Способ лазерной сварки трением с перемешиванием - RU2271908C2
Код документа: RU2271908C2
Чертежи


Описание
Изобретение относится к способу лазерной сварки трением с перемешиванием согласно ограничительной части пункта 1 формулы изобретения.
Основные принципы сварки трением с перемешиванием (friction stir welding, FSW) известны, например, из ЕР 0615480. Две соединяемые между собой детали приводятся в соприкосновение вдоль зоны соединения и удерживаются и закрепляются в этом положении. В зону соединения и в материал деталей по обе стороны зоны соединения вводится с вращательным движением зонд из более твердого материала, чем деталь. При этом зонд производит теплоту трения. Расположенные напротив друг друга участки деталей вдоль линии соединения приводятся при этом в пластифицированное состояние. Зонд перемещается вперед вдоль линии соединения, так что находящийся перед зондом материал расположенных напротив друг друга участков деталей пластифицируется, а затем пластифицированные участки позади зонда затвердевают. Прежде чем материал полностью затвердеет, зонд удаляется из зоны соединения. Таким образом, материалы, например металлы, их сплавы, композиционные материалы (так называемые MCC) или соответствующие пластмассовые материалы свариваются между собой.
Известен также, например, из ЕР 0752926 другой, улучшенный, способ сварки трением с перемешиванием, который позволяет получить обрабатываемый материал с меньшим количеством дефектных мест и гладкой поверхностью. Эта публикация описывает другой вариант установки зонда. Вводимый в зону соединения вращающийся зонд наклонен к нормали, так что зонд указывает в направлении поступательного движения. В результате полученный пластифицированный материал в зоне соединения подвергается вертикальному давлению вдоль поверхности деталей. Это улучшает течение материала и способствует таким образом получению более однородного сварного шва. Этот способ позволяет изготовить соединения с меньшим числом дефектных мест и гладкой поверхностью.
Другой способ сварки трением с перемешиванием известен, например, из документа WO 99/39861. В нем описывается способ с применением дополнительного источника нагрева. Этот источник нагрева служит для нагрева зоны, находящейся непосредственно перед вращающимся зондом. Это обеспечивает более эффективное пластифицирование материала, так как используется не только теплота трения вращающегося зонда, но также дополнительный подогрев от отдельного источника теплоты. В качестве дополнительных источников теплоты могут, например, использоваться нагрев электросопротивлением, индукционные катушки, высокочастотные катушки индуктивности или лазер.
Применение нагрева электросопротивлением имеет тот недостаток, что между инструментом и деталью протекают относительно большие электрические токи. Даже хорошая защита не может исключить опасность причинения вреда окружению, в частности человеку. Кроме того, обязательным условием являются электропроводящие материалы для детали и инструмента. Следовательно, отпадает желательное исполнение инструмента сварки трением с перемешиванием из металлического материала с покрытием или керамического материала.
Недостатком известных способов, кроме того, является то, что в зависимости от соединяемого алюминиевого сплава часто допускается лишь ограниченная скорость процесса. Это создает проблему особенно при обработке деталей большой толщины (обычно >6 мм). Более того, детали большой толщины создают проблему несимметричной или неравномерной теплопроводности внутри материала деталей, так что известные способы непригодны для обработки такого рода деталей.
Следовательно, задача настоящего изобретения заключается в создании такого способа сварки трением с перемешиванием, который обеспечивает небольшую продолжительность сварки и очень высокое качество соединения, в частности деталей большой толщины.
Эта задача решается за счет способа с признаками, содержащимися в пункте 1 формулы изобретения. Другие предпочтительные варианты исполнения способа согласно изобретению включены в зависимые пункты формулы изобретения.
