Способ изготовления раздвоенного стента (варианты) - RU2181578C2
Код документа: RU2181578C2
Чертежи


Описание
Изобретение относится к стентам, более конкретно к раздвоенным стентам и способам изготовления раздвоенных стентов для введения внутрь разветвляющихся сосудов.
Стенты хорошо известны в данной области. Они обычно образованы из цилиндрической металлической сетки, которая может растягиваться, когда изнутри на нее воздействует давление. Альтернативно, они могут быть изготовлены из проволоки, свернутой в форме цилиндра или полосок материала, сформированных в виде цилиндра.
Стены представляют собой устройства, которые обычно имплантируются внутрь трубчатых образований организма, включая сосудистую систему, для укрепления спадающихся, частично окклюзированных, ослабленных или патологически расширенных отделов кровеносных сосудов. Стенты также успешно имплантировались в другие области, например мочевыводящие пути или желчные протоки, для укрепления таких трубчатых образований организма.
Патент США 4994071 (MacGregor) раскрывает расширяемый, раздвоенный стент, имеющий главную цилиндрическую решетку, образованную из взаимосвязанной, гибкой проволоки. Две дополнительные цилиндрические решетки, имеющие меньший диаметр, чем главная решетка, сконструированы аналогичным образом. Главная решетка включает гибкую проволоку, взаимно связывающую главную решетку с одной из дополнительных решеток. Вторая гибкая проволока взаимно связывает главную решетку с другой дополнительной решеткой. Гибкие проволоки образуют главные опоры, которые выступают в осевом направлении вдоль длины главной решетки и вдоль каждой из дополнительных решеток. Одним из недостатков этого раздвоенного стента является сложная природа взаимосвязи гибких проволок, образующих главные опоры, с петлевой структурой каждой решетки.
Настоящее изобретение устраняет эти и другие недостатки известных устройств предоставлением раздвоенных стентов и способов изготовления и применения раздвоенных стентов, имеющих стержневую часть и две ответвленные части.
В первом варианте реализации изобретения раздвоенный стент изготовлен путем предоставления двух полосок, смоделированных в желаемую форму, в которой две полоски в целом имеют одинаковый размер, а третья полоска смоделирована в трубки путем заворачивания вверх продольных краев и образования сочленения с помощью сварки. Более крупная полоса образует трубку, которая функционирует в качестве стержневой части раздвоенного стента, а другие полоски образуют трубки, которые функционируют в качестве ответвленных частей раздвоенного стента. Затем две ответвленные части присоединяются к стержневой части для образования раздвоенного стента.
Во втором варианте реализации изобретения раздвоенный стент образован приготовлением двух полосок стента. Для каждой полоски продольные края части полоски загибаются вверх и фиксируются друг к другу для образования одной из двух ответвленных частей раздвоенного стента. Оставшиеся свободные края каждой из полосок затем соединяются для образования стержневой части стента.
В третьем варианте реализации раздвоенный стент включает первую и вторую трубчатые части. Первая часть имеет проксимальный конец, который образует стержневую часть, и дистальный конец, который образует одну из ответвленных частей раздвоенного стента. Отверстие ответвления расположено между проксимальным концом и дистальным концом первой части. Вторая часть вводится в продольный канал стержневой части первой части и продвигается через отверстие ответвления так, что она выступает за отверстие ответвления для образования второго ответвления. Когда вторая часть расширяется, проксимальный конец второй части входит в зацепление с материалом, определяющем границы отверстия ответвления так, чтобы зафиксировать второе ответвление в желаемом положении.
Задачей настоящего изобретения является предоставление способа изготовления раздвоенного стента, включающего этапы: а) приготовления первой полоски, имеющей первый край, второй край, третий край и четвертый край; б) приготовления второй полоски, имеющей первый край, второй край, третий край и четвертый край; в) приготовления третьей полоски, имеющей первый край, второй край, третий край и четвертый край; г) прикрепления второго края к третьему краю первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальный конец; д) прикрепления второго края к третьему краю второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальный конец; е) прикрепления второго края к третьему краю третьей полоски для образования трубчатой стержневой части, имеющей проксимальный конец и дистальный конец; и ж) прикрепления проксимального конца первой ответвленной части и проксимального конца второй ответвленной части к дистальному концу стержневой части.
Другой задачей этого изобретения является предоставление способа изготовления раздвоенного стента, включающего этапы: а) приготовление первой полоски, имеющей проксимальный конец и дистальный конец; б) деформирование дистального конца первой полоски для образования первого ответвления и деформирование проксимального конца первой полоски для образования первой стержневой половины; в) приготовление второй полоски, имеющей проксимальный конец и дистальный конец; г) деформирование дистального конца второй полоски для образования второго ответвления и деформирование проксимального конца второй полоски для образования второй стержневой половины; и д) соединение первой стержневой половины ко второй стержневой половине для образования стержня.
Еще одной задачей этого изобретения является предоставление способа изготовления раздвоенного стента, включающего этапы: а) приготовления первого расширяемого трубчатого элемента, имеющего проксимальный конец и дистальный конец и проходящий через него продольный канал, первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанными проксимальным концом и дистальным концом, причем отверстие ответвления сообщается с указанным продольным каналом и размер отверстия подобран и приспособлен для принятия и фиксации второго расширяемого трубчатого элемента; б) введения первого расширяемого трубчатого элемента в разветвленный сосуд, имеющий первый просвет и второй просвет так, что первый расширяемый элемент расположен внутри первого просвета, а отверстие ответвления сообщается со вторым просветом; в) расширения первого расширяемого элемента в первом просвете; приготовления второго расширяемого трубчатого элемента, имеющего проксимальный конец и дистальный конец и имеющего проходящий через него продольный канал, д) расширения отверстия ответвления; е) введения второго расширяемого трубчатого элемента в отверстие ответвления так, что дистальный конец второго расширяемого трубчатого элемента располагается внутри второго просвета, а проксимальный конец второго расширяемого трубчатого элемента располагается внутри продольного канала первого продольного элемента; и ж) расширения второго расширяемого трубчатого элемента в степени, достаточной для закрепления второго расширяемого трубчатого элемента внутри второго просвета и внутри указанного отверстия ответвления.
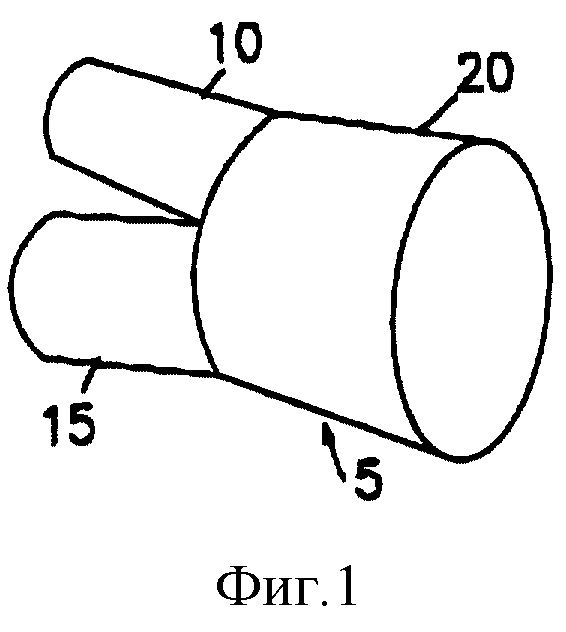
На фиг. 1 показан раздвоенный стент, изготовленный в соответствии с настоящим изобретением.
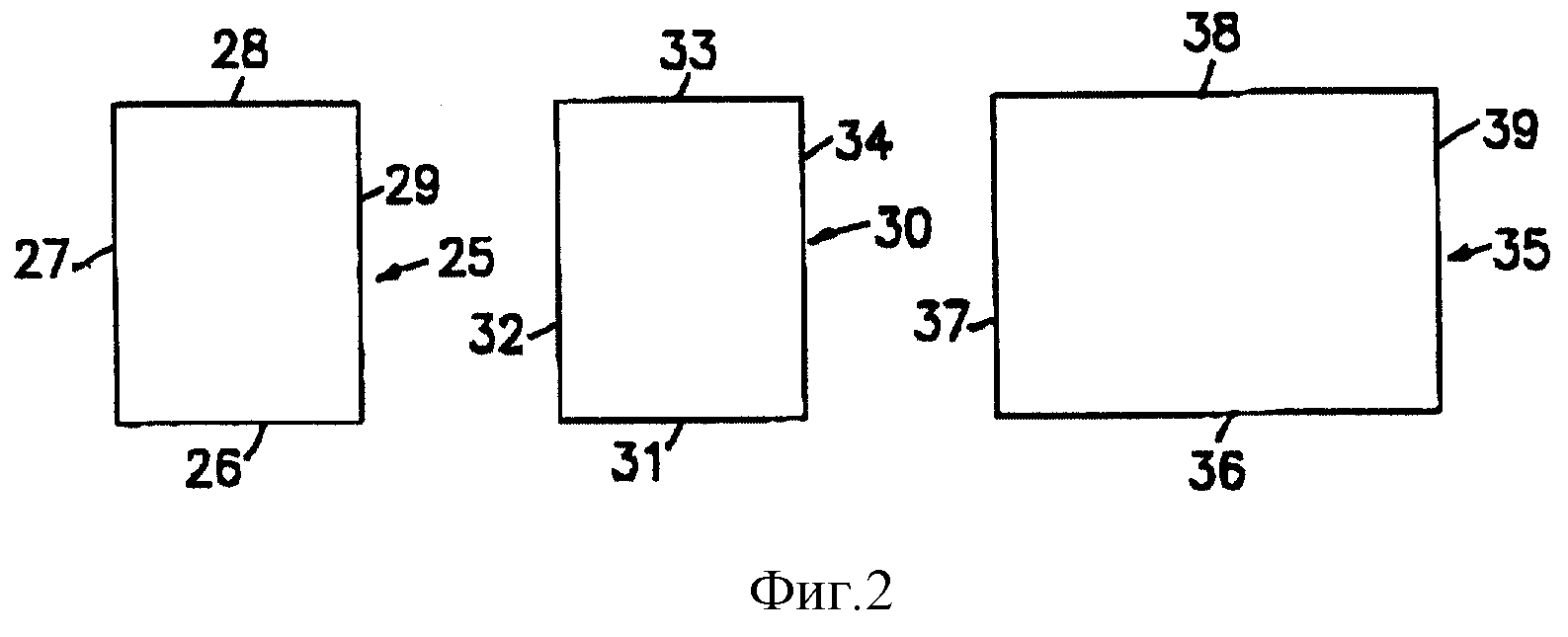
На фиг. 2 показаны полоски, используемые для образования ответвлений и стержня стента, показанного на фиг. 1.
