Способ орбитальной сварки трением и устройство для осуществления этого способа - RU2353488C2
Код документа: RU2353488C2
Чертежи



















Описание
Изобретение относится к способу орбитальной сварки трением, предназначенному для сварки заготовок, которые постоянно прижимают друг к другу в осевом направлении во время приложения энергии колебаний в плоскости соединения. Изобретение также относится к устройству для осуществления указанного способа, в котором энергия кругового движения для сварки заготовок, которые находятся под осевым давлением и произвольное поперечное сечение которых находится в указанной плоскости (F) соединения, может быть подведена в указанную плоскость соединения.
Способы сварки трением как таковые уже известны, и в них благодаря относительному перемещению и одновременному давлению возникает трение для получения необходимой энергии плавления в поверхностях, в которых должна произойти сварка.
В патенте Германии №19938100 А описан способ применения трения с использованием нескольких головок для изготовления оконных рам и дверных коробок из профильных деталей. Для выполнения одновременной сварки отдельные профильные детали неподвижно зажимают между расположенными сбоку головками для сварки трением с обеих сторон плоскости соединения и вблизи нее, и с помощью указанных головок указанные детали приводятся в состояние вибрации, при этом соединяемые поверхности одновременно прижимают друг к другу. Такое использование головок для сварки трением дает возможность значительного сокращения времени, необходимого для сварки, однако таким способом могут быть сварены только сравнительно короткие стержни, расположенные под углом друг к другу, при этом ось трения не проходит через центр тяжести поверхности.
С учетом этого цель изобретения состоит в создании средства для сварки относительно больших и протяженных заготовок, благодаря которому одинаковое большое количество энергии должно быть простым способом подведено в плоскость соединения для того, чтобы большое количество материала в этой плоскости довести до температуры, при которой может произойти сварка.
В соответствии с изобретением, эта цель достигнута путем создания способа орбитальной сварки трением, указанного во вступительной части, в котором по меньшей мере по одну сторону от плоскости (F) соединения по меньшей мере на одном фрикционном диске располагают головки для сварки трением в количестве более одной (n>1) в орбитальной плоскости в зоне заготовки так, что вибрационные головки внутри указанных головок прикреплены неподвижно к фрикционному диску, при этом указанную по меньшей мере одну (n>1) головку для сварки трением, которая является ближайшей соответственно к одной стороне, приводят в колебательное движение с одинаковой частотой трения и с одинаковой амплитудой, а также с одинаковым заданным фазовым положением.
Дополнительно в соответствии с предложенным способом нажим, то есть осевое соединительное давление указанных головок для сварки трением в количестве более одной (n>1), требуемое для подачи энергии, выполняют по осям нажима в количестве более одной (n>1), так что воображаемая (далее "виртуальная") объединенная ось нажима, образованная наложением указанных осей нажима, при использовании подающего устройства, управляемого силой, проходит через центр тяжести поверхности соединения.
С тем чтобы кинематические условия могли быть оптимизированы, в предложенном способе указанные головки для сварки трением расположены таким образом, что оси трения в совокупности с их виртуальной объединенной осью трения проходят через объединенный центр масс всех вибрирующих масс, которые включают по меньшей мере эксцентриковый вал и фрикционную пластину головок для сварки трением, фрикционные диски, держатель заготовки и заготовку.
Для увеличения количества энергии колебаний, которая может быть приложена, дополнительно в предложенном способе вибрационные головки указанных головок для сварки трением неподвижно устанавливают по обе стороны от плоскости (F) соединения соответственно в нескольких орбитальных плоскостях на фрикционных дисках, при этом головки для сварки трением, расположенные по одну сторону от плоскости (F) соединения, приводят в состояние вибрации с предварительно заданным фазовым положением по отношению к головкам для сварки трением, расположенным по другую сторону плоскости соединения.
Для создания давления, которое должно быть приложено к плоскости соединения во время подведения энергии колебаний, устройства подачи материала направляют заготовки друг к другу в осевом направлении в плоскости соединения при контроле расстояния/времени, посредством чего в идеале указанная виртуальная объединенная ось проходит через центр тяжести поверхности соединения в плоскости соединения заготовок. Благодаря этому возникает преимущество, заключающееся в том, что поверхности соединения, которые, упираясь одна в другую, не находятся в одной плоскости, стираются до плоского состояния, что приводит к голоэдрической сварке.
В устройстве для орбитальной сварки трением, которое обеспечивает возможность осуществления указанного способа и в котором энергия кругового движения может быть подведена в плоскость соединения для сварки заготовок, на которые воздействует осевое давление и которые имеют произвольные поперечные сечения в плоскости (F) соединения, предложено в соответствии с изобретением, что вибрационные головки указанных головок для сварки трением в количестве более одной (n>1) установлены неподвижно по меньшей мере на одном фрикционном диске по меньшей мере в одной орбитальной плоскости вокруг заготовок, которые должны быть сварены таким образом, что виртуальная объединенная орбитальная ось трения, получаемая наложением осей трения в количестве более одной (n>1) отдельных головок для сварки трением, проходит через зону центра (22) масс, а указанные головки для сварки трением вибрируют с одинаковой частотой трения и одинаковой амплитудой, а также с заданным фазовым положением.
