проницаемости. Этот стандарт описан в публикации ASTM F316 «Standard Test Methods for Pore Size Characteristics of Membrane Filters by Bubble Point and Mean Flow Pore Test», включенной в настоящий документ в качестве ссылки.
В некоторых областях применения может быть желательным создание стента 100 с внешним слоем 210, который является по существу непроницаемым. Такой слой может снижать частоту прорастания тканей полости, окружающих стент, внутрь стента. Это может быть необходимо в областях применения, где стент используют для лечения стеноза или других закупорок; непроницаемый внешний слой может предотвращать прорастание ткани в просвет стента и повторное блокирование или сужение полости тела. В некоторых вариантах осуществления по существу непроницаемый внешний слой можно получать при использовании электроспряденного ПТФЭ со средним размером пор приблизительно от 0 микрон до приблизительно 1,5 микрон. В других вариантах осуществления непроницаемый слой может иметь средний размер пор менее чем приблизительно 0,5 микрон. В других вариантах осуществления непроницаемый слой может иметь средний размер пор менее чем приблизительно 1,0 микрон. В некоторых вариантах осуществления непроницаемый слой может представлять собой слой, отличный от внешнего слоя, такой как связующий слой, промежуточный слой или внутренний слой. Кроме того, по существу непроницаемый слой может быть образован из фторированного этиленпропилена (ФЭП), который накладывают, например, в виде пленки или при покрытии погружением. Кроме того, ФЭП может быть электроспряден с маленьким средним размером пор для создания по существу непроницаемого слоя.
В других потенциальных вариантах осуществления может быть желательным создание стента с внешним слоем 210, который является более проницаемым. Проницаемый внешний слой 210 может давать возможность заживления и интеграции протеза в организм. Например, ткань окружающей полости может прорастать в проницаемый внешний диаметр. Такое «прорастание ткани внутрь» может давать возможность заживления в месте лечения. В некоторых вариантах осуществления проницаемый внешний слой 210 может быть сформирован электроспряденным ПТФЭ.
В определенных вариантах осуществления может быть желателен относительно проницаемый внутренний слой 220. Такой слой можно использовать или не использовать в сочетании с непроницаемым по существу внешним слоем 210. Относительно проницаемый внутренний слой может позволять рост эндотелия на внутреннем диаметре стента 100, который может быть желателен для лечения, биосовместимости и уменьшения турбулентного кровотока внутри стента. В некоторых вариантах осуществления внутренний слой может состоять из электроспряденного ПТФЭ со средним размером пор приблизительно от 1 микрона до приблизительно 12 микрон, таким как приблизительно от 2 микрон до приблизительно 8 микрон, или приблизительно от 3 микрон до приблизительно 5 микрон, или альтернативно приблизительно от 3,5 до приблизительно 4,5 микрон.
Фигура 6B показывает вид в поперечном сечении стента с внешним слоем 210, внутренним слоем 220 и проволочным каркасом 110. Дополнительно, место между внешним слоем 210 и внутренним слоем 220 показано как 230. Следует понимать, что в вариантах осуществления, где существуют только два слоя, может не быть пропуска между двумя слоями, а внешний слой 210 и внутренний слой 220 могут находиться в прямом контакте, там, где они не разделены проволокой 110.
В других вариантах осуществления, в местоположении 230 между внешним слоем 210 и внутренним слоем 220 может быть расположен третий слой. В некоторых вариантах осуществления этот слой может представлять собой «связующий слой», сконфигурированный для содействия связи между внешним слоем 210 и внутренним слоем 220. В других вариантах осуществления связующий слой может дополнительно быть сконфигурирован для того, чтобы обеспечить определенные свойства стенту в целом, такие как жесткость или сопротивление растяжению. Кроме того, в вариантах осуществления, в которых как внутренний слой 220, так и внешний слой 210 являются по своей природе проницаемыми, связующий слой может быть сконфигурирован для создания непроницаемого слоя между двумя проницаемыми слоями. В таких вариантах осуществления стент может разрешать рост клеток и заживление, как на внутренней, так и на внешней поверхностях стента, одновременно предотвращая рост ткани, расположенной снаружи от стента, в просвет полости и закупорку просвета.
