Труба нагревательной печи, способ ее использования и способ ее изготовления - RU2205247C2
Код документа: RU2205247C2
Чертежи






Описание
Изобретение относится к трубе нагревательной печи, способу использования трубы нагревательной печи и способу изготовления трубы нагревательной печи. Более конкретно, настоящее изобретение относится к трубе нагревательной печи, недостатками которой являются коксование и закоксовывание во время работы при высокой температуре, такой как труба крекинг-печи этиленовой установки, к способу использования такой трубы нагревательной печи и способу изготовления такой трубы нагревательной печи.
В трубе крекинг-печи этиленовой установки, которая используется, например, в качестве трубы нагревательной печи, возникает проблема коксования, связанная с тем, что на внутренней поверхности трубы выделяется и осаждается углерод в атмосфере газа, включающего углерод, который содержится, например, в углеводороде, когда температура находится в диапазоне температур, где происходит осаждение углерода. Если коксование происходит на внутренней поверхности трубы нагревательной печи, то во время работы установки могут возникать серьезные проблемы, такие как перегрев и засорение. Поэтому необходимо часто удалять кокс для устранения осажденного углерода посредством отжига в атмосфере пара при высокой температуре, и для того, чтобы осуществить удаление кокса, необходимо временно останавливать установку, что приводит к значительному снижению производительности.
Известные технологии, разработанные для решения этой проблемы, включают трубу нагревательной печи, выполненную из материала, имеющего оксидную пленку, содержащую А1 и расположенную на поверхности, образованной с помощью добавления 1-10% А1 в сплав на основе железа или материала, имеющего слой с высоким содержанием А1, образованный посредством алюминирования поверхности основного сплава.
Наиболее близким аналогом заявленной трубы нагревательной печи, способа ее использования и изготовления является известная из заявки Японии 02-156049, опубликованной 15.06.1990, труба нагревательной печи с высоким сопротивлением закоксовыванию, предназначенная для транспортировки этилена и выполненная из сплава на основе железа, содержащего 15-20 вес.% хрома, до 2 вес.% алюминия и редкоземельные элементы.
В этих известных технических решениях стойкость к закоксовыванию является сравнительно высокой, однако ее еще недостаточно для того, чтобы использовать трубу в качестве трубы нагревательной печи и действующей промышленной печи.
Задачей настоящего изобретения является создание трубы нагревательной печи, которая имеет высокое сопротивление закоксовыванию и обеспечивает предотвращение снижения производительности благодаря удалению кокса, и способа использования и изготовления трубы нагревательной печи.
В случае трубы нагревательной печи, которая подвергается закоксовыванию, например, в случае трубы крекинг-печи этиленовой установки, глубина закоксовывания на внутренней поверхности трубы нагревательной печи регулярно измеряется для предотвращения разрушения трубы нагревательной печи, которое может быть вызвано закоксовыванием. Так как работа установки должна прерываться при каждом измерении, производительность ее значительно снижается.
Сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла, который является ферритным сплавом с высоким содержанием хрома (20Cr-5Al-Fe), известен как сплав, который имеет превосходную прочность при высоких температурах и сопротивление закоксовыванию по сравнению с известными материалами. Поэтому такой сплав применяется в трубе нагревательной печи, включая способы соединения с использованием сварки плавлением, сварки трением, пайки твердым припоем или способом механического соединения.
Однако, при способе сварки плавлением посредством дуговой сварки вольфрамовым электродом в среде инертного газа и электронно-лучевой сварки, в который входит плавление зон соединения, частицы оксидов находятся на поверхности и функция дисперсного упрочнения, которая является особенностью редкоземельного сплава на основе железа, утрачивается, при этом понижается рабочая высокая температура до половины или менее. При способе сварки трением, в котором не происходит плавление материала, прочность при высокой температуре не падает очень сильно, но высокое давление при соединении приводит к образованию больших заусенцев в области соединения трубы нагревательной печи, которые перекрывают поток жидкости, проходящей в трубе нагревательной печи.
При твердой пайке нельзя получить высокое значение теплостойкости, так как точка плавления присадочного металла при твердой пайке намного ниже, чем у основного материала, а при способе механического соединения, таком как клепка и привинчивание, чрезвычайно трудно поддерживать герметичность при высокой температуре, поэтому оба способа не подходят для соединения труб нагревательной печи.
Таким образом, известные способы соединения имеют недостатки, связанные с тем, что они не удовлетворяют требованиям, предъявляемым к зонам соединения труб нагревательной печи, включая закоксовывание, герметичность и высокую надежность, а также максимальную прочность при высокой температуре и стойкость к закоксовыванию.
Учитывая вышесказанное, задача настоящего изобретения заключается в выполнении трубы нагревательной печи, которая в большей степени обеспечивает предотвращение падения производительности, вызванное измерением закоксовывания, и в создании способа изготовления трубы нагревательной печи.
Как упомянуто выше, задача настоящего изобретения заключается в выполнении трубы нагревательной печи, которая обеспечивает решение проблем, возникающих в трубе нагревательной печи, используемой для жидкости, которая содержит углерод, например, содержащийся в углеводороде, и в создании способа использования трубы нагревательной печи и способа изготовления трубы нагревательной печи.
Другими словами, задача настоящего изобретения заключается в выполнении трубы нагревательной печи, которая обеспечивает хорошую стойкость к коксованию и предотвращает по возможности большего падения производительности благодаря удалению кокса, и в создании способа использования трубы нагревательной печи и способа изготовления трубы нагревательной печи.
Технический результат достигается тем, что труба нагревательной печи для протока жидкости, содержащей углеводород или окись углерода, выполнена из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла и содержащего 17-26 маc.% хрома и 2-6 маc.% алюминия.
В трубе нагревательной печи один ее элемент, выполненный из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, содержащего 17-26 маc.% хрома и 2-6 маc.% алюминия, и другой ее элемент, выполненный из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла или теплостойкого сплава, соединены путем диффузионной сварки через металлическую вставку.
В этой конфигурации по меньшей мере один элемент трубы нагревательной печи выполнен из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который имеет хорошую стойкость к закоксовыванию, поэтому интервал для замены трубы нагревательной печи может быть значительно большим, чем у известной нагревательной печи, используемой для этиленовой установки, и, следовательно, можно уменьшить стоимость замены трубы нагревательной печи вследствие развития закоксовывания и можно предотвратить падение производительности, так как увеличивается интервал между прерываниями в работе установки из-за измерения глубины закоксовавания.
Кроме того, в этой конфигурации можно значительно уменьшить стоимость установки за счет использования элемента трубы нагревательной печи, выполненного из теплостойкого сплава для части длинной трубы нагревательной печи этиленовой установки.
При этом труба нагревательной печи обеспечивает протекание жидкости, содержащей серу в количестве не более 100 ppm в единицах атомного веса при температуре 550-1000oС.
С помощью этой конфигурации можно уменьшить коксование на сплаве на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и теплостойком сплаве, поэтому интервал между операциями удаления кокса может быть значительно увеличен по сравнению с известной трубой нагревательной печи, и, следовательно, можно предотвратить падение производительности из-за простоя, связанного с удалением кокса.
Предпочтительно, труба нагревательной печи дополнительно содержит короткую соединительную трубку, в которую вставляют край одного элемента трубы нагревательной печи и край другого ее элемента, и соединяют их при помощи короткой соединительной трубки путем диффузионной сварки в состоянии, когда края одного и другого элемента трубы нагревательной печи и короткая соединительная трубка контактируют под давлением, созданным при помощи средства герметизации, через металлическую вставку, расположенную между соединяемыми краями элементов трубы нагревательной печи и короткой соединительной трубкой.
В этой конфигурации край на стороне соединения элемента трубы нагревательной печи на одной стороне и край на стороне соединения элемента трубы нагревательной печи на другой стороне соединены посредством короткой соединительной трубы, которая облегчает в процессе изготовления центровку элемента трубы нагревательной печи на одной стороне и элемента трубы нагревательной печи на другой стороне.
Средство герметизации содержит коническую поверхность, подобную внешней поверхности короткой соединительной трубки, при этом натяжное устройство обеспечивает зацепление и контакт с конической поверхностью короткой соединительной трубки в радиальном направлении, а металлическая вставка формируется путем нанесения гальванического покрытия.