Расположение большого количества головок для сварки трением в орбитальной плоскости вокруг свариваемых заготовок приносит преимущество, заключающееся в том, что с увеличением числа головок для сварки трением могут быть приложены произвольно большие количества энергии, так что возможна сварка заготовок, таких как, например, длинные, толстостенные трубы, детали в виде длинных конструктивных стержней или заготовки, имеющие чрезмерную ширину, лишь при небольшом расходе времени.
Для того чтобы гарантировать, что во все зоны поверхности соединения подведено одинаковое количество энергии, в изобретении предложено, что при использовании регулировки усилия все оси нажима расположены на одинаковом расстоянии от центра тяжести поверхности соединения в плоскости соединения и одновременно с угловой симметрией для создания поверхностной симметрии относительно центра тяжести поверхности соединения. Кроме того, математическое произведение указанного расстояния от отдельной оси нажима до центра тяжести поверхности соединения на соответствующую силу (Р) осевого давления является постоянной величиной на объединенной орбитальной оси для всех головок для сварки трением.
В случае заготовок, у которых поперечное сечение не является симметричным, или если такая конструкция необходима, в соответствии с изобретением предложено, что все оси нажима расположены на разных расстояниях от центра тяжести поверхности соединения, прикладываемая сила (Р) нажима на соответствующей оси нажима обратно пропорциональна расстоянию от этой оси до центра тяжести поверхности соединения применительно к угловому расположению осей нажима по отношению друг к другу, при этом математическое произведение расстояния от отдельных осей нажима до центра тяжести поверхности соединения на соответствующую силу (Р) осевого давления является постоянной величиной на объединенной орбитальной оси для всех осей нажима.
При дополнительном взгляде на все эти процедуры сварки трением предложено, что соответственно по обе стороны от плоскости (F) соединения к фрикционному диску (16, 18), расположенному в орбитальной плоскости, вокруг заготовок (12, 14), которые необходимо сварить, неподвижно прикреплены головки для сварки трением, включающие вибрационные головки, при этом все головки для сварки трением, расположенные на одном фрикционном диске, колеблются с одинаковой частотой, одинаковой амплитудой и одинаковым фазовым положением.
В одном варианте выполнения изобретения предложено, что одна заготовка, выбранная из свариваемых встык двух заготовок, устанавливается неподвижно, то есть является "фиксированной", а указанные головки для сварки трением в количестве более одной (n>1) размещены только в орбитальной плоскости вокруг другой заготовки с обеспечением приведения этой второй заготовки в колебательное движение с трением.
Этот вариант выполнения представленного изобретения предпочтителен для заготовок, содержащих меньшее количество материала, или для заготовок, выполненных из материалов, которые относительно просто сваривать, таких как, например, тонкостенные пластмассовые трубы.
При размещении головок для сварки трением на орбитальных плоскостях по обе стороны от плоскости соединения линейный вектор нажима создается при круговом расположении головок для сварки трением в количестве более одной (n>1) по обе стороны от плоскости (F) соединения свариваемых встык заготовок, причем указанные головки для сварки трением, расположенные по обе стороны от плоскости соединения, вибрируют с равной текущей фазой или с противоположным рабочим направлением вращения с непрерывно изменяющейся разностью фаз, расположены напротив друг друга и имеют заданную начальную фазу. (Линейное относительное перемещение)
В пределах плоскости соединения возникает движущийся по кругу вектор нажима, если указанные головки для сварки трением, расположенные по одну сторону от плоскости соединения, вибрируют с противоположной текущей фазой или с одинаковым направлением вращения и заданной разностью фаз относительно головок для сварки трением, расположенных по другую сторону от плоскости соединения. (Движущееся по кругу относительное перемещение)
Регулировка количества энергии, подводимой в плоскость соединения, может быть выполнена с помощью регулировки разности фаз между головками для сварки трением одной орбитальной плоскости и головками для сварки трением орбитальной плоскости по другую сторону от плоскости соединения, причем разность фаз в 180° дает примерно максимальное относительное перемещение в плоскости соединения, то есть приводит к максимальной амплитуде вибраций с трением.
Изобретение дополнительно делает возможной сварку, например, конструктивного стержня, который стоит на поперечном брусе, с образованием Т-образной конструкции, причем вибрационные головки указанных головок для сварки трением неподвижно прикреплены к указанному поперечному брусу в аксиальной плоскости, расположенной ортогонально к продольной оси указанного конструктивного бруса, и, кроме того, указанные головки для сварки трением закреплены на орбитальной плоскости вокруг указанного конструктивного бруса.
При таком расположении виртуальная объединенная орбитальная ось трения, образованная вследствие наложения вибраций большого числа (n) вибрационных осей отдельных головок для сварки трением, должна проходить через зону центра масс, головки для сварки трением по обе стороны от плоскости соединения должны вибрировать с одинаковой частотой трения, и должна быть установлена заданная разность фаз между головками для сварки трением, расположенными по одну сторону от плоскости соединения, и головками для сварки трением, расположенными по другую сторону от плоскости соединения.
Для сварки, например, оборудования трубопроводов, такого как секции труб, по которым может транспортироваться газ, нефтепродукты или вода и которые могут быть изготовлены из пластмассы, металла или композитных материалов, является удобным, чтобы большое число (n) головок для сварки трением находились в соответственно орбитальном положении, были прочно закреплены вокруг секций трубы и их можно было перемещать транспортным средством. Очевидно, что в таких случаях также можно иметь конструкцию, при которой свариваемые секции трубы можно перемещать через неподвижные орбитально расположенные головки для сварки трением в соответствующее положение для сварки и удерживать их в этом положении во время сварки.