Связующий слой может состоять из любого термопластика и может быть или не быть электроспряденным. В одном из вариантов осуществления связующий слой может представлять собой набухший ПТФЭ. В другом варианте осуществления он может являться электроспряденным ПТФЭ. В других вариантах осуществления он может представлять собой ФЭП, в том числе электроспряденный ФЭП и ФЭП, применяемый в виде пленки или путем покрытия погружением. Кроме того, связующий слой может состоять из любого из следующих полимеров или любого другого термопластика: декстран, альгинаты, хитозан, соединения гуаровой камеди, крахмал, соединения поливинилпиридина, соединения целлюлозы, простой эфир целлюлозы, гидролизованные полиакриламиды, полиакрилаты, поликарбоксилаты, поливиниловый спирт, полиэтиленоксид, полиэтиленгликоль, полиэтиленимин, поливинилпирролидон, полиакриловая кислота, поли(метакриловая кислота), поли(итаконовая кислота), поли(2-гидроксиэтилакрилат), поли(2-(диметиламино)этилметакрилат-ко-акриламид), поли(N-изопропилакриламид), поли(2-акриламидо-2-метил-1-пропансульфоновая кислота), поли(метоксиэтилен), поли(виниловый спирт), поли(виниловый спирт) 12% ацетил, поли(2,4-диметил-6-триазинилэтилен), поли(3-морфолинилэтилен), поли(N-1,2,4-триазолэтилен), поли(винилсульфоксид), поли(виниламин), поли(N-винилпирролидон-ко-винилацетат), поли(g-глутаминовая кислота), поли(N-пропаноилиминоэтилен), поли(4-амино-сульфоанилин), поли[N-(п-сульфофенил)амино-3-гидроксиметил-1,4фениленимино-1,4-фенилен)], изопропилцеллюлоза, гидроксиэтил, гидроксилпропилцеллюлоза, ацетат целлюлозы, нитратцеллюлоза, альгиновые аммонийные соли, i-каррагенан, N-[(3′-гидрокси-2′,3′-дикарбокси)этил]хитозан, коньковый глюкоманнан, пуллулан, ксантановая камедь, поли(аллихлорид аммония), поли(аллиаммоний фосфат), поли(диаллидиметилхлорид аммония), поли(бензилтриметилхлорид аммония), поли(диметилдодецил(2-акриламидоэтил)аммоний бромид), поли(4-N-бутилпиридинметилен йод), поли(2-N-метилпиридинметилен йод), поли(N-метилпиридин-2,5-диилэтенилен), полимеры и сополимеры полиэтиленгликоля, этиловый эфир целлюлозы, этилгидроксиэтиловый эфир целлюлозы, метилгидроксиэтиловый эфир целлюлозы, поли(1-глицеринметакрилат), поли(2-этил-2-оксазолин), поли(2-гидроксиэтилметакрилат/метакриловая кислота) 90:10, поли(2-гидроксипропилметакрилат), поли(2-метакрилоксиэтилтриметиламмоний бромид), поли(2-винил-1-метилпиридинбромид), поли(2-винилпиридин N-оксид), поли(2-винилпиридин), поли(3-хлор-2-гидроксипропил 2-метакрилоксиэтилдиметилхлорид аммония), поли(4-винилпиридин N-оксид), поли(4-винилпиридин), поли(акриламид/2-метакрилоксиэтилтриметиламмоний бромид) 80:20, поли(акриламид/акриловая кислота), поли(аллиламин гидрохлорид), поли(бутадиен/малеиновая кислота), поли(диаллилдиметилхлорид аммония), поли(этилакрилат/акриловая кислота), поли(этиленгликоль) бис(2-аминоэтил), поли(этиленгликоль) монометиловый простой эфир, аддукт поли(этиленгликоль)бисфенол A диглицидилэфира, поли(этиленоксид-пропиленоксид), поли(этилен/акриловая кислота) 92:8, поли(L-лизин гидробромид), поли(L-лизин гидробромид), поли (малеиновая кислота), поли(н-бутилакрилат/2-метакрилоксиэтилтриметиламмоний бромид), поли(N-изопропилакриламид), поли(N-винилпирролидон/2диметиламиноэтил метакрилат), диметил четвертичный сульфат, поли(N-винилпирролидон/винилацетат), поли(оксиэтилен) монолаурат сорбитана (Tween 20®), поли(стиролсульфоновая кислота), поливиниловый спирт, N-метил-4(4′формилстиририл)пиридин, метосульфат ацеталь, поли(винилметилэфир), поли(виниламин) гидрохлорид, поли(винилфосфоновая кислота), натриевая соль поли(винилсульфоновой кислоты) и полианилин.