В этой конфигурации края на стороне соединения элемента трубы нагревательной печи на одной стороне и элемента трубы нагревательной печи на другой стороне могут надежно контактировать под давлением с короткой соединительной трубой простой структуры.
В этой конфигурации вставной металл может быть просто и надежно размещен между краями на стороне соединения элемента трубы нагревательной печи на одной стороне и элемента трубы нагревательной печи на другой стороне и короткой соединительной трубы.
Предпочтительно, труба нагревательной печи используется при температуре 550-1200oС.
С помощью этой конфигурации можно предотвратить хрупкие изломы, вызванные хрупкостью, возникающей при температуре 475oС, и можно получить достаточную стойкость к закоксовыванию.
Технический результат достигается также посредством способа использования трубы нагревательной печи, в котором жидкость, содержащую углеводород или окись углерода, пропускают через трубу, выполненную из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, содержащего 17-26 маc.% хрома и 2-6 маc.% алюминия.
В этой структуре сплав на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, имеет очень хорошую стойкость к коксованию, поэтому можно уменьшить коксование при работе этиленовой установки, и интервал между операциями удаления кокса может быть значительно расширен, по сравнению с известной трубой крекинг-печи, и, следовательно, можно предотвратить падение производительности, связанное с удалением кокса.
В способе использования трубы нагревательной печи используют дополнительный элемент трубы нагревательной печи, выполненный из теплостойкого сплава и соединенный с ней путем диффузионной сварки через металлическую вставку. В этой конфигурации элемент трубы нагревательной печи, выполненный из теплостойкого сплава, используют для части длинной трубы нагревательной печи этиленовой установки, которая обеспечивает значительное уменьшение стоимости установки.
Целесообразно, способ использования трубы нагревательной печи выполняют с возможностью прохождения жидкости, содержащей серу в количестве не более 100 ppm в единицах атомного веса при температуре 550-1000oС.
В этой конфигурации можно уменьшить коксование на сплаве на основе железа, дисперсно-упрочненного редкоземельным металлом, и теплостойком сплаве, поэтому интервал между операциями удаления кокса может быть значительно расширен по сравнению с известной трубой нагревательной печи, и, следовательно, можно предотвратить падение производительности, связанное с удалением кокса.
Предпочтительно, способ изготовления трубы нагревательной печи включает изготовление трубы, содержащей один элемент, выполненный из
сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла и содержащего 17-26 маc.% хрома и 2-6 маc.% алюминия, и другой элемент, выполненный из дисперсно-упрочненного оксидами
редкоземельного металла сплава на основе железа или из теплостойкого сплава, соединенные путем диффузионной сварки через металлическую вставку при выполнении следующих этапов:
формирования
или подсоединения металлической вставки, по меньшей мере, к краю одного элемента трубы нагревательной печи и к краю другого элемента трубы нагревательной печи,
обеспечения контакта под
давлением края одного элемента трубы нагревательной печи с краем другого элемента непосредственно или через промежуточный элемент и
осуществления диффузионной сварки одного элемента трубы
нагревательной печи и другого элемента трубы нагревательной печи путем нагрева металлической вставки.
В этой конфигурации по меньшей мере один элемент трубы нагревательной печи выполняют так, чтобы труба нагревательной печи была выполнена из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла с хорошей стойкостью к закоксовыванию, поэтому интервал между заменами нагревательной печи может быть значительно расширен по сравнению с известной трубой нагревательной печи при использовании ее в этиленовой установке, и, следовательно, можно предотвратить падение производительности.
Предпочтительно, в способе изготовления трубы нагревательной печи металлическую вставку формируют путем нанесения гальванического покрытия.
В этой конфигурации вставной металл просто и надежно располагают между краями на стороне соединения элемента трубы нагревательной печи на одной стороне и элементом трубы нагревательной печи на другой стороне и короткой соединительной трубой.
Также целесообразно, в способе изготовления трубы нагревательной печи в качестве промежуточного элемента используют короткую соединительную трубку, в которую вставляют край одного элемента трубы нагревательной печи и край другого ее элемента, и соединяют их с помощью соединительной трубки путем диффузионной сварки в состоянии, когда края одного и другого элемента трубы нагревательной печи и короткой соединительной трубки контактируют под давлением, созданным с помощью средства герметизации, через металлическую вставку, расположенную между краями соединяемых элементов трубы нагревательной и короткой соединительной трубкой.
В этой конфигурации край на стороне соединения элемента трубы нагревательной печи на одной стороне и край на стороне соединения элемента трубы нагревательной печи на другой стороне соединяют посредством короткой соединительной трубы в виде промежуточного элемента, который обеспечивает в процессе изготовления центровку элемента трубы нагревательной печи на одной стороне и элемента трубы нагревательной печи на другой стороне.
При этом, средство герметизации содержит коническую поверхность, подобную внешней поверхности короткой соединительной трубки, а натяжное устройство обеспечивает зацепление и контакт с конической поверхностью короткой соединительной трубки в радиальном направлении. В этой конфигурации края на стороне соединения элемента трубы нагревательной печи на одной стороне и элемента трубы нагревательной печи на другой стороне могут надежно контактировать под давлением с короткой соединительной трубкой простой структуры.
Далее представлено описание изобретения со ссылкой на прилагаемые чертежи,
на которых:
На фиг.1 изображена таблица результатов после проверки стойкости к коксованию, стойкости к окислению при высокой температуре и механических характеристик различных составов
сплавов, включающих сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла, для трубы нагревательной печи.
На фиг. 2 изображен график, на котором приведено сравнение стойкости к коксованию сплава Fе-20Сr-5Аl-Y2O3, который является одним из материалов трубы нагревательной печи, аустенитного сплава, который является известным материалом, и сплава Fe-20Сr-5Аl.
На фиг.3 изображена таблица результатов проверки влияния S на стойкость к коксованию для сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, трубы нагревательной печи и для аустенитного теплостойкого сплава известной трубы нагревательной печи1.
На фиг.4 изображен вид в перспективе основной части трубы нагревательной печи.
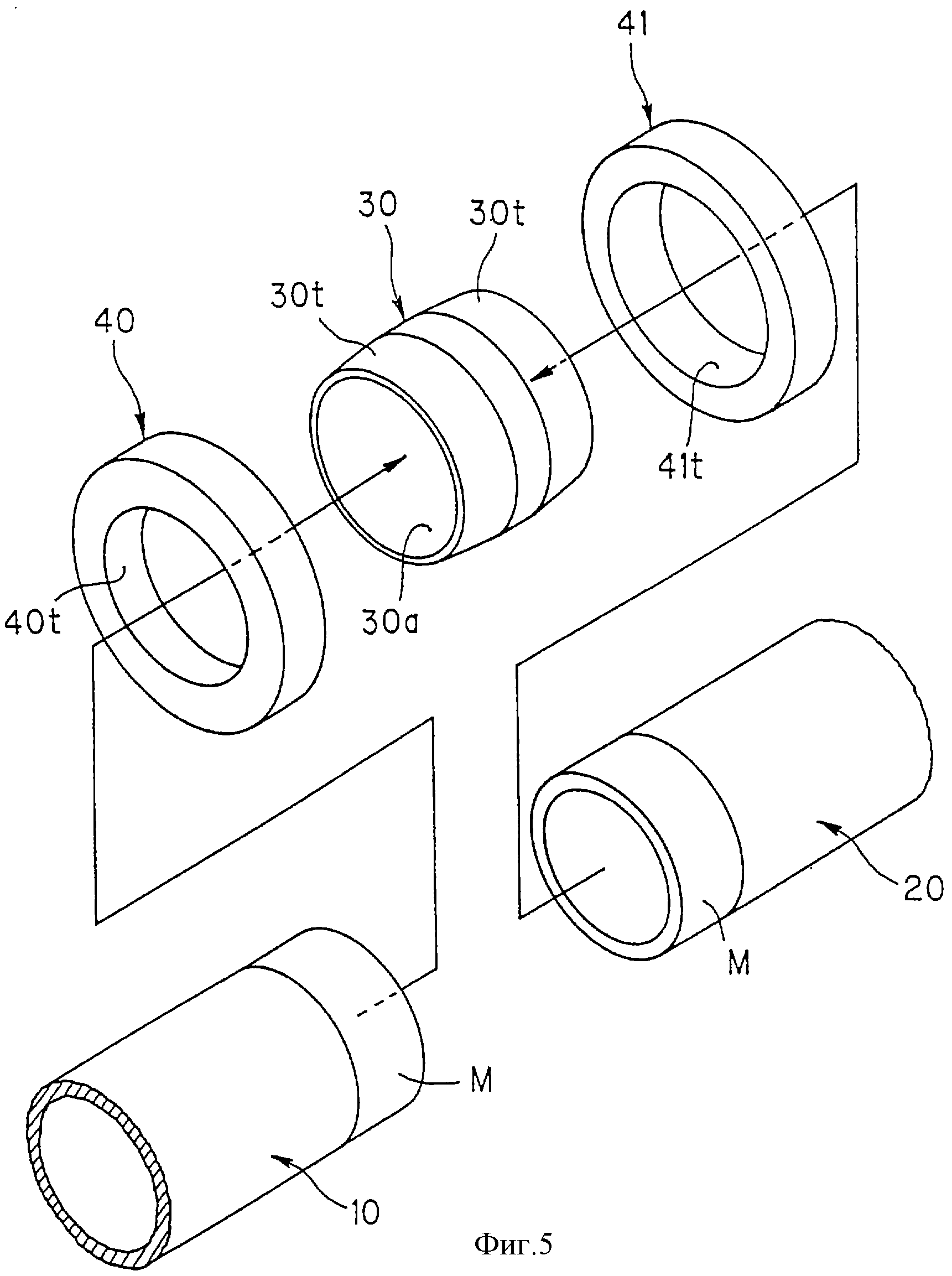
На фиг. 5 изображен вид в перспективе, показывающий элементы и натяжное устройство трубы нагревательной печи.