В случае такого расположения для перемещения секций трубы в рабочее положение при контроле расстояния/времени может использоваться давление для сварки в плоскости соединения, преимущественно нажимные блоки с гидравлическими или пневматическими приводами или соответственно с механическими и/или электромеханическими приводами, которые взаимодействуют либо с заготовками, либо с фрикционными дисками, которые прочно прикреплены к заготовкам.
Преимущества и особенности представленного изобретения рассмотрены более подробно с помощью приведенного ниже описания примеров вариантов его выполнения в сочетании с формулой изобретения и чертежами, на которых:
Фиг.1 упрощенно изображает устройство для орбитальной сварки трением, предназначенное для сварки двух труб в плоскости их соединения;
Фиг.2 упрощенно изображает вид на орбитальные плоскости, показывающий головки для сварки трением вдоль их осей, глядя на плоскость соединения с одной стороны, причем показанный слева вид на орбитальную плоскость изображает вибрирующие головки для сварки трением в положении нулевой фазы, вид, расположенный посередине и изображающий головки для сварки трением, служит для объяснения одинаковой текущей фазы или противоположного рабочего направления вращения соответственно, и правый вид на головки для сварки трением служит для объяснения противоположной текущей фазы или одинакового рабочего направления вращения соответственно;
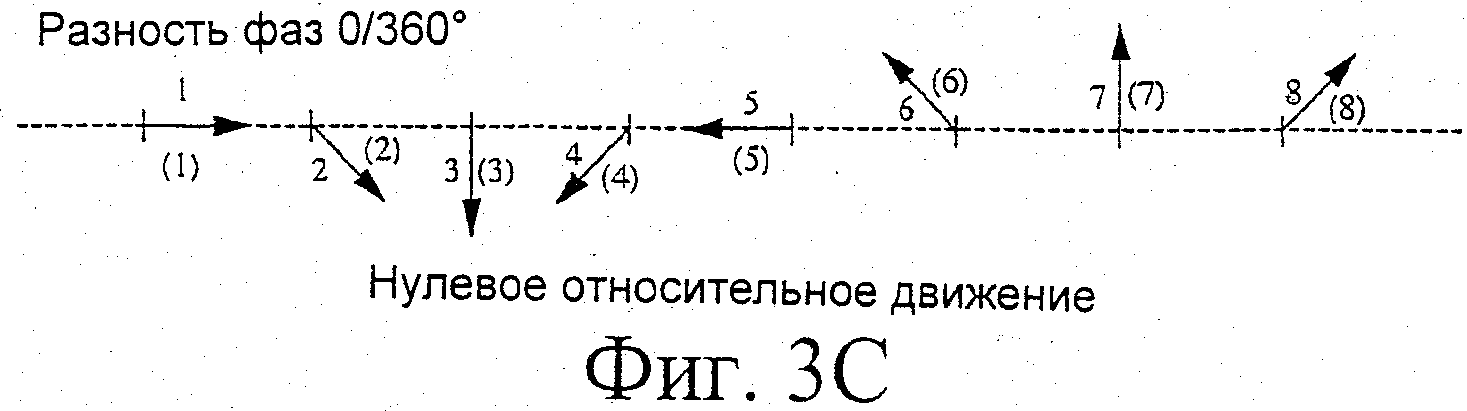
Фиг.3А и фиг.3В иллюстрируют на виде сверху вибрацию двух головок для сварки трением, расположенных напротив друг друга в плоскости соединения и вибрирующих с разностью фаз соответственно 0° или 360° с одинаковым рабочим направлением вращения;
Фиг.3С представляет изображение, из которого можно сделать вывод, что разность фаз 0°/360° приводит к отсутствию относительного перемещения вибрационных головок;
Фиг.4А, 4В и 4С изображают вид сверху на вибрационные головки, расположенные напротив друг друга с разностью фаз 45°/315° и с одинаковым рабочим направлением вращения;
Фиг.4D и 4Е иллюстрируют равномерное круговое относительное перемещение для разности фаз 45° в соответствии с фиг.4В и 315° в соответствии с фиг.4С;