При этом основным отличием является то, что стыкуемые поверхности соединяемых между собой деталей имеют специальное выполнение, так что для подогрева пластифицируемого материала может эффективно использоваться дополнительная энергия, излучаемая лазером. С этой целью соединяемые стороны деталей выполнены таким образом, что боковые поверхности в прижатом друг к другу состоянии соприкасаются в зоне корня стыковочного профиля, между прижатыми друг к другу боковыми поверхностями на указывающей в направлении инструмента и лазера поверхности детали имеется зазор, а на среднем участке стыковочный профиль имеет свободное или полое пространство. Таким образом значительно снижается или вовсе исключается нежелательное обратное отражение лазерного излучения на поверхность детали. Далее, стыкуемые боковые поверхности позволяют лазерной энергии проникать по центру в среднюю зону деталей и оттуда за счет теплопроводности равномерно распространяться по всему сечению. Это обеспечивает значительно более эффективный нагрев материала деталей и дает особое преимущество при обработке образцов толщиной более 6 мм.
Согласно первому варианту выполнения изобретения соединяемые боковые поверхности деталей скошены таким образом, что детали соприкасаются в зоне корня стыковочного профиля и между боковыми поверхностями на обращенной в направлении инструмента и лазера поверхности деталей, т.е. поверхности детали, расположенной напротив зоны корня, имеется зазор.
Согласно другому варианту выполнения соединяемые боковые поверхности деталей скошены в форме параболы или дуги и соприкасаются в зоне корня стыковочного профиля. Исходя от зоны корня, за счет скоса боковые стороны расположены на расстоянии друг от друга, причем расстояние между ними увеличивается в направлении обращенной к инструменту и лазеру поверхности деталей.
Согласно еще одному варианту выполнения соединяемые боковые стороны деталей имеют в сечении стыковочного профиля профиль в форме полукруга или дуги, так что детали в прижатом друг к другу состоянии соприкасаются в зоне корня и имеют зазор между боковыми поверхностями на поверхности деталей, обращенной к лазеру. При этом расстояние между боковыми поверхностями увеличивается, начиная от зоны корня, и затем от максимума в средней зоне уменьшается к поверхности деталей до величины, соответствующей ширине зазора.
Наконец, согласно другому варианту выполнения стыкуемые боковые поверхности деталей выполнены таким образом, что стыковочный профиль боковых поверхностей в прижатом друг к другу состоянии имеет форму так называемой лучевой ловушки в форме шара Ульбрихта.
Благодаря способу согласно изобретению достигается более эффективный и равномерный нагрев пластифицируемых зон, в результате чего достигается бóльшая скорость стыкования и повышается качество соединения. За счет более высокой местной температуры деталей и процесса, во-первых, из-за лучшей пластификации снижаются силы, воздействующие на процесс, и, во-вторых, повышается скорость стыкования. Это создает особое преимущество при соединении толстых сечений. Таким образом расширяется область применения способа сварки трением с перемешиванием.
Далее, преимуществом является также то, что способ согласно изобретению обеспечивает бóльшую безопасность изготовления и, кроме того, в связи с более низкими силами воздействия на процесс снижается загрузка технологического оборудования для сварки трением с перемешиванием. Следовательно, в длительной перспективе может быть достигнута экономия производственных расходов.
