Разветвленное и в высокой степени приспосабливаемое медицинское устройство, выполненное с входом для ответвления - RU2563435C2
Код документа: RU2563435C2
Чертежи


Описание
Область техники, к которой относится изобретение
Один аспект изобретения направлен на усовершенствование модульного разветвленного стент-графта, имеющего выполненную заодно целое поддерживающую трубку. Другой аспект изобретения направлен на создание стент-графа с высокой степенью приспосабливаемости формы, выполненного с желаемым разветвлением.
Уровень техники
Аневризмы образуются в кровеносных сосудах в тех местах, где вследствие возраста, патологического процесса или генетической предрасположенности пациента прочность или эластичность стенка сосуда недостаточна для того, чтобы предотвратить выпучивание или растяжение стенки сосуда, через которую протекает кровь. Если аневризма остается нелеченой, стенка кровеносного сосуда может растянуться и разрушиться, что зачастую приводит к смерти пациента.
Для предотвращения разрыва аневризмы в кровеносный сосуд может быть чрезкожно введен стент-графт и установлен так, чтобы перекрыть аневризматический мешок. Стент-графты содержат ткань имплантанта, присоединенную к цилиндрической подложке или каркасу одного или большего числа стентов. Стент (стенты) создает жесткость и обеспечивает структуру для удерживания графта (имплантанта) раскрытым в виде трубчатой конфигурации, а также направленное наружу радиальное усилие, необходимое для создания уплотнения между графтом и здоровым участком стенки сосуда и обеспечения сопротивления перемещению графта. Кровь, протекающая через сосуд, может быть направлена через просвет стент-графта для снижения, если не исключения, напряжения, действующего на стенку сосуда в месте нахождения аневризматического мешка. Стент-графты могут уменьшать опасность разрыва стенки кровеносного сосуда в месте нахождения аневризмы и обеспечивают кровоток через сосуд без его нарушения.
Однако различные эндоваскулярные процедуры лечения, такие как «выключение» аневризмы требуют, чтобы стент-графт был имплантирован в непосредственной близости от места разветвления сосудов. Зачастую аневризма проходит в разветвление сосудов, и необходимо, чтобы стент-графт был установлен в месте разветвления. В таких процедурах лечения предпочитают использовать модульные стент-графты, имеющие отдельную основную часть (основное тело) и боковую ветвь, благодаря их легкому и точному размещению. В качестве примера можно указать заявку на патент США №2008/01 14446 (Hartley et al.), в которой описан модульный стент-графт, содержащий отдельное основное тело и ответвление. В соответствии с указанной опубликованной заявкой в боковой стенке основного тела стента имеется отверстие, которое специально приспособлено для присоединения и фиксации стента боковой ветви. Стент боковой ветви в такой конфигурации соединен по неподвижной посадке «линия в линию» с отверстием, имеющимся в основном теле стента, что создает потенциальную опасность с точки зрения усталостной прочности соединения стента со стентом. В патентном документе US 6645242 (Quinn) описана более надежная и прочная конфигурация соединения стента со стентом. В указанном патентном документе для повышения надежности соединения стента со стентом в конструкцию включен трубчатый поддерживающий и направляющий элемент, внутренний по отношению к основному телу стента. Указанный трубчатый поддерживающий и направляющий элемент, предложенный автором изобретения (Quinn), наряду с повышением усталостной прочности обеспечивает наличие протяженного участка уплотнения. При этом находящаяся глубоко внутри трубка изготовлена за счет добавления дополнительного материала, приобретающего форму внутри трубки и пришитого и/или присоединенного с помощью адгезива к основному графту.
Аневризмы, образующиеся в аорте, в самой большой артерии в теле человека, кроме того, могут образоваться в грудной клетке (аневризма грудной аорты) или в брюшной полости (аневризма брюшной аорты). Вследствие криволинейной поверхности дуги аорты лечение аневризмы грудной аорты может быть, в особенности, под вопросом. Другие части сосудистой системы, такие как общеизвестная подвздошная артерия, которая проходит от аорты, также могут быть крайне извилистыми. Поэтому предпочтительно, чтобы стент-графт, устанавливаемый в эти зоны, обладал способностью соответствовать форме сосудистого русла. Высокая степень приспосабливаемое™ формы позволяет стент-графу изгибаться с оптимальным сопротивлением и обеспечивать уплотнение относительно местного сосуда.
Раскрытие изобретения
Одно воплощение настоящего изобретения направлено на создание улученного модульного стент-графа, имеющего выполненную заодно поддерживающую трубку. В другом воплощении изобретение направлено на создание стент-графа с высокой степенью приспосабливаемости формы и имеющего, по меньшей мере, один вход для элемента бокового ответвления (например, стент-графа), или выполненного без указанного входа.
Одно воплощение изобретения представляет собой многопросветный стент-граф,
содержащий основной просвет, образованный графтом, состоящим из самой внутренней трубки с отверстием и самой внешней трубкой с отверстием, при этом указанный графт поддерживается с помощью основного стента; и второй, добавочный просвет, расположенный между самой внутренней и самой внешней трубками указанного графта, при этом указанный добавочный просвет сообщается по текучей среде посредством указанных отверстий. В одном воплощении указанный добавочный просвет является частью добавочного стента или стента в сборе. В другом воплощении в указанный добавочный просвет может быть вставлен другой стент-графт меньшего диаметра
Другое воплощение изобретения представляет собой стент-графт, предназначенный для имплантации в просвет разветвления сосудов, включающего сосуд основной ветви и сосуд боковой ветви, при этом стент-графт содержит графт, состоящий из самой внутренней трубки с отверстием и самой внешней трубки с отверстием; при этом указанный графт проходит вдоль продольной оси от дистального конца к проксимальному концу и образует основной проходящий через него просвет, при этом указанный графт поддерживается основным стентом; и добавочный просвет, расположенный между самой внутренней и самой внешней трубкой указанного графта; указанная часть добавочного просвета расположена между дистальным и проксимальным концами указанного графта; при этом указанный добавочный просвет сообщается по текучей среде посредством отверстий указанных самой внутренней и самой внешней трубок. В одном воплощении указанный первый стент представляет собой саморасширяющийся стент.
Следующее воплощение изобретения включает операцию покрытия самой внутренней полимерной трубкой первой оправки, в которой имеется канавка и задняя стенка указанной канавки; разрезание указанной полимерной трубки вдоль указанной задней стенки указанной канавки; размещение второй оправки в указанной канавке первой оправки и сближение указанной второй оправки с задней стенкой канавки, деформирование указанной самой внутренней полимерной трубки; размещение самой внешней полимерной трубки поверх указанной самой внутренней трубки; и выполнение отверстия над указанной второй меньшей оправкой; при этом указанная самая внешняя трубка и самая внутренняя трубка представляют собой графт.
Другое воплощение изобретения включает в себя графт, поддерживаемый стентом, при этом указанный стент содержит волнистости, в каждой которых имеются вершины, ориентированные в противоположных первом и втором направлениях, и элемент в виде ленты, содержащей первую и вторую продольные кромки, прикрепленной к указанному стенту и к указанному графту так, что первая кромка ленты по существу покрывает указанные вершины, проходящие в первом или втором направлениях каждой волнистости, прижимая тем самым указанные вершины, ориентированные в первом или втором направлениях волнистостей, к графту, и при этом вершины, ориентированные в первом или втором направлении волнистости, не прижаты по отношению к графту. В одном воплощении указанные вершины, проходящие в первом направлении, прижаты к графту, а вершины, ориентированные во втором направлении, не прижаты по отношению к графту. В другом воплощении указанные вершины, ориентированные во втором направлении волнистости, прижаты к графту, а вершины, ориентированные в первом направлении, не прижаты по отношению к графту. В следующем воплощении указанный графт образует продольно ориентированные однонаправленные складки там, где происходит сжатие в продольном направлении. В другом воплощении указанные вершины, ориентированные в первом направлении указанной волнистости, расположены под близлежащим гофром там, где происходит сжатие. В следующем воплощении указанный стент образован из единственной непрерывной проволоки, спирально намотанной вокруг указанного графта. В другом воплощении указанный стент является саморасширяющимся стентом. В следующем воплощении указанный стент выполнен из нитинола. В другом воплощении указанные волнистости имеют синусоидальную форму. В следующем воплощении указанный графт изготовлен из политетрафторэтилена.
Дополнительные особенности и преимущества изобретения будут изложены в описании или выявлены при практическом осуществлении изобретения. Эти особенности и другие преимущества изобретения будут реализованы и достигнуты с помощью конструкции, в частности, будут подробно раскрыты в изложенных ниже описании и пунктах формулы изобретения, а также в приложенных чертежах.
Следует понимать, что раскрытая выше сущность изобретения и нижеследующее подробное описание изобретения являются иллюстративными и поясняющими и имеют цель создать возможность для последующего толкования изобретения, охарактеризованного в формуле изобретения.
Краткое описание чертежей
Сопровождающие описание чертежи предназначены для лучшего понимания изобретения и включены в описание как его часть. Они иллюстрируют воплощения изобретения и вместе с описанием служат для пояснения основных идей изобретения.
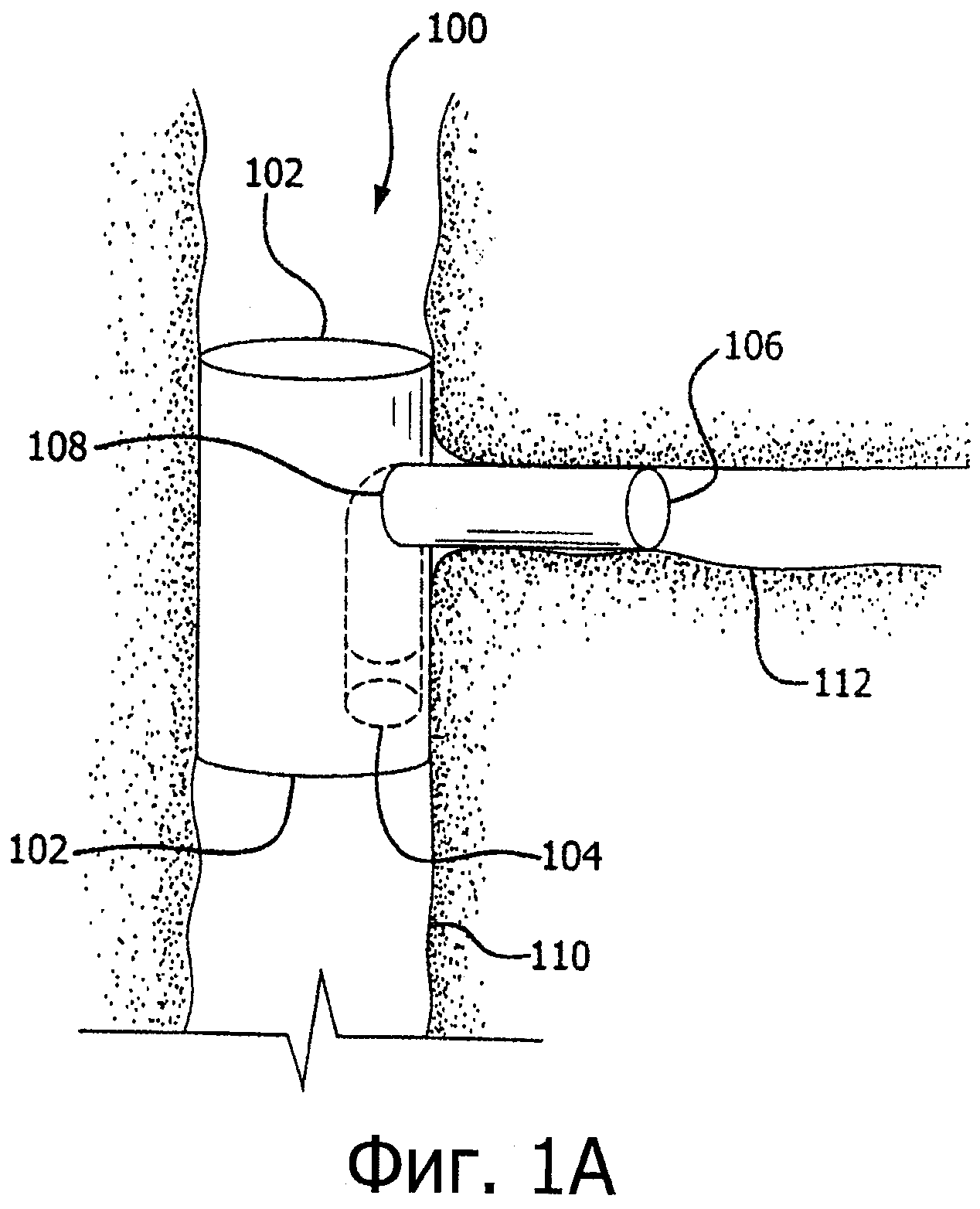
Фиг.1А - вид в перспективе модульного, разветвленного стент-графта, содержащего стент основного тела, внутреннюю поддерживающую трубку и прикрепленный стент бокового ответвления.
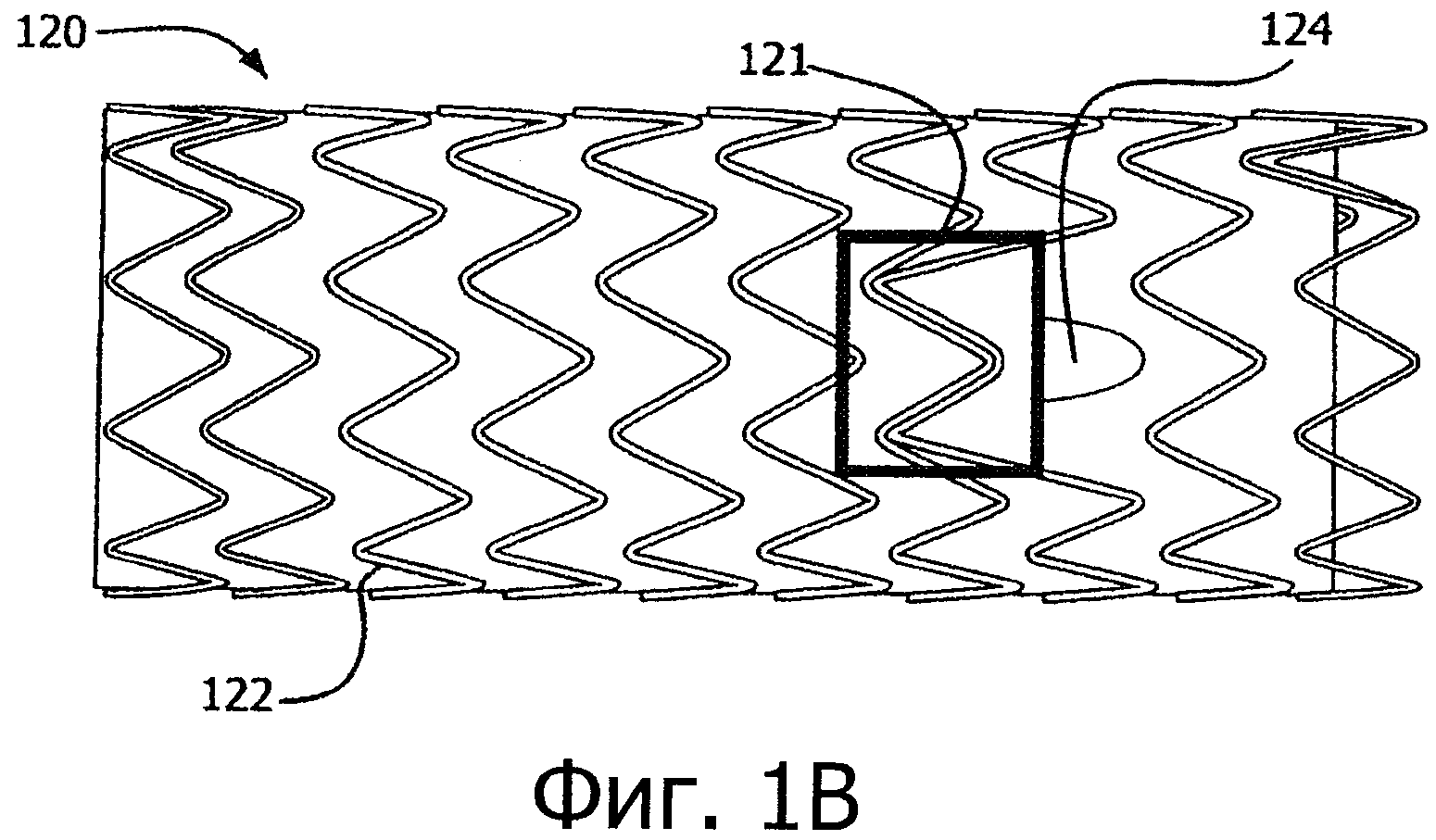
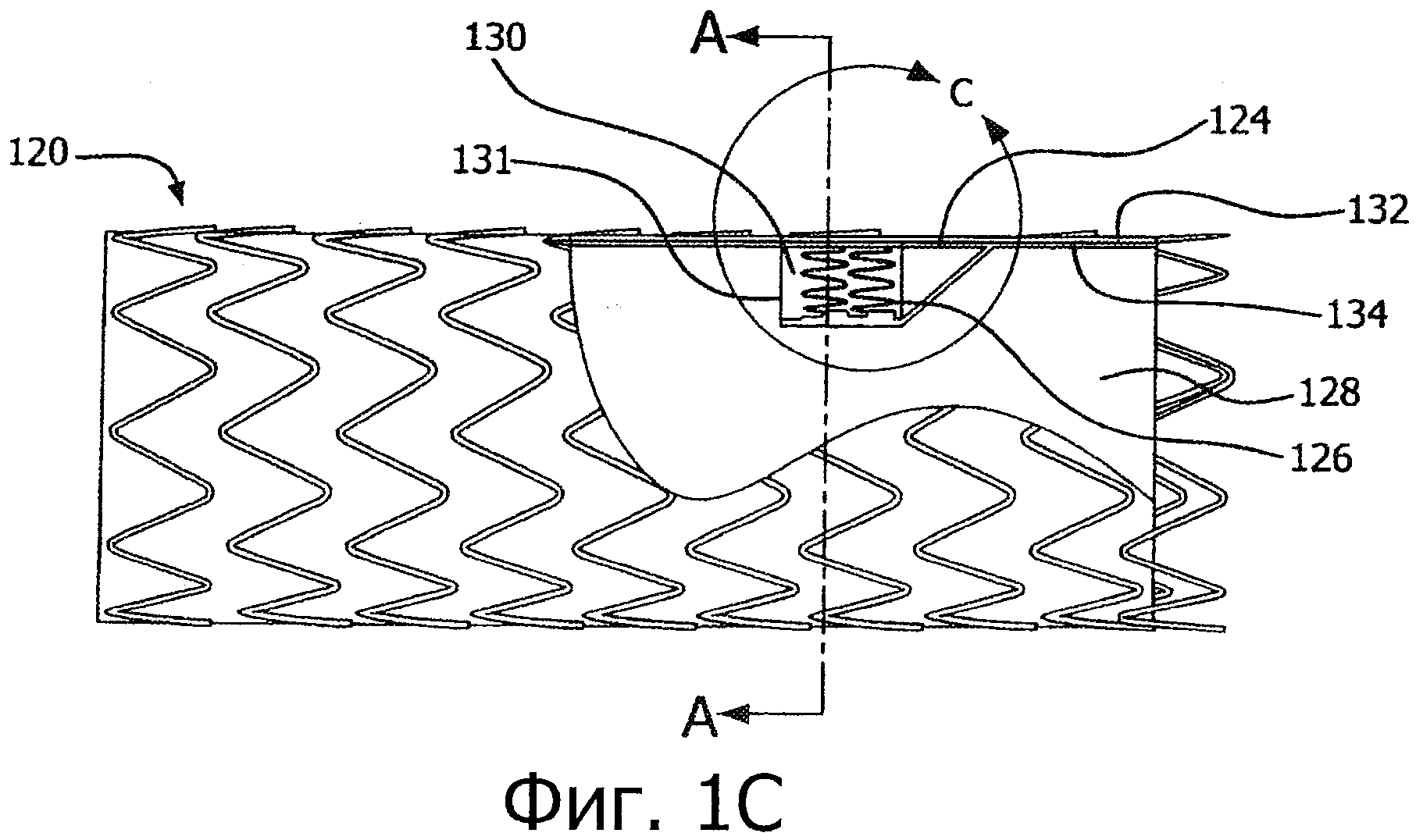
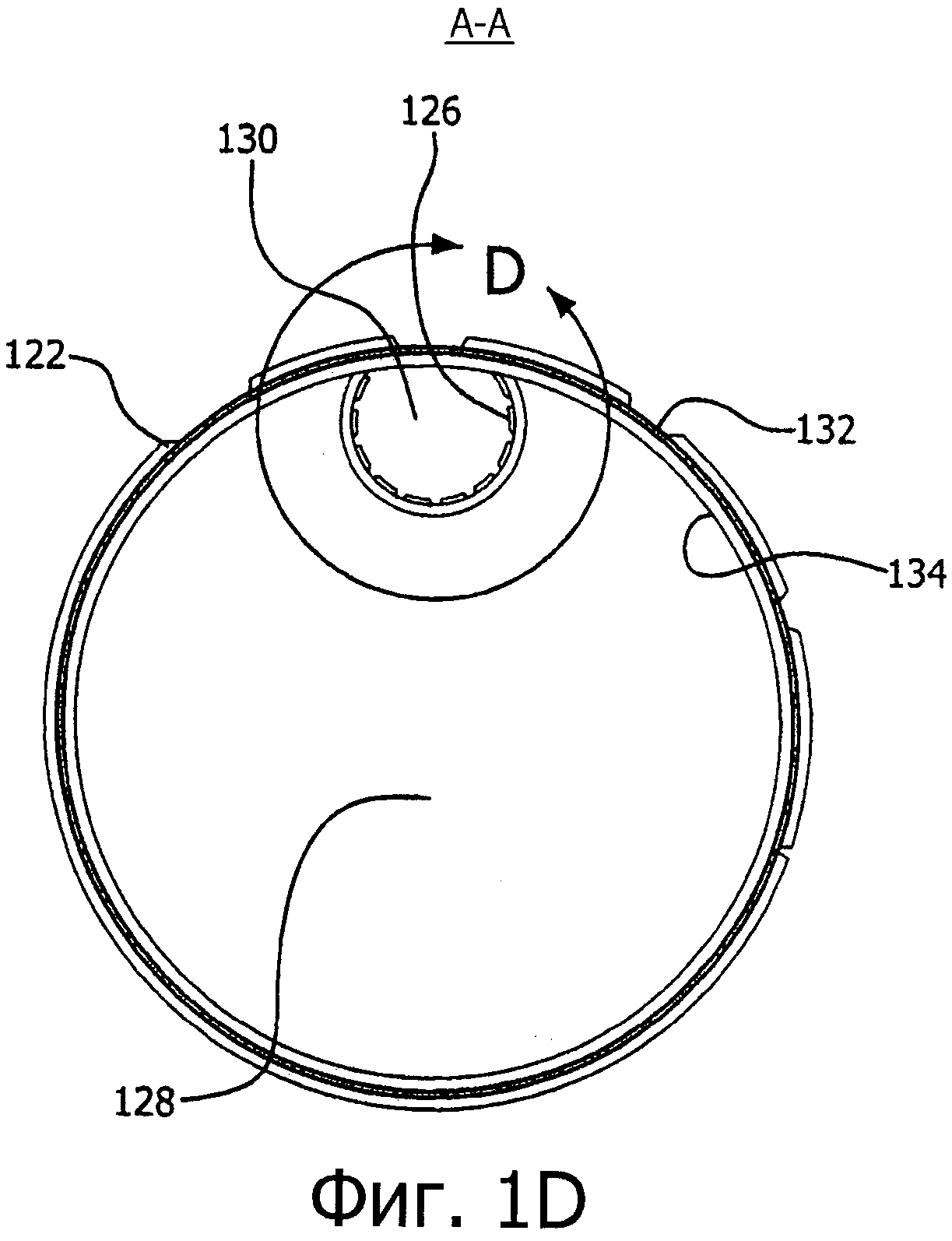
Фиг.1В, 1C, 1D и 1E - разветвленный стент-графт, основное тело которого содержит, по меньшей мере, один вход для боковой ветви, образованный из участка графта основного тела.