Фиг.5А-5С изображают вид сверху на вибрационные головки, расположенные напротив друг друга с разностью фаз соответственно 90° или 270° и одинаковым рабочим направлением вращения;
Фиг.5D и 5Е иллюстрируют результирующее единообразное круговое относительное движение для разности фаз 90° в соответствии с фиг.5В и с разностью фаз 270° в соответствии с фиг.5С;
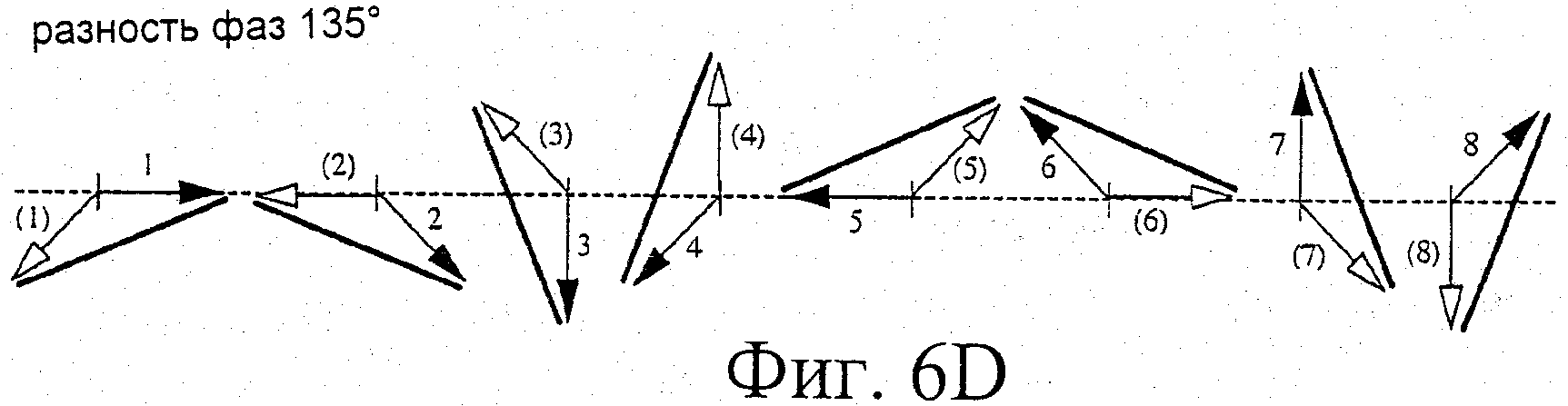
Фиг.6А - 6С изображают вид сверху на вибрационные головки, расположенные напротив друг друга при разности фаз 135° и 225° и с одинаковым рабочим направлением вращения;
Фиг.6D и 6Е иллюстрируют единообразное круговое относительное движение для разности фаз 135° в соответствии с фиг.6В и разностью фаз 225° в соответствии с фиг.6С;
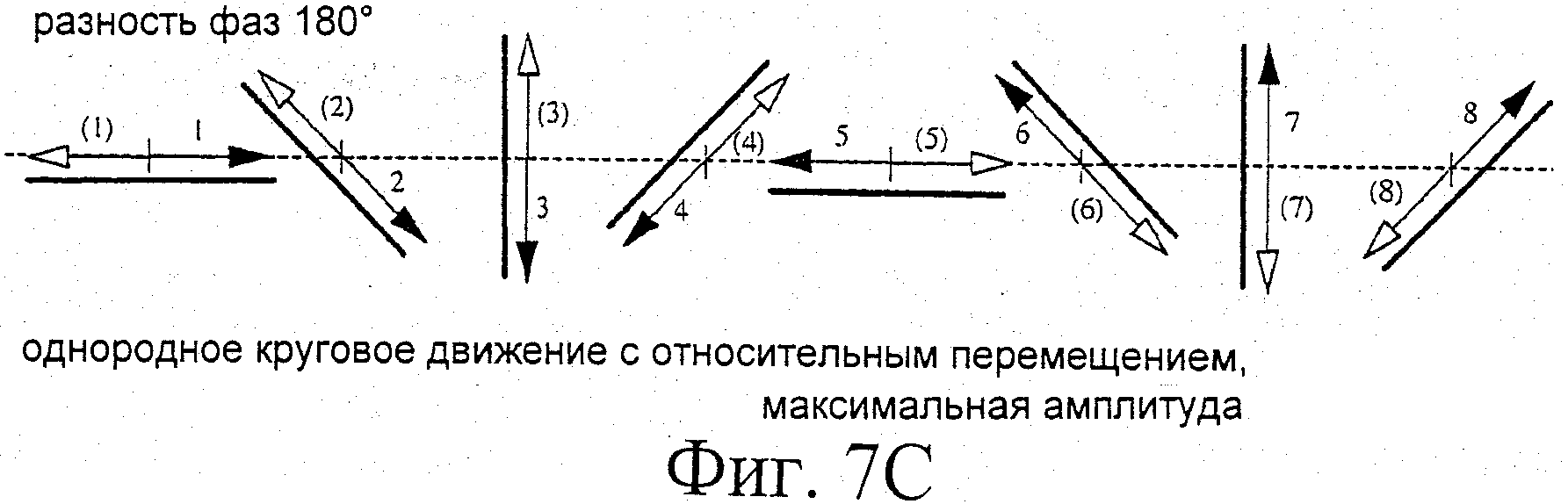
Фиг.7А и фиг.7В изображают вид сверху вибрационных головок, расположенных напротив друг друга при разности фаз 180° и с одинаковым рабочим направлением вращения;
Фиг.7С иллюстрирует результирующее равномерное круговое относительное движение для разности фаз 180° в соответствии с фиг.7В;
Фиг.8А и фиг.8В изображают вид сверху на вибрационные головки, расположенные напротив друг друга, при разности фаз соответственно 0° и 360° и с противоположным рабочим направлением вращения;
Фиг.8С иллюстрирует результирующее линейное относительное перемещение для разности фаз 360° в соответствии с фиг.8В;
Фиг.9А-9С изображают вид сверху вибрационных головок, расположенных напротив друг друга, при начальной разности фаз соответственно 45° или 315° и с противоположным рабочим направлением вращения;
Фиг.9D и 9Е иллюстрируют линейное относительное перемещение для разности фаз 45° в соответствии с фиг.9В и для разности фаз 315° в соответствии с фиг.9С;
Фиг.10А-10С изображают вид сверху вибрационных головок, расположенных напротив друг друга, при начальной разности фаз соответственно 90° или 270° и с противоположным рабочим направлением вращения;
Фиг.10D и 10Е иллюстрируют линейное относительное перемещение для разности фаз 90° в соответствии с фиг.10В или для разности фаз 270° в соответствии с фиг.10С;