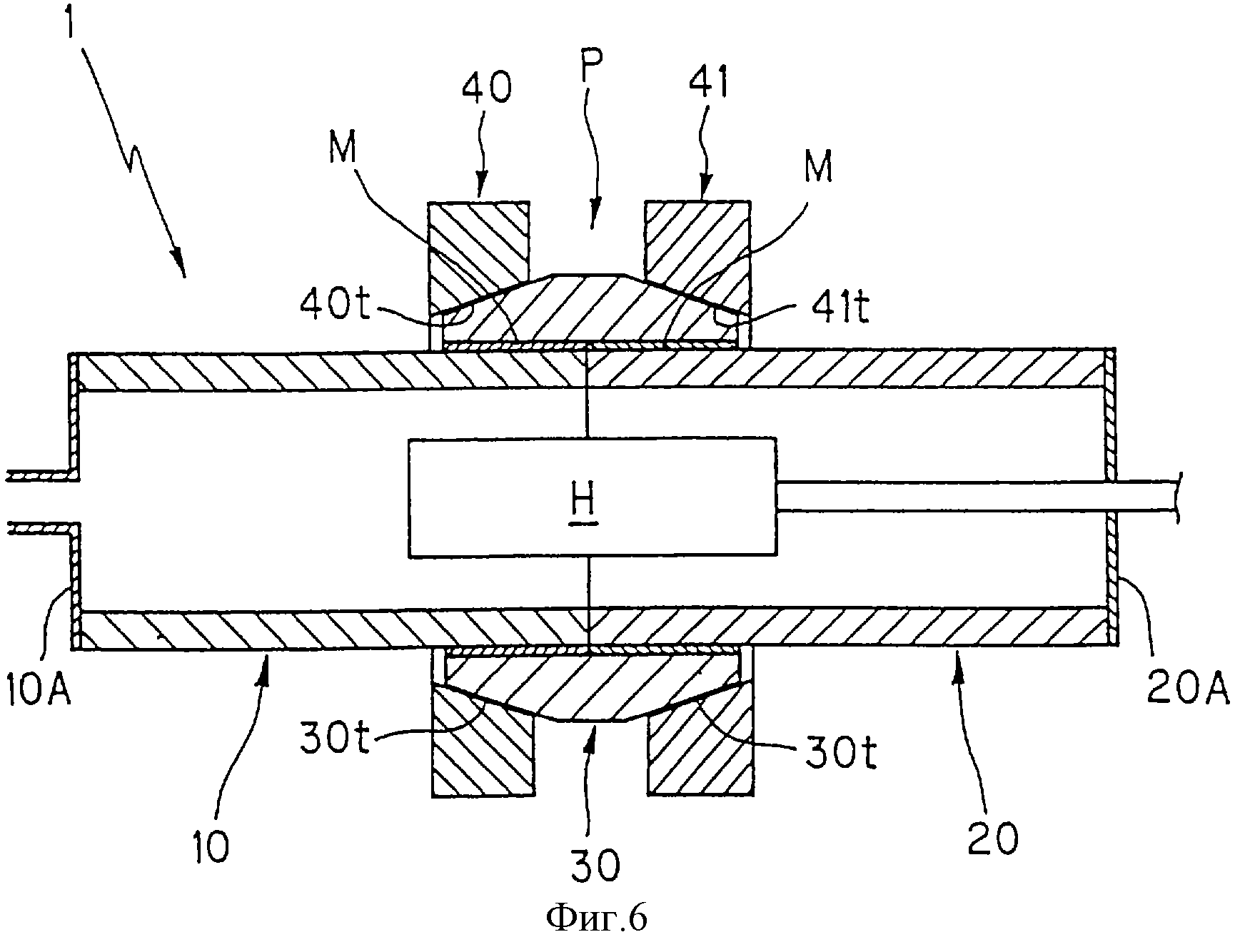
На фиг. 6 изображен вид в поперечном сечении сбоку основной части трубы нагревательной печи.
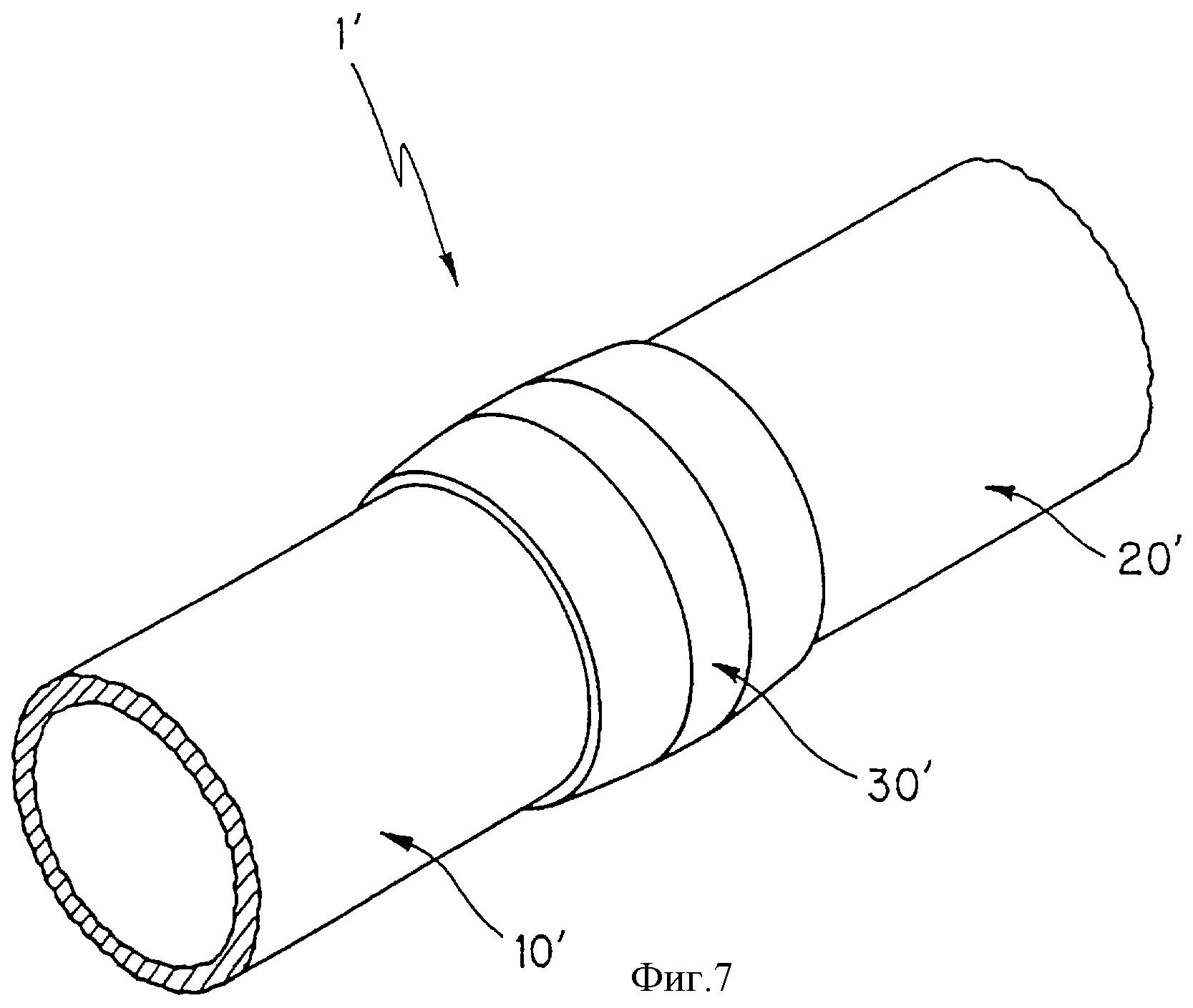
На фиг.7 изображен вид в перспективе основной части трубы нагревательной печи.