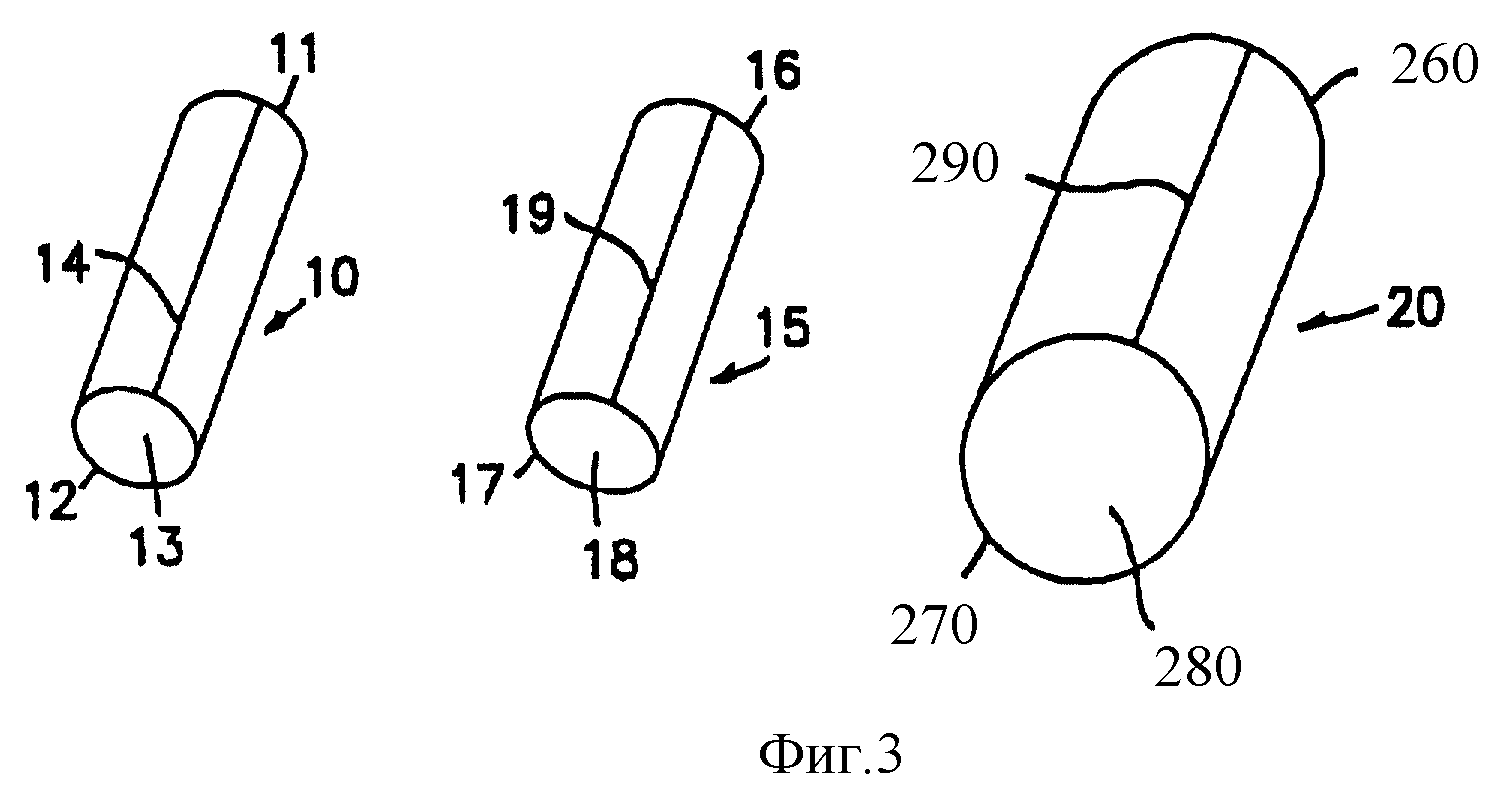
На фиг. 3 показаны полоски, изображенные на фиг. 2, после того как они были свернуты в форме трубок.
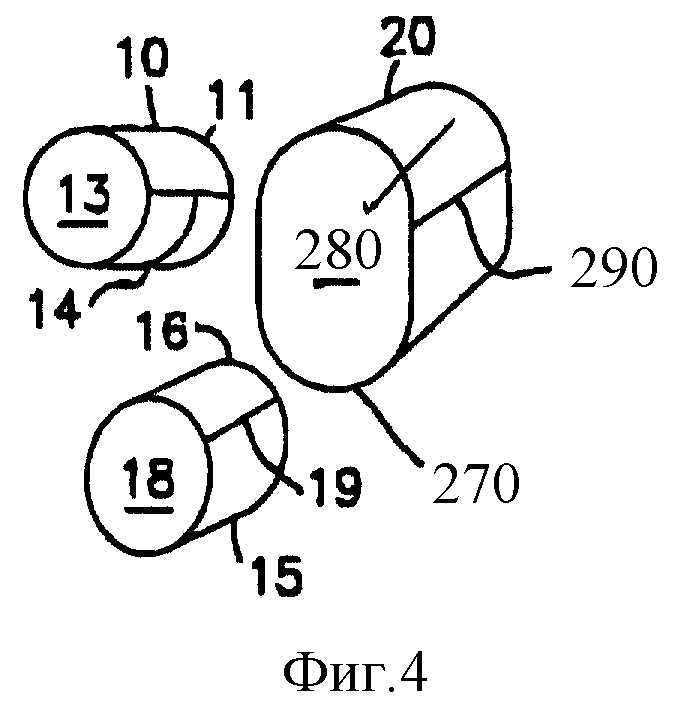
Фиг. 4 представляет собой общий вид трубок, показанных на фиг. 3, перед сборкой.
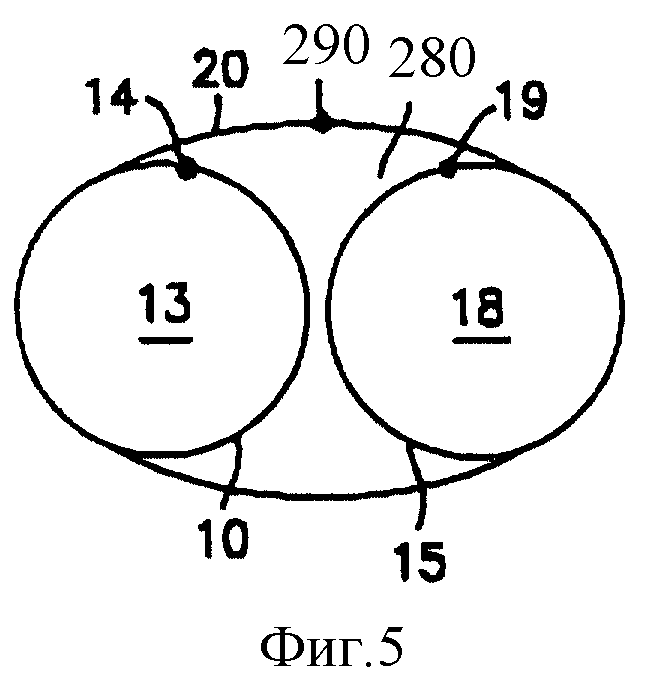
Фиг. 5 представляет собой вид с торца трубок, показанных на фиг. 3 и 4 после того как они были собраны для образования стента.
Фиг. 6 представляет собой вид сверху собранного устройства, показанного на фиг. 5.
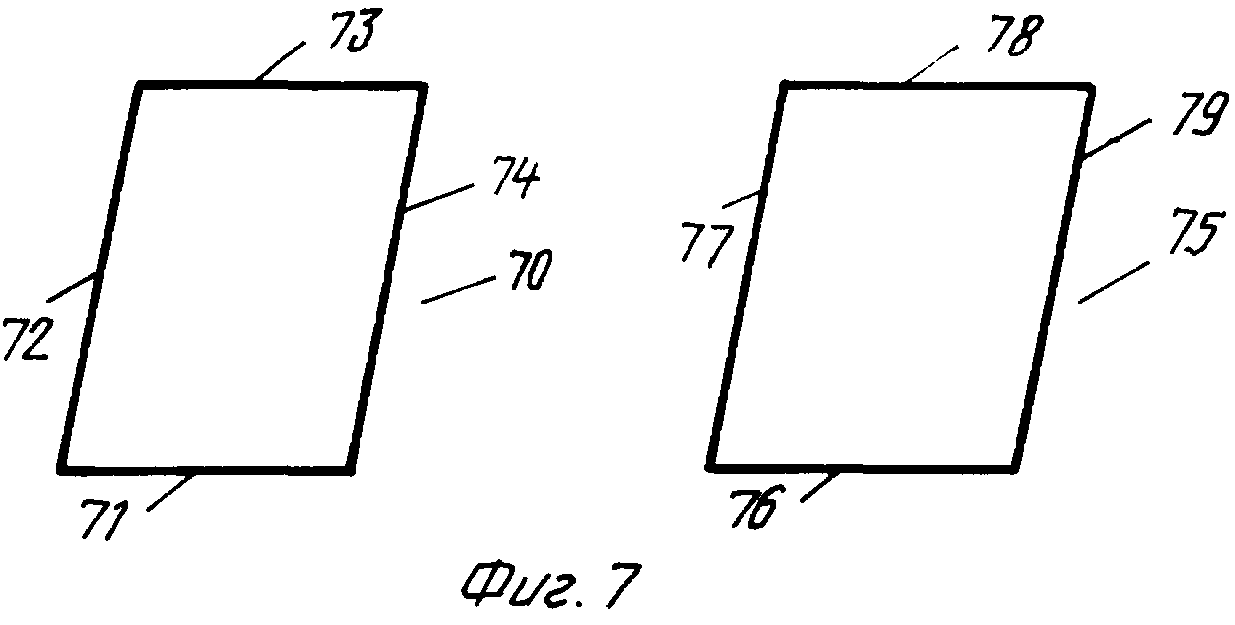
На фиг. 7 показаны полоски, используемые для образования другого варианта реализации раздвоенного стента, изготовленного в соответствии с изобретением.
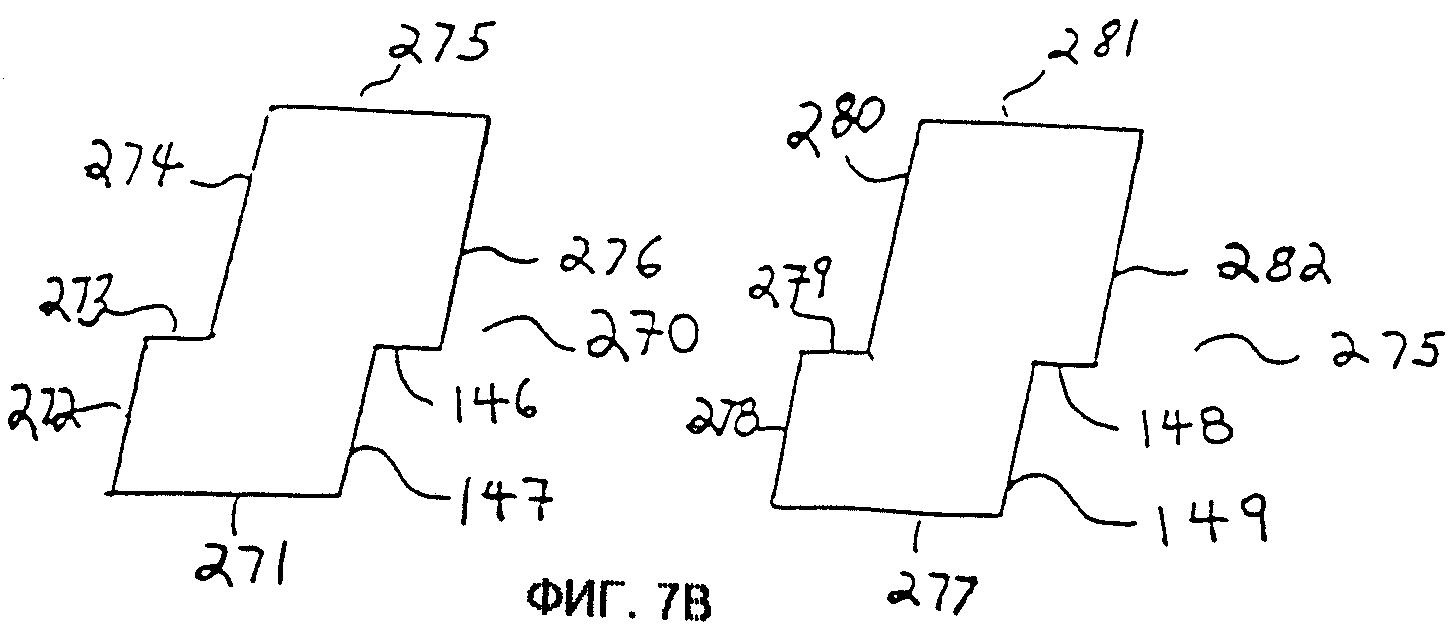
На фиг. 7В показаны полоски, используемые для образования другого варианта реализации раздвоенного стента, изготовленного в соответствии с изобретением.