Фиг.11А-11С изображают вид сверху вибрационных головок, расположенных напротив друг друга, при начальной разности фаз 135° или 225° соответственно и с противоположным рабочим направлением вращения;
Фиг.11D и фиг.11Е иллюстрируют линейное относительное перемещение для разности фаз 135° в соответствии с фиг.11В и разности фаз 225° в соответствии с фиг.11C
Фиг.12А и 12В изображают вид сверху вибрационных головок, расположенных напротив друг друга, при начальной разности фаз 180° и с противоположным рабочим направлением вращения;
Фиг.12С иллюстрируют линейное относительное движение для разности фаз 180° в соответствии с фиг.12В;
Фиг.13 упрощенно представляет расположение трех головок/прижимных осей для сварки трением в орбитальной плоскости по отношению к центру тяжести поверхности в плоскости соединения для конструктивного стержня; и
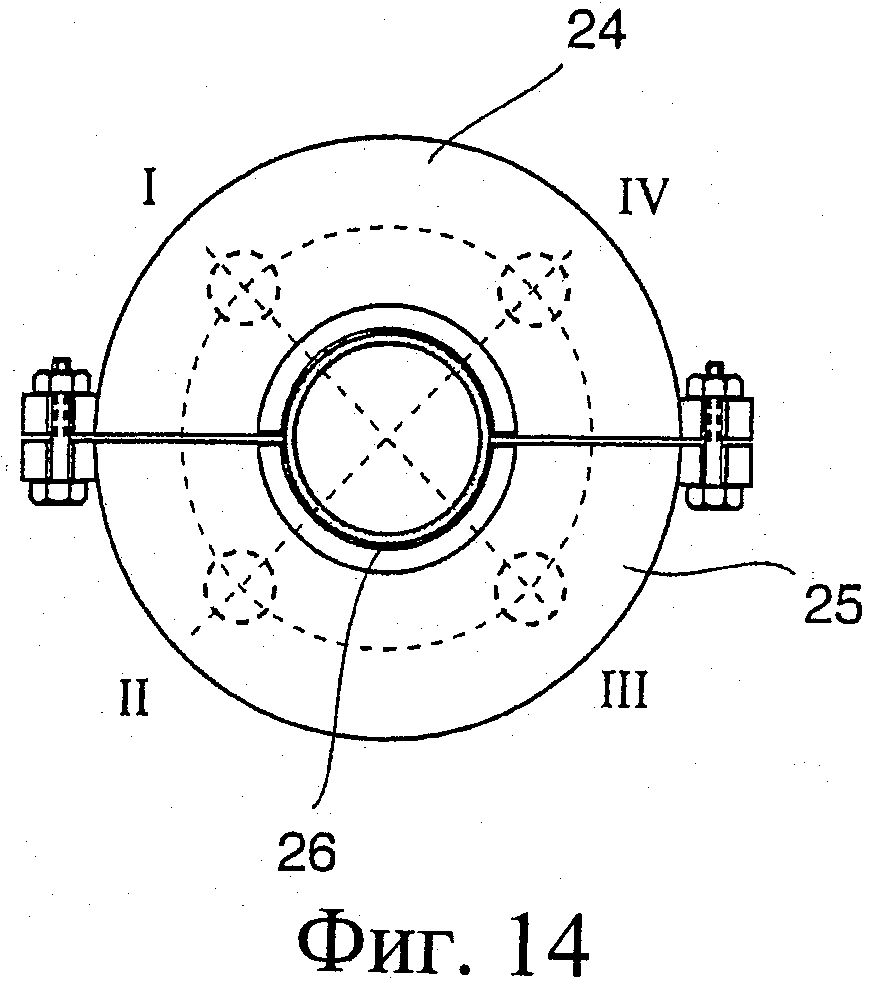
Фиг.14 упрощенно представляет расположение головок для сварки трением на диске, который окружает часть свариваемой трубы и скреплен с ней установочными болтами.
На фиг.1 упрощенно представлено устройство 10 для орбитальной сварки трением, предназначенное для сварки двух удлиненных частей 12 и 14 трубы, прижатых друг к другу своими концами в плоскости F соединения с осевой силой Р. На обеих частях 12 и 14 трубы неподвижно закреплены фрикционные диски 16 и 18. Преимущество такого расположения заключается в том, что действующая объединенная ось давления и действующая объединенная ось трения расположены на одной линии и положение центра тяжести поверхности соединения совпадает с положением центра масс. Очевидно, что на практике могут встретиться случаи, когда два центра тяжести удалены друг от друга, то есть ось приложения силы не безусловно должна совпадать с осью трения.
Фрикционные диски 16 и 18 служат для прикрепления головок соответственно I, II, III, IV или I', II', III', IV или I'', II'', III'', IV'' для сварки трением. Эти головки прикреплены к фрикционному диску вместе с их соответствующей вибрационной головкой. В связи с этим они удерживаются неподвижно с помощью соединителей (не показаны).