Ниже способ согласно изобретению поясняется более подробно с помощью чертежей, на которых показано:
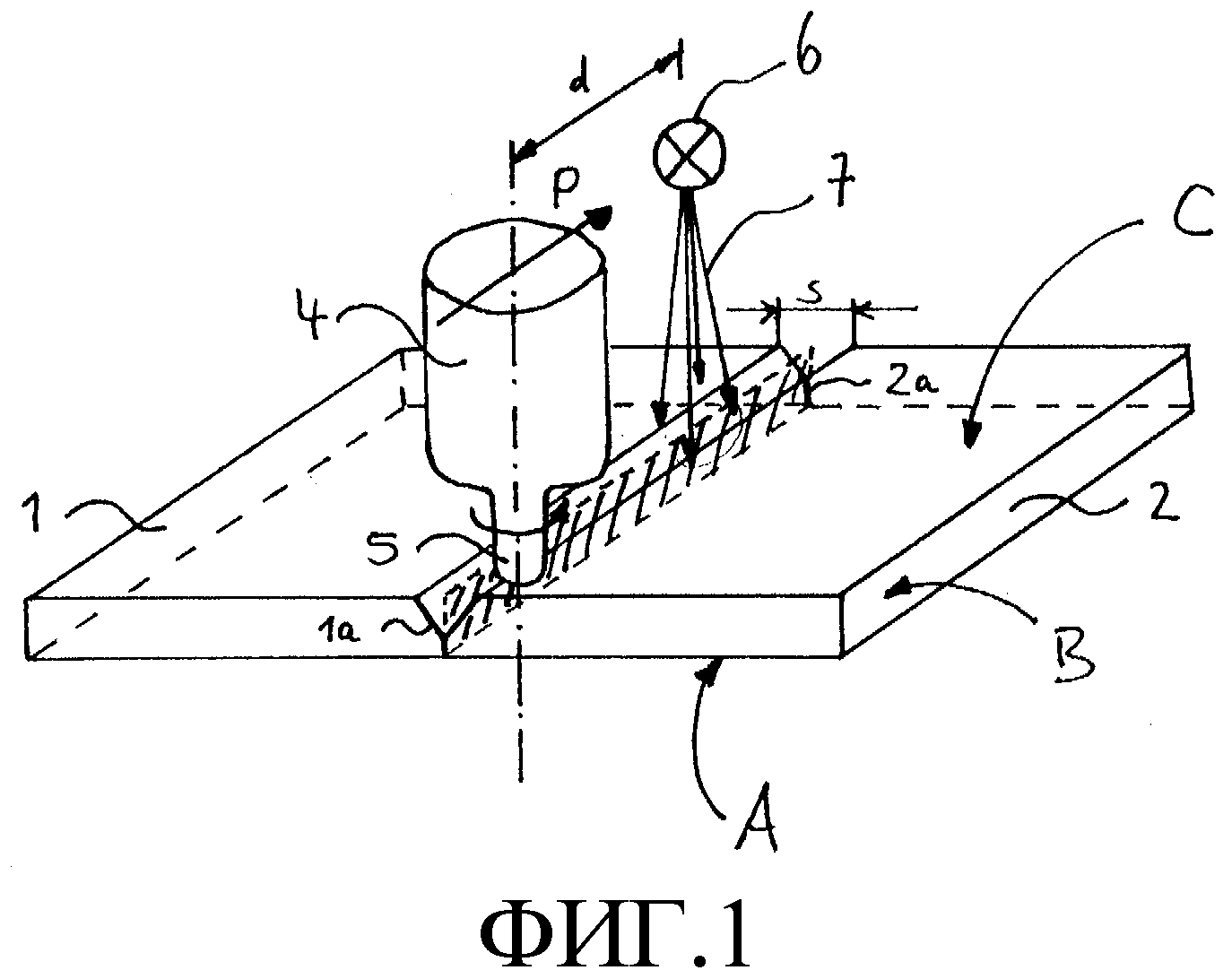
На фиг.1 схематично изображена установка для лазерной сварки трением с перемешиванием;
фиг.2 - вид сбоку изображенной на фиг.1 установки;
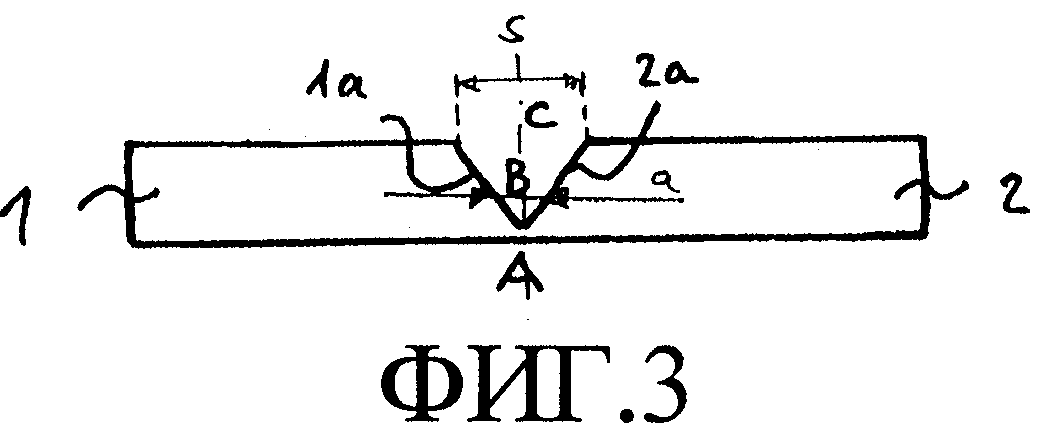
фиг.3 - первая геометрия профиля стыкуемых боковых поверхностей в прижатом состоянии;
фиг.4 - второй стыковочный профиль стыкуемых боковых поверхностей в прижатом состоянии;
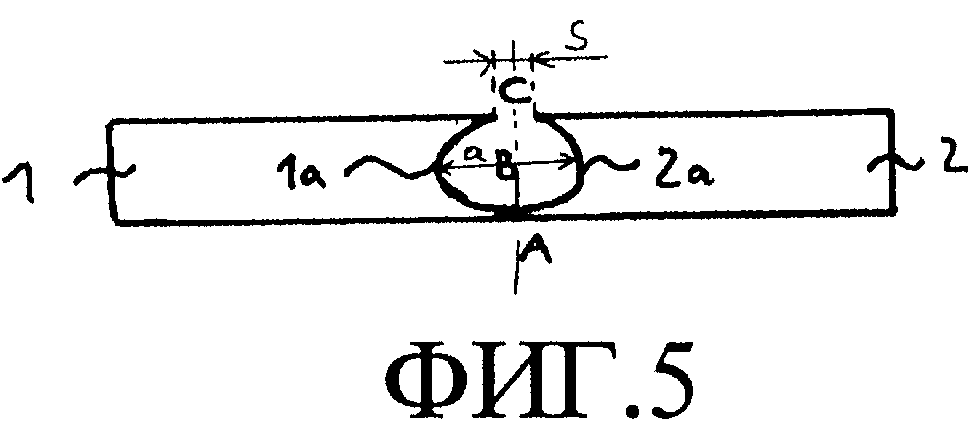
фиг.5 - третий стыковочный профиль стыкуемых боковых поверхностей в прижатом состоянии и
фиг.6 - четвертый стыковочный профиль стыкуемых боковых поверхностей в прижатом состоянии.
На фиг.1 схематично представлено устройство для лазерной сварки трением с перемешиванием. Соединяемые между собой детали 1 и 2 прижимаются друг к другу вдоль боковых поверхностей 1a и соответственно 2а. Прижатые друг к другу детали 1 и 2 закрепляются в таком положении и удерживаются при помощи не показанного на фиг.1 фиксирующего приспособления. В зону соединения между прижатыми друг к другу боковыми поверхностями 1а и 2а в материал деталей вводится вращающийся зонд 5, проникающий в материал деталей с обеих сторон зоны соединения. Зонд 5 установлен на конце инструмента для FS-сварки 4 и выполнен из более твердого материала, чем деталь. Инструмент для FS-сварки 4 с зондом 5 работает от не показанного на фиг.1 двигателя.
Кроме того, в направлении перемещения (стрелка Р на фиг.1) перед инструментом для сварки 4 находится источник 6 лазерного луча. Источник 6 лазерного луча имеет заданное, точно установленное расстояние d от инструмента 4. Постоянное расстояние d между инструментом 4 и источником 6 лазерного луча обеспечивается, например, показанным на фиг.1 направляющим илификсирующим приспособлением. Источник 6 лазерного луча излучает непрерывно или импульсами лазерное излучение 7 в направлении стыкуемых деталей 1, 2. Это создает предварительный нагрев деталей, стыкуемых вдоль зоны соединения.