На фиг. 8 изображен вид в перспективе, показывающий элементы и натяжное устройство трубы нагревательной печи.
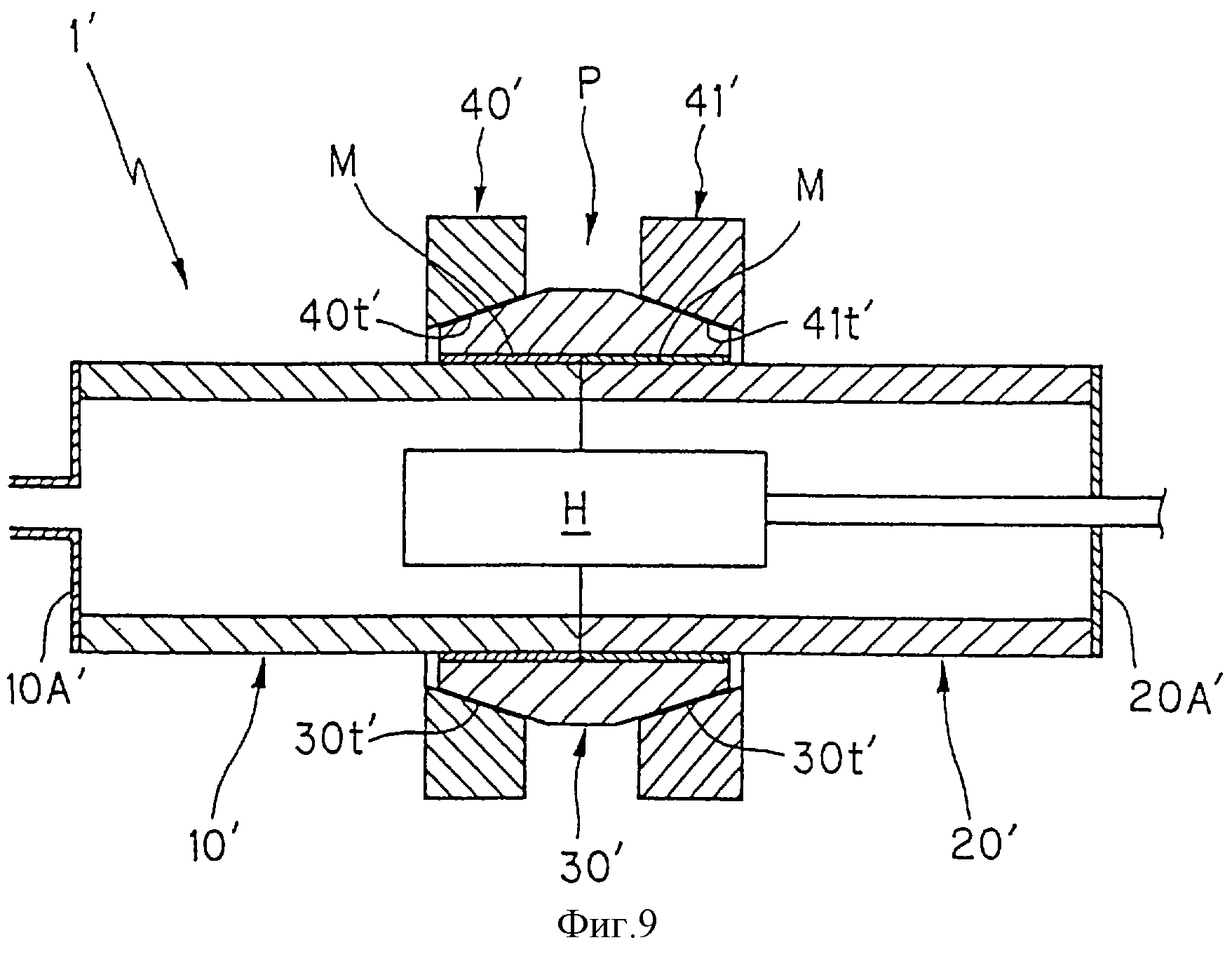
На фиг. 9 изображен вид в поперечном сечении сбоку, относящийся к изготовлению трубы нагревательной печи.
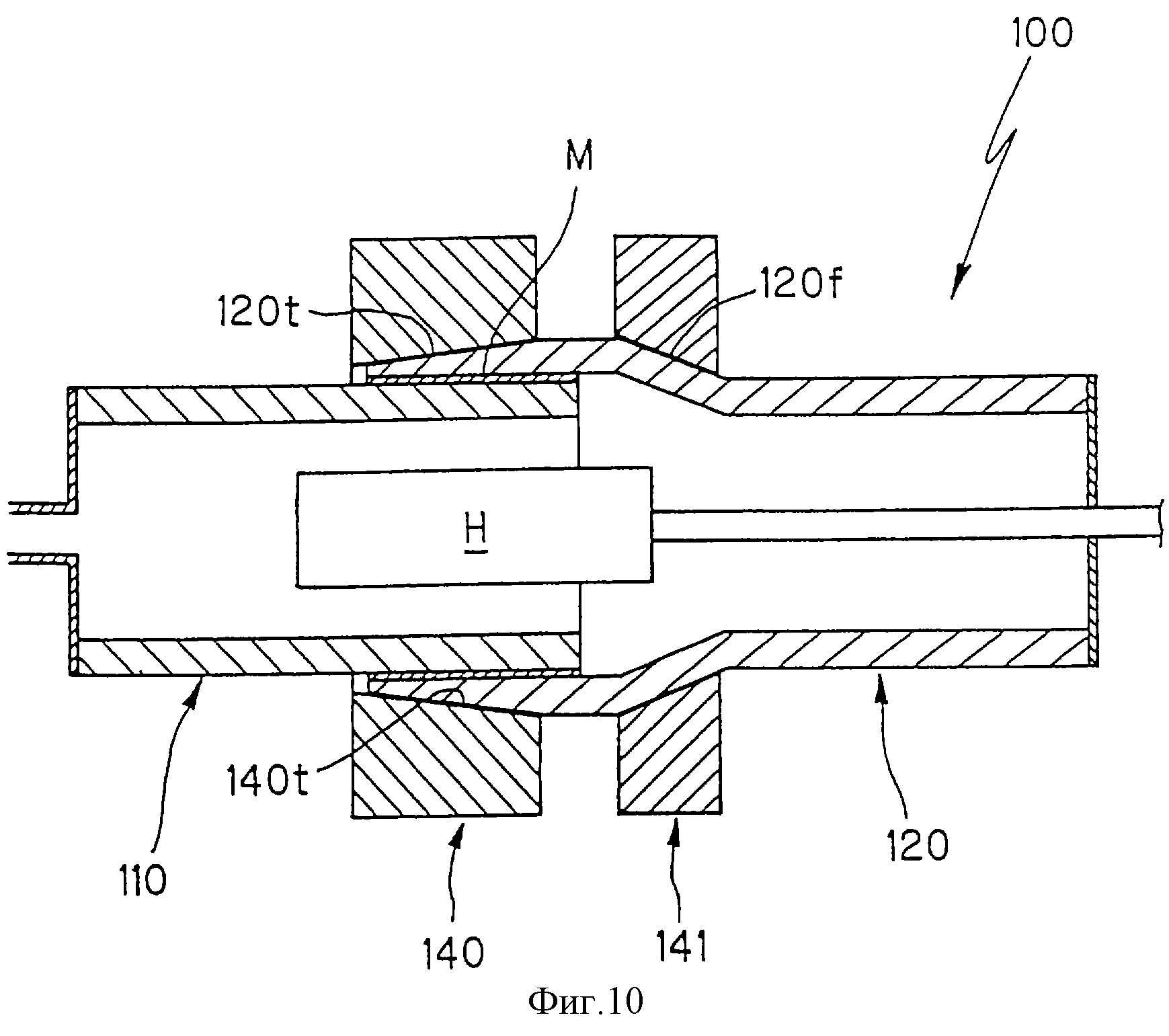
На фиг.10 изображен вид в поперечном сечении сбоку основной части, показывающий другой вариант осуществления трубы нагревательной печи.