Фиг.2А и 2В - виды в перспективе оправки, используемой для создания стент-графта с основным телом, содержащим выполненную заодно поддерживающую трубку.
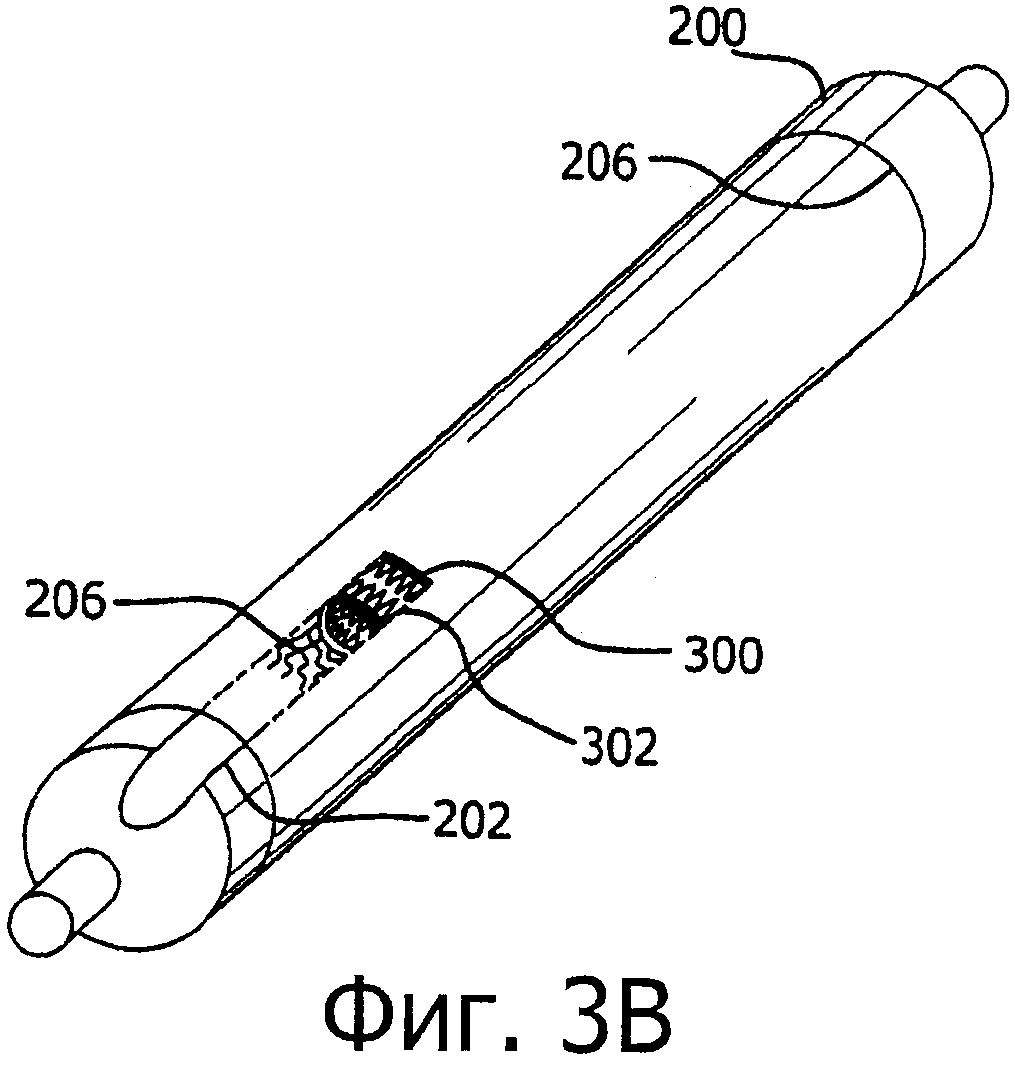
Фиг.3А и 3В - виды в перспективе оправки, используемой для создания стент-графта с основным телом, имеющего выполненную заодно поддерживающую трубку, и конструкции второго стента.
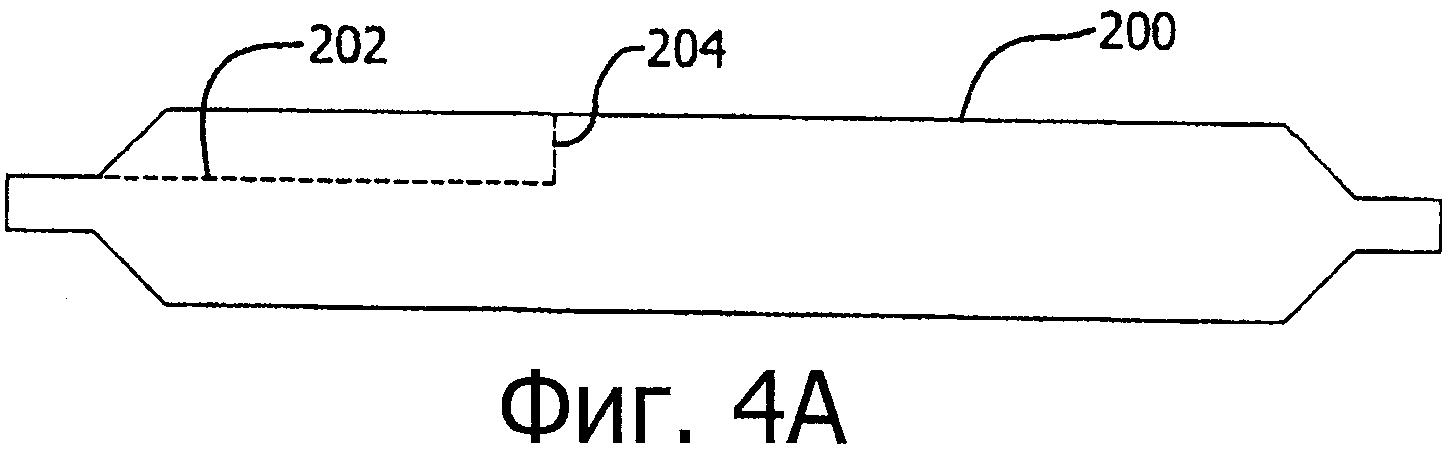
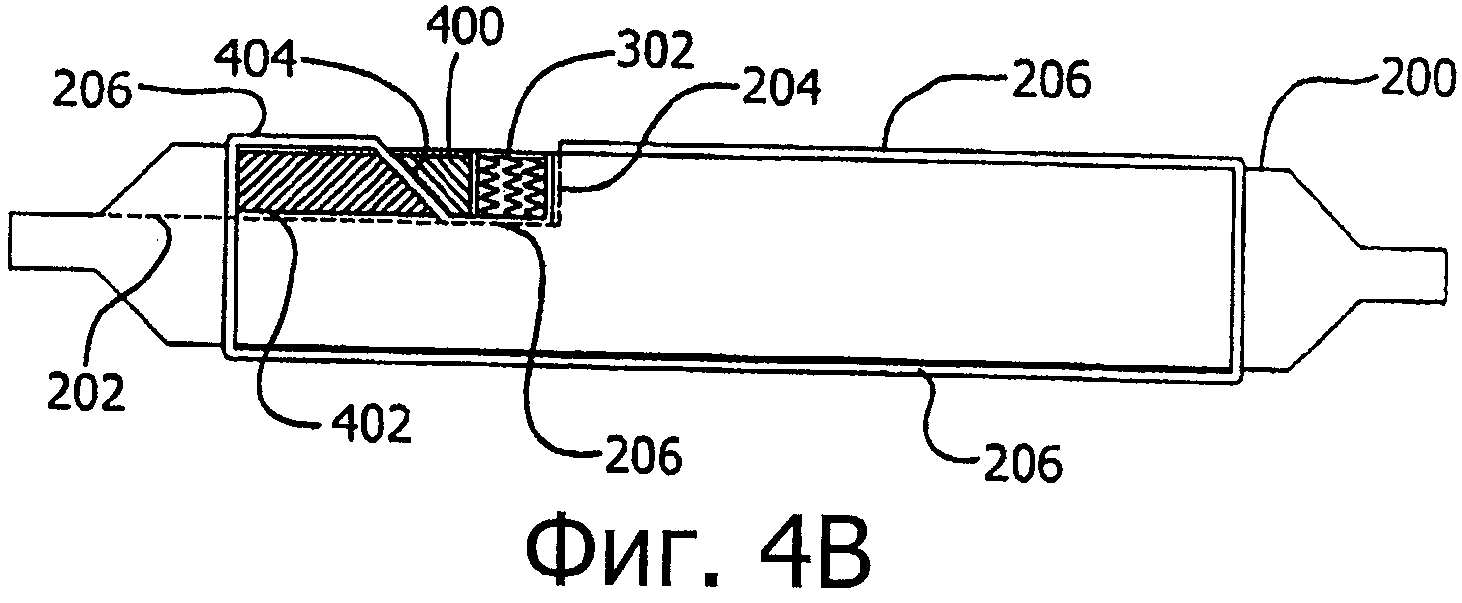
Фиг.4А и 4В - схематическое изображение вида сбоку оправки, используемой для создания стент-графта с основным телом, имеющего выполненную заодно поддерживающую трубку, и конструкции второго стента.
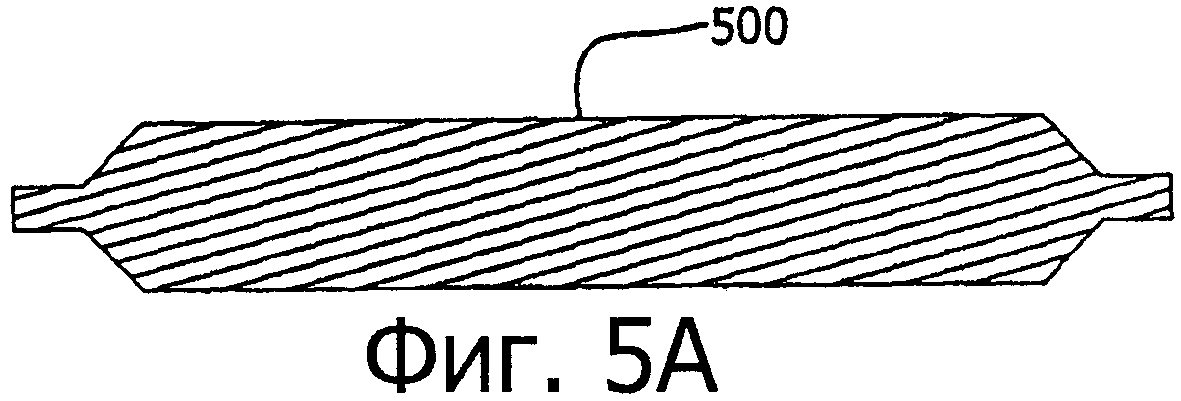
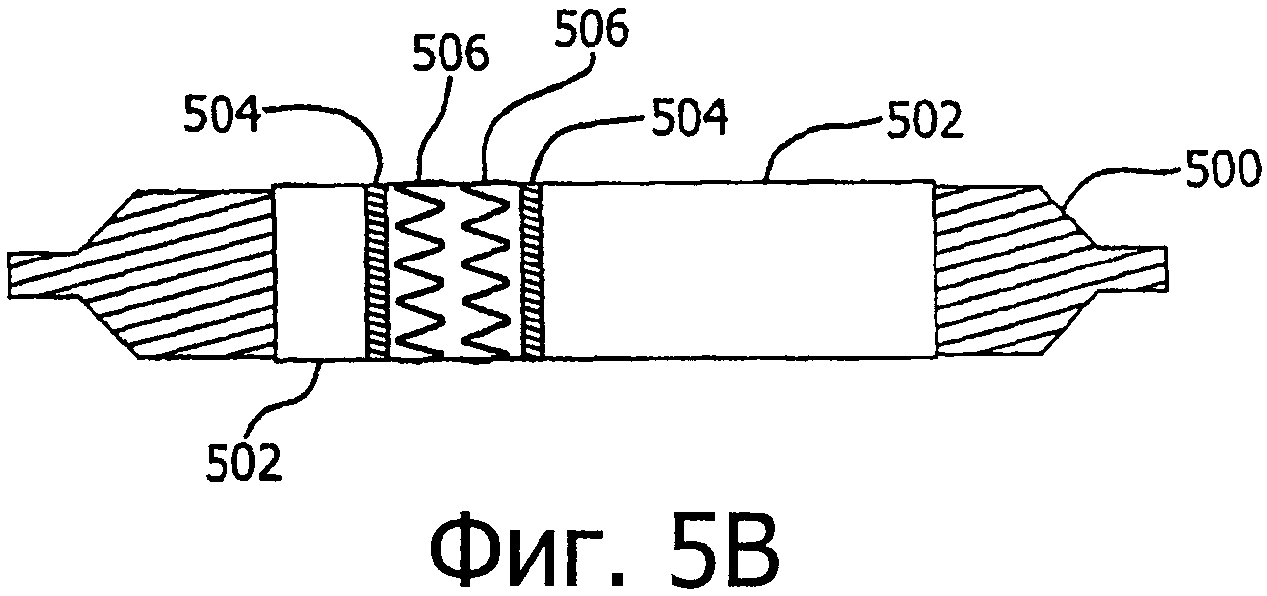
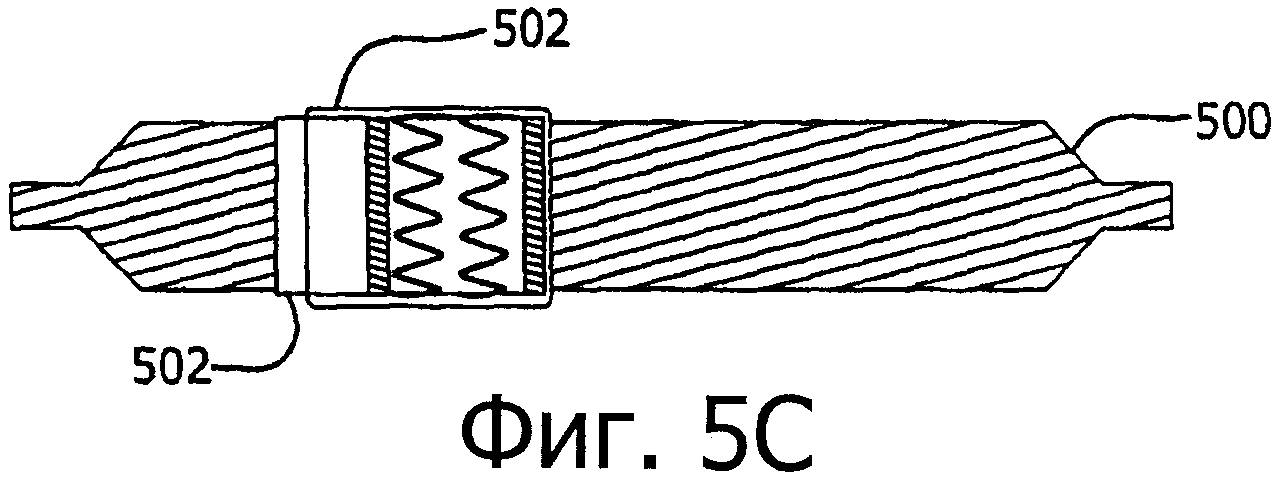
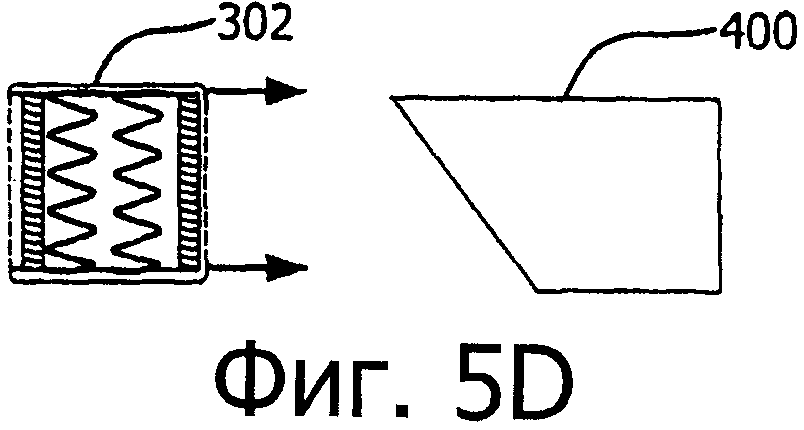
Фиг.5А, 5В, 5С и 5D - виды сбоку, иллюстрирующие оправку и процесс изготовления стента.