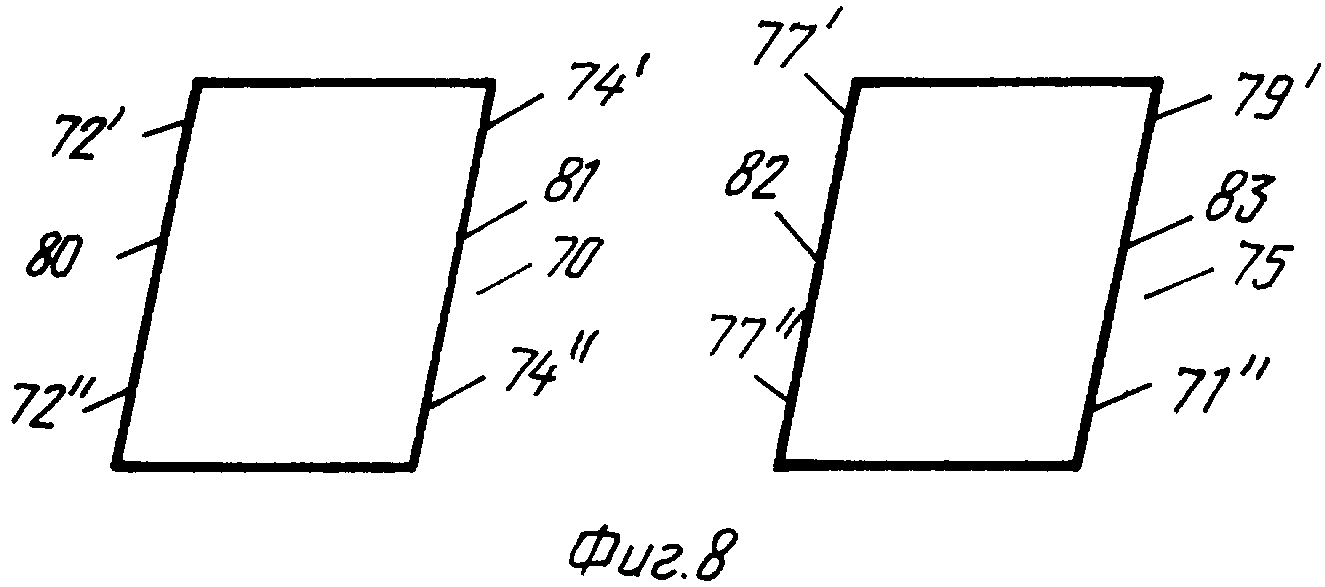
На фиг. 8 показаны полоски, изображенные на фиг. 7, с демаркационными точками.
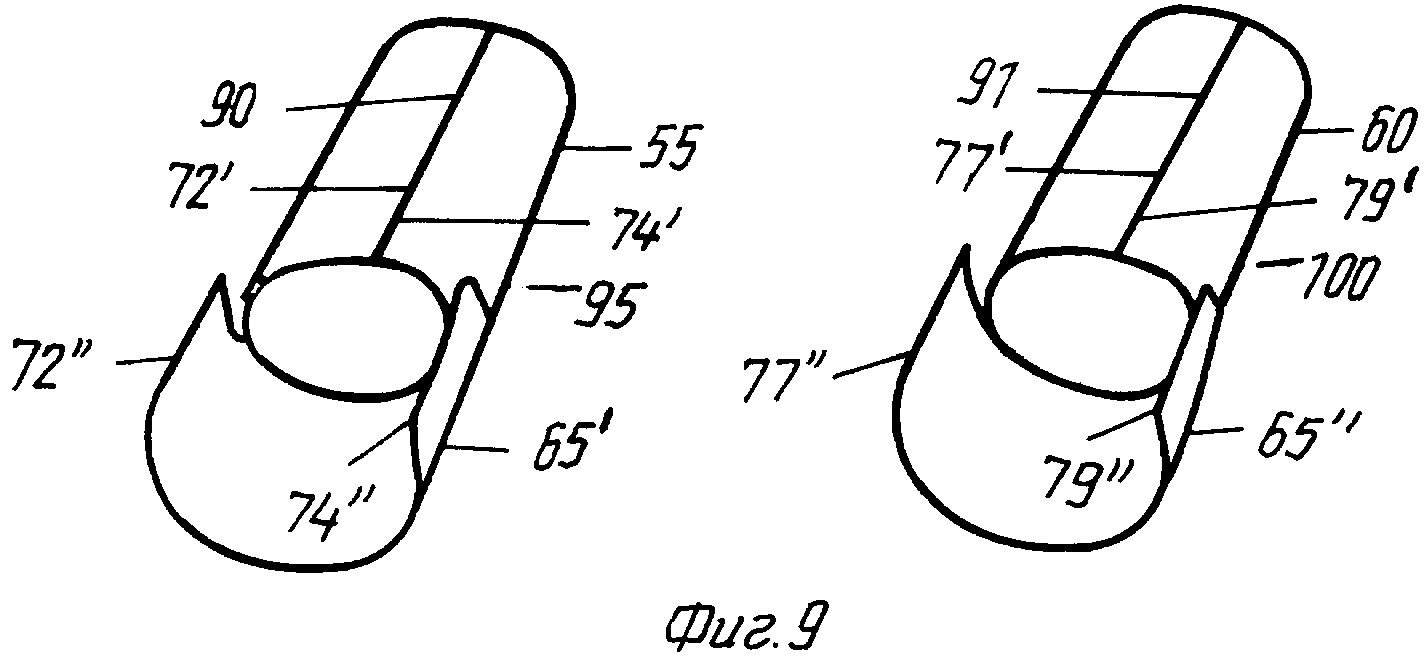
На фиг. 9 показаны полоски, изображенные на фиг. 8, после того как они были свернуты в форме трубок.
На фиг. 9В показаны полоски, изображенные на фиг. 7В, после того как они были свернуты в форме трубок.
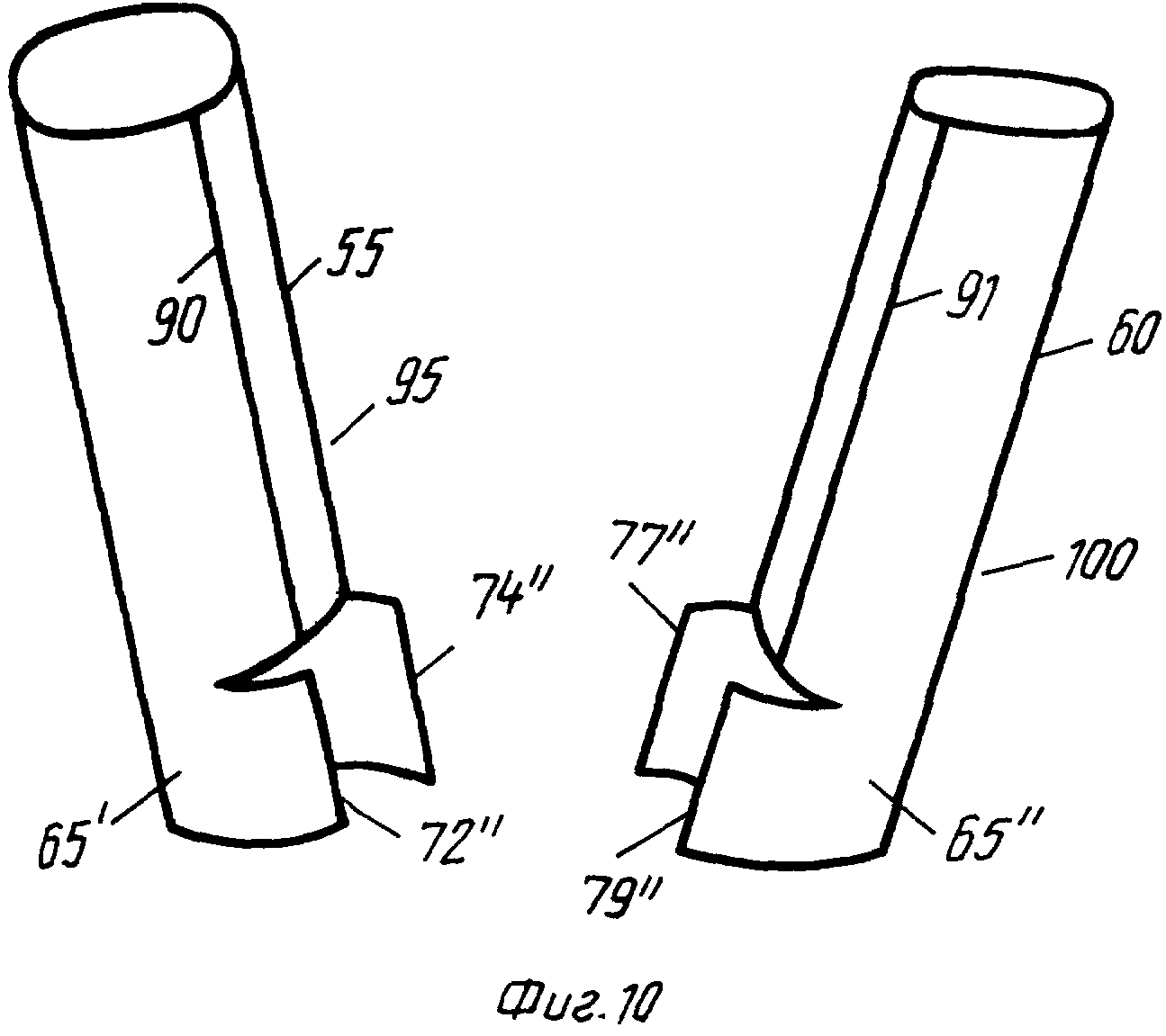
На фиг. 10 показаны трубки, изображенные на фиг. 9, непосредственно перед сборкой.
На фиг. 10В показаны трубки, изображенные на фиг. 9В, непосредственно перед сборкой.
Фиг. 11 представляет собой вид сбоку трубок, показанных на фиг. 9 и 10, после сборки.