Головки для сварки трением, которые используются и пригодны для реализации изобретения, известны из патента Германии DE 4436857 А. Использование этих головок создает то преимущество, что большое количество таких головок может быть легко синхронизировано, и особенно то, что они позволяют осуществлять безупречную начальную синхронизацию, так что операция сварки трением начинается с требуемой фазы и фазовые соотношения между расположенными напротив друг друга головками для сварки трением могут поддерживаться с большой надежностью. Эта известная головка для сварки трением снабжена регулируемым эксцентриком и параллельным управлением, с помощью которых приводная боковая вращательная энергия может быть преобразована в энергию кругового параллельно управляемого движения. Для начальной синхронизации все эксцентрики индивидуальных головок для сварки трением устанавливают в положение полной начальной амплитуды и затем головки, которые расположены напротив друг друга, устанавливают в требуемое начальное фазовое положение. Только после этой настройки смещения фаз между головками для сварки трением, которые укреплены на противоположно расположенных фрикционных дисках, фрикционные диски 16 и 18 прикрепляют к частям 12 и 14 труб и последовательно вводят в действие для сваривания указанных частей труб в плоскости соединения.
Фрикционные диски 16 и 18 изображены на фиг.2 для того, чтобы помочь в объяснении относительного перемещения вибрационных головок расположенных напротив друг друга головок для сварки трением, причем изображение фрикционного диска 16.1 приведено соответственно для пояснения одинаковых рабочих фаз или противоположного направления вращения, а изображение фрикционного диска 16.2 дает возможность объяснения соответственно противоположной рабочей фазы или одинакового рабочего направления вращения. В иллюстративных целях кинематические условия в плоскости соединения изображены на осевом виде с одной стороны.
Для таких объяснений во всем последующем обсуждении будут рассмотрены только соответствующие головки соответственно I и I' или I''. Что касается заданных функций, то, очевидно, понятно, что также другие используемые головки соответственно II, III, IV, а также II', III', IV и II'', III'', IV'' работают с той же соответствующей частотой, амплитудой и фазой, так что устанавливаются требуемые относительные перемещения фрикционных дисков, которые расположены один против другого, и частей трубы в плоскости F соединения.
В процессе сварки к свариваемым частям трубы прикладывают осевое давление, что осуществляется с помощью нажимных устройств. Указанное давление может быть приложено через сами части трубы, а также через фрикционные диски, которые неподвижно прикреплены к указанным кускам трубы. Эти нажимные устройства могут содержать гидравлические или пневматические приводы, а также соответственно механические и/или электромеханические приводы.
Так как центр тяжести поверхности в плоскости соединения находится в центре обеих частей трубы, то отдельные головки для сварки трением размещаются в положении, симметричном в угловом направлении относительно центра тяжести поверхности, и на равных расстояниях, отделяющих их от указанного центра тяжести, в связи с чем все головки для сварки трением передают фрикционным дискам одинаковую энергию движения и в связи с этим каждой точке плоскости соединения, то есть сварочного шва. Для сварочного процесса требуется больше или меньше энергии в зависимости от материала, из которого изготовлены трубы, толщины стенки труб и в связи с этим от количества свариваемого материала. Для создания соединений, требующихся в особых условиях эксплуатации, количество головок для сварки трением, установленных на одном фрикционном диске, может отличаться от описанных четырех головок как в сторону уменьшения, например три, так и в сторону увеличения, то есть может использоваться большее число головок, для того чтобы можно было получить энергию сварки, пропорциональную поставленной задаче.
Хотя по экономическим соображениям предпочтительнее использовать головки для сварки трением одинакового типа, каждая из которых может обеспечить одинаковую мощность, также можно устанавливать на фрикционный диск головки для сварки различных типов, при этом следует позаботиться только о том, чтобы, с одной стороны, поддерживалась постоянной угловая симметрия относительно центра тяжести поверхности соединения и, с другой стороны, чтобы также было постоянным математическое произведение расстояния от осей трения до центра тяжести поверхности соединения на соответствующую подведенную энергию колебаний при непрерывно постоянном осевом давлении на свариваемые трубы.
Ниже представлены объяснения для результирующих относительных перемещений, то есть результирующих векторов нажима между двумя дисками 16 и 18 для различных случаев однонаправленного/противоположного рабочего вращения, а также влияния разности фаз между двумя фрикционными дисками. Так как, однако, при одной и той же разности фаз на все головки для сварки трением на одном фрикционном диске действуют одни и те же связи, ниже преимущественно и относительно друг друга объяснено колебательное поведение вибрационных головок для двух головок 1 и (1).
На фиг.3А и 3В представлена взаимосвязь для вибрационных головок для головок 1 и (1) для сварки трением, причем наконечники стрелок векторов движения для нулевой фазы для всех моментов времени, а именно 1, 2, 3, 4, 5, 6, 7, 8, изображены закрашенными (жирно), а векторы движения для такой же рабочей фазы, то есть противоположного направления вращения, во все моменты времени, а именно (1), (2), (3), (4), (5), (6), (7), (8), соответственно имеют не закрашенные (светлые) наконечники стрелок. Такие же обозначения также применяются для последующих чертежей, поясняющих смещения фазы.
На фиг.3А и 3В проиллюстрирована соответственно разность фаз 0° или разность фаз 360° при одинаковом рабочем направлении вращения. С помощью наложения векторов движения одинакового размера и в различные моменты времени соответственно от 1 по 8 или от (1) по (8) при соответственно одинаковом размере и направлении не создается относительного перемещения вибрационных головок для головок для сварки трением, которые расположены напротив друг друга на дисках 16 и 18. Это же видно опять на изображении, представленном на фиг.3С, на которой векторы движения для всех изображенных моментов времени совпадают один с другим, что указывает на то, что относительного перемещения не возникает.