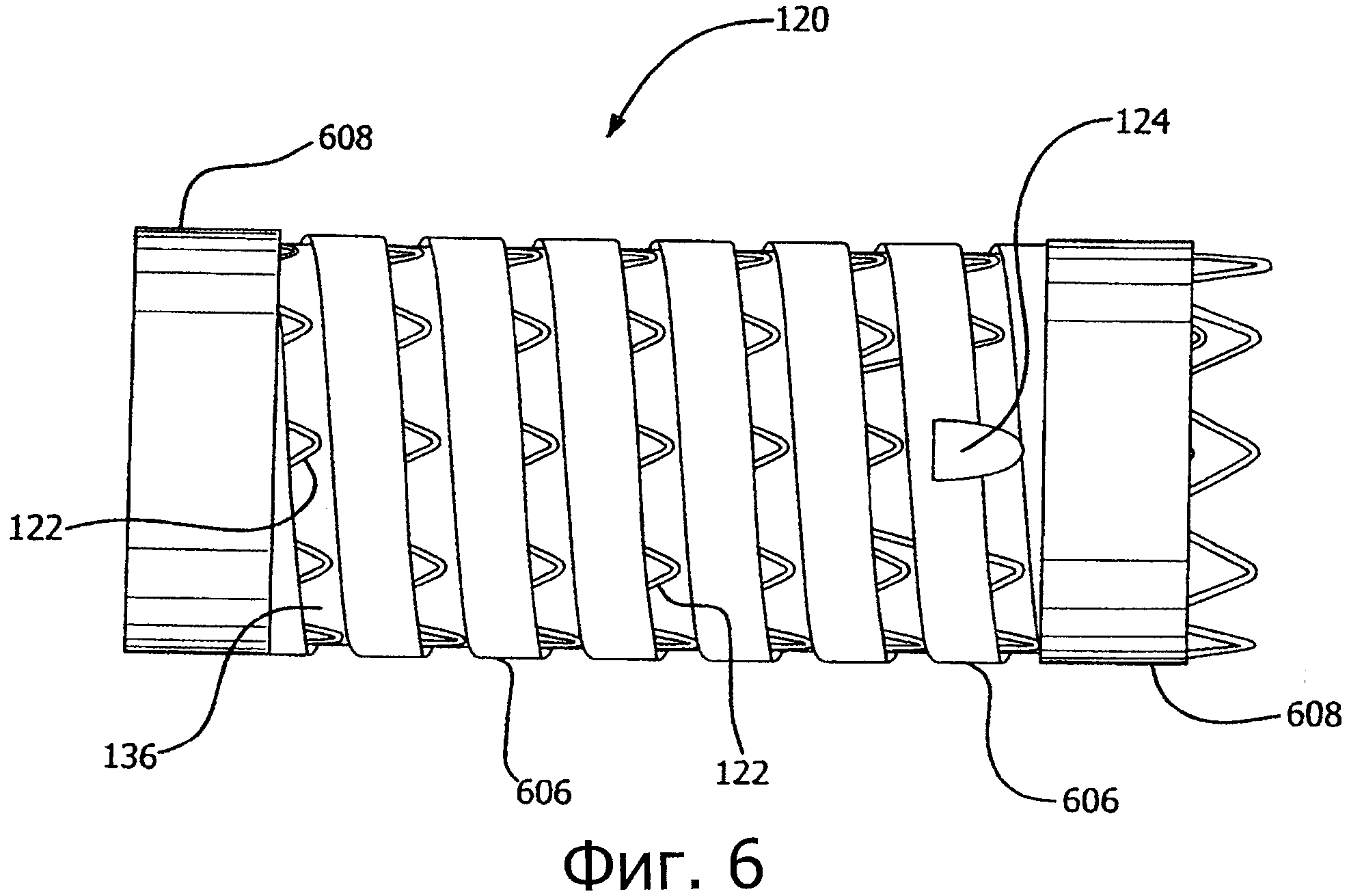
Фиг.6 - вид сверху разветвленного стент-графта с входом для боковой ветви.
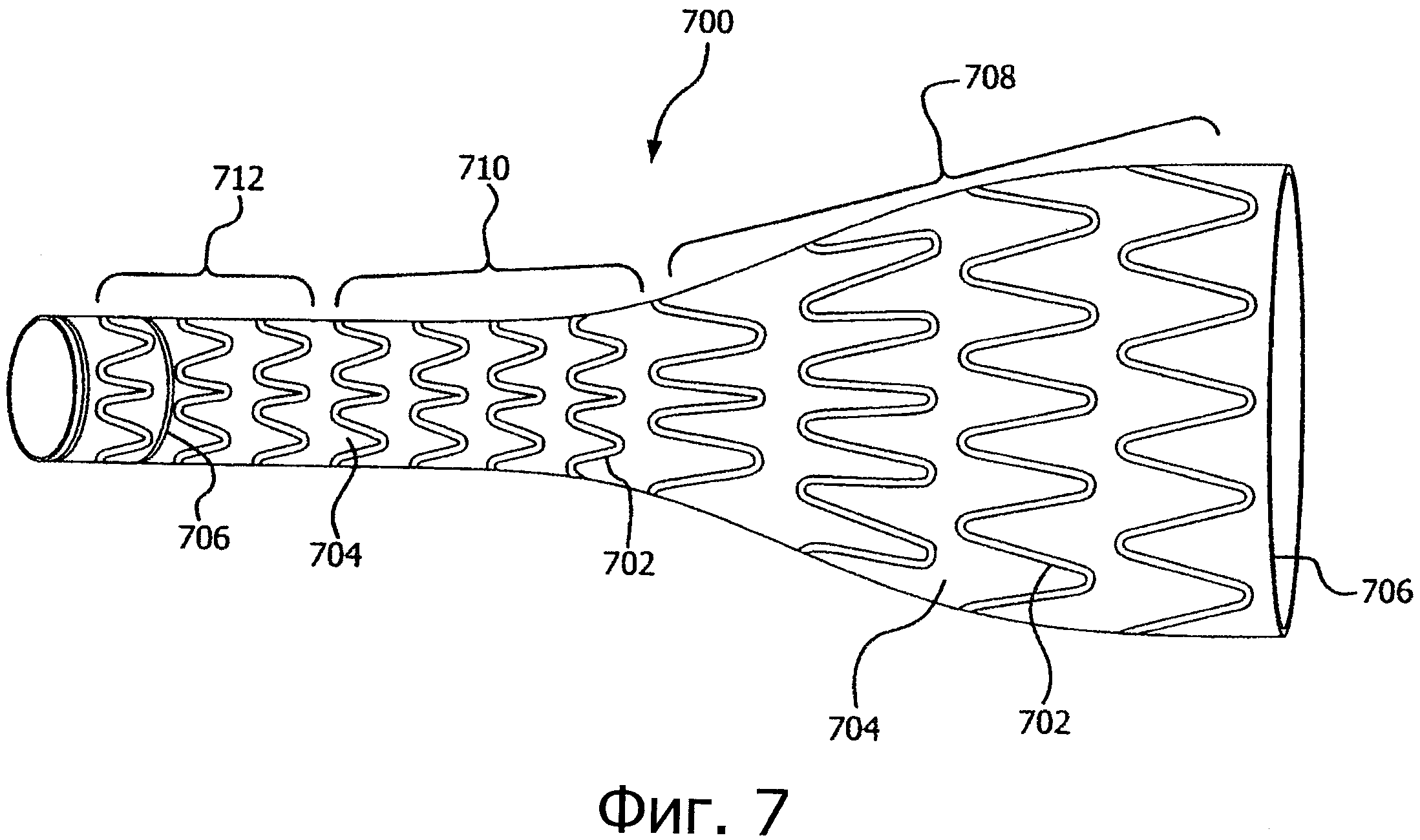
Фиг.7 - вид в перспективе стента боковой ветви, имеющего три специально созданных участка.
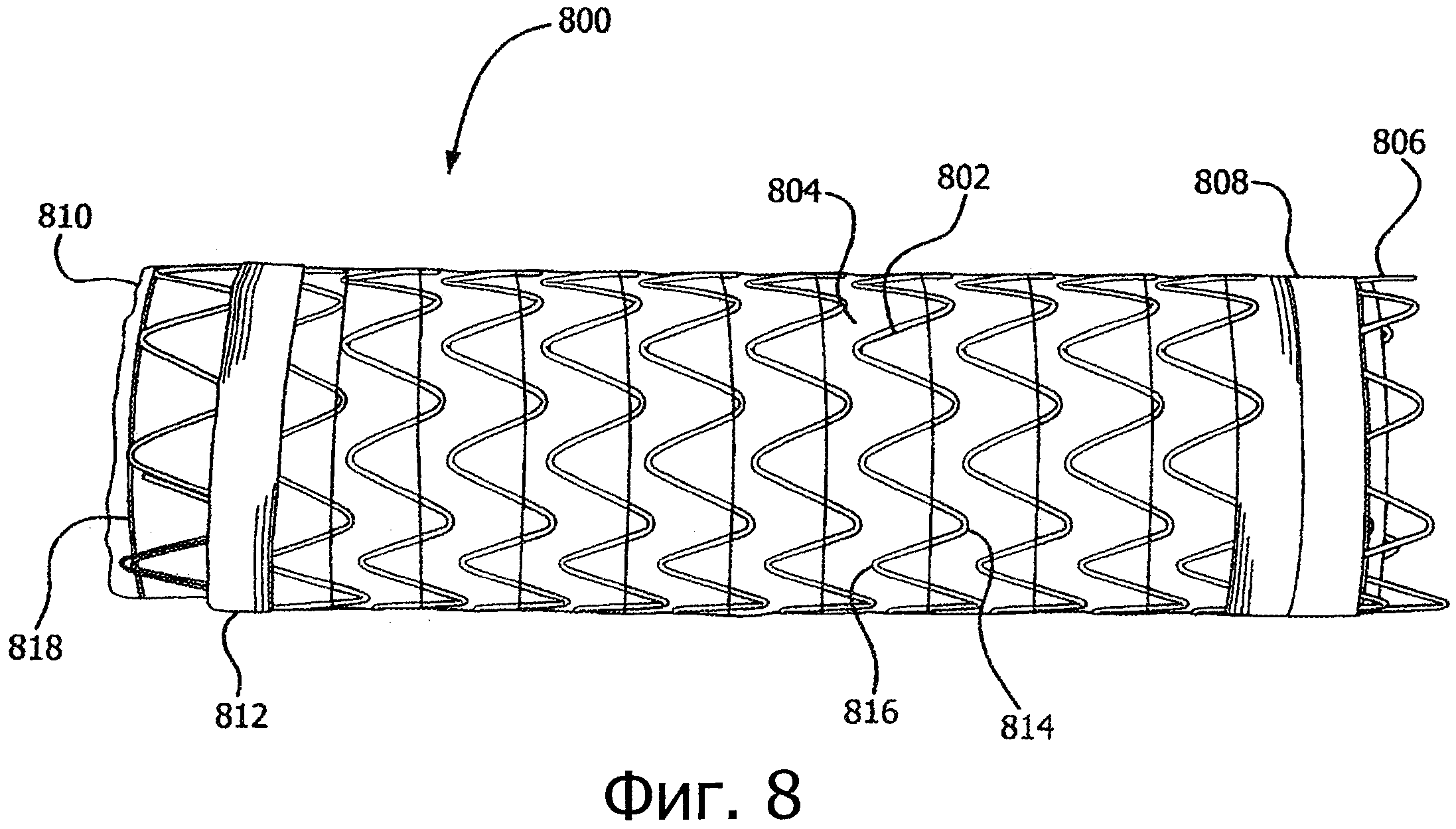
Фиг.8 - полностью расширенный стент-графт.
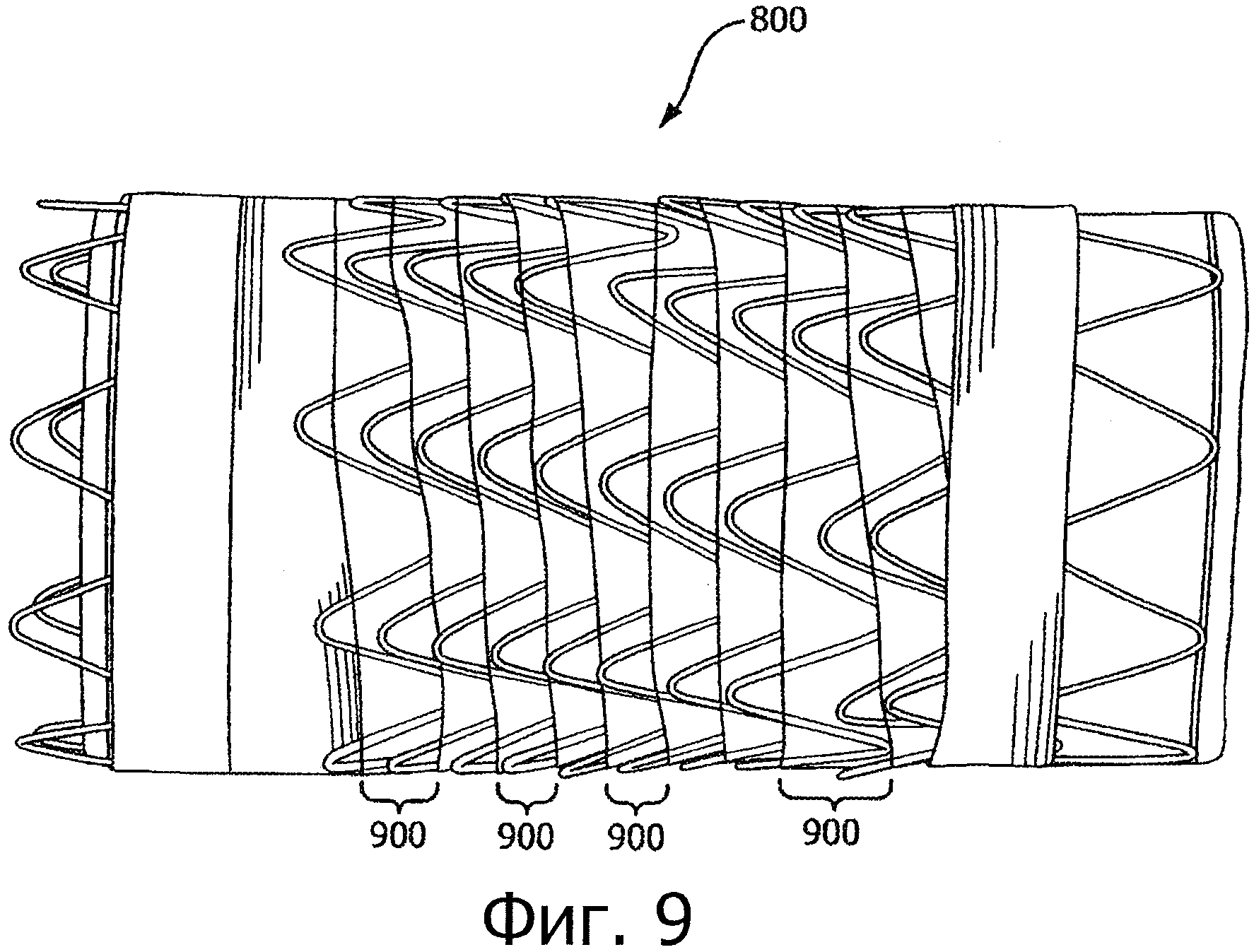
Фиг.9 - гибкий стент-графт в состоянии общего продольного сжатия, в котором вокруг всего периметра окружности стент-графта формируются однонаправленные складки гофры.
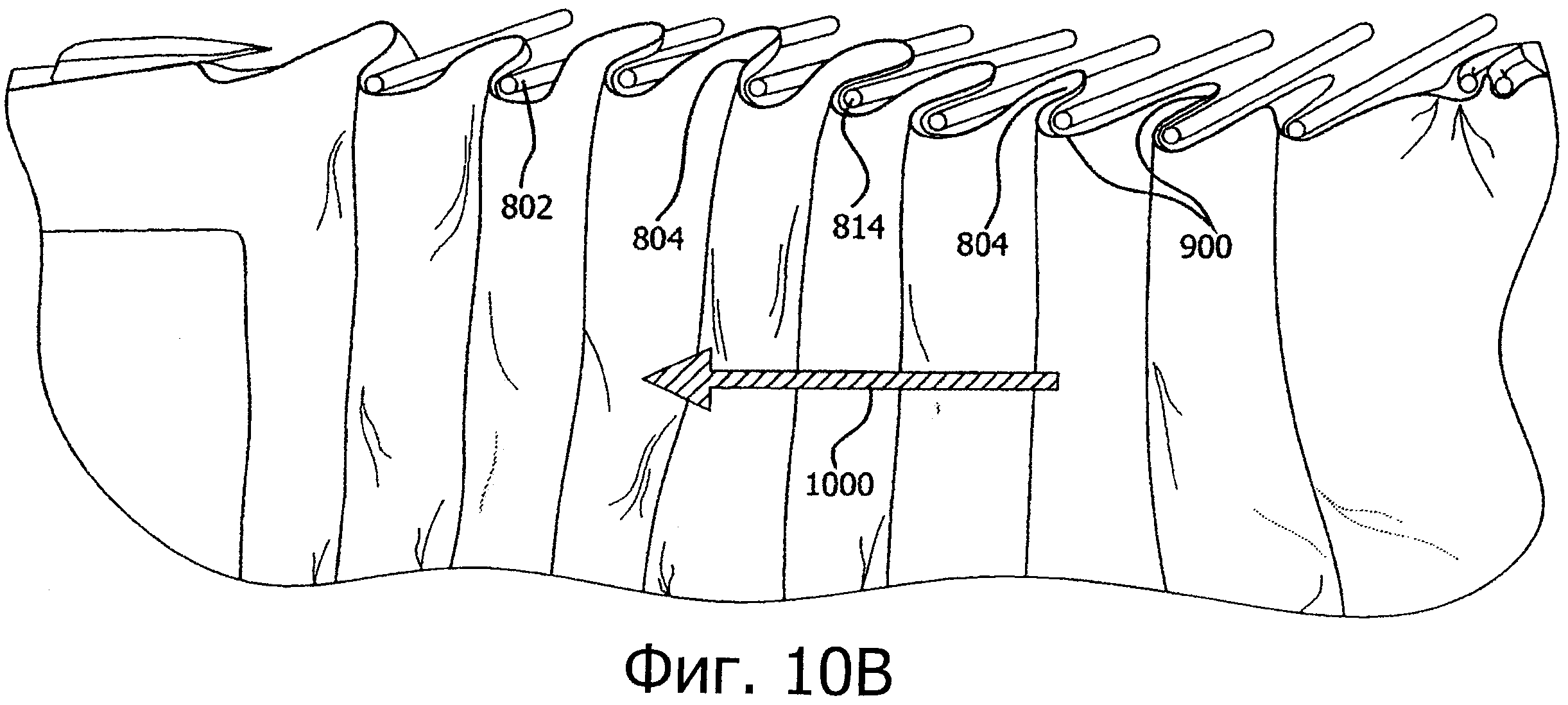
Фиг.10А и 10В - вид с частичным разрезом одной стенки стент-графта вдоль плоскости 3-3 поперечного сечения, показанной на фиг.8, иллюстрирующие однонаправленное образование складок при сжатии стент-графта.