Вне зависимости от материала, связующий слой может быть или не быть электроспряденным. Дополнительно, в определенных вариантах осуществления стент может состоять из двух или более связующих слоев. Связующий слой может быть сформирован любым способом, известным в данной области, и присоединен к внутреннему и внешнему слоям любым способом, известным в данной области. Например, связующий слой может включать лист материала, который обернут вокруг внутреннего слоя 210 или трубу из материала, которая надевается на внутренний слой 210, и затем подвергается тепловой усадке или иным способом связывается с внутренним и внешним слоями. Дополнительно, в вариантах осуществления, где связующий слой является электроспряденным, он может быть электроспряден непосредственно на внутренний слой 210, каркас, или на оба из них. В некоторых случаях связующий слой может быть расплавлен после сборки стента для соединения связующего слоя с соседними слоями покрытия стента.
Кроме того, связующие слои могут быть сконфигурированы для изменения свойств покрытия стента в целом. Например, в некоторых случаях, покрытие, состоящее исключительно из электроспряденного ПТФЭ (с желаемым размером пор), может не обладать желаемым растяжением или прочностью на разрыв. Связующий слой, состоящий из относительно более прочного материала, можно использовать для укрепления внутреннего слоя ПТФЭ, внешнего слоя ПТФЭ, или обоих слоев. Например, в некоторых случаях слои ФЭП можно использовать для повышения прочности материала покрытия.
Следует также понимать, что один или несколько слоев электроспряденного ПТФЭ можно использовать применительно к структуре каркаса иной, чем описываемая в настоящем документе. Другими словами, описание выше, относящееся к покрытиям, слоям, связующим слоям и сопутствующим компонентам, применимо к любому типу каркасной структуры, а также к стентам или имплантатам вообще без отдельной структуры каркаса.
Фигура 7 показывает поперечное сечение стента 100, расположенного внутри полости тела 50. Стент содержит проволочный каркас 110 и покрытие 200. В вариантах осуществления, где покрытие 200 состоит из внешнего слоя и внутреннего слоя, внешний слой может быть расположен рядом с полостью тела, в то время как внутренний слой может быть расположен около внутренней части полости тела. В частности, в вариантах осуществления, где стент не является, по существу, трубкообразной формы, внешний слой покрытия может быть определен как слой, расположенный рядом со стенкой полости тела, и внутренний слой покрытия определен как слой, расположенный около внутренней части полости тела.