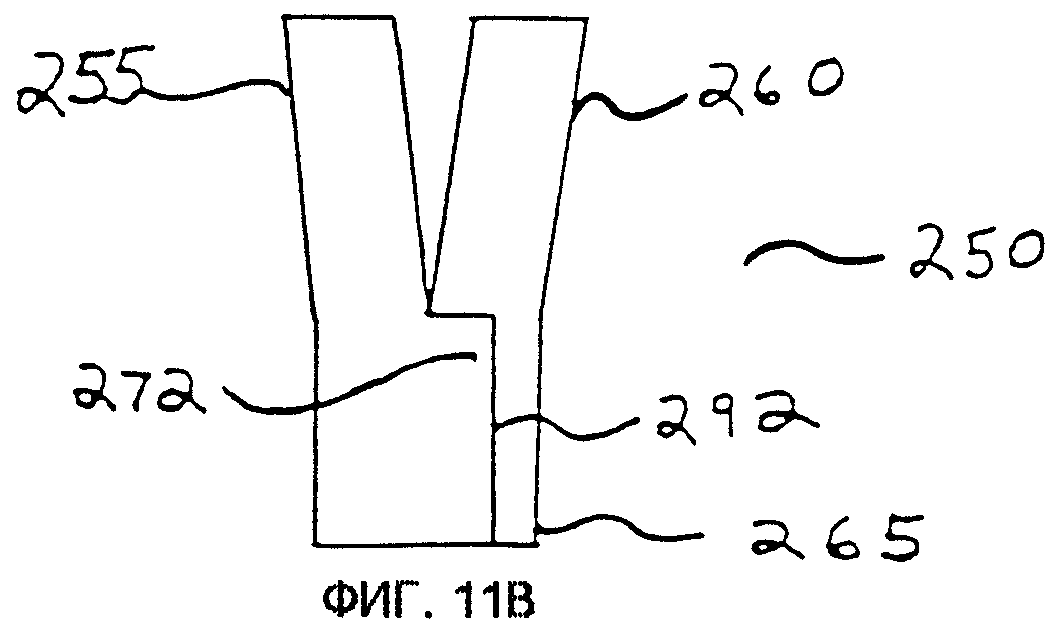
Фиг. 11В представляет собой вид сбоку трубок, показанных на фиг 9В и 10В, после сборки.
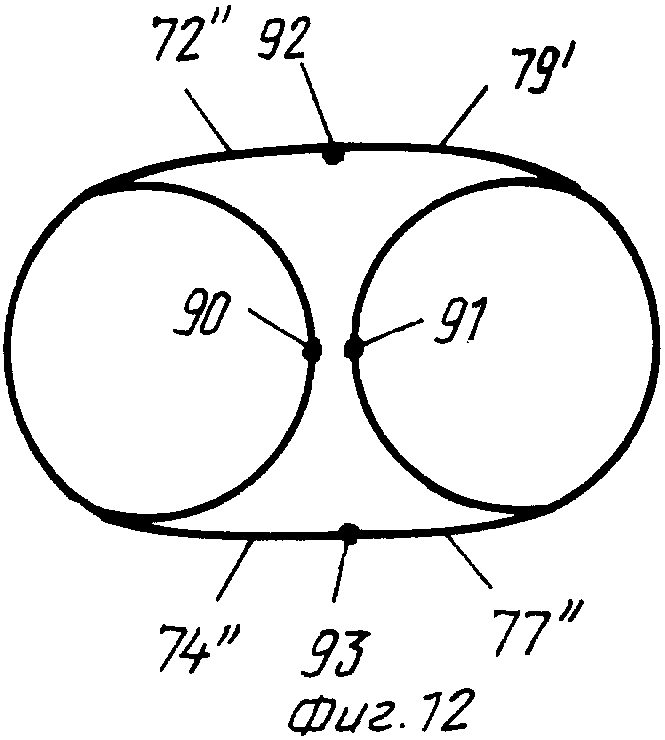
Фиг. 12 представляет собой вид с торца собранного устройства, показанного на фиг. 11.
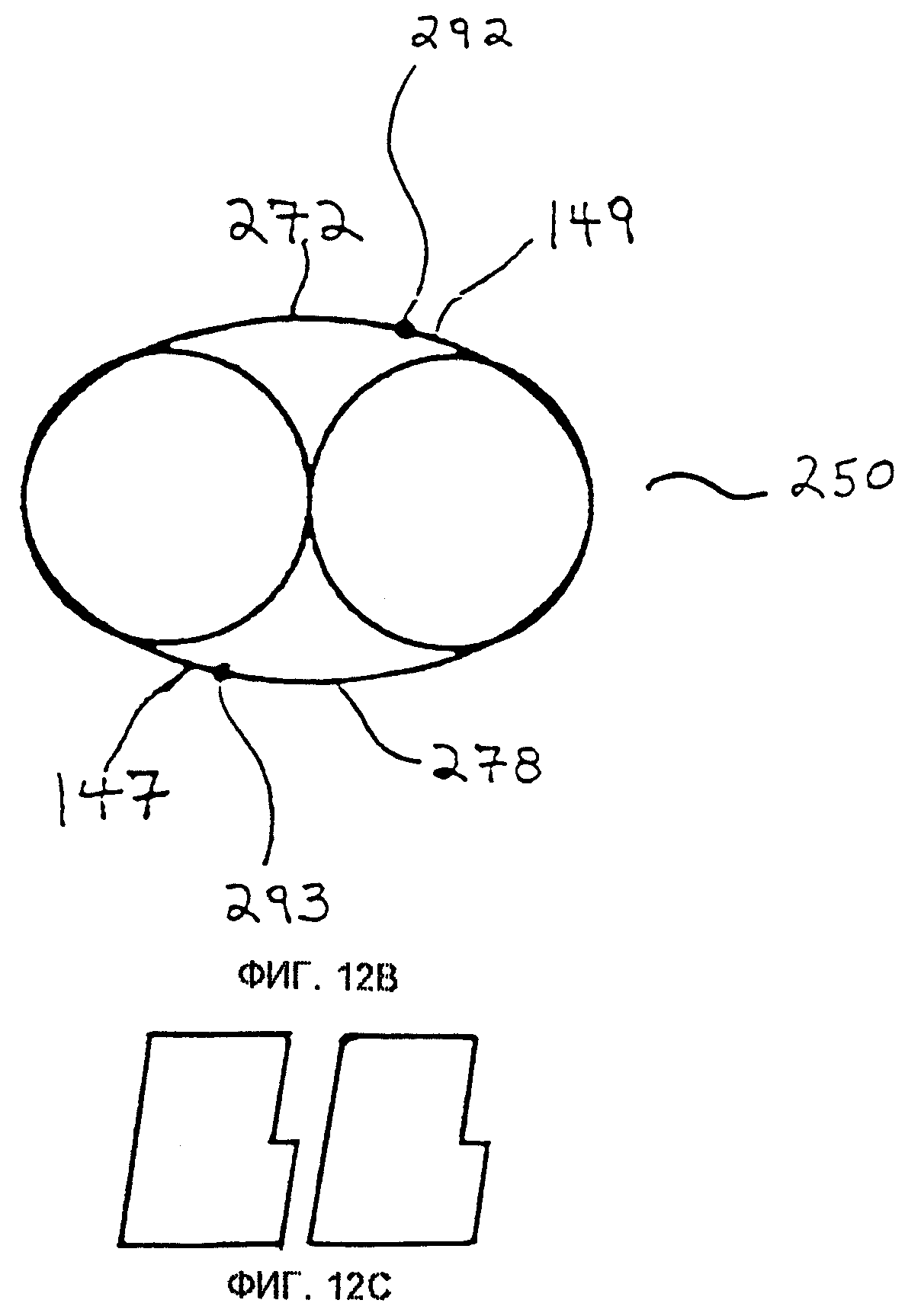
Фиг. 12В представляет собой вид с торца собранного устройства, показанного на фиг. 11В.
На фиг. 12С показан альтернативный вариант реализации образца, который может использоваться вместо образцов, показанных на фиг. 7 и 7В.
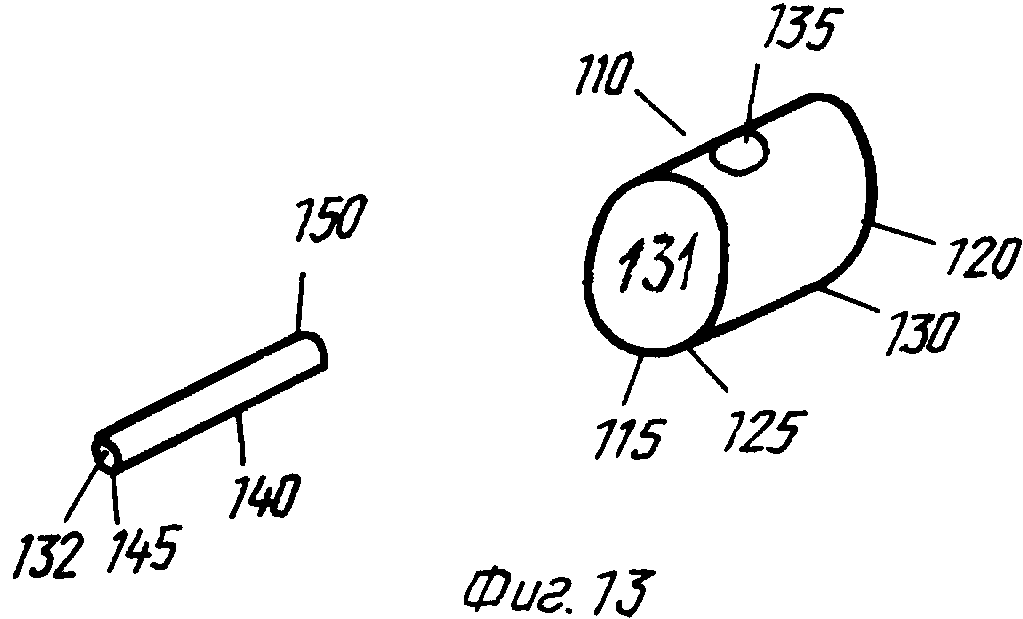
На фиг. 13 показаны стержневая и первая ответвленная часть и вторая ответвленная часть, используемые для образования другого варианта реализации раздвоенного стента, изготовленного в соответствии с этим изобретением.