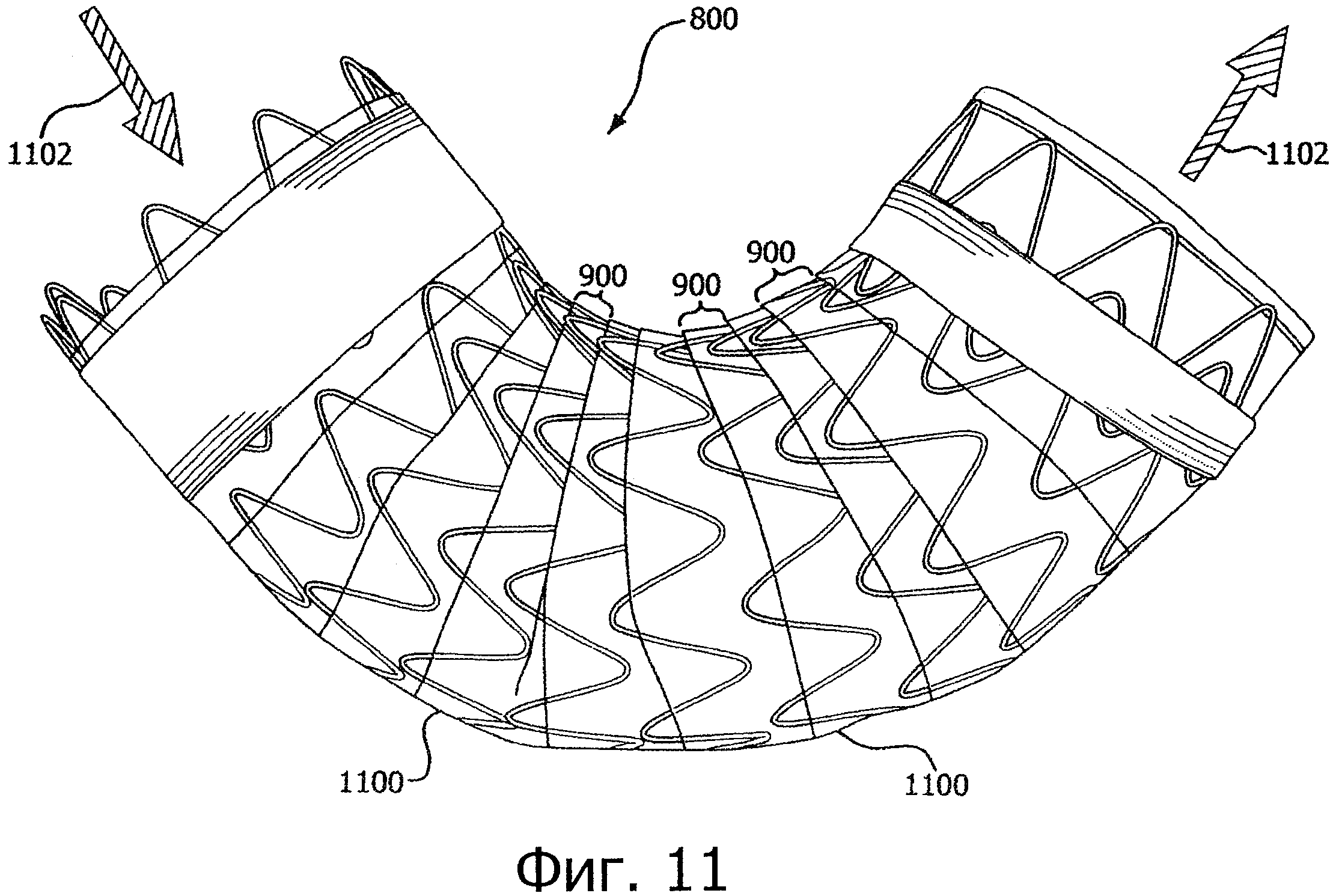
Фиг.11 - гибкий стент-графт в положении частичного продольного сжатия (или изогнутой форме), в котором однонаправленные складки на части периметра стент-графта (или на внутреннем меридиане), а внешний меридиан содержит участки без складок или прямолинейные участки графта.
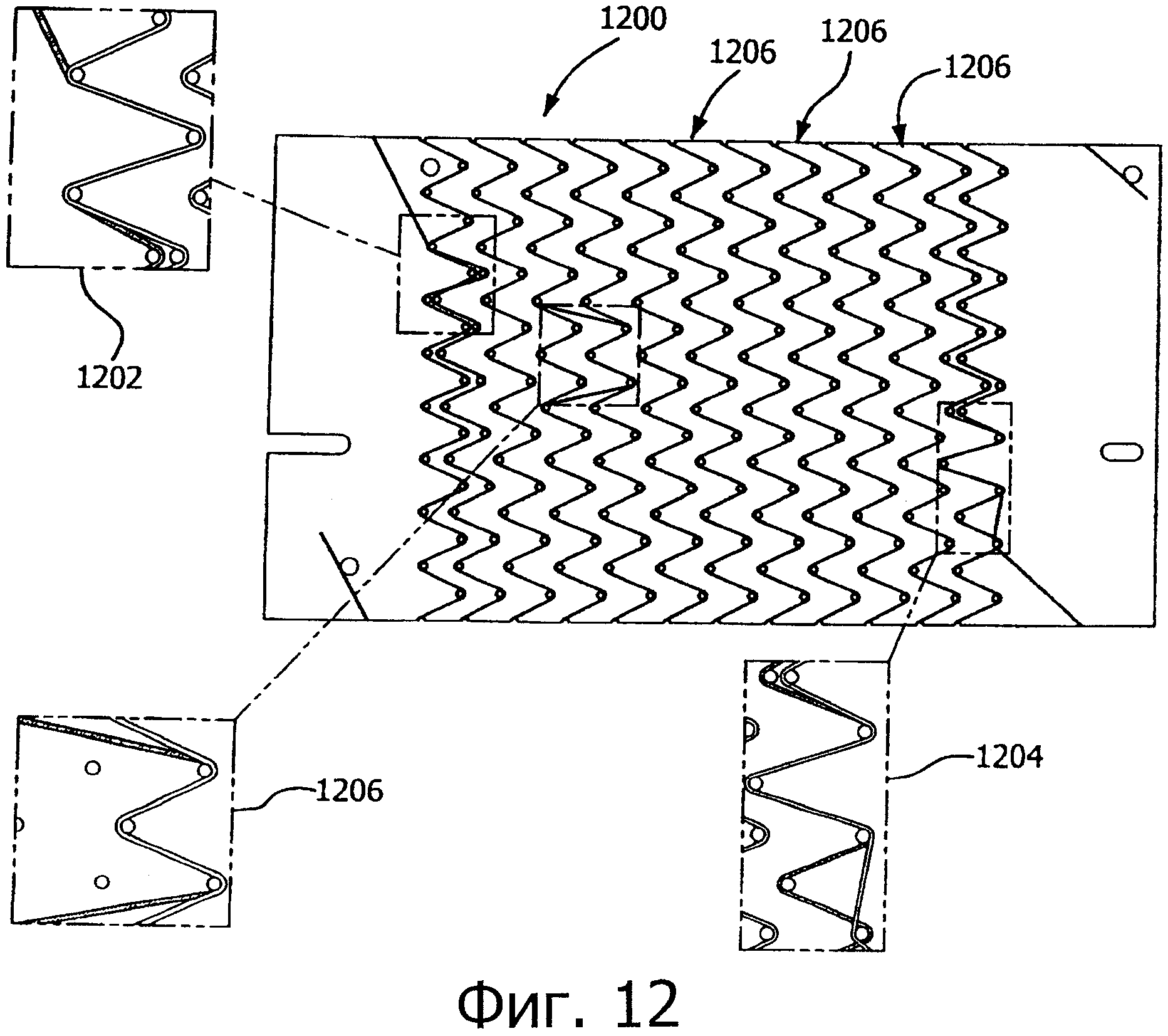
Фиг.12 - «плоское или развернутое» изображение цилиндрической оправки.
Фиг.13 - схема единственной намотки по периметру окружности.
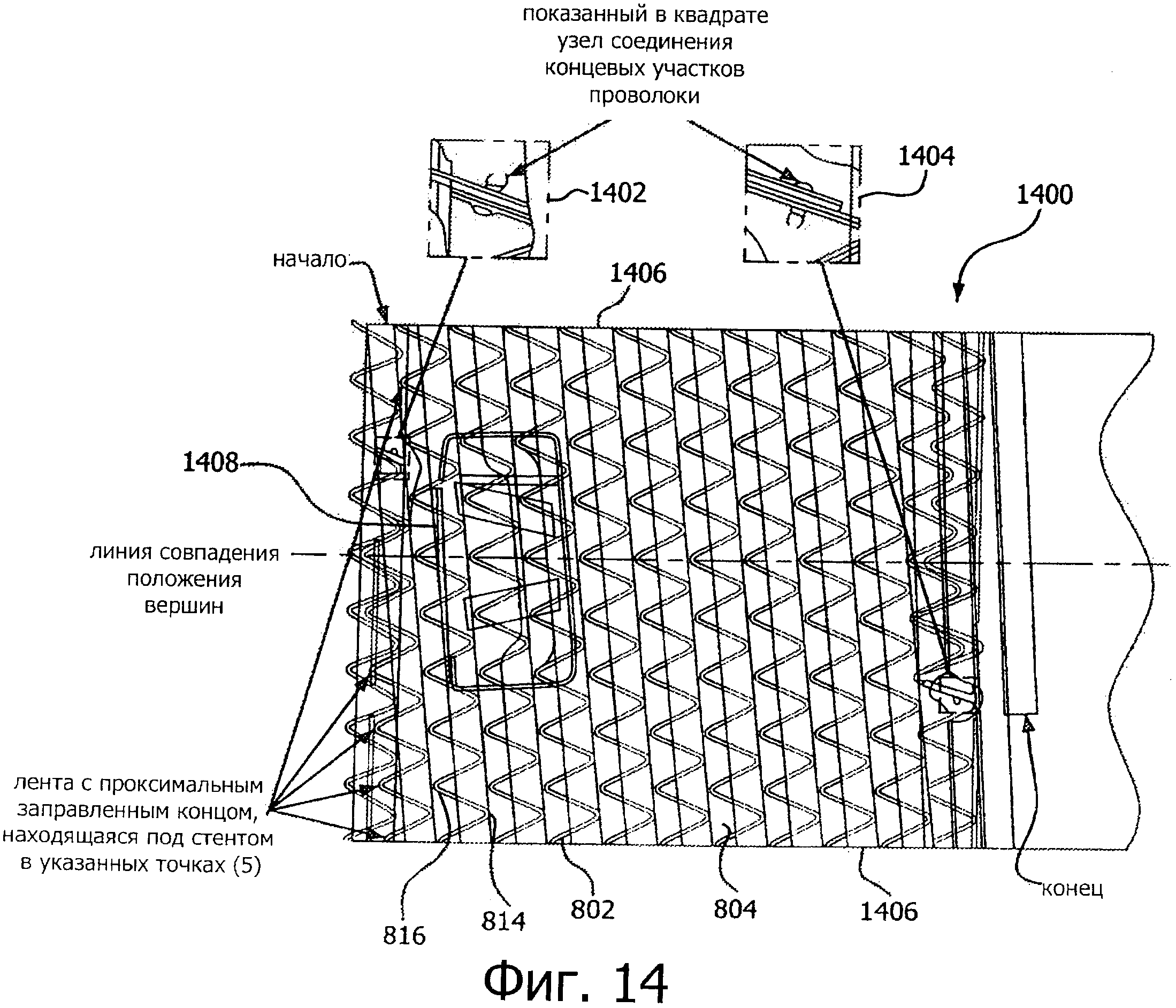
Фиг.14 - стент-графт, содержащий стент с волнообразной спиральной проволокой, охватывающей материал графта. Стент присоединен к материалу графта с помощью спирали из ленточного материала.
Осуществление изобретения
Одно воплощение изобретения направлено на создание усовершенствованного, модульного разветвленного стент-графта, содержащего выполненную заодно поддерживающую трубку. В другом воплощении изобретение направлено на создание стент-графта, имеющего высокую степень приспосабливаемости формы, выполненного, по меньшей мере, с одним входом для размещаемого в боковой ветви устройства (например, для стент-графа).
Обычно большинство разветвленных стент-графтов содержит внутреннюю трубку для создания ответвления или окна на той стороне боковой поверхности стент-графта, в которую вводится другая трубка или стент-граф. В этой связи в качестве примера можно привести патентные документы US 664524 (Quinn) и US 6077296 (Shokoohi). На фиг.1 представлен вид в перспективе известного разветвленного модульного стент-графта 100, содержащего основное тело 102 с внутренней трубкой 104. Обычно большинство внутренних трубок (т.е. трубок для ответвления) формируют путем добавления дополнительного материала, который формуют в виде трубки или участка разветвления и пришивают и/или присоединяют с помощью адгезива к внутренней поверхности основного тела (обычно к графту). Размеры внутренней трубки 104 выбраны такими, чтобы обеспечить присоединение и прикрепление элемента 106 боковой ветви, показанного выступающим из отверстия 108 в основном теле. Основное тело 102 показано имплантированным в главный магистральный сосуд 110, при этом стент боковой ветви имплантирован в боковую ветвь сосуда. Настоящее изобретение, иллюстрируемое на фиг.1В-фиг.7, включает в себя разветвленный стент-графт, основное тело которого содержит, по меньшей мере, один вход для боковой ветви, выполненный из участка графта основного тела, при этом указанный, по меньшей мере, участок указанного входа выполнен заодно целое с указанным графтом основного тела, и, по меньшей мере, один участок указанного входа не имеет швов (стыков) на поверхности для основного кровотока и/или ослабленных поверхностей из-за несплошной конструкции.
На фиг.1В-1D представлено одно воплощение изобретения. Фиг.1В отображает вид сверху разветвленного стент-графта 120, содержащего основной стент (или стент основного тела) 122 с входом 124 для боковой ветви. Кроме того, фигура иллюстрирует конструктивную особенность 121 стента, которая формирует участок для указанного входа боковой ветви. Указанная конструктивная особенность стента именуется здесь «сдвоенным W». В рассматриваемом воплощении указанный «сдвоенный W» создает опору для входа боковой ветви и предотвращает сплющивание указанного входа. Кроме того, такая конструкция формирует участок для входа боковой ветви, не создавая при этом зоны с высоким механическим напряжением в структуре намотки стента. Безотносительно к определенной теории одна причина достижения такого результата может заключаться в том, что конструкция со «сдвоенным W» не полагается на сжатые элементы конструкции меньшей величины, которые придают каркасу жесткость и обуславливают создание более высоких механических напряжений, что может привести к разрушениям, если стент находится под действием напряжений. Размеры входа 124 для боковой ветви выбраны такими, чтобы обеспечить контактное сцепление и присоединение стента боковой ветви, и одно такое воплощение представлено на фиг.7 (позиция 700).
На фиг.1C представлен вид сбоку стент-графта, показанного на фиг.1В, с частичным продольным разрезом. На фигуре показаны основной просвет 128, второй, добавочный, внутренний просвет 130, самая внешняя трубка 132, самая внутренняя трубка 134 и используемый по усмотрению добавочный стент 126. Кроме того, показано отверстие 131, сообщающееся с самой внутренней трубкой.
На фиг.1D показан разрез по линии А-А на фиг.1C. На указанной фигуре отображен основной стент 122, добавочный стент 126, основной просвет 128 и добавочный просвет 130. Показаны также самая внешняя трубка 132 и самая внутренняя трубка 134.
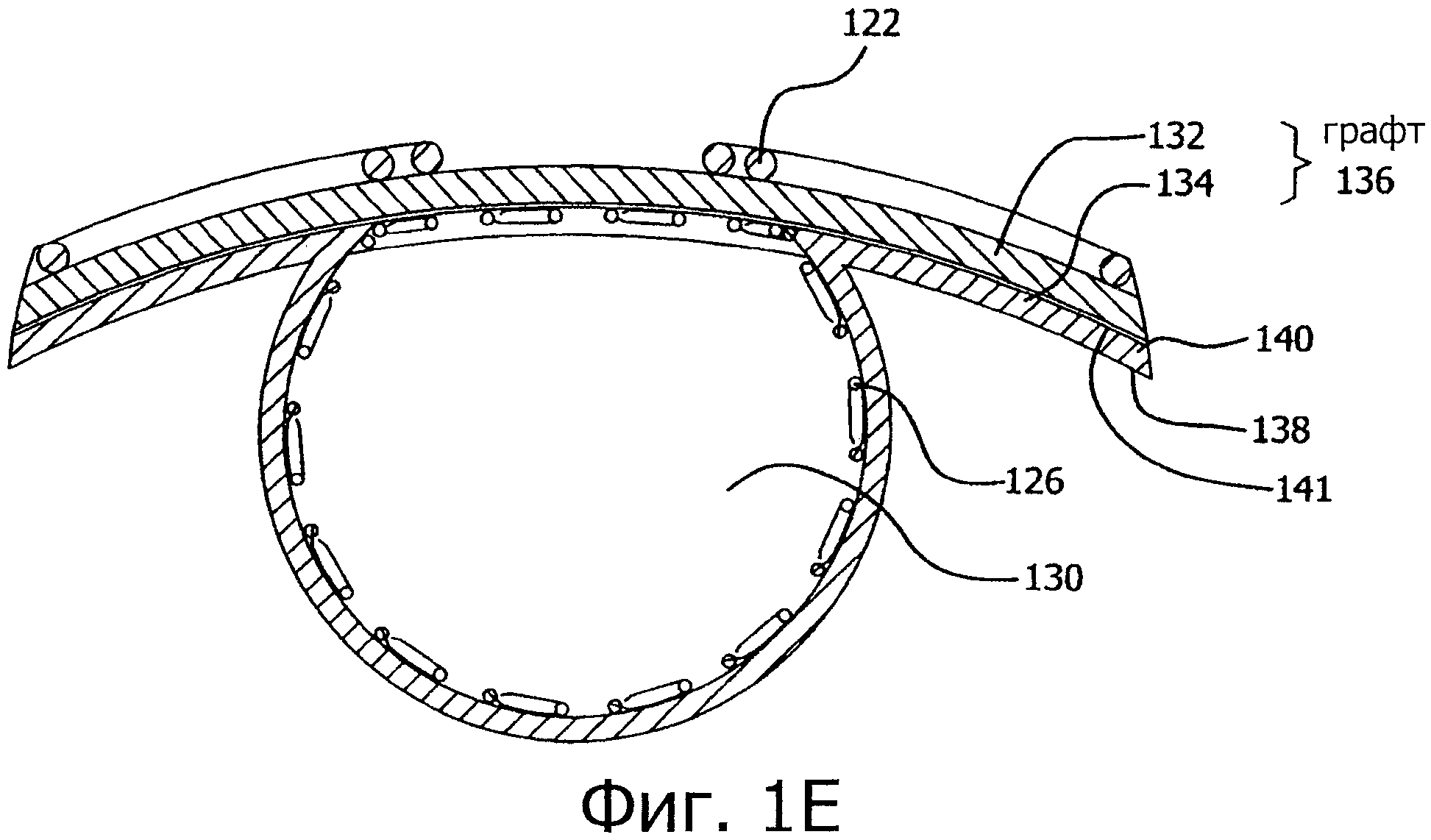
На фиг.1Е в увеличенном масштабе показано сечение D, изображенное на фиг.1D. То есть, на этой фигуре представлено увеличенное изображение входа для боковой ветви на виде в разрезе. На фиг.1Е показаны основной стент 122, второй, добавочный стент 126 и второй просвет 130. Показаны также самая внешняя трубка 132 и самая внутренняя трубка 134. Графт 136 образован самой внутренней трубкой 134 и самой внешней трубкой 132. Кроме того, показана поверхность 138 для протекания кровотока (т.е. внутренняя поверхность графта), внешняя поверхность самой внутренней трубки 140 и внутренняя поверхность самой внешней трубки 141.