В некоторых вариантах осуществления покрытие 200 может быть сформировано посредством электропрядения мембраны на вращающийся шпиндель. Другими словами, накопительное устройство может содержать шпиндель, такой как, по существу цилиндрический шпиндель, который вращается во время процесса электропрядения. Изменяя скорость вращения шпинделя, можно влиять на определенные свойства мембраны. Например, в некоторых вариантах осуществления плотность мембраны (и, таким образом, средний размер пор) может быть связана со скоростью вращения шпинделя. Дополнительно, направленность волокон, или степень, с которой волокна располагаются в более контролируемом направлении или более контролируемым образом, может быть связана со скоростью вращения шпинделя. В некоторых случаях накопительный шпиндель может вращаться со скоростями приблизительно от 1 об/мин и приблизительно до 500 об/мин во время процесса электропрядения, включая скорости приблизительно от 1 об/мин до приблизительно 50 об/мин или приблизительно 25 об/мин. Мембрана из электроспряденного ПТФЭ, сформированная на вращающемся шпинделе, может, таким образом, включать трубчатую мембрану, не имеющую шва, и, по существу, с изотропными свойствами.
После того как мембрана электроспрядена на шпиндель, ее затем можно спекать. В случае ПТФЭ, мембрану можно спекать при температурах приблизительно 385°C, включая температуры приблизительно от 360°C до приблизительно 400°C. Спекание может иметь тенденцию к стабилизации структуры ПТФЭ, что означает, что спекание уменьшает мягкость или текучесть ПТФЭ. Кроме того, спекание может также удалять любую воду и ПЭО, смешанные с ПТФЭ, что приводит к образованию материала, состоящего, по существу, из чистого ПТФЭ.
В некоторых вариантах осуществления слой ПТФЭ может быть спряден на шпиндель, а затем спечен. Как только мембрана спечена, трубку из материала можно удалить со шпинделя, затем снова надвинуть на шпиндель (чтобы с самого начала разрушить любое сцепление мембраны со шпинделем). В других случаях, перед электропрядением мембраны можно альтернативно или дополнительно наносить на шпиндель покрытия с низким коэффициентом трения. После того как мембрана повторно нанесена на шпиндель, поверх шпинделя и мембраны можно формировать проволочный каркас. Затем второй слой материала может быть спряден на каркас и мембрану и затем спечен. Можно также добавлять дополнительные слои.
В некоторых случаях, слои могут содержать первый слой ПТФЭ, второй слой ФЭП и третий слой ПТФЭ. Свойствами каждого из этих слоев, включая средний размер пор, можно управлять для образования покрытия, которое ингибирует прорастание ткани через конкретный слой или которое позволяет эндотелию расти на конкретном слое.
В другом примере, первый слой ПТФЭ может быть спряден на шпиндель, спечен, удален со шпинделя, возвращен на шпиндель, и наложена каркасная структура. Затем может быть наложен слой ФЭП путем окунания, распыления, наложения слоя пленки, электропрядения или другого способа. Слой ФЭП можно спекать или не спекать перед нанесением внешнего слоя ПТФЭ.
В другом конкретном примере, первый слой ПТФЭ может также быть спряден на шпиндель, спечен, удален, возвращен, и наложена каркасная структура. Затем можно наложить слой ФЭП в виде слоя пленки. В некоторых случаях он может быть «прикреплен» на место, например, посредством паяльника. Внешняя трубка ПТФЭ (которая может быть сформирована раздельно путем электропрядения на шпиндель и спекания) может быть затем размещена на слое пленки ФЭП. Вся конструкция может быть затем спрессована, например, путем наложения компрессионной обмотки. В некоторых вариантах осуществления эта обмотка может включать любой подходящий материал, в том чиле материал на основе ПТФЭ. В других вариантах осуществления перед компрессионной обмоткой вокруг конструкции оборачивают пленку Каптон для предотвращения слипания конструкции с компрессионной обмоткой.
Сжатые слои затем можно нагреть до температуры выше, чем температура плавления ФЭП, но ниже, чем температура спекания ПТФЭ. Например, температура плавления ФЭП может составлять приблизительно от 300°C до приблизительно 330°C, в том числе приблизительно 325°C. ПТФЭ можно спекать при температурах приблизительно от 360°C до приблизительно 400°C. Таким образом, вся конструкция может быть нагрета до соответствующей температуры, такой как приблизительно 325°C. В некоторых вариантах осуществления конструкцию можно удерживать при такой температуре в течение приблизительно от 15 до приблизительно 20 минут. Это может позволить ФЭП «течь» внутрь проницаемых слоев нановолокон ПТФЭ, окружающих ФЭП. Соединение связующего слоя ФЭП с внешним и внутренним слоями покрытия ПТФЭ может повысить прочность конечного покрытия. Затем конструкцию можно охладить и удалить компрессионную обмотку и пленку Каптон. Затем конструкцию можно удалить со шпинделя.