Теперь, рассматривая фиг.4А и 4В, получаем единообразное круговое относительное перемещение вследствие разности фаз в 45° путем изображения векторов для отдельных наблюдаемых моментов времени в соответствии с фиг.4D. Из этого представления можно сделать вывод, что между вибрационными головками головок 1 и (1) для сварки трением вызывается относительное перемещение, которое на фиг.40 изображено с помощью жирной соединительной линии между наконечниками стрелок векторов движения.
То же самое справедливо для разности фаз в 315°, как это можно видеть из сравнения векторов движения с фиг.4А и 4С в соответствии с изображением на фиг.4Е. Итогом в обоих случаях является соответственно единообразное круговое относительное перемещение или одинаково вращающийся вектор нажима.
Соответствующие данные могут быть получены применительно к фиг.5А и 5В, а также применительно к фиг.5А и фиг.5С для разностей фаз соответственно 90° и 270° при одинаковом направлении рабочего вращения. Соответствующее наложение векторов движения изображено на фиг.5D для разности фаз в 90° и на фиг.5Е для разности фаз 270°. Из этих иллюстративных изображений можно сделать заключение, что при разностях фаз 90° и 270° достигается большее относительное перемещение, чем при разности фаз 45° и 315°.
Соответственно, то же самое имеет силу для разностей фаз соответственно 135° и 225° при одинаковом рабочем направлении вращения, что следует из наложения векторов перемещения в соответствии с фиг.6А и 6В, а также с фиг.6А и 6С. Относительное перемещение, вызываемое наложением векторов движения, как изображено на фиг.6D и 6Е, также является однородным круговым относительным перемещением, однако по сравнению с предыдущими рассмотренными случаями, оно имеет увеличенную амплитуду.
Из рассмотрения разности фаз в 180° при одинаковом рабочем направлении вращения при наложении векторов перемещения в каждый отдельный данный момент времени получается максимальная амплитуда единообразного кругового относительного перемещения, как это может быть получено из фиг.7С.
Из всех предыдущих рассмотренных случаев различных разностей фаз можно понять, что относительное перемещение, которое происходит при наложении векторов перемещения отдельных головок для сварки трением, расположенных на противоположно расположенных фрикционных дисках, всегда является единообразным круговым относительным перемещением, которое только лишь изменяет свою амплитуду и свое круговое перемещение относительно момента времени наблюдения соответственно от 1 до 8 или от (1) до (8).
Из этой концепции возникает возможность, что оба линейных направления, то есть направление трения, зависящее от фазового положения, а также подведение энергии, зависящее от фазового положения, могут изменяться одновременно регулировкой фазового положения.
Ниже рассмотрены наложения векторов движения для различных моментов времени от 1 до 8 или от (1) до (8) при противоположном направлении рабочего вращения.
На фиг.8А и 8В изображены условия противоположного направления рабочего вращения при разности фаз 0° и разности фаз 360°. При наложении векторов движения в моменты времени, которые обозначены теми же арабскими цифрами, происходят относительные перемещения, как можно видеть из фиг.8С, для разности фаз 0° и 360°, причем становится очевидным, что создается линейное относительное перемещение, за исключением моментов времени 3 и 7, в которых относительное перемещение равно нулю.
На фиг.9А-9С изображены условия при противоположном направлении рабочего вращения и начальной разности фаз в 45° в 315° с постоянно изменяемой разностью фаз. С помощью наложения векторов движения в соответствии с фиг.9А и 9В начальная разность фаз в 45° приводит к линейному относительному перемещению амплитуды для моментов времени 2, 3, 6 и 7, которая меньше, чем амплитуда для моментов времени 1, 4, 5 и 8. В связи с этим амплитуда при разности фаз в 45° при 67,5° и 247,5° проходит значение, равное нулю, а при 157,5°, как и при 337,5°, проходит через максимальное значение амплитуды.
Соответственно, это также имеет силу для наложения векторов движения в соответствии с фиг.9А и 9С, где происходит только смещение линейного относительного перемещения относительно указанных моментов времени, которое зависит от установки фазы. В этом случае нулевая величина амплитуды находится при 12,5° и 292,5°, а максимум амплитуды находится на 22,5°, а также на 202,5°.
Также при рассмотрении фиг.10А-10С соответствующие результаты возникают для противоположного направления рабочего вращения при начальной разности фаз соответственно в 90° и 270°. Для начальной разности фаз 90° в соответствии с фиг.10А и фиг.10В получается линейное относительное перемещение в соответствии с фиг.10D, причем аналогично амплитуда относительного перемещения для отдельных моментов времени изменяется, а в моменты времени 2 и 6 не наблюдается относительного перемещения.
При начальной разности фаз в 270° и наложении векторов движения в соответствии с фиг.10А и фиг.10С получается такое же относительное перемещение с изменяющейся амплитудой, так что в моменты времени 4 и 8 относительного перемещения не происходит.
При противоположном направлении рабочего вращения и при начальной разности фаз соответственно 135° или 225° создается положение, изображенное на фиг.11D при наложении в соответствии с фиг.11А и 11В и при начальной разности фаз 135°. Аналогично имеется линейное относительное перемещение, амплитуда которого становится больше и меньше в соответствии с выбранным моментом времени наблюдения. То же самое справедливо для наложения векторов движения в соответствии с фиг.11А и 11С, которое при начальной разности фаз в 225° приводит к линейному относительному перемещению в соответствии с фиг.11Е, имеющему изменяющуюся амплитуду. В этом случае получается, что при разности фаз в 135° в начале вибрации амплитуда становится равной нулю при 22,5° и при 202,5°, а максимум амплитуды существует при 112,5° и при 292,5°. То же самое справедливо при разности фаз в 225° в начале вибрации с нулевой амплитудой при 157,5° и при 337,5° и максимальной амплитудой при 67,5° и 247,5°.