Таким образом, одно воплощение изобретения, включающее разветвленный (многопросветный) стент-графт, содержит основной просвет 128, образованный графтом 136, состоящим из самой внутренней трубкой 134 с отверстием 131 и самой внешней трубки 132 с отверстием 124, при этом указанный графт поддерживается основным стентом 122; и добавочный просвет 130, расположенный между самой внутренней трубкой 132 и самой внешней трубкой 134 указанного графта 136; при этом указанный добавочный просвет сообщается по текучей среде через указанные отверстия 131 и 124. В одном воплощении указанный добавочный просвет 130 образован добавочным стентом 131 или сборной конструкцией стента. Используемый в изобретении указанный добавочный стент в сборе представляет собой стент, который снабжен покрытием и может иметь дополнительные особенности, такие как рентгеноконтрастные метки. В другом воплощении указанный добавочный просвет расположен между концами основного стент-графа или основного тела. В следующем воплощении участок указанного добавочного стента или сборной конструкции стента опирается на участок самой внутренней трубки 134. В другом воплощении указанный добавочный стент или стент в сборе опирается на участок графта 136. В следующем воплощении участок указанного добавочного стента или сборной конструкции стента находится на внешней поверхности самой внутренней трубки 140. В другом воплощении указанный добавочный просвет образован частично самой внутренней трубкой и частично самой внешней трубкой. В следующем воплощении указанный добавочный просвет образован частично внешней поверхностью самой внутренней трубки 140 и внутренней поверхностью самой внешней трубки 141.
Графт стент-графта согласно изобретению может быть изготовлен из любого материала, который является подходящим для использования в качестве графта в выбранном просвете тела пациента. Указанный графт может быть образован из одного и того же или из различных материалов. Кроме того, указанный графт может содержать некоторое количество слоев материала, который может быть одним и тем же материалом, или могут быть использованы различные материалы. Хотя графт может содержать несколько слоев материала, указанный графт может иметь слой, который сформирован в виде трубки (самой внутренней трубки) и самый внешний слой, который сформирован в виде трубки (самой внешней трубки). Для целей настоящего изобретения самая внешняя трубка не содержит слоя из ленты, который может быть использован для присоединения стента к графту, как это более подробно описано ниже. Согласно одному воплощению изобретения указанный графт содержит самую внутреннюю трубку и самую внешнюю трубку.
Известно множество материалов для графта, в частности, известны такие, которые могут быть использованы в качестве материалов сосудистого графта. В одном воплощении указанные материалы могут быть использованы в комбинации и объединены вместе для формирования графта. Материалы графта, используемые для получения стент-графта, могут быть экструдированы, нанесены в виде покрытия или сформированы из намотанных пленок, или используют их комбинацию. Для определенных специфических применений могут быть использованы полимеры, а также рассасывающиеся и природные материалы.
Примеры синтетических полимеров включают, но не в качестве ограничения, нейлон, полиакриламид, поликарбонат, полиформальдегид, полиметилметакрилат, политетрафторэтилен, политрифторхлорэтилен, поливинилхлорид, полиуретан, высокоэластичные кремнийорганические полимеры, полиэтилен, полипропилен, полиуретан, полигликолиевую кислоту, полиэфиры, полиамиды, их смеси, комбинации и сополимеры, которые являются подходящими для использования в качестве материала графта. В одном воплощении указанный графт изготовлен из полиэфиров, таких как полиэтилентерефталат, включая DACRON® и MYLAR®, и полиамидов, такие как KEVLAR®, многофтористые углеводороды, такие как политетрафторэтилен (ПТФЭ) с гексафторпропиленом (TEFLON® или GORE-TEX®) или без него, и пористые или непористые полиуретаны. В другом воплощении указанный графт выполнен из материалов, включающих вспененные фторполимеры (в частности, ПТФЭ), описанные в патентных документах GB 1355373, GB 1506432 или GB 1506432, или в US 3953566, US 4187390 или US 5276276, полностью включенных в настоящее описание посредством ссылки. В класс предпочтительных фторполимеров включены политетрафторэтилен (ПТФЭ), фторированный этиленпропилен (ФЭП), сополимеры тетрафторэтилена (ТФЭ) и перфтор (пропилвинилэфир) (ПФЭ), гомополимеры полихлортрифторэтилена (ПХТФЭ) и его сополимеры с ТФЭ, этилен-хлортрифторэтилен (ЭХТФЭ), сополимеры этилен-тетрафторэтилена (ЭТФЭ), поливинилиденфторид (ПВДФ) и поливинилфторид (ПВФ). В особенности предпочтителен, из-за широкого применения при протезировании сосудов, вспененный ПТФЭ. В другом воплощении указанный графт выполнен из комбинации перечисленных выше материалов. В следующем воплощении указанный графт является по существу непроницаемым для жидкостей организма. Указанный по существу непроницаемый графт может быть изготовлен из материалов, которые являются по существу непроницаемыми для жидкостей организма или может быть выполнен из проницаемых материалов, обработанных или переработанных так, чтобы они были по существу проницаемыми для жидкостей организма (например, за счет расположения слоями различных видов материалов, описанных выше или известных в уровне техники). В другом воплощении указанная самая внешняя трубка выполнена из вспененного ПТФЭ. В другом воплощении материалом указанной самой внутренней трубки является вспененный ПТФЭ. В следующем воплощении указанная самая внутренняя и самая внешняя трубка включают в себя пленку из вспененного ПТФЭ, которая навита с формированием трубок. В следующем воплощении добавочный стент покрывают любым из материалов, указанных выше или известных в уровне техники. В другом воплощении покрытие добавочного стента включает в себя вспененный ПТФЭ.
Дополнительные примеры материалов для графта включают, но не в качестве ограничения, винилидинфторид/гексафторпропилен гексафторпропилен (ГФП), тетрафторэтилен (ТФЭ), винилидинфторид, 1-гидропентафторпропилен, перфлор (метилвинилэфир), хлортрифторэтилен (ХТФЭ), пентафторпропен, трифторэтилен, гексафторацетон, гексафторизобутилен, фторсодержащий поли(этилен-со-пропилена) (ФПЭП), поли(гексафторпропен) (ПГФП), поли(хлортрифторэтилен) (ПХТФЭ), поли(винилидинфторид) (ПВДФ), поли(винилидин-со-тетрафторэтилена) (ПВДФ-ТЭФ), поли(винилидин-со-гексафторпропена) (ПВДФ-ГФП), поли(тетрафторэтилен-со-гексафторпропена) (ПТФЭ-ГФП), поли(тетрафторэтилен-со-винилового спирта) (ПТФЭ-ВС), поли(тетрафторэтилен-со-винилацетата) (ПТФЭ-ВА), поли(тетрафторэтилен-со-пропена) (ПТФЭП) поли(гексафторпропен-со-винилового спирта) (ПГФП-ВС), поли(этилен-со-тетрафторэтилена) (ПЭТФЭ), поли(этилен-со-гексафторпропена) (ПЭГФП), поли(винилидинфторид-со-хлортрифторэтилена) (ПВДФ-ХТФЭ), и комбинация указанных веществ, и дополнительные полимеры и сополимеры, описанные в патентном документе US 2004/0063805, включенном полностью в настоящее описание во всех отношениях посредством ссылки. Дополнительные полифторсополимеры включают тетрафторэтилен (ТФЭ)/перфторалкилвинилэфир (ПАВЭ). Упомянутым ПАВЭ может быть перфторметилвинилэфир (ПМВЭ), перфторэтилвинилэфир (ПЭВЭ) или перфторпропилвинилэфир (ППВЭ), указанные по существу в патентных документах US 20060198866 и US 7049380, которые оба включены полностью в настоящее описание посредством ссылки. Другие полимеры и сополимеры включают полилактид, поликапролактон-гликолид, полиортоэфиры, полиангидриды; полиаминокислоты; полисахариды; полифосфазены; сополимеры поли(эфир алкокислоты), например, ПЭО-ПЛЛА или их комбинации; полидиметилсилоксан; полиэтиленвинилацетат; полимеры или сополимеры на основе акрилатов, например, поли(гидроксиэтил метилметакрилат), поливинил пирролидино; фторированные полимеры, такие как политетрафторэтилен; эфиры целлюлозы и любой полимер или сополимеры, описанные в документе US 2004/0063805, включенном полностью в настоящее описание посредством ссылки.
Стенты, соответствующие настоящему изобретению, имеют в целом цилиндрическую форму и содержат расположенные по спирали волнистости, имеющие большое число спиральных витков. Указанные волнистости соседних витков предпочтительно расположены по одной линии, так что они «совпадают по фазе» друг с другом, как показано на фиг.8. Более конкретно, волнистости имеют вершины, ориентированные в первом и втором направлениях 814 и 816 соответственно. Когда волнистости находятся в одной фазе, вершины в соседних витках спирали располагаются по одной линии, так что эти вершины могут быть расположены в соответствующих вершинах соответствующей волнистости соседнего спирального витка. В одном воплощении указанные волнистости имеют синусоидальную форму. В другом воплощении указанные волнистости имеют U-образную форму. В следующем воплощении указанные волнистости имеют V-образную форму. В следующем воплощении указанные волнистости имеют форму овалоида. Эти формы волнистостей описаны в документе US 6042605 (фиг.14А-Е). Упомянутый документ US6042605 полностью во всех отношениях включен в настоящее описание. В другом воплощении изобретения указанный стент может быть изготовлен из различных материалов, биологически совместимых с живым организмом, включающих хорошо известные материалы (или комбинацию этих материалов), используемые при изготовлении имплантируемых медицинских изделий устройств. Типичные материалы включают нержавеющую сталь 316L, сплав кобальт-хром-молибден-железо («кобальт-хром»), другие сплавы кобальта, такие как L605, а также тантал, нитинол или биологически совместимые металлы. В одном воплощении указанный стент-граф представляет собой баллонный расширяемый стент-граф. В другом воплощении указанный стент-граф представляет собой саморасширяющийся стент-граф. В следующем воплощении стент-граф является проволочным стентом. В другом воплощении указанный проволочный стент содержит образованные проволокой волнистости.
Проволочный стент может быть сконструирован из материала с достаточно высокой прочностью, т.е. из такого материала, который обладает сопротивлением пластической деформации при действии на него механических напряжений. В одном воплощении стент содержит проволоку, которую спирально наматывают вокруг оправки, имеющей на поверхности штырьки, за счет чего спиральные витки и волнистости могут быть сформированы одновременно так, как это описано ниже. Могут быть также использованы и другие конструкции. Например, подходящая форма может быть получена из плоского полосового проката и смотана в цилиндр или отрезок трубки, сформированный соответствующей формы, или может быть получена лазерной резкой листа материала. В другом воплощении указанный стент изготавливают из сверхэластичного сплава. Существует множество опубликованной информации по использованию в стентах сверхэластичных сплавов, таких как нитинол. Например, такая информации содержится в патентных документах US 4503569 (Dotter), US 4512338 (Baiko et al), US 4990155 (Wilkoff), US 5037427 (Harada, et al), US 5147370 (MacNamara et al), US 5211658 (Clouse) и US 5221261 (Termin et al).
Большое количество материалов из числа металлических сверхэластичных сплавов различных наименований, таких как нитинол, является подходящим для использования в рассматриваемых стентах. Основные требования к этим материалам заключаются в том, чтобы они были подходящим образом упругими, даже если они сформованы в виде очень тонких листов или проволоки небольшого диаметра. Подходящими являются различные нержавеющие стали, которые были подвергнуты механической, химической или иной обработке для получения высокой упругости эластичности, как и другие металлические сплавы, такие как сплав кобальт-хром (например, сплав ELGILOY®), сплав платина-вольфрам, и, в особенности, сплавы никель-титан, известные, вообще, как «нитинол».
Нитинол является в особенности предпочтительным из-за его способности восстанавливать форму за счет свойств «сверхэластичных» или «псевдоэластичных», т.е. способности выдерживать значительное количество искривлений и изгибов и, тем не менее, восстанавливать первоначальную форму без остаточной деформации. Эти металлы характеризуются способностью трансформироваться при определенной температуре от аустенитной кристаллической структуры к инициированной напряжением мартенситной структуре и упруго возвращаться к аустенитной структуре после снятия напряжений. Эти переменные кристаллические структуры обеспечивают сплаву его сверхэластичные свойства. Такие сплавы хорошо известны и описаны, например, в документах US 3174851, US 3351463 и US 3753700.
Другие подходящие материалы для стента включают определенные полимерные материалы, в частности, конструкционные пластмассы, такие как термотропные жидкокристаллические полимеры («ЖКП»). Эти полимеры являются материалами с высоким молекулярным весом и могут находиться в так называемом «жидкокристаллическом состоянии», в котором материал имеет некоторые из свойств жидкости (может проявлять текучесть), но сохраняет упорядоченную структуру расположения молекул кристалла. Термин «термотропный» относится к классу ЖКП, которые образованы путем регулирования температуры. ЖКП могут быть получены из мономеров, таких как p,p'-дигидрокси-ароматические соединения с конденсированными ядрами или дикарбокси-ароматические соединения с конденсированными ядрами. ЖКП легко формуются и сохраняют необходимое межполимерное притяжение при комнатной температуре, что позволяет использовать их для полимерных искусственных изделий, обладающих высокой прочностью, таких как изгибаемый стент. В частности, они являются подходящими, если усилены или наполнены волокнами, например, из числа рассмотренных ниже металлов или сплавов. Следует отметить, что указанные волокна не должны быть линейными, и могут иметь некоторую предварительно приобретенную форму, такую как гофры (складки) и волнистости, которые усиливают способности композита к сопротивлению механическому кручению.
Другое воплощение изобретения включает стент-графт, используемый для имплантации в разветвленной части просвета, имеющей сосуд главной ветви и сосуд боковой ветви. Стент-графт содержит: графт, образованный из самой внутренней трубки с отверстием, и самой внешней трубки с отверстием, при этом указанный графт проходит в направлении продольной оси от дистального конца к проксимальному концу и образует проходящий через него основной канал просвет, при этом указанный графт поддерживается основным стентом; и второй добавочный просвет, образованный между самой внутренней трубкой и самой внешней трубкой указанного графта; указанный участок добавочного просвета расположен между дистальным и проксимальным концами указанного графта, причем указанный добавочный просвет сообщается по текучей среде посредством указанных отверстий, имеющихся в указанных самой внутренней и самой внешней трубках. В одном воплощении указанный основной стент является саморасширяющимся стентом. В другом воплощении указанный саморасширяющийся стент содержит сплав титана и никеля. В следующем воплощении указанный стент содержит единственную непрерывную проволоку, навитую по спирали вокруг указанного графта. В следующем воплощении указанная единственная непрерывная проволока содержит волнистости. В следующем воплощении указанная проволока с волнистостями содержит большое количество витков указанных волнистостей, при этом каждый виток указанной волнистой проволоки содержит большое число вершин, причем волнистость в одном витке в целом совпадает по фазе с волнистостью в соседнем витке. В другом воплощении указанные волнистости имеют U-образую форму. В следующем воплощении указанные волнистости имеют V-образую форму. В другом воплощении указанные волнистости имеют форму овалоида. В следующем воплощении указанные волнистости имеют синусоидальную форму. В другом воплощении указанный стент присоединен к указанному графту. В другом воплощении указанный стент присоединен к указанному графту с помощью узкой полоски или ленты. В следующем воплощении указанная узкая полоска или лента приклеена к некоторому участку указанного стента и некоторому участку указанного графта. В другом воплощении указанная узкая полоска или лента намотана по спирали с образованием некоторого количества витков, при этом каждый виток находится на расстоянии от соседнего витка. В другом воплощении указанное расстояние между указанными витками одинаково. В другом воплощении указанная узкая полоска покрывает некоторую часть указанной волнистости. В другом воплощении указанный стент содержит волнистости, каждая из которых содержит верхний участок (с вершиной) и нижний участок (с впадиной), и указанная узкая полоска или лента присоединена к указанному стенту так, что узкая полоска расположена вдоль нижнего участка каждой волнистости и, таким образом прижимает нижний участок волнистостей к графту, и при этом верхний участок волнистости оказывается не прижатым.
По меньшей мере, один способ изготовления основного тела стент-графта, имеющего выполненную заодно целое поддерживающую трубку, раскрыт на фиг. 2 с помощью фиг. 7.
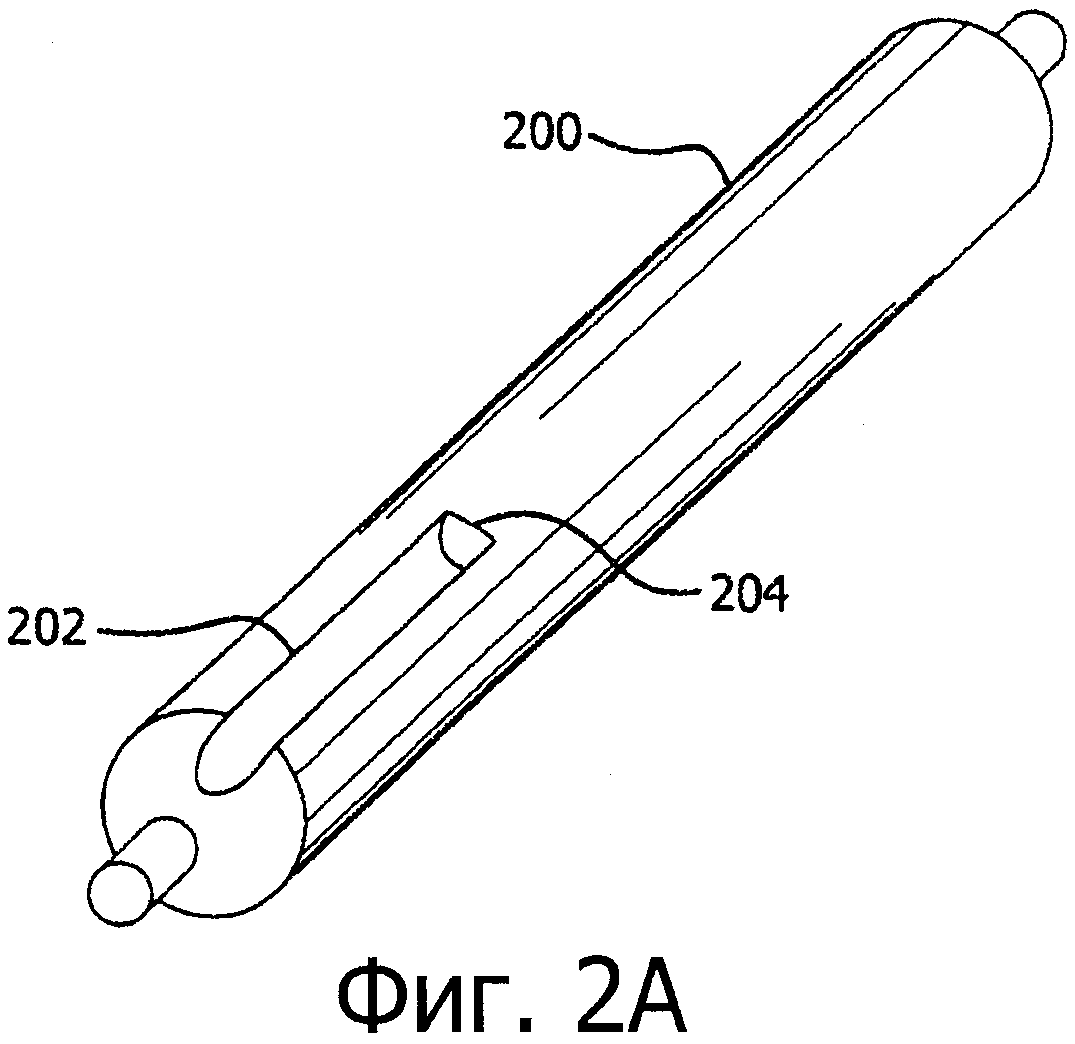
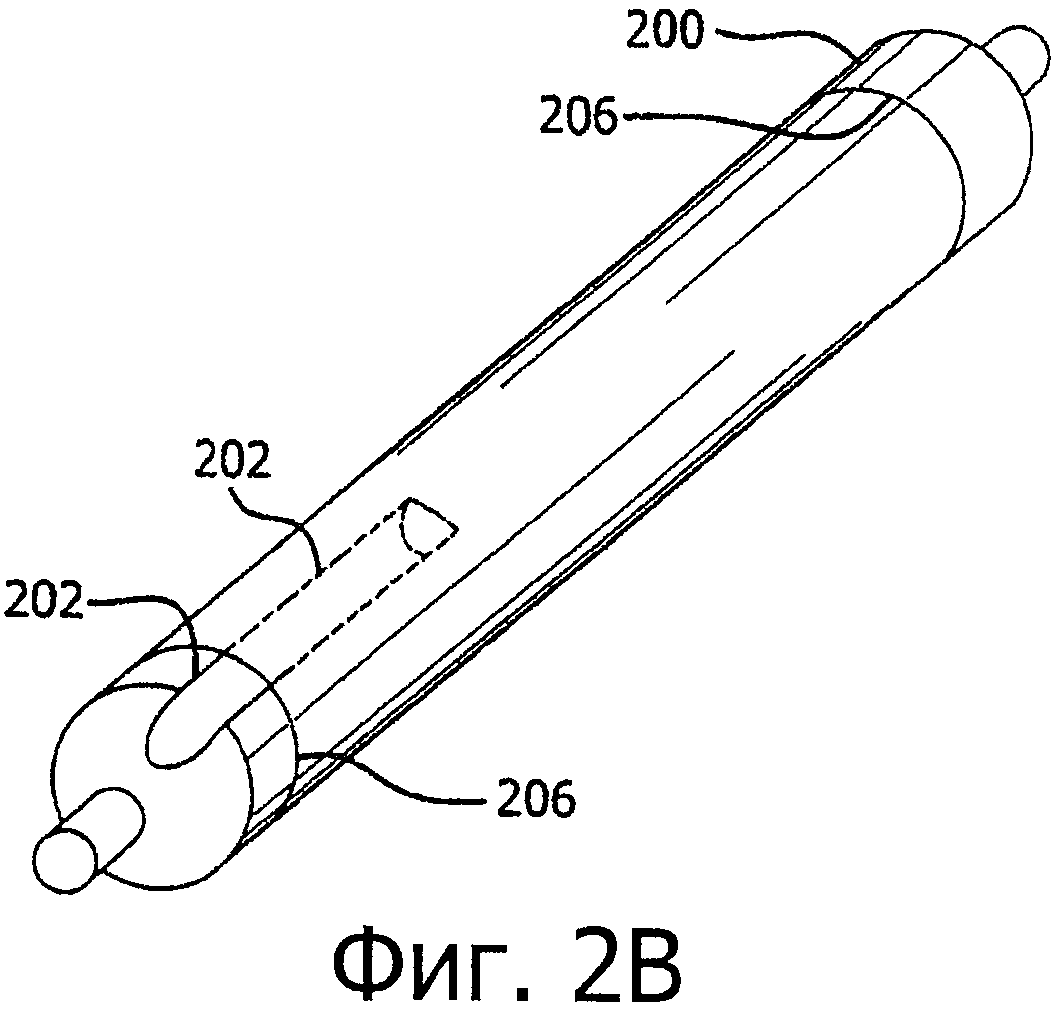
На фиг. 2A показан вид в перспективе металлической оправки 200, имеющей паз или канавку 202, выполненную на одном конце этой оправки. Канавка 202 заканчивается задней стенкой 204. Как показано на виде в перспективе на фиг. 2B, внутренняя трубка 206 размещена по скользящей посадке поверх оправки 200, покрывая часть канавки 202 оправки. Внутренняя трубка может быть выполнена из любого биологически совместимого полимера, который способен легко деформироваться (чтобы обеспечить последующий ввод стента боковой ветви), и может быть получена экструдированием, путем нанесения покрытия, или может быть сформирована из намотанных пленок. Подходящие материалы для изготовления внутренней трубки могут включать, но не в качестве ограничения, любой из перечисленных выше материалов, или другой биологически совместимый материал, известный в уровне техники, или комбинацию этих материалов.