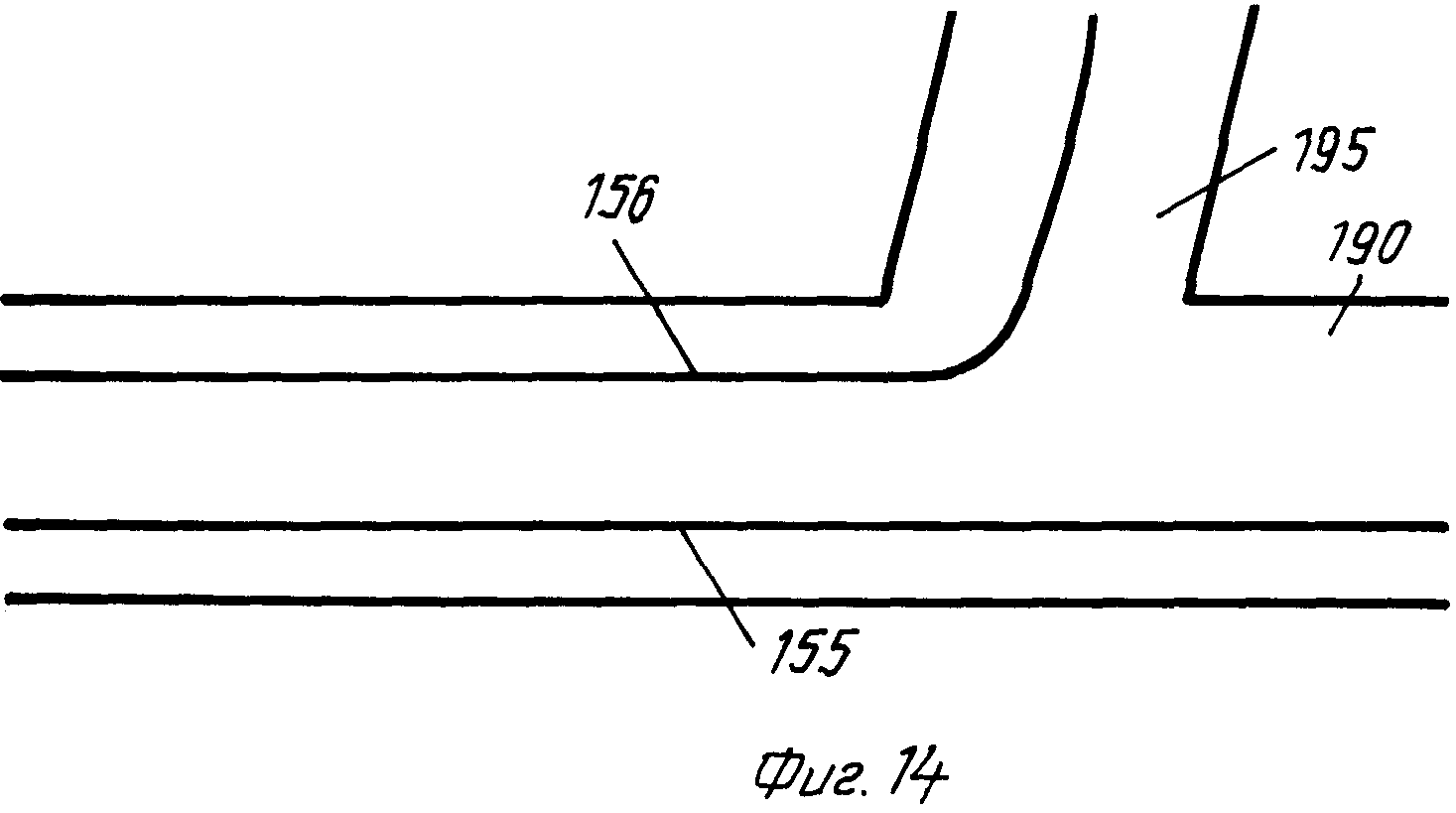
На фиг. 14 показаны направляющие проволоки, расположенные в просвете ствола и просвете ответвления, подлежащих лечебной процедуре.
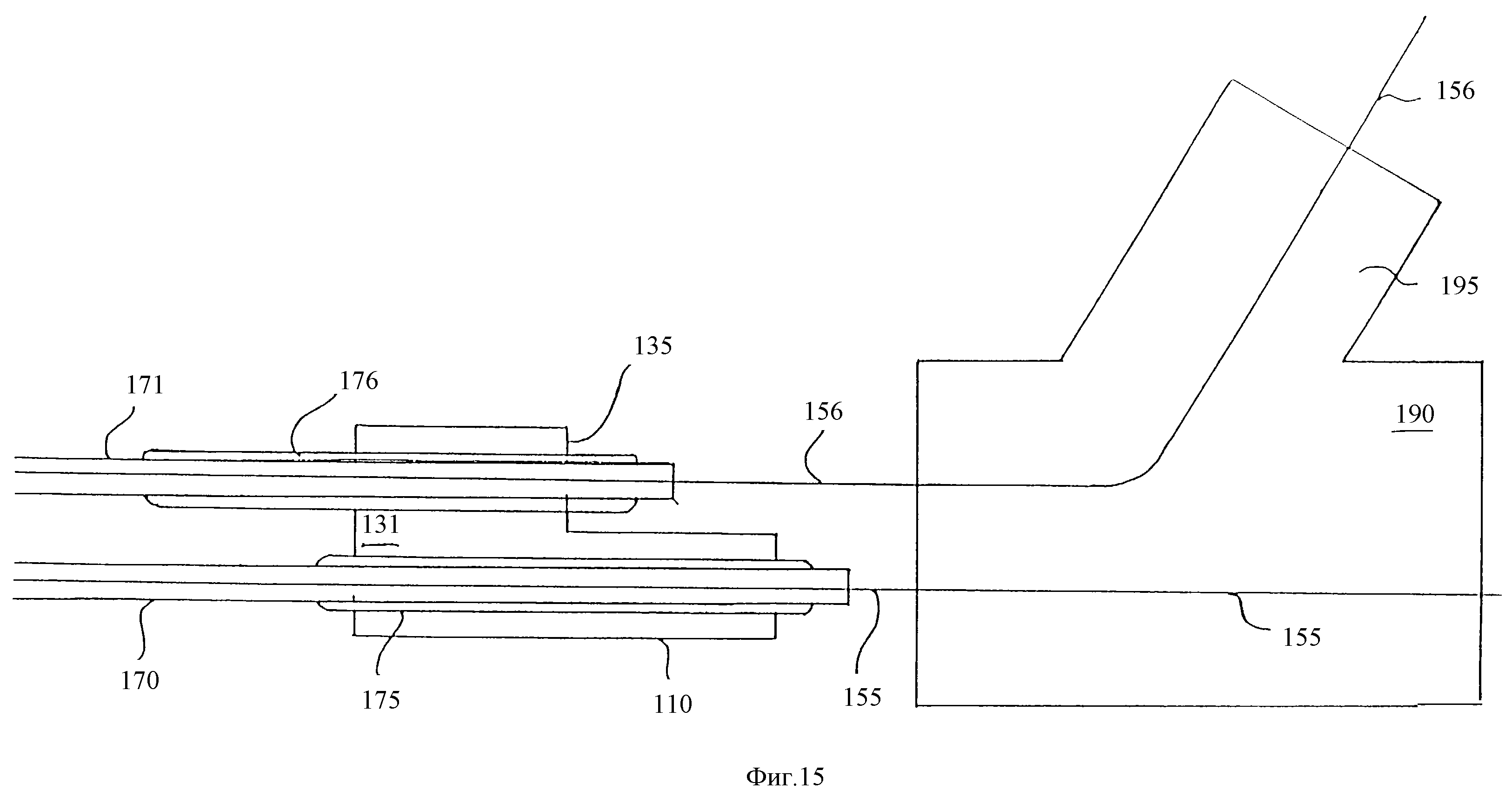
На фиг. 15 показаны стержневая и первая ответвленная часть, показанные на фиг. 13, расположенные на катетерах и направляющих проволоках перед введением в просвет сосуда, подлежащего лечебной процедуре.
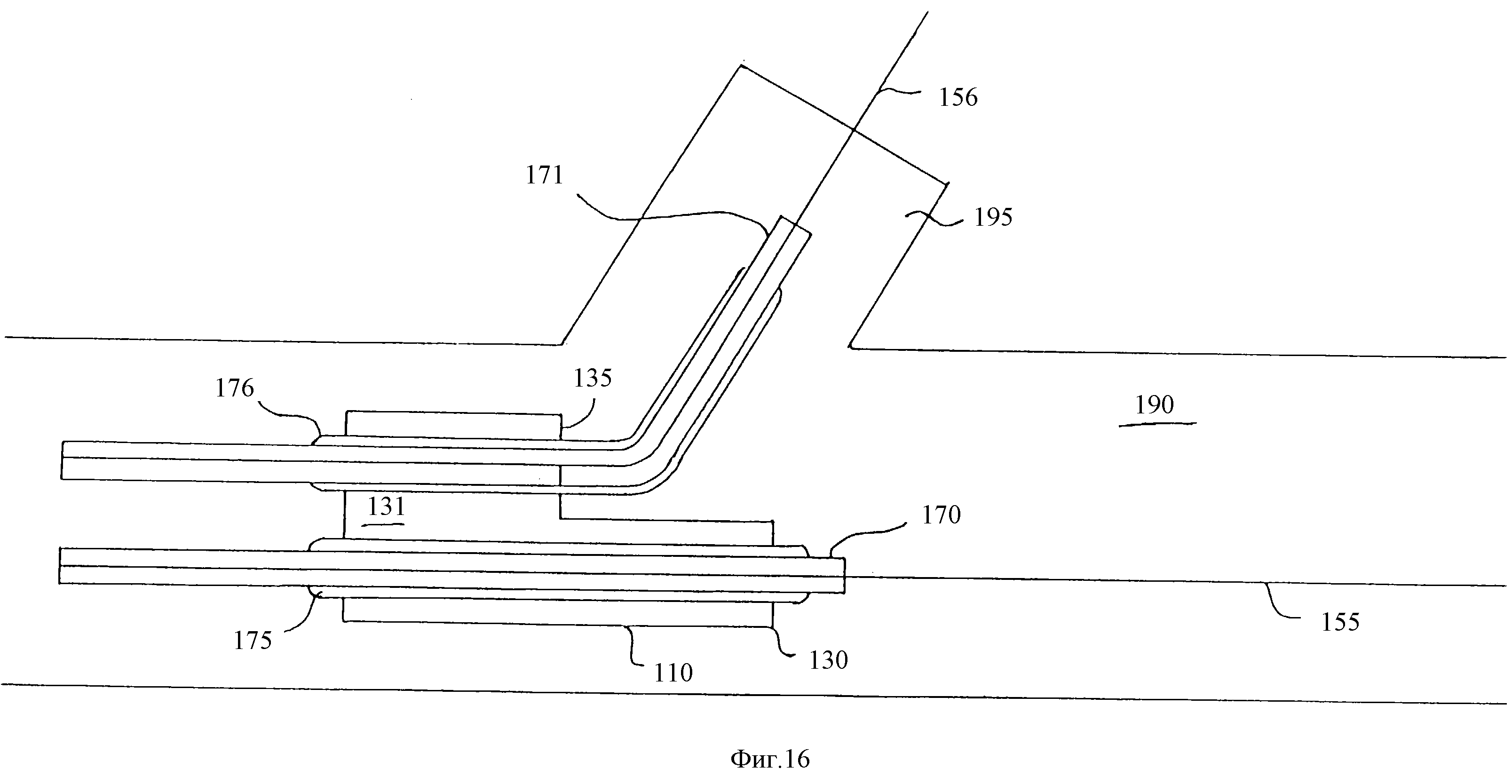
На фиг. 16 показаны стержневая и первая ответвленная часть, изображенные на фиг. 13, после того как они были введены в разветвление, подлежащее лечебной процедуре, и перед их расширением.