Стент, сформированный путем вышеописанного иллюстративного способа, может быть сконфигурирован с желаемыми характеристиками проницаемости и прочности. В некоторых случаях материал ФЭП может покрывать нановолокна ПТФЭ, но все же допускать пористость, которая дает возможность роста эндотелия. Степенью, до которой ФЭП покрывает ПТФЭ, можно управлять при помощи температуры и времени обработки. Чем ниже температура и/или короче время, в течение которого конструкцию держат при температуре, тем меньше текучесть ФЭП. В некоторых случаях связующий слой из ФЭП, который непроницаем для роста ткани через слой, может быть сформирован путем нагревания конструкции только приблизительно до 260°C.
Дополнительно, в некоторых вариантах осуществления стент также может включать манжет на одном или обоих концах стента. Манжет может представлять собой дополнительное покрытие на внешнем диаметре стента, расположенное около одного из концов стента. Манжет может быть сконфигурирован для того, чтобы способствовать быстрому прорастанию клеток в манжет; например, манжет может быть более проницаем, чем внешний слой покрытия стента. Для создания манжета, сконфигурированного для быстрого прорастания ткани, можно использовать такие факторы, как пористость, тип покрытия, тип материала, использование органического материала и/или использование композитных материалов, образованных из синтетического материала и органического материала. Еще раз, манжет может быть сконфигурирован для того, чтобы способствовать быстрому росту или эндотелизации на одном или обоих концах стента. В некоторых вариантах осуществления манжеты могут быть расположены рядом с обоими концами стента. Манжет или манжеты могут иметь тенденцию к «заякориванию» концов стента относительно стенок сосудов, уменьшая относительное движение концов стента по отношению к стенкам сосуда. Такое уменьшение движения может снизить раздражение сосуда концами стента, минимизируя такие осложнения, как стеноз. Манжеты могут быть сконфигурированы для использования в типе стента при закупорке ЦВ в некоторых случаях.
В некоторых вариантах осуществления внешний слой покрытия стента может быть относительно непроницаемым для ограничения прорастания ткани через слой, но манжет, расположенный вокруг внешнего слоя покрытия, может обеспечивать участок рядом с каждым из концов, на котором может происходить некоторое прорастание.
Манжет может состоять из электроспряденного материала, такого как ПТФЭ, и может быть связан с внешним слоем покрытия любым способом, включая способы, описываемые в настоящем документе. Например, слой ФЭП может быть расположен между внешним слоем покрытия и манжетом и нагрет для связывания слоев. В других вариантах осуществления манжет может включать коллагеновый слой, который приклеен к стенту. Дополнительно может быть использован манжет из совместно электроспряденных коллагена и ПТФЭ.
Фигуры 8A-9D представляют собой изображения иллюстративного варианта осуществления покрытия стента, полученные при помощи электронного сканирующего микроскопа (СЭМ). Фигуры 8A-8D представляют собой изображения внешнего слоя покрытия, в то время как фигуры 9A-9D представляют собой изображения внутреннего слоя покрытия. Для каждого СЭМ электроспряденным ПТФЭ был покрыт очень тонкий слой золота, для того чтобы сделать структуру видимой на изображении СЭМ.
Фигура 8A представляет собой изображение СЭМ внешнего покрытия при увеличении 750X, фигура 8B представляет собой изображение СЭМ при увеличении 1500X и фигуры 8C и 8D при увеличении 3000X. Аналогично, фигура 9A представляет собой изображение внутреннего покрытия при увеличении 750X, фигура 9B при увеличении 1500X и фигуры 9C и 9D при увеличении 3000X.