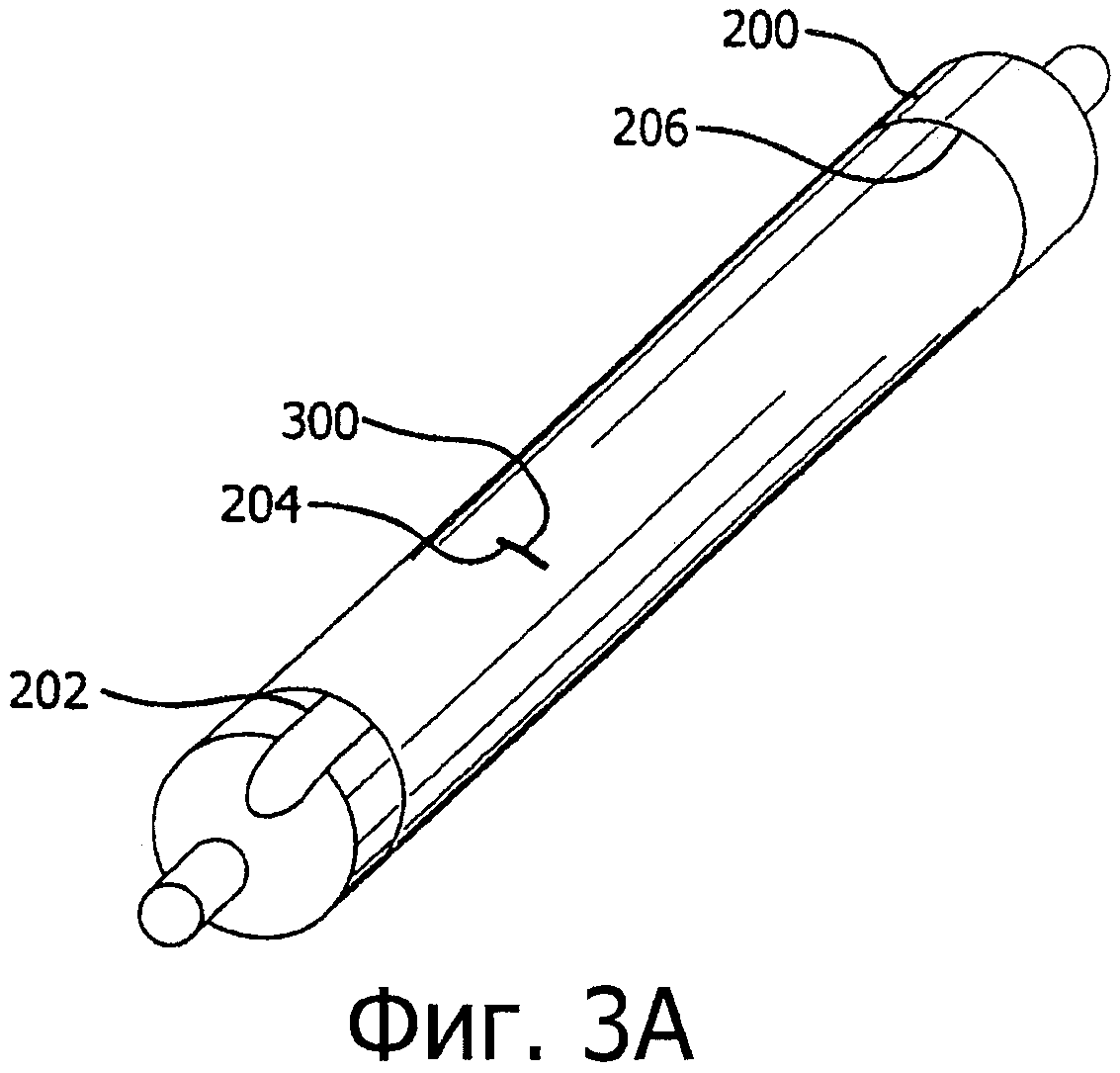
На фиг. 3A показан вид в перспективе оправки 200, покрытой внутренней трубкой 206. На внутренней трубке выполнен разрез, формирующий прорезь 300 у задней стенки 204 канавки 202 оправки. Как показано на фиг. 3B, добавочный стент или стент боковой ветви 302 в сборе расположен на одной линии с канавкой 202 оправки, задней стенкой 204 оправки и прорезью 300 во внутренней трубке. Вторую оправку или первый опорный сегмент (описанный далее) устанавливают в добавочный стентовый блок в сборе, и вторичный стентовый блок 302 в сборе (с первым опорным сегментом) затем вставляют в канавку 202 оправки, деформируя внутреннюю трубку 206 внутри канавки оправки. Задняя стенка 204 определяет границы отверстия в самой внутренней трубке 131 (фиг. 1E). Чтобы контролировать деформированную форму внутренней трубки, опорные сегменты размещают в добавочном стенте в сборе и в канавке оправки, как показано на фиг. 4A и 4B. На фиг. 4A представлен схематический вид сбоку оправки 200, канавки 202 и задней стенки 204 канавки. На фиг. 4B представлен схематический вид сбоку оправки 200, канавки 202 и внутренней трубки 206. Добавочный стент 302 в сборе размещен поверх первого опорного сегмента 400, имеющего торец, выполненный так, чтобы он соответствовал задней стенке 204 канавки оправки и был сопряжен с ней. Противоположный торец первого опорного сегмента имеет скошенную или расположенную под углом (наклонную) стенку, как показано на фиг.4В. Второй опорный сегмент 402 размещают в канавке 202 оправки при его нахождении под внутренней трубкой 206. Второй опорный сегмент может иметь наклонную стенку, которая сопрягается с наклонной стенкой первого опорного сегмента, хотя для второго опорного сегмента наличие наклонной стенки не является необходимым. Одна из задач указанной второго опорного сегмента заключается в удерживании первого опорного сегмента 400 на месте во время процесса изготовления. Внутренняя трубка 206 показана деформированной в канавке 202 оправки. Внутренняя трубка 206 показана также имеющей скошенный или наклонный участок 404, образованный наклонной стенкой опорного сегмента 400.
Для дальнейшего упрочнения внутренней трубки 206 (фиг.3А) на внутреннюю трубку перед вводом добавочного второго стента могут быть добавлены дополнительные листовые слои или слои пленки. Например, лист тонкой пленки в форме квадрата или прямоугольника, имеющий высокую степень прочности по двум осям, может быть размещен на внутренней трубке 206 и установлен на одной линии с канавкой оправки. Этот лист может иметь большую ширину, чем ширина канавки оправки и длину приблизительно равную длине канавки оправки. Упрочняющий слой затем будет деформирован в канавке оправки, обеспечивая дополнительную опору для сборной конструкции, включающей внутреннюю трубку и добавочный стент. Для улучшения свойств внутренней трубки некоторое количество упрочняющих слоев может быть объединено. Подходящие материалы, используемые для упрочняющих слоев, могут включать, но не в качестве ограничения, любой из указанных выше материалов, любой другой биологически совместимый материал, общеизвестный в уровне техники, или комбинацию этих материалов.
Хотя описанные выше методы раскрывают изготовление разветвленного стент-графта только с одним входом, с помощью описанных выше методов изготовления могут быть также образованы дополнительные входы. Так, другое воплощение изобретения содержит стент-граф, по меньшей мере, с двумя входами. В следующем воплощении указанный стент-графт согласно изобретению содержит три, четыре, пять, шесть или семь входов. Такой стент-графт может быть полезным, в частности, для имплантирования стент-графта в брюшную аорту там, где ответвляются почечные артерии. Кроме того, благодаря тому, что стент-графт, соответствующий изобретению, имеет в высокой степени приспособляемую форму (см. ниже), указанный соответствующий изобретению стент-графт, выполненный с тремя входами, может быть размещен в дуге аорты без блокирования кровотока в левую подключичную артерию, левую общую сонную артерию и брахиоцефальную артерию. В другом воплощении указанные различные входы могут быть расположены там, где это желательно, в продольном направлении вдоль стента и/или по периметру вокруг стента. Специалист в данной области техники может предусмотреть указанные входы в любой зоне сосудистой системы.
По меньшей мере, один способ изготовления добавочного стента в сборе раскрыт в общих чертах на фиг.5A-5D. Как показано на виде сбоку на фиг.5А и 5В, полимерную трубку 502 размещают по скользящей посадке на державке оправке 500. Волнистая проволока может быть получена в кольцевом стенте 506 путем намотки проволоки на оправку с выступающими штырьками шипами. Диаметры оправки и штырьков вдоль мест размещения штырьков определяют конечную конфигурацию кольцевого стента. После намотки на оправку проволоки оправку и проволоку подвергают тепловой обработке и быстрому охлаждению, чтобы зафиксировать форму стента. После этого проволоку удаляют с оправки. Концы проволоки соединяют вместе с помощью отрезка тонкой термоусаживающейся трубки, образуя в результате кольцевой стент 506. Для изготовления добавочного стента могут использованы и другие методы (например, лазерная резка). Один или большее количество полученных кольцевых стентов 506 размещают после этого поверх полимерной трубки 502. Затем на полимерной трубке 502 размещают, по усмотрению, полоски 504 с рентгеноконтрастными метками. Проволока или металлическая трубка, используемая для изготовления добавочного стента, описана выше В одном воплощении указанный добавочный (второй) стент выполнен из нитинола.
Далее, как показано на фиг.5С, один конец полимерной трубки 502 выворачивают на обратную сторону и протягивают поверх кольцевых проволочных стентов 506 и используемых по усмотрению полосок 504, содержащих рентгеноконтрастные метки. После этого оправку, кольцевые стенты и ленты с рентгеноконтрастными метками подвергают тепловой обработке для соединения всех указанных элементов друг с другом с образованием стента в сборе. Полученную сборную конструкцию стента снимают с оправки и обрезают с получением участка, образующего сборную конструкцию добавочного стента 302, показанную на фиг.5D. Затем сборную конструкцию добавочного стента размещают на первом опорном сегменте 400. Следует отметить, что рентгеноконтрастные метки включают, но не в качестве ограничения, золото, платину, вольфрам-платину, палладий, платину-иридий, родий, тантал, или сплавы или композиции из этих металлов.
Как было показано на фиг.4В, добавочный стент (или сборная конструкция добавочного стента) и первый опорный сегмент затем вводят в канавку 202 оправки, деформируя внутреннюю трубку 206 в указанной канавке оправки. Затем сборную конструкцию, показанную на фиг.4В, покрывают внешней полимерной трубкой. Как было указано выше, эта трубка может быть экструдирована, нанесена в виде покрытия или может быть сформирована из намотанных слоев пленок.
Затем сборную конструкцию подвергают термической обработке для присоединения внутренней трубки к внешней трубке. Вход или отверстие для боковой ветви 108 (фиг.1) сформировано так, как это описано выше. Затем формируют основной проволочный стент путем намотки проволоки на оправку с выступающими штырьками. Проволоку подвергают тепловой обработке для приданной ей формы с помощью технологического процесса подобного используемому для добавочного стента (фиг.5В). Затем поверх внешней полимерной трубки размещают основной стент и обертывают его сверху полимерной пленкой. После этого сборную конструкцию подвергают термической обработке с целью соединения элементов конструкции друг с другом.
Способы соединения стента с графтом известны в уровне техники. Одно воплощение содержит соединительный элемент, которым обычно служит гладкая узкая полоска или лента, имеющая, по меньшей мере, одну в целом гладкую поверхность. В другом воплощении изобретения ленточный элемент изготовлен из вспененного ПТФЭ (ВПТФЭ), покрытого адгезивом. В другом воплощении указанным адгезивом является термопластичный (термоплавкий) клей. В другом воплощении указанный термопластичный клей представляет собой фторированный этилен-пропилен (ФЭП). В этом воплощении поверхность, покрытая ФЭП, обращена к внешней поверхности стента и графта и контактирует с ними, прикрепляя таким образом стент к графту. Хотя на фигурах и в описании раскрыты определенные конфигурация и размещение ленточного элемента, могут быть использованы и другие конфигурации и/или схемы размещения без выхода за пределы объема изобретения. Материалы и способ присоединения стента к графту описаны в патентном документе US 6042602 (Martin), включенном в настоящее описание во всех отношениях путем ссылки.
На фиг.6 представлен вид сверху разветвленного стент-графта 120 с входом 124 для боковой ветви. В этом воплощении стент-графт содержит спирально намотанную волнистую проволоку основного стента 122. Основной стент 122 соединен с графтом 136 с помощью пленочной обмотки 606, как было отмечено выше. Стент на двух противоположных концах сборной конструкции стент-графта 120 содержит уплотнительные манжеты 608 из намотанной пленки. Такие способы сборки в целом описаны, например, в патентных документах US 6042605 (Martin, et al), US 6361637 (Martin, et al) и US 6520986 (Martin, et al), включенных в настоящее описание во всех отношениях посредством ссылки.
Стент-графт боковой ветви в идеальном варианте имеет дистальный участок с высокой величиной коэффициента упругости в радиальном направлении для обеспечения его контакта и уплотнения относительно стенки сосуда. Стент боковой ветви будет также иметь средний участок, который является весьма гибким и в высокой степени усталостнопрочным по отношению к пульсирующим и циклическим нагрузкам, действующим на сосуды организма. Стент боковой ветви будет также иметь проксимальный участок, который размещен в стенте основного тела. Для этого проксимального участка стента боковой ветви необходима высокая величина коэффициента упругости в радиальном направлении для того, чтобы зафиксировать и уплотнить его надлежащим образом во входе в основное тело стент-графта.
На фиг.7 представлено одно воплощение стент-графта 700 боковой ветви, содержащее металлический стент 702 из намотанной проволоки, покрытие 704 графта и узкие полоски 706 с рентгеноконтрастными метками. Указанный стент боковой ветви имеет дистальный участок 708, средний участок 710 и проксимальный участок 712. Дистальный участок 708 характеризуется высокой величиной коэффициента упругости в радиальном направлении, что обеспечивает его контакт и уплотнение относительно стенки бокового сосуда 112 (фиг.1). Средний участок 710 является весьма гибким и в высокой степени усталостнопрочным по отношению к пульсирующим и циклическим нагрузкам, действующим на сосуды организма. Проксимальный участок 712, который размещают в стенте 102 основного тела (фиг.1), имеет высокую величину коэффициента упругости в радиальном направлении для того, чтобы зафиксировать и уплотнить его надлежащим образом во входе в основное тело, и может оказывать сопротивление сжатию и оставаться на месте в том случае, если для его развертывания в рабочее положение используют дополнительное устройство (например, расширительное устройство).
Технологический процесс, используемый для изготовления стент-графта 700 боковой ветви, может быть использован для изготовления сборной конструкции стент-графта 120 (фиг.6), описанной выше. Такие способы сборки в целом раскрыты, например, в упомянутых патентных документах US 6042605 (Martin, et al), US 6361637 (Martin, et al) и US 6520986 (Martin, et al). Жесткость, сопротивление деформации в радиальном направлении, гибкость, усталостную долговечность стента боковой ветви можно контролировать за счет свойств проволоки стента, геометрических параметров намотки проволоки, свойств графта и конфигураций соединения проволоки с графтом.
Например, на фиг.7 на дистальном участке 708 стента 700 боковой ветви проволока имеет волнистую структуру с относительно большой амплитудой волнистости. При этом отдельные волнистости расположены относительно далеко друг от друга. Для сравнения, средний участок 710 стента боковой ветви имеет волнистую структуру проволоки с относительно небольшой амплитудой волнообразных элементов. Эти волнистости также расположены относительно далеко друг от друга. Наконец, проксимальный участок 712, который размещен внутри стента 102 основного тела (фиг.1), имеет структуру волнистой проволоки с относительно большой амплитудой волнистости. Волнистости здесь, кроме того, расположены относительно близко к соседним проволокам.
Способы соединения стент-графта боковой ветви с основным стент-графтом известны. Эти способы включают, но не в качестве ограничения, использование фрикционных посадок, скоб и стыковочных крючков и/или приподнятых вершин проволок стента. Дополнительные способы описаны в документе US 2009/0043376 (Hamer and Zukowski), полностью и во всех отношениях включенном в настоящее описание посредством ссылки.