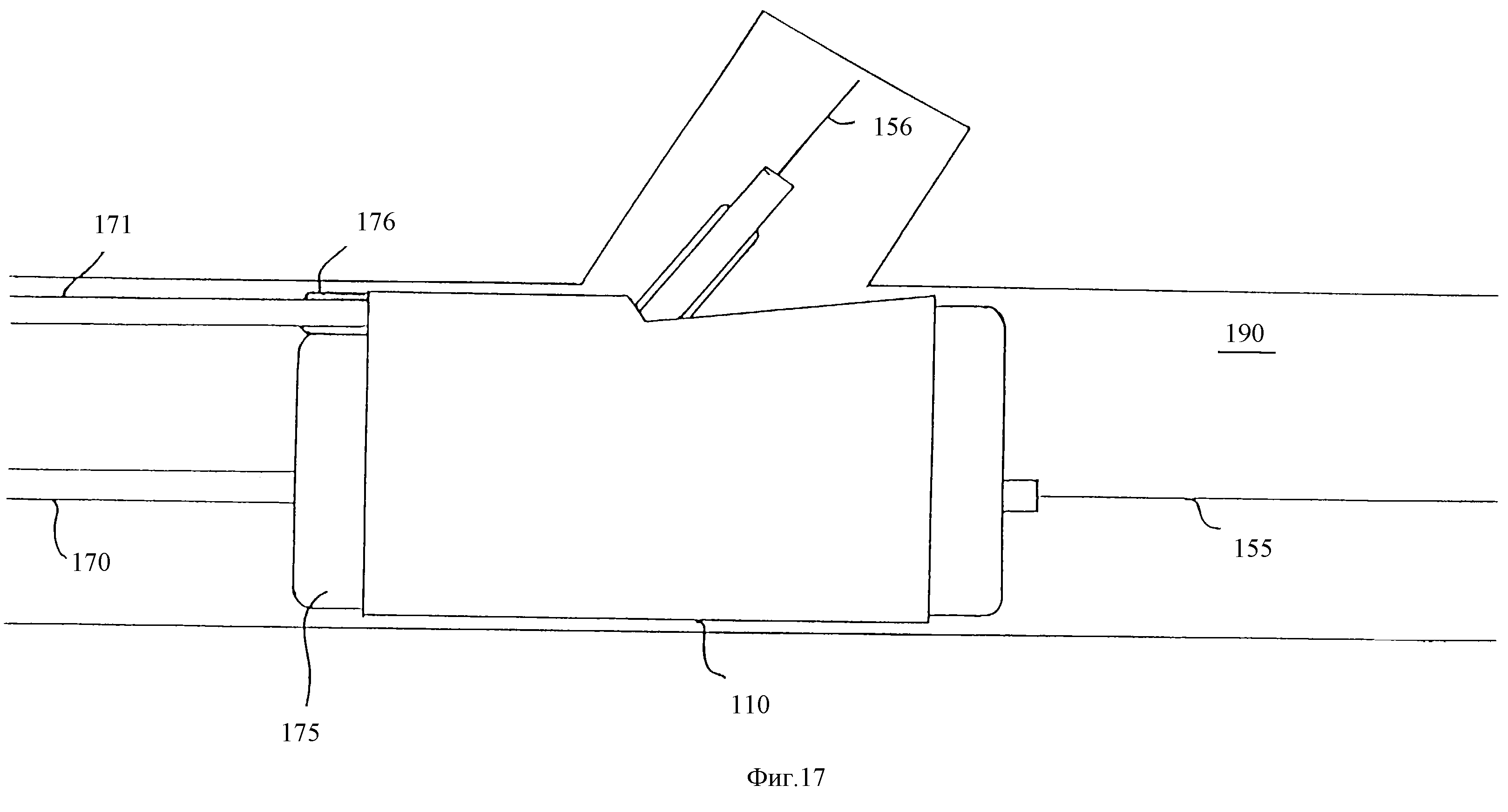
На фиг. 17 показана вторая ответвленная часть, изображенная на фиг. 16, после того как она была расширена.
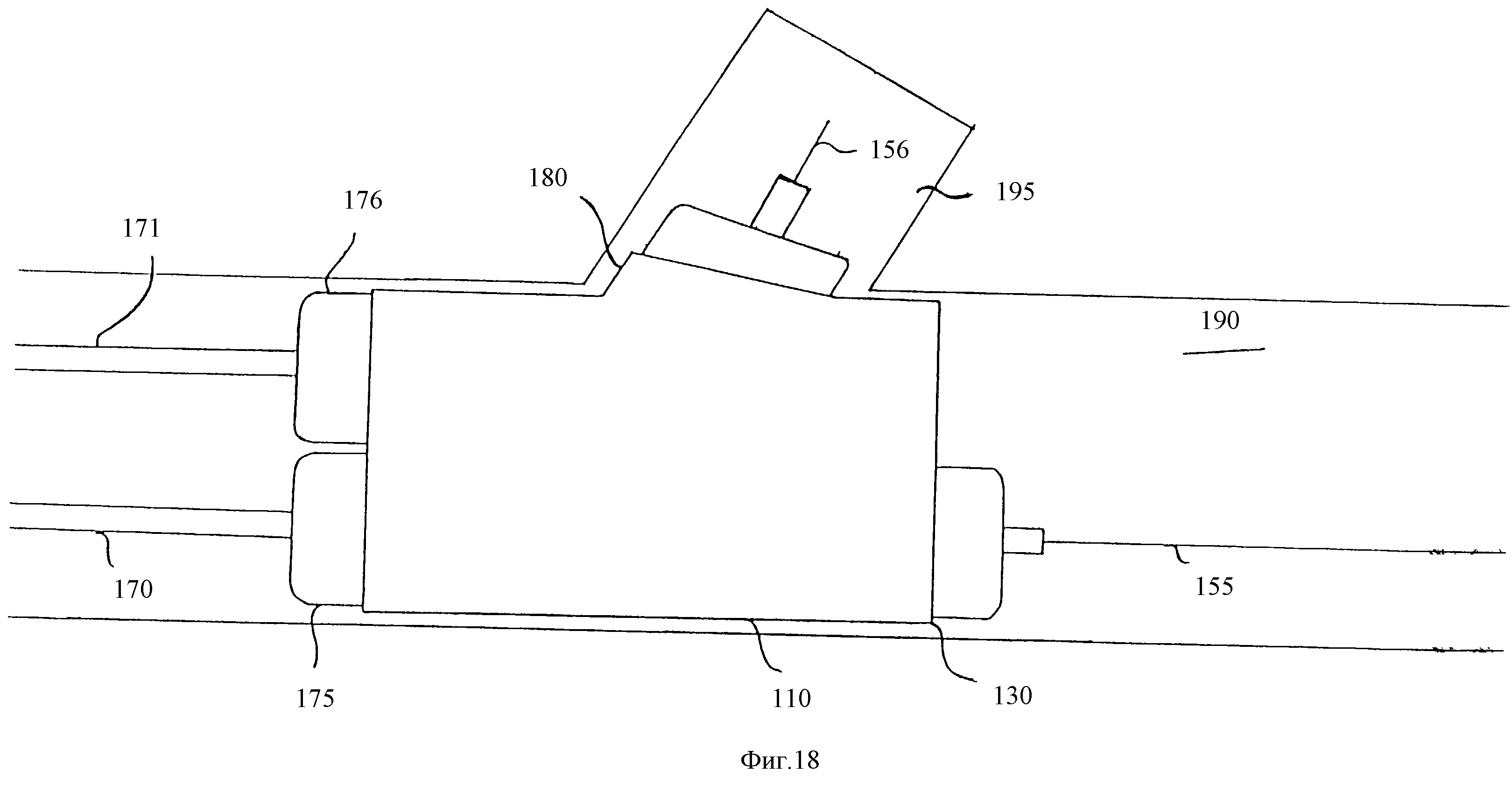
На фиг. 18 показано расширение отверстия ответвления.
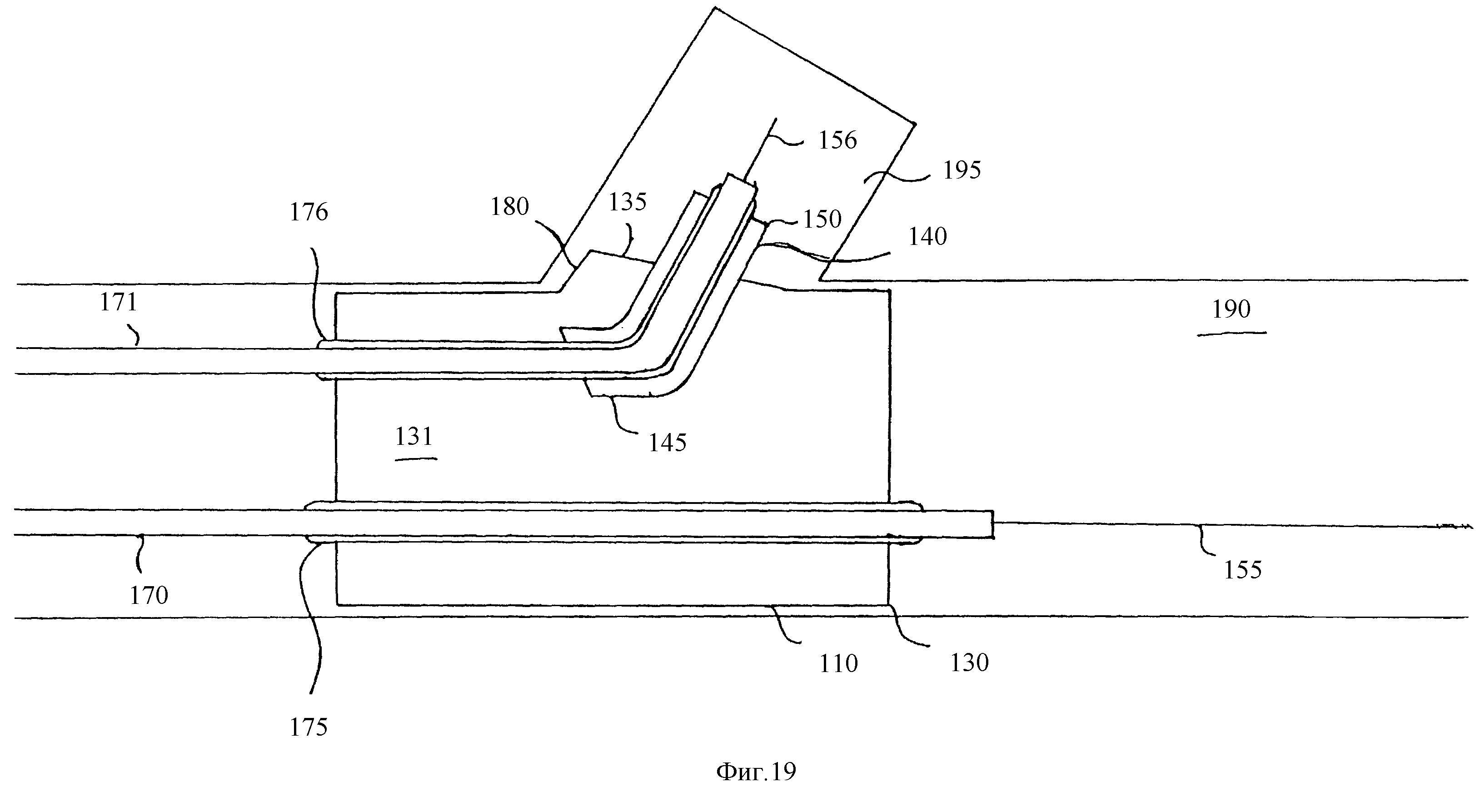
На фиг. 19 показана нерасширенная вторая ответвленная часть, расположенная в отверстии ответвления.