Эти изображения СЭМ отражают микроструктуру электроспряденного ПТФЭ, показвая произвольно расположенные перекрещивающиеся ветви ПТФЭ, которые формируют покрытие.
Фигуры 10A-11D представляют собой изображения второго иллюстративного варианта осуществления покрытия стента, полученные при помощи электронного сканирующего микроскопа (СЭМ). Фигуры 10A-10D представляют собой изображения внешнего слоя покрытия, в то время как фигуры 11A-11D представляют собой изображения внутреннего слоя покрытия. Также, для каждого СЭМ электроспряденным ПТФЭ был покрыт очень тонкий слой золота, для того чтобы сделать структуру видимой на изображении СЭМ.
Фигура 10A представляет собой изображение СЭМ внешнего покрытия при увеличении 750X, фигура 10B представляет собой изображение СЭМ при увеличении 1500X и фигуры 10C и 10D при увеличении 3000X. Аналогично, фигура 11A представляет собой изображение внутреннего покрытия при увеличении 750X, фигура 11B при увеличении 1500X и фигуры 11C и 11D при увеличении 3000X.
Хотя были описаны и проиллюстрированы конкретные варианты осуществления стентов, следует понимать, что предлагаемое изобретение не ограничено раскрытыми компонентами и точной конфигурацией. Различные модификации, изменения и вариации, понятные специалистам в данной области, имеющим пользу от этого раскрытия, могут быть произведены в организации, процессе и деталях раскрытых способов и систем, с помощью настоящего раскрытия.
Без дальнейшего уточнения, полагают, что специалист в данной области может использовать вышеизложенное описание для применения настоящего изобретения во всей его полноте. Примеры и варианты осуществления, описываемые в настоящем документе, следует рассматривать только в виде иллюстраций и примеров, и в любом случае, как не ограничивающие объем изобретения. Для специалистов в данной области, имеющих пользу от этого раскрытия, очевидно, что могут быть произведены изменения в деталях вышеописанных вариантов осуществления в пределах основополагающих принципов настоящего изобретения.
Реферат
Изобретение относится к медицинским устройствам, в частности к стентам и протезам, и касается стента, покрытого электроспряденным политетрафторэтиленом (ПТФЭ), и способа его применения. Формируют путем покрытия каркаса из одиночной непрерывной проволоки полимерным покрытием. Полимерное покрытие может состоять из слоев электроспряденного ПТФЭ. Электроспряденный ПТФЭ определенной проницаемости может давать возможность эндотелиальным клеткам расти внутри протеза. Стент может быть применим к стентам, разработанным для центральной венозной системы, для периферических сосудов, для аневризмы брюшной аорты, бронхиальным стентам, пищеводным, билиарным или любым другим стентам. Изобретение обеспечивает создание стента, который формирует эндотелиальный слой на внутренней поверхности стента и обеспечивает биосовместимость, приводя к меньшей травме в точке приложения и к меньшим побочным эффектам. 2 н. и 19 з.п. ф-лы, 26 ил.
Формула
первый слой из электроспряденных волокон политетрафторэтилена (ПТФЭ), первый слой сконфигурирован для того, чтобы позволять рост ткани на первом слое, и
второй слой из ПТФЭ, причем второй слой ПТФЭ размещен вокруг первого слоя.
стент является по существу трубчатым;
первый слой электроспряденных волокон ПТФЭ расположен таким образом, что он определяет внутреннюю поверхность стента; и
второй слой ПТФЭ расположен таким образом, что он определяет внешнюю поверхность стента.
электропрядение первой трубки из ПТФЭ на вращающийся шпиндель;
спекание первой трубки;
наложение непроницаемого для ткани связующего слоя вокруг первой трубки; и
наложение второго слоя электроспряденного ПТФЭ вокруг связующего слоя.
Документы, цитированные в отчёте о поиске
Электропряденые аморфные фармацевтические композиции
Комментарии