Стент-графт может быть введен чрезкожно, обычно через сосудистое русло, после его сжатия до уменьшенного диаметра. По достижении заданного места размещения стент расширяется с образованием на стенке сосуда внутренней защитной оболочки. В одном воплощении стент-графт сгибают вдоль его продольной оси и удерживают от упругого раскрытия. Затем стент-графт разблокируют путем удаления удерживающего элемента, позволяя тем самым графту раскрываться, находясь напротив стенки сосуда. Стент-графты согласно настоящему изобретению, в общем, являются самораскрывающимися при размещении на месте. По желанию в определенных обстоятельствах могут быть использованы надувной баллонный катетер или подобные средства для обеспечения полного раскрытия стент-графта. В другом воплощении указанный стент-графт представляет собой баллонный расширяемый стент. Боковая ветвь также может быть введена чрезкожно после ее сжатия до уменьшенного диаметра.
Стент-графт согласно настоящему изобретению может содержать, по меньшей мере, две рентгеноконтрастных метки, служащих для облегчения надлежащего позиционирования стент-графти внутри сосудистого русла. Указанные рентгеноконтрастные метки могут быть использованы для надлежащей установки стент-графта в осевом направлении и надлежащей вращательной ориентации, и позволяют убедиться, что боковой вход ориентирован должным образом. Указанные рентгеноконтрастные метки включают, но не в качестве ограничения, золото, платину, платину-вольфрам, палладий, платину-иридий, родий, тантал или сплавы. В качестве альтернативы для ввода стент-графта используют конструкцию катетера, которая обеспечивает достаточную передачу вращающего момента, при этом вращательная ориентация графта может быть координирована с помощью индексированной метки, находящейся на проксимальном конце катетера, так что катетер может быть повернут на угол, обеспечивающий размещение боковой ветви (ветвей) должным образом. Дополнительные способы доставки разветвленного стент-графта и связанной с ним боковой ветви, соответствующих изобретению, на место предполагаемой имплантации раскрыты в патентных документах US 2008/0269866 (Hamer and Johnson) и US 2008/0269867 (Johnson), включенных в данное описание полностью и во всех отношениях посредством ссылки.
Другое воплощение изобретение содержит стент-графт, имеющий в высокой степени приспосабливаемую форму, который может соответствовать форме весьма извилистых участков сосудистого русла. Указанный стент-графт может по усмотрению содержать, по меньшей мере, один вход для боковой ветви.
На фиг.8 представлен стент-графт 800 согласно изобретению, имеющий в высокой степени приспосабливаемую форму, содержащий графт 804, стент 802 и ленточный элемент 1406 (показан на фиг.14), используемый для соединения стента и графта друг с другом. Предпочтительно стент и графт соединены друг с другом так, что они в целом соосны.
В одном воплощении имеющий в высокой степени приспосабливаемую форму стент-графт 800 содержит стент 802 из спиральной проволоки, охватывающей графт 804. Проволока, образующая стент, содержит вершины 814 и 816, направленные в противоположные первую и вторую стороны соответственно. Стент-графт 800 имеет первый концевой участок 806, содержащий используемую по желанию уплотнительную манжету 808. Подобным образом, стент-граф 800 имеет второй концевой участок 810, содержащий по усмотрению вторую уплотнительную манжету 812 (загнутую в обратную сторону в иллюстративных целях) и рентгеноконтрастную метку 818. Как показано на фиг.9, гибкий стент-графт800 содержит однонаправленные складки (гофры) 900, которые сформированы в результате продольного сжатия. В одном воплощении указанный стент-графт согласно изобретению содержит между концами указанного стент-графта, соответствующего изобретению, по меньшей мере, один вход для ввода устройства для боковой ветви. В другом воплощении указанное устройство для боковой ветви представляет собой стент-графт.
На фиг.9 показан гибкий стент-графт 800 в состоянии продольного сжатия, при этом однонаправленные складки 900 сформированы вокруг всего периметра стент-графта 800.
На фиг.10А изображен частичный продольный разрез одной стенки стент-графта 800 в плоскости 3-3 разреза, показанной на фиг.9, иллюстрирующий образование однонаправленных складок на сжатом стент-графте 800. Однонаправленные складки имеют общую ориентацию и все согнуты в одном направлении. Проволочный стент 802 показан на фиг.10А с вершинами 814, направленными в первую из противоположных сторон и находящимися под близлежащим участком материала 804 графта, согнутым с образованием однонаправленной складки 900. Стрелка 1000 показывает предпочтительное направление кровотока, как «соответствующего складкам» для минимизации отрыва потока и турбулентности.
На фиг.10В представлен продольный разрез подобный показанному на фиг.10А, иллюстрирующий однонаправленные складки 900 с указанием предпочтительного направления кровотока 1000.
На фиг.11 показан гибкий стент-графт 800 изогнутой формы, которая создает сжатие стенки графта вдоль внутреннего меридиана изгиба (т.е. частичное продольное сжатие), при этом однонаправленные складки 900 образованы на некотором участке периметра стент-графта (или на внутреннем меридиане). Внешний меридиан содержит гладкие участки 1100 графта или участки без складок. Стрелка 1102 указывает предпочтительное направление кровотока, показанное ранее на фиг.10.
Одно воплощение изобретения включает в себя графт, поддерживаемый стентом, при этом указанный стент содержит волнистости, каждая из которых содержит вершины, ориентированные в противоположных первом и втором направления, и ленточный элемент, имеющий первую и вторую продольные кромки, присоединенные к указанному стенту и к указанному графту так, что первая кромка ленты по существу закрывает вершины каждой волнистости, ориентированные в первом или втором направлениях, и прижимает вершины волнистостей, проходящие в первом или втором направлениях, к графту, при этом вершины, ориентированные в первом или втором направлениях, оказываются не прижатыми по отношению к графту. В другом воплощении указанные вершины, ориентированные во втором направлении, прижаты к графту, а вершины первого направления не прижаты по отношению к графту. В следующем воплощении указанный графт образует продольно ориентированные однонаправленные складки там, где происходит продольное сжатие. В другом воплощении указанные прижатые вершины, ориентированные в первом или втором направлениях указанной волнистости, при сжатии располагаются под примыкающей складкой. Термин «прижатые вершины» означает, что вершины присоединены к графту или с помощью ленты или присоединены другим способом, известным в уровне техники. В другом воплощении указанные прижатые вершины расположены под примыкающей к ним складкой, и при этом закрыто приблизительно 1%, приблизительно 2%, приблизительно 3%, приблизительно 4%, приблизительно 5%, приблизительно 10%, приблизительно 20%, приблизительно 30%, приблизительно 40%, приблизительно 50%, приблизительно 60%, приблизительно 70%, приблизительно 80% высоты 1312 вершин волнистости, ориентированных в первом направлении (фиг.13). В зависимости от способа прикрепления стента к графту с помощью ленты, от конструкции стента, конструкции графта и/или любых других факторов, связанных с конструкцией стент-графта, не все вершины могут находиться под примыкающей складкой или могут отличаться высотой 1312 волнистости, которая может оказаться расположенной сзади примыкающей складки. Таким образом, в соответствии с настоящим изобретением могут существовать участки стент-графта, которые могут быть не подвергнуты действию сжатия. Так, в другом воплощении только некоторый участок стент-графта может быть сжат с размещением прижатых вершин под прилегающей складкой. В следующем воплощении только некоторый участок стент-графта может быть изогнут с размещением прижатых вершин под прилегающей складкой (на внутреннем меридиане) так, как показано на фиг.11. Хотя в описанном выше воплощении вершины, ориентированные в первом направлении, расположены сзади складок, объем изобретения включает в себя также вершины второго направления, которые присоединены к графту и располагаются под примыкающей складкой, в то время как вершины, проходящие в первом направлении, не прижаты.
Важный аспект настоящего изобретения заключается в том, что ленточный элемент, который содержит первую и вторую продольные кромки, присоединяет стент к графту и закрывает только часть стента. В частности, указанный ленточный элемент присоединен к указанному стенту и к указанному графту так, что первая кромка указанного ленточного элемента по существу закрывает вершины, проходящие в первом направлении каждой из волнистостей, прижимая при этом эти вершины, проходящие в первом направлении, к графту. В одном воплощении первая кромка указанного ленточного элемента находится на одной линии с кромкой вершин, ориентированных в первом направлении 814, для каждой из волнистостей, как это по существу показано на фиг.14. В такой конструкции при сжатии стент-графта на графте образуются продольные однонаправленные складки, при этом вершины 814, ориентированные в первом направлении, оказываются расположенными под примыкающей складкой, как показано на фиг.9 и фиг.11. Формирование указанных однонаправленных складок делает стент-графт в большей степени способным соответствовать форме сосуда, придавая стент-графту способность к изгибу, как показано на фиг.11. В одном воплощении указанный стент-графт может быть согнут, по меньшей мере, на 90 градусов без образования перегиба (сплющивания) (т.е. он сохраняет по существу круглое поперечное сечение просвета). В другом воплощении указанный стент-графт может быть изогнут, по меньшей мере, на 90 градусов при отсутствии сплющивания после его размещения внутри тела пациента.
Ленточный элемент имеет обычно широкую и/или ровную поверхность для сопряжения со стентом и графтом. Это увеличивает располагаемую площадь поверхности соединения ленточного элемента с графтом для повышения конструктивной целостности стент-графта. Отмеченное увеличение площади поверхности соединения, кроме того, способствует минимизации толщины ленточного элемента. Кроме того, в соответствии с изобретением ленточный элемент наматывают в виде спирали, как это показано на фиг.14 (спирально намотанный ленточный элемент 1406). Как показано, ленточный элемент может быть выполнен с постоянной шириной и размещен с одинаковыми промежутками между отдельными витками. Ленточный элемент 1406 не только закрывает вершины каждой волнистости, ориентированные в первом направлении, но закрывает также некоторую часть каждой волнистости. В другом воплощении на стент-графт может быть навито несколько ленточных элементов, которые выполняют такую же функцию, как указана выше. Причина, побуждающая использовать несколько ленточных элементов на стент-графте, которая не являющаяся ограничивающим фактором, заключается в возможном выполнении разрыва в структуре стента, например, при изменении конструкции стента, с тем чтобы образовать участок входа для элемента боковой ветви так, как показано на фиг.12 (позиция 1206), фиг.14 (позиция 1408) и фиг.1В (позиция 121).
В другом воплощении указанный ленточный элемент не перекрывает соседний ряд волнистых элементов стента, когда на стент не действует напряжение сжатия. Хотя примеры и фигуры иллюстрируют воплощение, в котором вершины, ориентированные в первом направлении каждой волнистости, присоединены к стент-графту с помощью ленточного элемента, вершины, ориентированные во втором направлении, также могут быть присоединены к стент-графту, в то время как вершины первого направления не присоединены.
Было установлено, что на гибкость стент-графта может оказывать влияние ширина ленточного элемента. Чем больше ширина ленточного элемента, тем менее гибким будет становиться стент-графт. Так, в одном воплощении ленточный элемент покрывает приблизительно 10%, приблизительно 20%, приблизительно 30%, приблизительно 40%, приблизительно 50%, приблизительно 60%, приблизительно 70%, приблизительно 80% высоты 1312 волнистости (фиг.13). В другом воплощении указанный ленточный элемент присоединен к указанным стенту и графту по всей ширине ленты. В следующем воплощении указанный ленточный элемент не доходит до соседнего ряда волнистых элементов стента и не касается этих элементов, например, если отсутствует сжатие или имеет место частичное сжатие. В еще одном воплощении указанные однонаправленные складки имеют ширину равную ширине ленточного элемента. Хотя ленточный элемент может покрывать некоторый участок каждой волнистости, включая прижатие к графту вершин волнистости, проходящих в первом направлении, как было указано выше, вершины волнистостей, ориентированные во втором направлении, не прижаты к графту (например, позиция 816 на фиг.8). Такая конструкция обеспечивает образование складок там, где стент-графт подвергается сжатию. Когда стент-графт подвержен сжатию в продольном направлении, складки могут проходить по всему периметру, как показано на фиг.9, или могут быть сформированы на внутреннем меридиане изгиба, как показано на фиг.11. В другом воплощении указанные однонаправленные складки, расположенные по периметру окружности, формируются при первоначальном сжатии. Другими словами, для создания однонаправленных складок по периметру окружности не требуется дополнительных манипуляций со стент-графтом. В следующем воплощении указанные однонаправленные продольные складки образованы по периметру уже в сосудистом русле при размещении стент-графта по месту. В следующем воплощении указанные складки будут сформированы на внутреннем меридиане при установке стент-графта в сосудистом русле. Указанный стент-графт согласно изобретению может, как сказано выше, хорошо соответствовать форме дуге аорты или другому извилистому, искривленному криволинейному или изогнутому просвету в теле пациента. В следующем воплощении ленточный элемент (или его отдельные куски), кроме того, охватывают концевые участки стент-графта для присоединения концевых участков графта к несущей структуре, образованной стентом.
В другом воплощении изобретения ленточный элемент изготовлен из вспененного ПТФЭ, покрытого адгезивом. В следующем воплощении указанный адгезив представляет собой термопластичный адгезив. В следующем воплощении указанным термопластичным адгезивом является фторированный этилен-пропилен (ФЭП). В этом воплощении поверхности ленточного элемента, покрытые ФЭП, обращены к внешней поверхностью стента и графта и контактируют с ней, присоединяя таким образом стент к графту. Хотя выше были иллюстрированы и описаны конкретные конфигурация и схема расположения ленточных элементов, другие конфигурация и/или схема расположения могут быть использованы без выхода за пределы объема настоящего изобретения.
В другом воплощении изобретения указанный стент-графт согласно изобретению содержит одно или большее число рентгеноконтрастных металлических волокон, например, из золота, платины, платины-вольфрама, палладия, платины-иридия, родия, тантала или сплавы или композиты из этих металлов, которые могут быть включены в состав устройства, в частности, графта для обеспечения рентгеновской визуализации этого устройства.
В другом воплощении изобретения указанный стент-графт согласно изобретению содержит используемые по усмотрению уплотнительные манжеты 808 и 812, как это показано на фиг.8. Указанная уплотнительная манжета представляет собой манжету, первый конец которой прикреплен к внешней поверхности стент-графта 800 и, по меньшей мере, часть второго конца манжеты остается не прикрепленной для образования буртика. В такой конфигурации буртик образует обратный клапан, который охватывает стент-графт 800 по периметру окружности и создает преграду для протекания потока вокруг стент-графта. В одном воплощении указанная уплотнительная манжета размещена вокруг первого концевого участка 806 стент-графта 800. В другом воплощении указанную уплотнительную манжету размещают вокруг второго концевого участка 810 стент-графта 800. В следующем воплощении указанную уплотнительную манжету размещают вокруг первого концевого участка 806 и второго концевого участка 810 стент-графта 800. Еще в одном воплощении указанные манжеты (808, 812) выполнены из гидрофильного материала, предпочтительно из гидрофильного полимера или пенного геля, который набухает под действием воды, например, содержащейся в крови или другой водосодержащей жидкости в теле человека. В другом воплощении указанные уплотнительные манжеты 808 и 812 могут быть выполнены из материалов, перечисленных выше. Описание уплотнительных манжет можно найти в патентном документе US 6015431, полностью включенном в настоящее описание во всех отношениях.
Настоящее изобретение далее иллюстрируется нижеследующими Примерами, которые не должны рассматриваться как ограничивающие изобретение. Содержание всех фигур и цитированных документов включены в это описание посредством ссылки.
Хотя здесь были иллюстрированы и описаны конкретные воплощения настоящего изобретения, изобретение не должно быть ограничено этими иллюстрациями и описанием. Очевидно, в что пределах объема изложенных ниже пунктов формулы изобретения могут быть осуществлены изменения и модификации как часть настоящего изобретения.
Пример 1
Конструкция стент-графта с высокой степенью приспособляемости формы
Была произведена сборка гибкого стент-графта, имеющего общую конфигурацию, показанную на фиг.8
Стент-графт был изготовлен путем первоначального экструдирования и расширения трубки из политетрафторэтилена (ПТЭФ) с образованием основной трубки. Основная трубка имела длину приблизительно 60 мм, толщину стенки 0,06 мм и диаметр приблизительно 26 мм. Волокна материала основной трубки были ориентированы по существу в продольном направлении, так что трубка была относительно прочной в продольном направлении, в то время как в радиальном направлении относительно непрочной. Трубка была натянута радиально на оправку, имеющую диаметр приблизительно 31 мм. Для обеспечения непроницаемости для жидкости и повышения прочности основной трубки в радиальном направлении на основную трубку сверху была намотана пленка вспененного ПТЭФ (ВПТЭФ) с повышенной плотностью. Указанная пленка представляла собой тонкий, механически прочный фторполимер; особенно предпочтительным для этого применения материалом является плотный вспененный ПТФЭ, снабженный адгезионным покрытием из термопластичного фторированного этиленпропилена (ФЭП), называемый здесь и далее «по существу непроницаемая изоляционная лента из ВПТФЭ/ФЭП». Покрытие из ФЭП было ориентировано вниз по основной трубке. Вспененный ПТФЭ хорошо известен в области технологии изготовления медицинских изделий. Обычный способ получения вспененного ПТФЭ раскрыт в патентных документах US 3953566 и US 4187390 (Gore). Описанная здесь конкретная лента нарезана из по существу непористой плотной пленки из ВПТФЭ/ФЭП толщиной приблизительно 0,0064 мм, при этом точка образования пузырьков изопропила соответствует давлению более 0,6 МПа, проницаемость по Герли составляет более 60 (мин/6,45 см2/100 с), плотность составляет 2,15 г/с, и предел прочности на растяжение соответствует приблизительно 309 МПа в направлении длины (т.е. в направлении, соответствующем наибольшей прочности). Пленка имела ширину приблизительно 19 мм и в четыре захода была намотана по спирали под углом наклона 86 градусов.
Для дополнительного повышения прочности в радиальном направлении основной трубки и обеспечения пористой структуры связующего слоя был использован дополнительный слой пленки. Пленка из ВПТФЭ имела высокую степень сопротивления деформации и имела весьма пористую микроструктуру. Пористая микроструктура с помощью пленки из ВПТФЭ/ФЭП улучшает последующее соединение каркаса стента с графтом. Пленка имела толщину приблизительно 2,5 мкм и ширину приблизительно 25,4 мм. Восемь слоев было намотано по спирали под углом наклона приблизительно равным 83 градуса.
Оправка и намотанные пленки затем были подвергнуты термической обработке в конвективной печи, использующий в качестве теплоносителя воздух, для соединения слоев пленок друг с другом.
После этого был сформирован каркас стента путем намотки проволоки из нитинола на оправку, снабженную выступающими штырьками.
На фиг.12 показано «плоское или развернутое» изображение цилиндрической оправки. Показана общая структура 1200 намотки проволоки, детальное изображение первого концевого участка 1202 и второго концевого участка 1204. Кроме того, на фигуре показана используемая в качестве варианта конфигурация 1206 «входа для боковой ветви», которая может быть включена в общую структуру намотки проволоки, если выполнение входа для ответвления является желательным. Характерная конфигурация 1206 с намоткой единственной проволоки по периметру окружности может, при желании, заменить используемую как вариант конфигурацию 206 входа для боковой ветви.
Структура с намоткой единственной проволоки по периметру окружности показана на фиг.13 и обозначена позицией 1206. Структура намотки включает в качестве параметров осевой линейный шаг 1300, диаметр 1302 штырька, диаметр 1304 проволоки, угол 1306 при вершине, образованной проволокой, периметр 1308 и половинную частоту 1310 по базовому расстоянию (от вершины до нижней точки). Рассмотренная структура была повторена по длине стента за исключением первого и второго концевых участков 1202 и 1204, показанных ранее на фиг.12. Вариант со структурой 1206, в которой предусмотрен вход для боковой ветви, не был использован.
Каркас стента был сформирован в соответствии с нижеследующими размерами, показанными на фиг.13: осевой линейный шаг 1300 составлял приблизительно 9,7 мм, диаметр 1302 штырька приблизительно равен 1,6 мм, диаметр 1304 проволоки составлял приблизительно 0,5 мм, угол 1306 при вершине, образованной проволокой, соответствовал приблизительно 50,4 градуса, периметр 1308 составлял приблизительно 97,3 мм, а половинная частота 1310 по базовому расстоянию составляла приблизительно 5,3 мм.