Процесс сварки протекает таким образом, что инструмент сварки 4 с вращающимся движением зонда 5 перемещается вдоль зоны соединения в направлении по стрелке Р на фиг.1. В связи с неизменным расстоянием d между инструментом 4 и источником лазерного луча лазер 6 так же, как и инструмент 4, перемещается вдоль зоны соединения в направлении стрелки Р. Посредством вращающегося зонда 5 материал деталей по обеимсторонам зоны соединения пластифицируется под действием возникающей энергии трения. Одновременно лазерное излучение 7 нагревает по ходу движения инструмента 4 стыкуемый материал вдоль зоны соединения. Следовательно, вместе с теплотой трения, производимой зондом 5, используется также нагрев за счет лазерного излучения 7. Теплота трения и предварительный нагрев создают вместе высокую локальную температуру деталей и процесса. Вследствие этого, во-первых, снижаются в связи с лучшей пластификацией силы воздействия процесса и, во-вторых, может быть повышена скорость стыкования или становится возможным соединение деталей более толстых сечений (>6 мм).
Как показано на фиг.2, инструмент 4 для FS-сварки ориентирован перпендикулярно к поверхности деталей.Наклонное позиционирование инструмента 4 и зонда 5, как это показано на фиг.2 штриховой линией, также возможно. При наклонном положении зонд 5 обращен вперед в направлении движения, т.е. в направлении лазера 6. Такого рода наклонное положение способствует лучшему течению пластифицированного материала и обеспечивает таким образом визуально более эстетичное и однородное соединение стыкуемых деталей 1, 2.
В качестве источника лазерного луча используется, например, СО2-лазер, Nd YAG-лазер или различные полупроводниковые (диодные) лазеры. Используемая длина волны лазерного луча обычно составляет ≤10,6 мкм. Луч лазера может излучаться либо импульсами, либо непрерывно на нагреваемую зону вдоль линии соединения. В зависимости от употребления луч фокусируется или расфокусируется.
Для достижения возможно более эффективного использования лазерного луча (т.е. повышенного поглощения при многократном отражении) прижатые между собой боковые поверхности 1а, 2a имеют специальное исполнение. Первая форма исполнения показана на фиг.3. Боковые стороны заготовок 1 и 2 скошены. Боковые поверхности 1а, 2а деталей скошены прямолинейно, как показано на фиг.3, где представлен конический стыковочный профиль. В прижатом состоянии боковые поверхности 1a, 2а деталей соприкасаются в так называемой зоне корня стыковочного профиля. Зона корня является при этом основной относительно инструмента 4 и лазера 6 зоной поверхности деталей, обозначенной на фиг.3-6 буквой А. В средней зоне стыковочного профиля, т.e. в середине сечения деталей, которая обозначена на фиг.3-6 буквой В, прижатые друг к другу боковые поверхности 1а, 2а в подобном коническом стыковочном профиле не соприкасаются. Одновременно между боковыми поверхностями 1a, 2а имеется зазор s на поверхности деталей, обращенной в направлении инструмента 4 и лазера 6, которая на фиг.3-6 обозначена буквой С. Таким образом, боковые поверхности, начиная от зоны корня, находятся на расстоянии друг от друга, причем расстояние а между боковыми поверхностями 1а, 2а постоянно увеличивается вплоть до обращенной в направлении инструмента 4 и лазера 6 поверхности деталей. Излучаемое лазером 6 лазерное излучение 7 проникает через зазор s в среднюю зону В стыковочного профиля, так что дополнительная теплота генерируется непосредственно в стыке поглощением и распространяется дальше.
Другой вариант выполнения стыковочных боковых поверхностей 1a, 2a можно видеть на фиг.4. Представленный на фиг.4 стыковочный профиль имеет открытую в направлении инструмента 4 и лазера 6 полукруглую или симметричную дугообразную форму. Боковые поверхности 1a, 2a здесь соответственно скошены в форме параболыили дуги, так что детали в прижатом состоянии соприкасаются в зоне корня А. В средней зоне В вновь имеется свободное или полое пространство. В этой зоне боковые поверхности прижатых деталей 1, 2 не соприкасаются между собой. Так же, как и в представленном на фиг.3 варианте выполнения, на поверхности деталей, обращенной в направлении инструмента 4 и лазера 6, между прижатыми боковыми поверхностями 1а, 2а имеется зазор s, так что лазерное излучение проникает в среднюю зону В. Как и прежде, расстояние между боковыми поверхностями1а, 2a постоянно увеличивается от зоны корня А вплоть до величины, составляющей ширину зазора s.