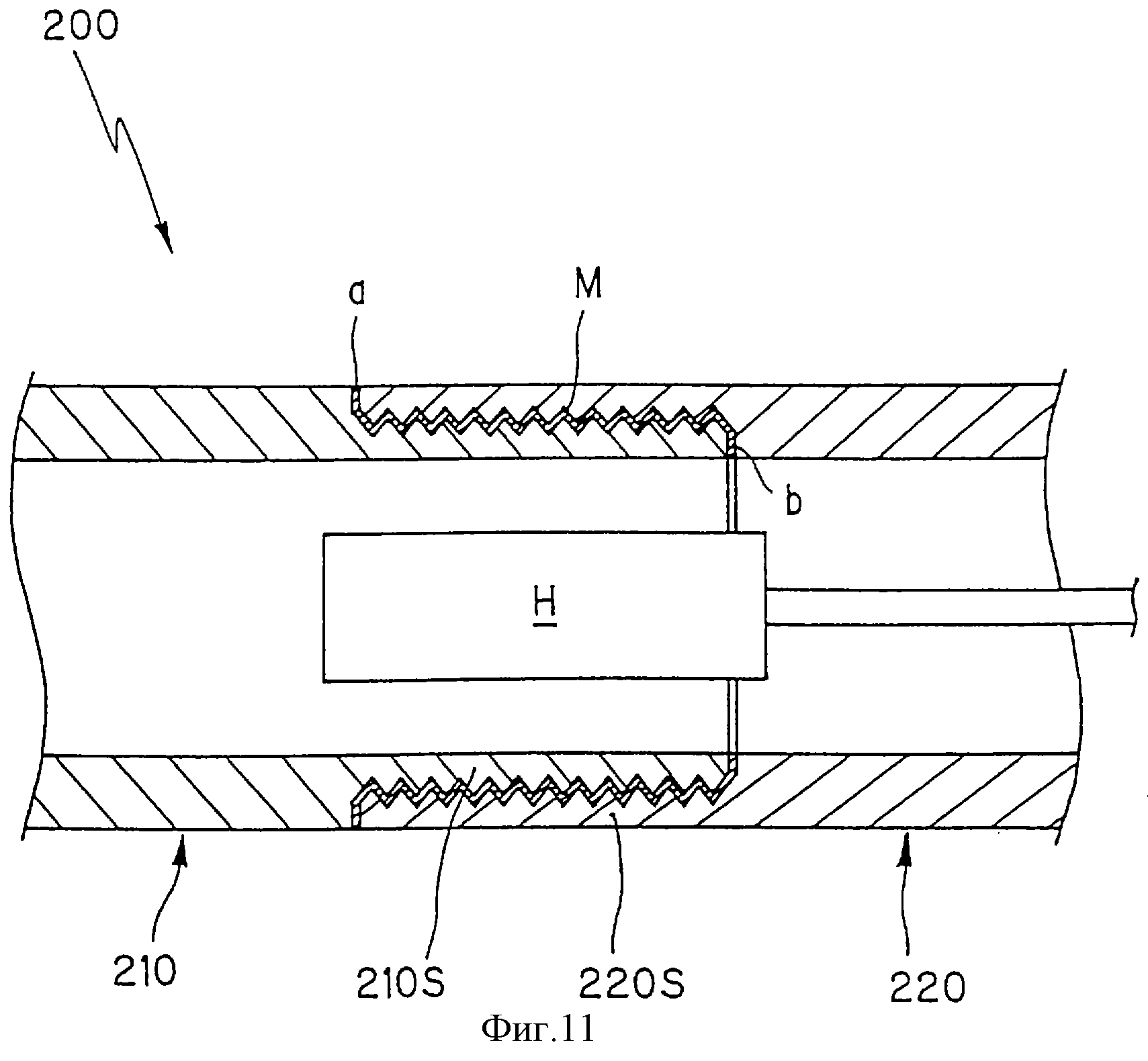
На фиг.11 изображен вид в поперечном сечении сбоку основной части, показывающий другой вариант осуществления трубы нагревательной печи.
На фиг.12 изображен вид в поперечном сечении сбоку основной части, показывающий другой вариант осуществления трубы нагревательной печи.
Ниже со ссылкой на чертежи описан предпочтительный вариант осуществления настоящего изобретения, относящийся к трубе нагревательной печи, способу использования трубы нагревательной печи и способу изготовления трубы нагревательной печи. На чертежах те же самые позиции и обозначения используются для тех же самых элементов во избежание излишних объяснений.
Труба нагревательной печи, согласно настоящему изобретению, является трубой нагревательной печи, которая используется для прохождения жидкости, содержащей углеводород или монооксид углерода, такой как труба крекинг-печи этиленовой установки, и выполнена из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, с использованием ферритного, с добавлением Аl, с высоким содержанием хрома сплава железа, в качестве основания, а более конкретно, иттрий сплава на основе железа, который содержит 19-26 мас.% Сr и 3-6 мас.% Аl.
На фиг.1 показан результат проверки на стойкость к коксованию, стойкость к окислению при более высокой температуре и механические характеристики (прочность, пластичность при повышенных температурах) для различных составов сплавов, которые включают иттрий сплав на основе железа, который используется для трубы нагревательной печи согласно настоящему изобретению. Стойкость к коксованию в этом случае оценивается на основании известной проверки на осаждение углерода.
Другими словами, подготавливают образец (с размерами 4•10•45 мм) для каждого сплава, поверхность которого полируют с помощью абразивной бумаги (с шагом сетки 600) и подвергают окислению под действием пара при температуре 950oС, при этом каждый образец погружают в твердое вещество, вызывающее закоксовывание, производят закоксовывание при температуре 1100oС, производят окисление в атмосфере при температуре 1100oС и затем повторяют коксование и удаление кокса 10 раз, затем на каждом образце проверяют изменения веса перед и после коксования, и о стойкости к коксованию судят в зависимости от степени изменения веса.
Проверка на коксование проводилась при следующих условиях. Источник газа - бензол (0,5 г/ч), газ-носитель - аргон (16 Ммл/мин), доля добавки S - 1 ppm или менее, температура - 800oС и время - 8 ч.
Стойкость к окислению при высокой температуре, прочность и пластичность при высокой температуре являются критериями, по которым судят, можно ли практически использовать каждый материал сплава для трубы нагревательной печи, принимая во внимание состояние, где устанавливают трубу нагревательной печи, то есть, нагревается ли внешняя поверхность с помощью горелки, проходит ли жидкость при высокой температуре и требуется ли механическая прочность, достаточная для части установки.