Оправка с намотанной на нее проволокой затем была подвергнута тепловой обработке в конвективной печи, использующей в качестве теплоносителя воздух так, как это широко известно в уровне техники (см. US 6352561 (Leopold)), и затем быстро охлаждена в воде комнатной температуры.
Проволочный стент был снят с оправки, служащей для намотки проволоки. Концы проволоки (показаны на фиг.12 позициями 1202 и 1204) были обрезаны и соединены вместе с помощью нагретых до высокой температуры волокон, как показано на фиг.14 (позиции 1402 и 1404). Амплитуда сцепленной пары была больше по сравнению с амплитудой соседних вершин так, что при сцеплении проволок они не создают зону с высоким механическим напряжением, оказывающим негативное влияние на конструкцию. Стент был частично присоединен к намотанной трубке посредством произведенного с помощью паяльника плавления фтористого этилен-пропилена, находящегося ниже проволоки, в непосредственной близости от участков проволоки стента. Конечный слой ленты из вспененного ПТФЭ, покрытый тонким слоем ФЭП, был намотан поверх проволочного стента в соответствии с конфигурацией, показанной на фиг.14, и помещен в печь для присоединения пленки к расположенному под стентом графту, и в результате стент был прикреплен к графту.
На фиг.14 показан стент-граф 1400, содержащий стент 802, выполненный из волнистой спирально намотанной проволоки, охватывающий материал 804 графта. Стент присоединен к материалу графта с помощью спирально намотанного сверху ленточного элемента 1406. Как показано, первая кромка спирально намотанного ленточного элемента 1406 покрывает противоположные вершины 814 проволочного стента. Выделенный участок 1408 схемы намотки может быть по усмотрению включен в схему в том случае, если желательно иметь вход для боковой ветви. Лента 1406 представляла собой слоистое изделие из ВПТФЭ/ФЭП, имеющее ширину приблизительно 5,5 мм и толщину приблизительно 10 мкм. Лента была частично присоединена к обмотанной трубке путем плавления нижележащего слоя ФЭП, примыкающего к участкам проволоки стента, с помощью паяльника. На стент-графт была намотана по спирали защитная лента сжатия. Лента сжатия имела ширину приблизительно 51 мм, толщину приблизительно 0,5 мм и была намотана с перекрытием витков намотки, составляющим приблизительно 50%. Была также намотана дополнительная защитная пленка, способствующая последующей стадии сжатия, производимой путем тепловой обработки. Эта пленка представляла собой ленту из ВПТФЭ, имеющую продольное направление волокон и сопротивления деформации, толщину приблизительно 2,5 мкм и ширину приблизительно 51 мм. Пленка была намотана в пять ходов с перекрытием между слоями пленки, составляющим примерно 50%.
После этого сборная конструкция была подвергнута тепловой обработке в конвективной печи, использующей в качестве теплоносителя воздух, для соединения слоев пленки друг с другом (как это по существу описано в патентном документе US 6352561 (Leopold)), и затем быстро охлаждена в воде комнатной температуры. Во время указанного цикла тепловой обработки пленка сжимается на оправке так, что расплавленный ФЭП стекает в нижележащие слои пленки, соединяя слои графта друг с другом и с проволочным стентом. После охлаждения защитные слои пленки сжатия были удалены, концы материала графта были обрезаны до необходимой длины, и стент-графт был снят с оправки. Изготовленный стент-графт показан на фиг.8, за исключением используемых по усмотрению уплотнительных манжет 808 и 812 (фиг.8).
Пример 2
Конструкция стент-графта с высокой степенью приспосабливаемости формы, имеющего выполненный заодно вход для боковой ветви
В соответствии с фиг.2А и 2В была изготовлена металлическая оправка 200, содержащая канавку 202, выполненную на одном конце оправки. Канавка заканчивается задней стенкой 204. Оправка имеет диаметр приблизительно равный 31 мм, ширина канавки была примерно равной 12,5 мм, глубина приблизительно 10 мм, и длина составляла примерно 13 см. Как показано на фиг.2В, внутренняя трубка 206 была натянута радиально на оправку 200, закрывая некоторую часть канавки 202 оправки. Внутренняя трубка представляла собой экструдированную и расширенную трубку из политетрафторэтилена. Внутренняя трубка имела длину приблизительно равную 60 мм, толщина стенки трубки составляла приблизительно 0,06 мм, а диаметр - приблизительно 26 мм. Внутренняя трубка имела ориентацию волокон по существу в продольном направлении так, что трубка была относительно прочной в продольном направлении и в то же время относительно непрочной в радиальном направлении.
Как показано на фиг.3А, оправка 200 была покрыта внутренней трубкой 206. На внутренней трубке был выполнен разрез, формирующий прорезь 300 у задней стенки 204 канавки 202 оправки.
Для дополнительного упрочнения внутренней трубки 206 (фиг.3А) на внутреннюю трубку перед вводом вторичного добавочного стента в сборе было добавлено два дополнительных полимерных листа. Упрочняющие слои затем были деформированы в канавке оправки, обеспечивая дополнительную опору для сборной конструкции внутренняя трубка/добавочный стент.
Упрочняющие слои были выполнены из плотного ВПТФЭ, снабженного адгезионным покрытием из термопластичного фторированного этилен-пропилена (ФЭП), и здесь и далее именуются как «по существу непроницаемая изоляционная лента из ВПТФЭ/ФЭП». ФЭП упрочняющих слоев был ориентирован в направлении основной трубке. Вспененный ПТФЭ хорошо известен в области технологии изготовления медицинских изделий. Обычный способ получения вспененного ПТФЭ описан в патентных документах US 3953566 и US 4187390 (Gore). Конкретные описанные здесь упрочняющие слои были нарезаны из по существу не пористой плотной пленки из ВПТФЭ/ФЭП толщиной приблизительно 0,0064 мм, при этом точка образования пузырьков изопропила соответствует давлению более 0,6 МПа, проницаемость по Герли составляет более 60 (мин/6,45 см2/100 с), плотность составляет 2,15 г/с, и предел прочности на растяжение составляет приблизительно 309 МПа в направлении длины (т.е. в направлении, соответствующем наибольшей прочности). Первый упрочняющий слой имел ширину приблизительно 25 мм и длину приблизительно 25 мм и был центрирован над канавкой оправки на расстоянии примерно 15 мм от задней стенки канавки (в направлении конца оправки). Второй упрочняющий слой имел ширину приблизительно 25 мм и длину приблизительно 40 мм и был центрирован над канавкой оправки, примыкая к задней стенке 204 канавки.
В соответствии с фиг.3В добавочный стент 302 в сборе был размещен на одной линии с указанной канавкой 202 оправки, задней стенкой 204 канавки, упрочняющими слоями и прорезью 300 во внутренней трубке. Первый опорный сегмент (описанный ниже) был размещен в добавочном стенте в сборе, и затем в канавку 202 оправки был введен добавочный стент 302 в сборе вместе с первым опорным сегментом, деформируя внутреннюю трубку 206 и упрочняющие слои в канавке оправки. Задняя стенка 204 устанавливала границы положения отверстия 130 (для добавочного стента) в самой внутренней трубке (фиг.1Е).
Чтобы контролировать деформированную форму внутренней трубки в добавочном стенте в сборе и в канавке оправки был размещен опорный сегмент, как показано на фиг.4А и фиг.4В. На фиг.4А показан схематический вид сбоку оправки 200, канавки 202 и задней стенки 204 канавки. На фиг.4В представлен схематический вид сбоку оправки 200, канавки 202 и внутренней трубки 206. Добавочный стент 302 в сборе был размещен поверх первого опорного сегмента 400, один торец которого выполнен для совмещения с задней стенкой 204 канавки оправки. Противоположный торец первого опорного сегмента имел скошенную или расположенную под углом наклонную стенку, как показано на фиг.4В. Второй опорный сегмент был помещен в канавку 202 оправки под внутреннюю трубку 206. Второй опорный сегмент был выполнен с плоскими стенками и использовался для удерживания на месте первого опорного сегмента 400. Внутренняя трубка 206 показана деформированной в канавке 202 оправки. Внутренняя трубка 206 показана также выполненной со скошенным, наклонным или расположенным под углом участком 404 стенки, сформированным расположенной под углом стенкой опорного сегмента 400.
Конструкция добавочного стента была собрана, как показано в общих чертах на фиг.5А-5В. Как показано на фиг 5А и 5В, полимерная трубка 502 была одета по скользящей посадке на оправку 500. Указанная трубка была выполнена из пленки материала, использованного для описанных выше упрочняющих слоев. Эта пленка была намотана по спирали на оправку, имеющую диаметр приблизительно 8 мм, при этом слой ФЭП был ориентирован в направлении от оправки. Затем оправка с намотанной пленкой была нагрета для соединения путем плавления слоев ФЭП/ВПТФЭ, образующих трубку. Из волнистой проволоки был сформирован кольцевой стент 506 за счет намотки проволоки на оправку с выступающими штырьками. Диаметры оправки и штырьков вместе с местами размещения штырьков диктовались конечной конфигурацией кольцевого стента. Проволока была изготовлена из нитинола и имела диаметр примерно 0,15 мм. Структура волнистостей стента включала расстояние между вершинами приблизительно равное 5 мм. После намотки проволоки на оправку проволока и оправка были подвергнуты тепловой обработке и быстрому охлаждению в воде комнатной температуры для фиксации формы стента. После этого проволока была удалена с оправки. Концы проволоки были соединены друг с другом с помощью отрезка тонкой полимерной термоусаживающейся трубки с образованием кольцевого стента 506. Два из этих кольцевых стентов 506 затем были размещены поверх полимерной трубки 502. После этого на полимерной трубе 502 была размещены узкие ленты 504 с рентгеноконтрастными метками.
Далее, как показано на фиг.5С, один конец полимерной трубки 502 был вывернут и протянут над кольцевыми проволочными стентами 506 и лентами 506 с рентгеноконрастными метками. Затем оправка, полимерная трубка, кольцевые стенты и ленты с ренгеноконтрастными метками были подвергнуты тепловой обработке для соединения всех указанных элементов и получения сборной конструкции стента. Указанная сборная конструкция была снята с оправки и обрезана до длины, образующей добавочный стент 302 в сборе, показанный на фиг.5. После этого добавочный стент в сборе был размещен на первом опорном сегменте 400.
Как было описано выше со ссылкой на фиг.4В, добавочный стент (или добавочный стент в сборе) и первый опорный сегмент затем были вставлены в канавку 202 оправки, деформируя внутреннюю трубку 206 в указанной канавке оправки. Второй опорный сегмент 402 был размещен в канавке 202 оправки под внутренней трубкой 206.
Конструкция в сборе, показанная на фиг.4 В, затем была покрыта внешней пленкой-подложкой. Указанная подложка была образована из пленки того же материала, который был использован для описанных выше упрочняющих слоев. Ширина пленки составляла приблизительно 30 мм при длине пленки примерно 27 мм, и пленка была центрирована поверх канавки оправки приблизительно на 6 мм сзади задней стенки канавки (с удалением от конца оправки). При этом слой ФЭП был ориентирован вниз в направлении оправки.
Для обеспечения непроницаемости для текучей среды и повышения сопротивления деформации в радиальном направлении основной трубки поверх основной трубки была намотана пленки из плотного вспененного ПТФЭ. Пленка была выполнена из тонкого прочного фторполимера. В особенности предпочтительным материалом для указанного применения является плотный вспененный ПТФЭ, снабженный адгезивным покрытием из термопластичного фтористого этилен-пропилена (ФЭП), называемого здесь и далее «по существу непроницаемая изоляционная лента из ВПТФЭ/ФЭП». Покрытие из ФЭП было ориентировано вниз по основной трубке. Вспененный ПТФЭ хорошо известен в области технологии изготовления медицинских изделий. Обычный способ получения вспененного ПТФЭ описан в патентных документах US 3953566 и US 4187390 (Gore). Описанная здесь конкретная лента нарезана из по существу непористой плотной пленки из ВПТФЭ/ФЭП толщиной приблизительно 0,0064 мм, при этом точка образования пузырьков изопропила соответствует давлению более 0,6 МПа, проницаемость по Герли составляет более 60 (мин/6,45 см2/100 с), плотность составляет 2,15 г/с, и предел прочности на растяжение составляет приблизительно 309 МПа в направлении длины (т.е. в направлении, соответствующем наибольшей прочности). Пленка имела ширину приблизительно 19 мм с четырьмя заходами пленки, намотанной по спирали под углом наклона 86 градусов.
Для дополнительного повышения прочности в радиальном направлении основной трубки и обеспечения пористой структуры связующего слоя, был использован дополнительный слой пленки. Пленка из вспененного ПТФЭ имела высокую степень сопротивления деформации и имела весьма пористую микроструктуру. Пористая микроструктура улучшает последующее соединение каркаса стента с графтом с помощью пленки из ВПТФЭ/ФЭП. Пленка имела толщину приблизительно 2,5 мкм и ширину приблизительно 25,4 мм. Восемь намотанных по спирали слоев было намотано под углом наклона приблизительно равным 83 градуса.
Оправка и намотанные пленки затем были подвергнуты термической обработке в конвективной печи, использующий в качестве теплоносителя воздух, для соединения слоев пленок друг с другом.
После этого был сформирован каркас стента путем намотки проволоки из нитинола на оправку, снабженную выступающими штырьками. На фиг.12 показано «плоское или развернутое» изображение цилиндрической оправки. Показана общая структура 1200 намотки проволоки, детальное изображение первого концевого участка 1202 и второго концевого участка 1204. Кроме того, показана конфигурация 1206 «входа для боковой ветви», которая была включена в общую структуру намотки для образования входа для ответвления.
На фиг.13 показана структура с намоткой единственной проволоки по периметру, обозначенная позицией 1206. Параметры структуры намотки включают осевой линейный шаг 1300, диаметр 1302 штырька, диаметр 1304 проволоки, угол 1306 при вершине, образованной проволокой, периметр 1308 и половинная частота 1310 по базовому расстоянию. Показанная структура была повторена по длине стента, за исключением первого и второго концевых участков 1202 и 1204, показанных ранее на фиг.12.
Был использован вариант структуры 1206 с входом для боковой ветви (фиг.12).
Каркас стента был сформирован в соответствии с нижеследующими размерами, показанными на фиг.13: осевой линейный шаг 1300 составлял приблизительно 9,7 мм, диаметр 1302 штырька был приблизительно равен 1,6 мм, диаметр 1304 проволоки составлял приблизительно 0,5 мм, угол 1306 при вершине, образованной проволокой, соответствовал приблизительно 50,4 градуса, периметр 1308 составлял приблизительно 97,3 мм, а половинная частота 1310 по базовому расстоянию составляла приблизительно 5,3 мм.
Оправка с намотанной на нее проволокой затем была подвергнута тепловой обработке в конвективной печи, использующей в качестве теплоносителя воздух так, как это широко известно в уровне техники, и затем быстро охлаждена в воде комнатной температуры.
Проволочный стент был снят с оправки для намотки проволоки. Концы проволоки (показаны на фиг.12 позициями 1202 и 1204) были обрезаны и соединены вместе с помощью нагретых до высокой температуры волокон, как показано на фиг.14 (позиции 1402 и 1404). После этого проволочный стент был размещен поверх оправки с трубкой, на которую предварительно была намотана пленка. Стент был частично присоединен к обмотанной трубке посредством плавления находящегося ниже проволоки фтористого этиленпропилена (ФЭП) в непосредственной близости от участков проволоки стента, используя паяльник. Конечный слой ленты из вспененного ПТФЭ, покрытый тонким слоем ФЭП, был намотан поверх проволочного стента в соответствии со схемой, показанной на фиг.14.
На фиг.14 показан стент-граф 1400, содержащий стент 802, выполненный из волнистой спирально намотанной проволоки, охватывающий материал 804 графта. Стент был присоединен к материалу графта с помощью спирально намотанного сверху ленточного элемента 1406. Как показано, первая кромка спирально намотанного ленточного элемента 1406 покрывает противоположные первые вершины 814 проволочного стента. Участок 1408 структуры намотки был включен в эту структуру для образования входа для боковой ветви. Лента 1406 представляла собой слоистое изделие из ВПТФЭ/ФЭП, имеющее ширину приблизительно 5,5 мм и толщину приблизительно 10 мкм. Лента была частично присоединена к обмотанной трубке путем плавления нижележащего ФЭП, примыкающего к участкам проволоки стента, с помощью паяльника. На стент-графт по спирали была намотана защитная лента сжатия. Лента сжатия имела ширину приблизительно 51 мм, толщину приблизительно 0,5 мм и была намотана с перекрытием витков намотки, составляющим приблизительно 50%. Была намотана дополнительная защитная пленка, содействующая последующей стадии сжатия путем тепловой обработки. Эта пленка представляла собой ленту из вспененного ПТФЭ, имеющую продольные направление волокон и сопротивление деформации, толщиной приблизительно 2,5 мкм и шириной приблизительно 51 мм. Пленка была намотана в пять ходов с перекрытием между слоями пленки, составляющим примерно 50%.
После этого сборная конструкция была подвергнута тепловой обработке в конвективной печи, использующей в качестве теплоносителя воздух, для соединения слоев пленки друг с другом. Во время указанного цикла тепловой обработки пленка сжималась на оправке в такой степени, что в результате расплавленный ФЭП стекал в нижележащие слои пленки, соединяя слои графта друг с другом вместе с проволочным стентом. После охлаждения защитные слои пленки сжатия были удалены, концы материала графта были обрезаны до необходимой длины, и стент-графт был снят с оправки. Изготовленный стент-графт показан на фиг.8, за исключением используемых по усмотрению уплотнительных манжет (позиции 808 и 812 на фиг.8).
Специалистам в данной области техники будет понятно, что различные модификации и изменения могут быть осуществлены в настоящем изобретении без выхода за пределы сущности и объема настоящего изобретения. Таким образом, предполагается, что настоящее изобретение охватывает модификации и варианты настоящего изобретения при условии, что они находятся в пределах объема приложенных пунктов формулы и их эквивалентов.
Реферат
Группа изобретений относится к медицинской технике, а именно к многопросветным стентам-графтам и способу их изготовления. Многопросветный стент-графт содержит основной просвет, образованный графтом, состоящим из самой внутренней трубки с отверстием и самой внешней трубки с отверстием, и добавочный просвет, расположенный между самой внутренней трубкой и самой внешней трубкой указанного графта. Графт поддерживается с помощью основного стента. Добавочный просвет сообщается по текучей среде через указанные отверстия. Стент-графт для имплантации в разветвленном просвете включает основную ветвь сосуда и боковую ветвь сосуда. Указанный стент-графт содержит графт, состоящий из самой внутренней трубки с отверстием и самой внешней трубки с отверстием. Графт проходит вдоль продольной оси от дистального конца к проксимальному концу и образует проходящий через него основной просвет. Графт поддерживается основным стентом. Между самой внутренней трубкой и самой внешней трубкой графта образован добавочный просвет. Некоторый участок добавочного просвета размещен между дистальным и проксимальными концами графта. Добавочный просвет сообщается по текучей среде через отверстия самой внутренней трубки и самой внешней трубки. Способ изготовления стент-графта включает покрытие первой оправки, содержащей канавку и заднюю стенку канавки, самой внутренней полимерной трубкой; выполнение прорези в полимерной трубке вдоль задней стенки канавки; размещение второй оправки в канавку первой оправки и сопряжение второй оправки с задней стенкой канавки, с деформированием самой внутренней полимерной трубки; размещение самой в
Формула
покрытие первой оправки, содержащей канавку и заднюю стенку указанной канавки, самой внутренней полимерной трубкой;
выполнение прорези в полимерной трубке вдоль задней стенки указанной канавки;
размещение второй оправки в указанную канавку первой оправки и сопряжение указанной второй оправки с задней стенкой канавки, с деформированием указанной самой внутренней полимерной трубки;
размещение самой внешней полимерной трубки поверх указанной самой внутренней полимерной трубки; и вырезание отверстия в указанной самой внешней полимерной трубке над указанной второй оправкой меньшего размера;
при этом указанные самая внешняя полимерная трубка и самая внутренняя полимерная трубка представляют собой графт.
Документы, цитированные в отчёте о поиске
Внутрипросветный сосудистый протез
Комментарии