На фиг.5 показан другой профиль стыка стыкуемых боковых поверхностей1а, 2a. Здесь боковые поверхности 1а, 2a выполнены полукруглыми или дугообразными, открытыми в сторону соответственно другой боковой поверхности. Боковые поверхности1a, 2a здесь также соприкасаются в зоне корня А. Благодаря полукруглой или дугообразной форме выполнения боковых поверхностей 1a, 2a, начиная от зоны корня А, имеется вначале постоянно возрастающее расстояние а между противолежащими боковыми поверхностями 1а, 2a, которое после достижения своего максимума в средней зоне В постоянно уменьшается вплоть до достижения ширины зазора s на верхней поверхности C деталей.
В варианте согласно фиг.6 прижатые одна к другой боковые поверхности 1a, 2a выполнены таким образом, что стыковочный профиль имеет форму шара Ульбриха. Такого рода выполнение дает то преимущество, что полностью уменьшается отражение на верхней стороне, обращенной в направлении инструмента и лазера. Лазерное излучение попадает, так сказать, "в ловушку" шара Ульбриха. Излучаемый в среднюю зону В лазерный луч многократно отражается, так что лазерная энергия оптимально используется для нагрева пластифицируемого материала.
Наряду с представленными в фиг.3-6 стыковочными профилями возможны также другие варианты выполнения стыкуемых боковых поверхностей. Общим для всех вариантов выполнения является то, что прижатые друг к другу боковые поверхности соприкасаются в зоне корня и не соприкасаются в средней и верхней зонах, так что боковые поверхности в средней и верхней зонах, так что боковые поверхности в средней и верхней зонах удалены друг от друга. Боковые поверхности 1a, 2a в прижатом состоянии на верхней стороне С, обращенной в направлении инструмента 4 и лазера 6, находятся на расстоянии друг от друга, так что образуется зазор s. Через этот зазор s лазерное излучение 7 проникает в среднюю зону В деталей. В результате энергия лазерного луча по центру попадает в середину деталей 1, 2 и распространяется затем по всему сечению деталей 1, 2. Это, в частности, создает преимущество в случае толстых образцов, так как таким образом происходит равномерное распределение теплоты по всей толщине образцов. Тем самым обеспечивается также надежная обработка образцов большей толщины.
Далее, специальный вариант выполнения боковых поверхностей 1a, 2a способствует тому, что лазерное излучение 7 многократно отражается в средней зоне В, в результате чего снижаются потери при отражении на верхней стороне деталей, обращенной в направлении лазера. Вследствие этого нагрев при сниженных потерях более эффективен. Это, в частности, создает преимущество при обработке деталей с большой толщиной. Далее, в результате сочетания теплоты трения и предварительного нагрева возможна более быстрая обработка, вследствие чего сокращается время изготовления или обработки. В свою очередь это оказывает позитивное воздействие на пластификацию, обеспечивая однородное соединение.
Реферат
Изобретение относится к способу лазерной сварки трением с перемешиванием и может найти применение в различных отраслях машиностроения. Соединяемые боковые поверхности деталей прижимают друг к другу, в результате чего образуется зона соединения. Боковые поверхности выполняют таким образом, что в прижатом состоянии они соприкасаются в зоне корня стыковочного профиля, а в средней зоне между боковыми поверхностями имеется зазор, расположенный со стороны зонда и лазерного излучения. Перемещают сварочный зонд с вращательным движением вдоль зоны соединения и облучают лежащий перед сварочным зондом материал деталей лазерным излучением. В результате лазерной энергии и энергии трения между сварочным зондом и деталью материал деталей вдоль зоны соединения пластифицируется и позади сварочного зонда затвердевает. Удаляют сварочный зонд из зоны соединения, прежде чем материал детали полностью затвердеет. Способ позволяет сваривать детали с большой толщиной при высоком качестве соединения. 8 з.п. ф-лы, 6 ил.
Комментарии