На фиг.1 используются обозначения:


С другой стороны, на фиг.2 показан результат сравнения аустенитного теплостойкого сплава (сталь с высоким содержанием Ni и высоким содержанием Сr), сплав Fe-20Cr-5Al и сплав Fe-20Cr-5Аl-Y2O3, который является одним из материалов трубы нагревательной печи согласно настоящему изобретению, обеспечивающих стойкость к коксованию, а более конкретно изменение веса перед и после коксования.
Хотя сталь с высоким содержанием Ni и высоким содержанием Сr и сплав Fe-20Cr-5Al изготавливают в процессе плавления, сплав Fе-20Сr-5Аl-Y2O3 трубы нагревательной печи согласно настоящему изобретению является дисперсно-упрочненным сплавом, полученным с помощью порошковой металлургии.
Сначала подготавливают образец (с размером 4•10•45 мм) для каждого сплава, поверхность которого полируют с помощью абразивной бумаги (шаг сетки 600) и производят окисление под действием пара при температуре 950oС, при этом каждый образец погружают в твердое вещество, вызывающее закоксовывание, производят закоксовывание при температуре 1100oС, окисляют в атмосфере при температуре 1100oС и затем повторяют коксование и удаление кокса 10 раз, после чего для каждого образца проверяют изменения веса перед и после коксования.
Проверка на коксование проводилась при следующих условиях. Источник газа - бензол (0,5 г/ч), газ - носитель - аргон 16 (Nмл/мин), доля добавки S - 1 ppm или менее, температура - 800oС и время - 8 ч.
Как показано на фиг.2, изменение веса перед и после коксования сплава Fе-20Сr-5Аl-Y2O3 трубы нагревательной печи согласно настоящему изобретению остается все еще меньше, чем у сплава Fe-20Cr-5Al с превосходной стойкостью к коксованию, которая обеспечивает, что добавление оксида иттрия в сплав Fe-20Cr-5Al улучшает стойкость к коксованию.
Результат сравнения между образцами 5 и 8 на фиг.1 также показывает, что добавление оксида иттрия в сплав Fe-20Cr-5Al обеспечивает улучшение стойкости к коксованию. Таблица на фиг.1 ясно показывает, что ферритный и с высоким содержанием хрома сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла, который содержит 19-26 мас.% Сr и 3-6 мас.% Аl, имеет относительно хорошую стойкость к коксованию и, в частности, иттрий сплав на основе железа образцов 8 и 15 приводит к крайне низким изменениям веса перед и после коксования, приблизительно 1 мг/см2, показывая хорошую стойкость к коксованию, как видно на фиг.2 для сплава Fе-20Сr-5Аl-Y2O3 по сравнению со сталью с высоким содержанием Ni и высоким содержанием Сr и сплавом Fe-20Cr-5Al.
Материал, который содержит 28 мас.% или более Сг и 8 мас.% или более Аl, имеет низкую пластичность, а более конкретно - разрывное удлинение, и материал, который содержит 14 мас.% или менее Сr, имеет низкую стойкость к окислению в зоне высоких температур, поэтому оба этих материала имеют недостатки при их практическом использовании в качестве материала для труб нагревательных печей, и материал, где оксид иттрия не добавлялся, имеет низкую прочность при высокой температуре, поэтому этот материал трудно применять в трубах нагревательных печей.
С другой стороны, иттриевые сплавы на основе железа образцов 5- 15, где добавлялся оксид иттрия, имеет лучшую стойкость к коксованию и прочность при высоких температурах. В результате становится ясно, что сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла, который содержит 19-26 мас. % Сr и 3-6 мас.% Аl, подходит для материала труб нагревательных печей.
Труба нагревательной печи согласно настоящему изобретению выполнена из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельных металлов, который содержит 19-26 мас.% Сr и 3-6 мас.% Аl, и способ использования трубы нагревательной печи согласно настоящему изобретению обеспечивает пропускание углеводорода или монооксида углерода через трубу нагревательной печи, выполненную из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла с вышеупомянутым составом.
И так как сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла, который содержит 19-26 мас.% Сr и 3-6 мас.% Аl, имеет очень хорошую стойкость к коксованию, как упоминалось выше, труба нагревательной печи согласно настоящему изобретению, и способ использования трубы нагревательной печи согласно настоящему изобретению, обеспечивают уменьшение коксования, вызываемое работой установки, и обеспечивают значительное увеличение интервала между операциями удаления кокса по сравнению с известными решениями.
Увеличение интервала между операциями удаления кокса в этом способе ведет к значительному повышению производительности установки и огромному экономическому эффекту, который включает уменьшение стоимости удаления кокса, уменьшение тепловой усталости вследствие операций остановки и повторного запуска установки при удалении кокса и увеличение срока эксплуатации.
В случае труб крекинг-печи этиленовой установки, где температура стенки трубы превышает 1000oС, в некоторых участках достигая даже 1100oС, требуется точное управление работой установки с настоящим аустенитным теплостойким сплавом, поскольку точка плавления только приблизительно на 150-200oС больше температуры 1100oС, но если использовать сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла согласно настоящему изобретению, который имеет точку плавления 1480oС для труб нагревательной печи, можно дополнительно увеличить безопасность и даже упростить работу установки.
Так как труба нагревательной печи этиленовой установки является очень длинной, то с экономической точки зрения предпочтительно использовать трубу нагревательной печи согласно настоящему изобретению только для тех участков, где возникают проблемы с коксованием, использованием трубы нагревательной печи, выполненной из известных материалов для других участков, и соединением этих труб для создания сплошной трубы нагревательной печи.
Хорошо известно, что добавление состава, содержащего серу, в жидкость, которая проходит через трубу нагревательной печи, является эффективным для управления процессом коксования.
На фиг. 3 показан результат проверки влияния серы на стойкость к коксованию для сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который содержит 19-26 мас.% Сr и 3-6 мас.% Аl и аустенитный теплостойкий сплав (сталь 25Cr-35Ni) известной трубы нагревательной печи.
Тестирование процесса коксования проводилось при следующих условиях. Источник газа - 10% матана+водород, добавка - сульфид диметила, 0 ррm, 200 ppm (S= 100 ppm в единицах атомного веса), температура - 900oС, 1000oС, 1100oС и время - 5 ч.
На фиг.3 представлено сравнение стойкости к коксованию в зависимости от материала, количества добавки соединения, содержащего серу, и температуры при величине изменения веса, вызванного коксованием сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, в случае, когда добавляют соединение, содержащее серу.
При температуре 900oС и 1000oС изменение веса, вызванное коксованием, уменьшается за счет добавления соединения, содержащего серу, как для сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла согласно настоящему изобретению, так и к аустенитному теплостойкому сплаву, который является материалом, выбранным для сравнения (известным материалом), как показано в таблице на фиг.3.
С другой стороны, при температуре 1100oС изменение веса, вызванное коксованием, уменьшается за счет добавления соединения, содержащего серу, в случае сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла согласно настоящему изобретению, но изменение веса, вызванное коксованием, имеет тенденцию к увеличению за счет добавления соединения, содержащего серу, в случае аустенитного теплостойкого сплава, который является материалом, выбранным для сравнения (известным материалом).
Таким образом ясно, что добавление 100 ppm серы в единицах атомного веса улучшает стойкость к коксованию как сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, так и аустенитного теплостойкого сплава при температуре 1000oС или менее.
Поэтому в трубе нагревательной печи, образованной посредством соединения трубы нагревательной печи согласно настоящему изобретению, выполненной из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и трубы нагревательной печи, выполненной из аустенитного теплостойкого сплава, получают хорошую стойкость к коксованию при добавлении 100 ppm или менее серы в единицах атомного веса в жидкость, которая проходит через трубу и при использовании трубы при температуре 1000oС или менее и 550oС или более, где сплав на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, согласно настоящему изобретению, не приводит к хрупким разрушениям (при температуре 475oС) и, следовательно, трубу нагревательной печи можно использовать в среде углеводородов, где легко происходит коксование.
Введение добавки серы в количестве более 100 ppm (в единицах атомного веса) не подходит для промышленных целей, так как возникают проблемы, связанные с коррозией, и проблемы, связанные с устранением серы при последовательной обработке.