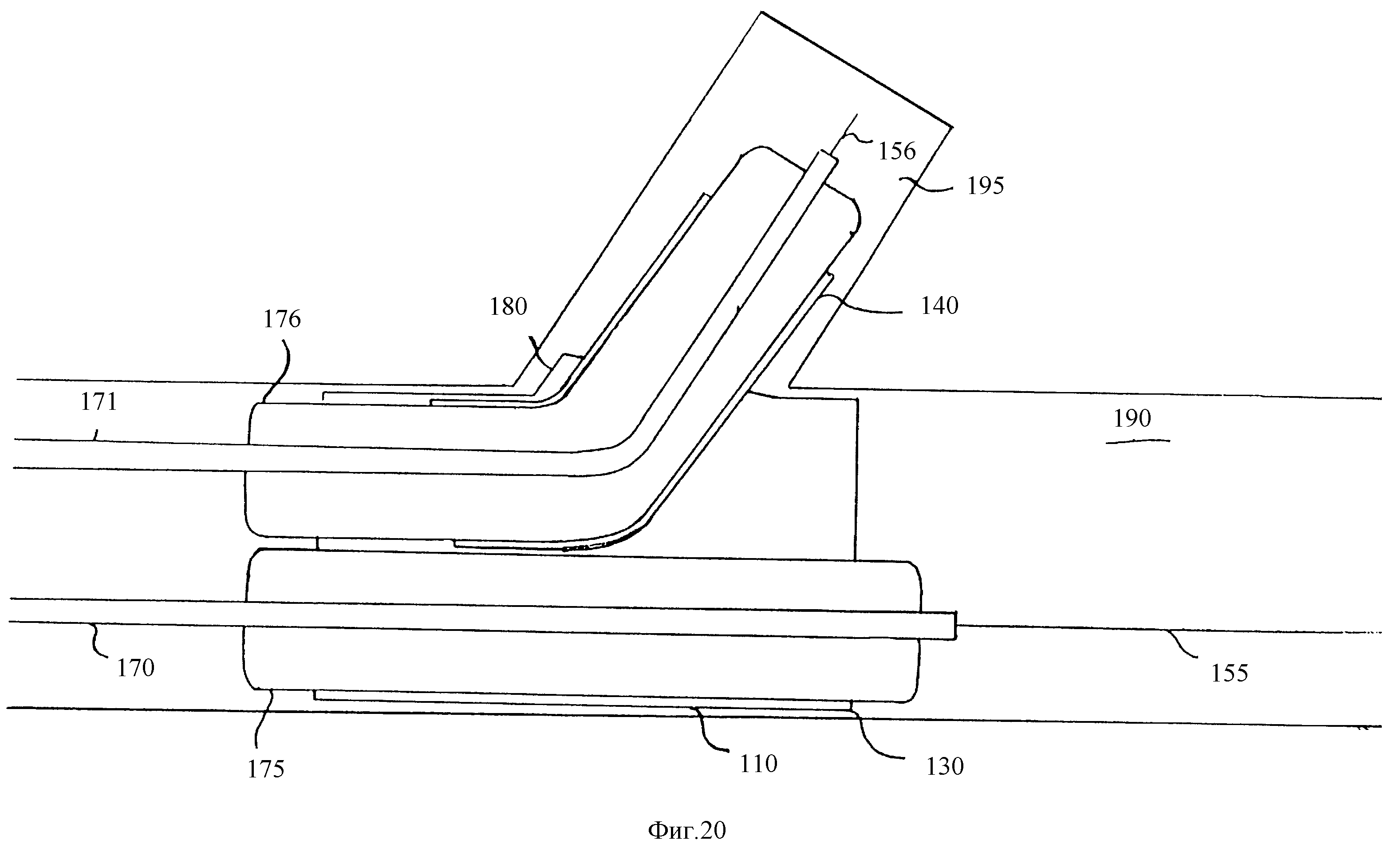
На фиг. 20 показано расширение ответвленной части, изображенной на фиг. 19.
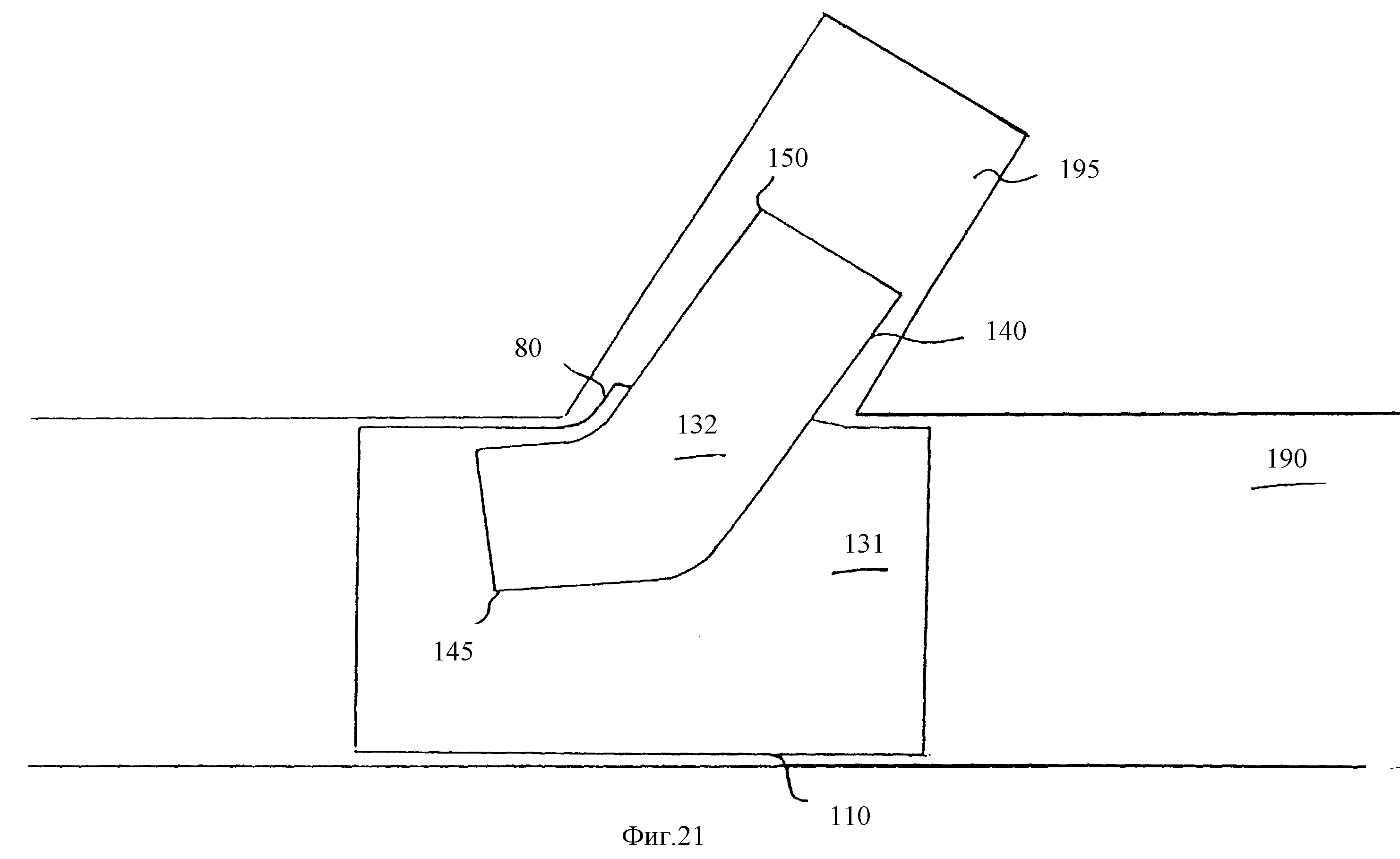
На фиг. 21 изображен собранный раздвоенный стент, расположенный в раздвоенном просвете, подлежащем лечебной процедуре.
В варианте реализации, проиллюстрированном на фиг. 1, раздвоенный стент 5 включает первое ответвление 10, второе ответвление 15 и стержень 20. На фиг. 2 показана первая полоска 25, которая используется для образования первого ответвления 10, вторая полоска 30, которая используется для образования второго ответвления 15, и третья полоска 35, которая используется для образования стержня 20. Первая полоска 25 и вторая полоска 30 в целом плоские и имеют заранее подобранную длину и ширину. Для многих применений первая полоска 25 и вторая полоска 30 будут, в целом, иметь одинаковые размеры с тем, чтобы изготовить ответвления 10 и 15, которые в целом имеют одинаковый размер, однако ответвления 10 и 15 и полоски 25 и 30, используемые для их изготовления, могут иметь различные размеры в зависимости от специфических требований применения. Размеры стентов этого изобретения могут подбираться таким образом, что после сборки они приобретают свой конечный размер, однако в предпочтительном варианте реализации стенты могут расширяться и приобретать размер и приспосабливаться, приобретая конечные размеры после расширения. Стержневые полоски 70 и 75 могут моделироваться или гравироваться отверстиями, образуя разнообразие образцов в соответствии со специфическими требованиями для достижения расширяемых свойств, необходимых, как обсуждено ранее. Размер третьей полоски 35 подобран так, что, когда она сворачивается в трубку, ее внутреннее поперечное сечение может быть подобрано для соответствия наружному диаметру поперечного сечения первого ответвления 10 и второго ответвления 15. Первая полоска 25 имеет первый край 26, второй край 27, третий край 28 и четвертый край 29. Вторая полоска 30 имеет первый край 31, второй край 32, третий край 33 и четвертый край 34. Третья полоска 35 имеет первый край 36, второй край 37, третий край 38 и четвертый край 39. После того как листовой металл был разрезан для образования полосок 25, 30 и 35, он деформируется и сворачивается так, чтобы обусловить сближение двух противоположных краев с образованием цилиндра. В примере, показанном на фиг. 2 и 3, край 27 соединен с краем 29 посредством сварного соединения 14 для образования первого ответвления 10. Край 32 соединяется с краем 34 посредством сварного соединения 19 для образования второго ответвления 15. Край 37 соединяется с краем 39 посредством сварного соединения 290 для образования стержня 20. Края могут соединяться широким разнообразием способов, хорошо известных специалистам в этой области и подходящих для этой цели, например привинчивание, опрессовка, пайка, однако в предпочтительном варианте реализации используется сварка. В особенно предпочтительном варианте реализации используется точечная сварка. Как показано на фиг. 3, первое ответвление 10 имеет проксимальный конец 11, дистальный конец 12 и образует продольный канал 13. Второе ответвление 15 имеет проксимальный конец 16, дистальный конец 17 и образует продольный канал 18. Стержень 20 имеет проксимальный конец 260, дистальный конец 270 и образует продольный канал 280. На фиг. 4 показаны первое ответвление 10, второе ответвление 15 и стержень 20 непосредственно перед сборкой. Для образования раздвоенного стента 5 проксимальный конец 11 первого ответвления 10 и проксимальный конец 16 второго ответвления 15 присоединяются к дистальному концу 270 стержневой части 20 так, что продольные каналы 13, 18 и 280 сообщаются друг с другом. Фиг. 5 представляет собой вид с торца, а фиг. 6 представляет собой вид сбоку собранного устройства.