Наконец, показаны условия для противоположного направления рабочего вращения и начальной разности фаз в 180°, в которых векторы перемещения накладываются друг на друга в соответствии с фиг.12А и фиг.12 В. Наложение при разности фаз в 180° приводит к линейному относительному перемещению в соответствии с фиг.12С, причем для моментов времени 1 и 5 не происходит относительного перемещения.
Фиг.13 упрощенно изображает фрикционный диск 21, который прикреплен к конструктивному стержню (22) и на котором размещены три головки I, II, и III для сварки трением. На данном чертеже дополнительно изображен центр 22 тяжести поверхности, который пунктирными соединительными линиями соединен с указанными головками. Для обеспечения того, чтобы в каждой точке сварного шва было подведено равное количество энергии, головки для сварки трением размещены на фрикционном диске в таком положении, что при равной входной энергии математическое произведение указанного расстояния, умноженного на осевую силу давления, действующую в соответствующей головке для сварки трением, является постоянным. В связи с этим выравнивается поступление энергии в плоскость соединения и таким образом обеспечивается образование однородного сварочного шва.
Также может быть, что с учетом занимаемого объема головки для сварки трением должны быть размещены на одной стороне фрикционного диска относительно их центра масс. В этом случае следует принять меры для компенсации веса с помощью методов балансировки. Необходимо, чтобы действующая объединенная ось трения проходила через центр масс всех подвижных деталей.
Для того чтобы иметь основания быть уверенным в неподвижном закреплении заготовки, которая должна быть сварена, предложено множество различных способов. Применительно к сварке кусков трубы простое решение проблемы изображено на фиг.14, на которой представлен разъемный фрикционный диск, разделенный на две половины 24 и 25, которые для сваривания заготовок в форме труб расположены по периферии трубы и плотно обжимают ее.
Такой разъемный фрикционный диск, который может быть перебран и который имеет головки I, II, III и IV для сварки трением, может быть установлен, например, на транспортное средство, которое движется вдоль трубопровода для сварки длинных трубопроводов, таких какие используют для транспортировки газа, нефтепродуктов или воды и которые укладывают один кусок за другим, плотно прижимают части труб, которые должны быть сварены в каждом сечении сварки, зажимая их между фрикционными дисками и подводя в плоскость соединения направленное вдоль оси давление, необходимое для сварки.
Сварка трением таких труб с применением изобретения выполняется за очень короткий промежуток времени, в связи с чем можно предположить, что для самой операции сварки требуется меньше чем несколько минут при соответствующей подаче энергии. Если для сравнения рассматривать сварку трубопроводов обычными способами сварки, то такое сравнение покажет очень большую экономическую выгоду, так как изготовление сварного шва высокого качества обычными средствами для труб, работающих под высокими нагрузками, требует времени, от 10 до 100 раз большего, чем описанный выше способ.
Вместо предлагаемого транспортабельного устройства для орбитальной сварки трением сварочное оборудование может быть оборудованием стационарного типа, так чтобы большое количество секций труб, подлежащих сварке, могли перемещаться со скольжением одна за другой через указанное сварочное оборудование для выполнения операции сварки.
Применение, которое дополнительно не описано, состоит в сварке заготовок, которые установлены вертикально одна на другой с образованием Т-образной конфигурации, как, например, Т-образные разветвления трубопроводов или конструктивные опорные стойки на поперечном брусе.
С этой целью вибрационные головки более чем одной головки для сварки трением неподвижно закрепляют на поперечном брусе в осевой плоскости, расположенной перпендикулярно продольной оси указанного опорного бруса и по другую сторону от плоскости соединения, то есть в орбитальной плоскости вокруг опорного бруса дополнительно закрепляют большое количество (n) головок для сварки трением. Затем вибрационные головки головок для сварки трением по обе стороны от соединительной плоскости приводятся в состояние вибрации с одинаковой частотой, вследствие чего между головками для сварки трением, расположенными по одну сторону от соединительной плоскости, и теми, что расположены по другую сторону от соединительной плоскости, может быть установлена заданная разность фаз. С этой целью может использоваться линейная вибрация с помощью рабочего вращения в противоположных направлениях или, возможно, круговая вибрация с помощью рабочего вращения в одинаковом направлении.
Реферат
Изобретения могут быть использованы для сварки протяженных заготовок, например труб, в том числе заготовок, имеющих произвольное поперечное сечение. На каждой части заготовки по обе стороны от плоскости соединения неподвижно закрепляют по меньшей мере один фрикционный диск, расположенный в орбитальной плоскости заготовок. По меньшей мере на одном диске по меньшей мере в одной орбитальной плоскости устанавливают головки для сварки трением в количестве более одной, внутри каждой из которых размещена вибрационная головка, неподвижно прикрепленная к фрикционному диску. Указанные головки приводят в колебательное движение с одинаковой частотой трения и с одинаковой амплитудой, а также с заданным фазовым положением. Заготовки прижимают друг к другу в плоскости соединения в течение времени приложения энергии колебаний. Изобретения обеспечивают подведение простым способом большого количества энергии в плоскость соединения относительно больших и протяженных заготовок. 2 н. и 20 з.п. ф-лы, 46 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ сварки трением
Комментарии