При добавлении серы в жидкость, которая проходит через трубу нагревательной печи, можно использовать диметилсульфид и диметилдисульфид, и можно ожидать достаточно хорошего эффекта при добавлении газа сероводорода. Как описано выше, стоимость установки можно значительно уменьшить, если трубу нагревательной печи этиленовой установки выполнить сплошной за счет соединения трубы нагревательной печи согласно настоящему изобретению, выполненной из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и трубы нагревательной печи, выполненной из аустенитного теплостойкого сплава, другими словами, используя трубу нагревательной печи, выполненную из аустенитного теплостойкого сплава для части сплошной трубы нагревательной печи.
Если жидкость, содержащая 100 ppm или менее серы в единицах атомного веса, проходит через трубу нагревательной печи, выполненную с помощью соединения трубы нагревательной печи согласно настоящему изобретению, выполненной из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и трубы нагревательной печи, выполненной из аустенитного теплостойкого сплава, с использованием трубы нагревательной печи, работающей в диапазоне температур 550-1000oС, можно уменьшить коксование на сплаве на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и аустенитном теплостойком сплаве, и, следовательно, можно значительно расширить интервал между операциями удаления кокса по сравнению с известными решениями.
Увеличение интервала между операциями удаления кокса в этом способе значительно повышает производительность установки, и экономический эффект настоящего изобретения становится огромным, который включает уменьшение стоимости удаления кокса, уменьшение тепловой усталости вследствие операций остановки и запуска установки при удалении кокса и увеличение срока эксплуатации. На фиг.4-6 показаны труба нагревательной печи, выполненная посредством соединения нагревательной печи согласно настоящему изобретению, и трубы нагревательной печи, выполненной из известного материала, и способ изготовления трубы нагревательной печи.
Труба 1 нагревательной печи (фиг.4) выполнена путем соединения элемента 10 трубы нагревательной печи на одной стороне, выполненной из трубы нагревательной печи согласно настоящему изобретению, выполненной из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который содержит 19-26 мас.% Сr и 3-6 мас.% Аl, с элементом 20 трубы нагревательной печи на другой стороне, выполненной из аустенитного теплостойкого сплава, которые соединены через вставной металл посредством диффузионного сцепления.
Элемент 10 трубы нагревательной печи на одной стороне и элемент 20 трубы нагревательной печи на другой стороне трубы 1 нагревательной печи соединены через короткую соединительную трубу 30, выполненную из аустенитного теплостойкого сплава, который является тем же самым материалом, что и материал элемента 20 трубы нагревательной печи на другой стороне.
Для элемента 20 трубы нагревательной печи на другой стороне можно использовать не только аустенитный теплостойкий сплав, но также и сплав на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который является тем же самым материалом, что и материал элемента 10 трубы нагревательной печи на одной стороне.
Для соединительной короткой трубы 30 также можно использовать не только аустенитный теплостойкий сплав, но и сплав на основе железа, дисперсно-упрочненный оксидами редкоземельного металла, который является тем же самым материалом, что и материал элемента 10 трубы нагревательной печи на одной стороне.
Трубу 1 нагревательной печи выполняют с использованием следующих процессов.
Сначала внешнюю поверхность краев на стороне соединения элемента 10 трубы нагревательной печи на одной стороне (внешний диаметр - 70 мм, толщина стенки - 5 мм) и элемента 20 трубы нагревательной печи на другой стороне, размер которого является таким же, как и у элемента 10 трубы нагревательной печи на одной стороне (внешний диаметр - 70 мм, толщина стенки - 5 мм), притирают в диапазоне расстояний 30 мм от края соответствующего элемента трубы, который будет иметь шероховатость поверхности 25 S.
Затем получают пленку М из сплава Ni - 4% В, которая используется в качестве вставного металла, с толщиной 50 мкм посредством гальванопокрытия на внешней поверхности края на стороне соединения элемента 10 трубы нагревательной печи на одной стороне и на внешней поверхности края на стороне соединения элемента 20 трубы нагревательной печи на другой стороне, которые полируют способом, описанным выше.
Для вставного металла можно использовать регулярный аморфный металлический продукт, такой как металл Bni, предназначенный для твердой пайки.
Затем край на стороне соединения элемента 10 трубы нагревательной печи на одной стороне и край на стороне соединения элемента 20 трубы нагревательной печи на другой стороне вставляют в каждый край соединительной короткой трубы 30 на глубину 30 мм, соответственно.
В этом случае, соединительная короткая труба 30 имеет внутренний диаметр 70 мм, толщину стенки 8 мм и длину 60 мм, и внутреннюю поверхность 30а полируют до шероховатости поверхности 25 S.
Оба конца внешней поверхности короткой соединительной трубы 30 имеют приблизительно конические поверхности 30t и 30t под углом 10oС, где диаметр уменьшается в направлении вершины угла.
Пленку из вставного металла можно сформировать не только на краях со стороны соединения элементов 10 и 20 трубы нагревательной печи, но также и на внутренней поверхности 30а короткой соединительной трубы 30, и пленку из вставного металла можно также сформировать только на внутренней поверхности короткой соединительной трубы 30.
После вставки края на стороне соединения элемента 10 трубы нагревательной печи на одной стороне и края на стороне соединения элемента 20 трубы нагревательной печи на другой стороне в короткую соединительную трубу 30, соответственно, короткая соединительная труба 30 контактирует в радиальном направлении с помощью натяжных устройств 40 и 41, которые прикреплены к каждой конической поверхности 30t и 30t короткой соединительной трубы 30 так, что края на стороне соединения элементов 10 и 20 трубы нагревательной печи и внутреннюю поверхность 30а короткой соединительной трубы 30 сдавливают с возможностью послойного расположения металлизированных слоев М и М вставного металла и обеспечивают контакт под давлением для соединения.
В этом случае, натяжные устройства 40 и 41 имеют кольцеобразную форму, соответственно, внутренняя поверхность которых имеет коническую поверхность 40t и 41t, подобную конической поверхности 30t и 30t короткой соединительной трубы 30, и короткая соединительная труба 30 обеспечивает контакт в радиальном направлении при перемещении натяжных устройств, которые прикреплены к каждой конической поверхности 30t и 30t короткой соединительной трубы 30 в направлении, где они сближаются друг с другом.
Средство Р герметизации для обеспечения контакта под давлением между короткой соединительной трубой 30 и элементом 10 трубы нагревательной печи на одной стороне и элементом 20 трубы нагревательной печи на другой стороне выполнены с коническими сторонами 30t и 30t короткой соединительной трубы 30 и натяжных устройств 40 и 41.
После соединения элемента 10 трубы нагревательной печи на одной стороне и элемента 20 трубы нагревательной печи на другой стороне с короткой соединительной трубой 30, внутри каждого элемента 10 и 20 трубы нагревательной печи откачивают воздух до получения вакуума с давлением 0,001 тор или менее.
На фиг.6 позициями 10А и 20А обозначены заградительные пластины, которые прикреплены для герметизации отверстий на краях элементов 10 и 20 трубы нагревательной печи при откачке воздуха внутри каждого из элементов 10 и 20 трубы нагревательной печи.
Откачка воздуха внутри каждого элемента 10 и 20 трубы нагревательной печи предотвращает окисление пленки М вставного металла и обеспечивает контроль состояния соединения между каждым элементом 10 и 20 трубы нагревательной печи и короткой соединительной трубы 30.
Соединение каждого элемента 10 и 20 трубы нагревательной печи через короткую соединительную трубу 30 обеспечивает простую центровку (выравнивание по центральной оси) элемента 10 трубы нагревательной печи на одной стороне и элемента 20 трубы нагревательной печи на другой стороне и обеспечивает герметичность внутри и снаружи каждого элемента 10 и 20 трубы нагревательной печи.
Допускается заполнение инертным газом внутри каждого элемента 10 и 20 трубы нагревательной печи после откачки воздуха для предотвращения окисления пленки М вставного металла, а также допускается заполнение инертным газом внутри каждого элемента 10 и 20 трубы нагревательной печи без откачки воздуха.
После откачки воздуха внутри каждого элемента 10 и 20 трубы нагревательной печи, нагреватель Н, который вводят в элементы 10 и 20 трубы нагревательной печи, увеличивают температуру за счет индукционного нагрева до температуры, при которой пленка М вставного металла начинает плавиться, и эта температура поддерживается в течение одного часа для обеспечения диффузионного сцепления (диффузионного сцепления в жидкой фазе).