На фиг. 11 показан второй вариант реализации раздвоенного стента, изготовленного в соответствии с этим изобретением. Стент 50 снабжен первым ответвлением 55 и вторым ответвлением 60, прикрепленными к стержневой части 65. Раздвоенный стент 50 образован из первой полоски 70 и второй полоски 75, как показано на фиг. 7. Стержневые полоски 70 и 75 могут моделироваться или гравироваться отверстиями, образуя разнообразие образцов в соответствии со специфическими требованиями для достижения расширяемых свойств, необходимых как обсуждено ранее. Полоски 70 и 75 в целом плоские и имеют заранее определенную длину и ширину. Первая полоска 70 имеет первый край 71, второй край 72, третий край 73 и четвертый край 74. Вторая полоска 75 имеет первый край 76, второй край 77, третий край 78 и четвертый край 79. Для образования ответвлений стента часть края 72 заворачивается по направлению к части края 74, а часть края 77 заворачивается по направлению к части края 79. Демаркационные точки 80, 81, 82 и 83 выбраны на полосках 70 и 75 как показано на фиг. 8. Эти демаркационные точки 80, 81, 82 и 83 выбраны для удовлетворения потребности специфических способов применения и могут приспосабливаться в зависимости от длины, требуемой для ответвления 55 и 60, и длины, требуемой для стержня 65. Демаркационные точки 80 и 81, которые находятся на одинаковом расстоянии от краев 73 и 71, и демаркационные точки 82 и 83, которые находятся на одинаковом расстоянии от краев 76 и 78, в результате обеспечат стент, в котором ответвления 55 и 60 имеют длину, которая в целом равна стержневой части 65. Если демаркационные точки выбираются ближе к краям 73 и 78, чем к краям 71 и 76, стержень будет иметь длину, которая больше, чем длина каждого из ответвлений. Если демаркационные точки выбраны ближе к краям 71 и 76, чем к краям 73 и 78, каждое из ответвлений 60 и 65 будет иметь длину, которая больше, чем длина стержня 65. Однако в предпочтительном варианте реализации демаркационные точки 80, 81, 82 и 83 отбираются так, что проксимальные края 72", 74", 77" и 79" составляют приблизительно 1/3 длины краев 72, 74, 77 и 79. Как показано на фиг. 8, демаркационная точка 80 делит край 72 приблизительно в его средней точке на дистальный край 72' и проксимальный край 72". Демаркационная точка 81 делит край 74 приблизительно в его средней точке на дистальный край 74' и проксимальный край 74". Демаркационная точка 82 делит край 77 приблизительно в его средней точке на дистальный край 77' и проксимальный край 77", а демаркационная точка 83 делит край 79 приблизительно в его средней точке на дистальный край 79' и проксимальный край 79".
Для образования стента край 72' соединяется с краем 74' посредством сварного соединения 90 для образования первого элемента 95, имеющего первую ответвленную часть 55 и первую стержневую половину 65', как показано на фиг. 9. Край 77' соединен с краем 79' посредством сварного соединения 91 для образования второго элемента 100, имеющего вторую ответвленную часть 60 и вторую стержневую половину 65". Как обсуждено ранее, края могут быть соединены множеством способов, хорошо известных специалистам в этой области. На фиг. 10 показан первый элемент 95 и второй элемент 100, показанные на фиг. 9, при выравнивании непосредственно перед сборкой. Для образования раздвоенного стента 50, показанного на фиг. 11 и 12, край 72" соединяется с краем 79" посредством сварного соединения 92, а край 74" соединяется с краем 77" посредством сварного соединения 93 так, что первая стержневая половина 65' и вторая стержневая половина 65" образуют стержень 65. Фиг. 12 представляет собой торцевой вид в разрезе стента, показанного на фиг. 11.
В варианте реализации, показанном на фиг. 7, полоски 70 и 75 представляют собой квадраты или прямоугольники. Однако как показано на фиг. 7В, полоски 70 и 75 не ограничиваются этой конфигурацией. На фиг. 11В показан раздвоенный стент, изготовленный с использованием полосок 270 и 275, показанных на фиг. 7В. Стент 250 снабжен первым ответвлением 255 и вторым ответвлением 260, прикрепленными к стержневой части 265. Раздвоенный стент 250 образован из первой полоски 270 и второй полоски 275, как показано на фиг. 7В. Полоски стента 270 и 275 могут быть подобраны по размеру и гравированы как обсуждено ранее. Как показано на фиг. 7В, первая полоска 270 имеет первый край 271, второй край 272, третий край 273, четвертый край 274, пятый край 275 и шестой край 276, седьмой край 146 и восьмой край 147. Вторая полоска 275 имеет первый край 277, второй край 278, третий край 279, четвертый край 280, пятый край 281 и шестой край 282, седьмой край 148 и восьмой край 149. Как показано на фиг. 9В, край 274 соединен с краем 276 посредством сварного соединения 290 для образования первого элемента 295, имеющего первую ответвленную часть 255 и первую стержневую половину 265. Край 280 соединен с краем 282 посредством сварного соединения 291 для образования второго элемента 300, имеющего вторую ответвленную часть 260 и вторую стержневую половину 265". Как обсуждено ранее, края могут быть соединены множеством способов, хорошо известных специалистам в этой области. На фиг. 10В показан первый элемент 295 и второй элемент 300, показанные на фиг. 9В, при выравнивании непосредственно перед сборкой. Для образования раздвоенного стента 250, показанного на фиг. 11В и 12В, край 272 соединяется с краем 149 посредством сварного соединения 292, а край 278 соединяется с краем 147 посредством сварного соединения 293 так, что первая стержневая половина 265' и вторая стержневая половина 265" образуют стержень 265. Фиг. 12В представляет собой поперечное сечение с торца стента, показанного на фиг. 11В. На фиг. 12С показан альтернативный образец, который может использоваться вместо образцов, показанных на фиг. 7 и 7В.
Третий вариант реализации этого изобретения включает две части, которые вводятся в действие серийно в два этапа и собираются в теле пациента для образования раздвоенного стента. На фиг. 13 показаны стержневая и первая ответвленная часть 110, снабженная продольным каналом 131 и имеющая проксимальный конец 115, ограничивающий стержневую часть 125, и дистальный конец 120, ограничивающий первую ответвленную часть 130. Вторая ответвленная часть 140 снабжена продольным каналом 132 и имеет проксимальный конец 145 и дистальный конец 150. Стержневая и первая ответвленная часть 110 и вторая ответвленная часть 140 могут быть подобраны по размеру и смоделированы или гравированы как обсуждено ранее. Отверстие ответвления 135 расположено между проксимальным концом 115 и дистальным концом 120 стержневой и первой ответвленной части 110. Отверстие ответвления 135 подобрано по размеру для вставления второй ответвленной части 140 и приспособлено для вхождения в зацепление и закрепления второй ответвленной части 140, когда она расширилась внутри отверстия ответвления 135. Вторая ответвленная часть 140 подобрана по размеру и приспособлена входить в зацепление и закрепляться в отверстии ответвления 135 после расширения. На фиг. 14-21 показано, как раздвоенный стент собирается внутри раздвоенного просвета. Как показано на фиг. 14-21, зона, подлежащая лечебной процедуре, представляет собой раздвоенный просвет, имеющий первый или стволовой просвет 190 и второй или просвет ответвления 195. Как показано на фиг. 14, первая направляющая проволока 155 вводится в стволовой просвет 190, а вторая направляющая проволока 156 вводится в просвет ответвления 195. Как показано на фиг. 15, расширяемая баллоном стержневая и первая ответвленная часть 110 располагается на кончике первого баллонного катетера 170 так, что баллон 175 располагается внутри продольного канала 131. Второй баллонный катетер 171 затем вводится в продольный канал 131 стержневой и первый ответвленной части 110 и продвигается так, что баллон 176 располагается внутри отверстия 135. Первый катетер 170 устанавливается на первой направляющей проволоке 155, а второй катетер 171 устанавливается на второй направляющей проволоке 156. Как показано на фиг. 16, нерасширенная стержневая и первая ответвленная часть 110 направляется в область, подлежащую лечебной процедуре так, что первая ответвленная часть 130 располагается внутри стволового просвета 190 и отверстия ответвления 135, сообщается с просветом ответвления 195. Направляющая проволока 156 облегчает ориентацию ответвления 135 с просветом ответвления 195. Размер обычных катетеров и баллонов не сводится к определенному масштабу, и детали, хорошо известные специалистам в этой области, были опущены для ясности. Баллон 175 раздувается, что вызывает расширение стержневой и первой ответвленной части 110, как показано на фиг. 17, для фиксации в желаемом положении. После расширения наружная стенка стержневой и первой ответвленной части 110 примкнут к внутренним стенкам стволового просвета 190, однако для ясности преднамеренно был оставлен зазор. Баллон 175 на первом катетере 170 оставляется раздутым, а баллон 176 на втором катетере 171 затем раздувается для увеличения отверстия ответвления 135, как показано на фиг. 18. После увеличения отверстия ответвления 135 часть стержня, определяющая отверстие ответвления 135, вытягивается наружу чтобы образовать фиксирующий ответвление выступ 180.
Из баллонов 175 и 176 выпускают воздух, второй катетер 171 удаляется, а вторая направляющая проволока 156 оставляется на месте в просвете ответвления 195. Вторая ответвленная часть 140 затем располагается на втором катетере 171 так, что первый баллон 176 располагается в продольном канале 132, а второй катетер 171 затем располагается на второй направляющей проволоке 156. Вторая ответвленная часть 140 затем направляется и вводится в продольный канал 131 стержневой и первой ответвленной части 110 и продвигается и проходит через отверстие ответвления 135 так, что дистальный конец 150 второй ответвленной части 140 выступает в просвет ответвления 195, а проксимальный конец 145 сообщается с продольным каналом 131, как показано на фиг. 19. Баллон 176 на втором катетере 171 частично раздут, а баллон 175 на первом катетере 170 затем частично раздувается до давления, в целом равного давлению в баллоне 176. Оба баллона 175 и 176 затем одновременно раздуваются до в целом равного давления. Как показано на фиг. 20, раздувание баллона 176 на втором катетере 171 вызывает расширение второго ответвленного элемента 140 так, что его наружные стенки входят в зацепление и фиксируются к области, окружающей отверстие 135. Раздувание баллона 175 на первом катетере 170 предотвращает опадание стенок стержневой и первой ответвленной части 110, когда баллон 176 раздут. После расширения наружные стенки второго ответвления 140 будут прилегать к внутренней стенке просвета 195, однако для ясности преднамеренно был оставлен зазор. Баллоны 175 и 176 сдуваются, катетеры 170 и 171 и направляющие проволоки 155 и 156 удаляются, и собранный раздвоенный стент 160 остается на месте, как показано на фиг. 21.
Реферат
Изобретение относится к медицине, а именно к изготовлению стентов для введения внутрь разветвляющихся кровеносных сосудов. Изобретение обеспечивает улучшение взаимодействия поверхности стента с внутренней поверхностью разветвляющихся сосудов. В одном варианте способа изготовления первая полоска формируется в первую трубчатую ответвленную часть, вторая полоска формируется во вторую трубчатую ответвленную часть, третья полоска формируется в трубчатую стержневую часть и затем две трубчатые ответвленные части прикрепляются к трубчатой стержневой части. Во втором варианте реализации способа первая полоска формируется в первое ответвление и первую стержневую половину, вторая полоска формируется во второе ответвление и вторую стержневую половину и две стержневые половины комбинируются для формирования раздвоенного стента. В третьем варианте реализации способа стент включает два расширяемых трубчатых элемента, которые последовательно вставляются и собираются внутри сосуда в участке разветвления, подлежащего лечебной процедуре. 3 с.п.ф-лы, 21 ил.
Комментарии