Можно также расплавить пленку М вставного металла и обеспечить диффузионное сцепление с помощью инфракрасного нагревания, вместо использования индукционного нагревания.
При внутреннем нагревании каждого элемента 10 и 20 трубы нагревательной печи происходит их расширение в радиальном направлении, что предотвращает падение давления при соединении между каждым элементом 10 и 20 трубы нагревательной печи и короткой соединительной трубой 30 в процессе нагревания вдоль направления действия усилия соединения с помощью средства Р герметизации.
После завершения диффузионного сцепления за счет поддержания высокой температуры в течение одного часа, трубу 1 нагревательной печи охлаждают до комнатной температуры, затем натяжные устройства 40 и 41 удаляют из короткой соединительной трубы 30, и заканчивается процесс изготовления трубы 1 нагревательной печи.
Как показано на фиг.3, окончательно изготовленная труба 1 нагревательной печи имеет внешний вид, при котором короткая соединительная труба 30 прикреплена на соединительной части, расположенной между элементом 10 трубы нагревательной печи на одной стороне и элементом 20 трубы нагревательной печи на другой стороне.
В случае трубы 1 нагревательной печи с подобной конфигурацией, стоимость установки можно значительно уменьшить при использовании элемента 20 трубы нагревательной печи на другой стороне, которая частично выполнена из аустенитного теплостойкого сплава.
Если труба 1 нагревательной печи, которая имеет подобную конфигурацию, обеспечивает прохождение жидкости, содержащей 100 ppm или менее в единицах атомного веса, и используется в диапазоне температур 550-1000oС, то можно уменьшить коксование на элементе 10 трубы нагревательной печи на одной стороне, выполненной из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и на другом элементе 20 трубы нагревательной печи на другой стороне, выполненном из аустенитного теплостойкого сплава, и, следовательно, можно значительно увеличить интервал между операциями удаления кокса, чем у известной трубы нагревательной печи, что позволяет получить очень высокий экономический эффект.
Трубу нагревательной печи согласно настоящему изобретению и способ использования трубы нагревательной печи согласно настоящему изобретению можно эффективно применять не только для труб крекинг-печи этиленовой установки, но также для различных труб нагревательных печей, у которых возникают проблемы с коксованием, например, как установка с критическим отношением сжатия на нефтеперерабатывающем заводе.
Как показано на фиг.7-9, труба 1' нагревательной печи согласно настоящему изобретению выполнена посредством соединения элемента 10' трубы нагревательной печи на одной стороне, выполненного из иттриевого сплава на основе железа, который содержит 20 мас.% Сr и 4,5 мас.% Аl, и элемента 20' трубы нагревательной печи на другой стороне, выполненного из аустенитного теплостойкого сплава (25Cr-35Ni-Fe) посредством диффузионного сцепления через вставной металл.
Труба 1' нагревательной печи имеет короткую соединительную трубу 30', выполненную из аустенитного теплостойкого сплава (25Cr-35Ni-Fe), который является тем же самым материалом, что и материал элемента 20' трубы нагревательной печи на другой стороне, и элемент 10' трубы нагревательной печи на одной стороне и элемент 20' трубы нагревательной печи на другой стороне соединены посредством короткой соединительной трубы 30'.
Для элемента 20' трубы нагревательной печи на другой стороне можно использовать не только трубу из аустенитного теплостойкого сплава, такую как трубу, изготовленную при центробежной отливке, Hpmod, Сумитомо Металл НРМ и Инко Сплав 803 (Sumitomo Metal HPM, Inco Alloy 803), но также и трубу из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, которая имеет тот же самый материал, что и элемент 10' трубы нагревательной печи на одной стороне.
Для короткой соединительной трубы 30' можно использовать не только трубу из аустенитного теплостойкого сплава, но также и трубу из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, которая имеет тот же самый материал, что и элемент 10' трубы нагревательной печи на одной стороне, и трубу из ферритного теплостойкого сплава.
Трубу 1' нагревательной печи выполняют в следующей последовательности процессов.
Сначала внешнюю поверхность краев элемента 10' трубы нагревательной печи на одной стороне (внешний диаметр 70 мм, толщина стенки 5 мм) и элемент 20' трубы нагревательной печи на другой стороне, размер которого является таким же, как и элемент 10' трубы нагревательной печи на одной стороне (внешний диаметр 70 мм, толщина стенки 5 мм), шлифуют в диапазоне расстояний 30 мм от края соответствующего элемента трубы до уровня шероховатости поверхности 25 S.
Затем пленку М из сплава Ni - 4% В, которая используется в качестве вставного материала, формируют до толщины 5 мкм посредством нанесения гальванического покрытия на внешней поверхности края на стороне соединения элемента 10' трубы нагревательной печи на одной стороне и на внешней поверхности края на стороне соединения внешнего элемента 20' трубы нагревательной печи на другой стороне, которые затем полируют так, как описано выше.
Для вставного металла можно использовать регулярный аморфный металлический продукт, такой как металл Bni, предназначенный для твердой пайки.
Затем край на стороне соединения элемента 10' трубы нагревательной печи на одной стороне и край на стороне
соединения элемента 20' трубы нагревательной печи на другой
стороне вставляют в каждый край короткой соединительной трубы 30' на глубину 30 мм, соответственно.
В этом случае короткая соединительная труба 30' имеет внутренний диаметр 70 мм, толщину стенки 8 мм и длину 60 мм, и внутреннюю поверхность полируют до шероховатости поверхности 25 S.
Оба конца внешней поверхности короткой соединительной трубы 30' имеют конические поверхности 30t' и 30t' под углом приблизительно 10o, где диаметр уменьшается в направлении края.
Пленку вставного металла можно сформировать не только на краях со стороны соединения элементов 10' и 20' трубы нагревательной печи, но также и на внутренней поверхности 30а' короткой соединительной трубы 30', и пленку вставного металла можно также сформировать только на внутренней поверхности короткой соединительной трубы 30'.
После вставки края со стороны соединения элемента 10' трубы нагревательной печи на одной стороне и края на стороне соединения элемента 20' трубы нагревательной печи на другой стороне в короткую соединительную трубу 30', соответственно, короткая соединительная труба 30' контактирует в радиальном направлении с помощью натяжных устройств 40' и 41', которые прикреплены к каждой конической поверхности 30t' и 30t' короткой соединительной трубы 30' так, что края на стороне соединения элементов 10' и 20' трубы нагревательной печи и внутренняя поверхность 30а' короткой соединительной трубы 30' сдавливаются с образованием слоев М и М с гальваническим покрытием из вставного металла и контактируют под давлением для соединения.
Натяжные устройства 40' и 41' имеют кольцеобразную форму, соответственно, внутренняя поверхность которой имеет коническую поверхность 40t' и 41t', подобную коническим поверхностям 30t' и 30t' короткой соединительной трубы 30', и короткая соединительная труба 30' контактирует в радиальном направлении за счет перемещения натяжных устройств, которые прикреплены к каждой конической поверхности 30t' и 30t' короткой соединительной трубы 30' в направлении их сближения друг к другу.
Средство Р герметизации для обеспечения контакта под давлением короткой соединительной трубы 30' с элементом 10' трубы нагревательной печи на одной стороне и элементом 20' трубы нагревательной печи на другой стороне изготавливают с коническими поверхностями 30t' и 30t' из короткой соединительной трубы 30' и натяжных устройств 40' и 41'.
После соединения элемента 10' трубы нагревательной печи на одной стороне и элемента 20' трубы нагревательной печи на другой стороне с короткой соединительной трубой 30', внутри каждого элемента 10' и 20' трубы нагревательной печи откачивают воздух до тех пор, пока давление не станет равным 0, 001 Top или менее.
Позициями 10А' и 20А' на фиг.9 обозначены заградительные пластины, которые крепятся для герметизации отверстий краев элементов 10' и 20' трубы нагревательной печи при откачивании воздуха внутри каждого из элементов 10' и 20' трубы нагревательной печи.
Откачивание воздуха внутри каждого элемента 10' и 20' трубы нагревательной печи предохраняет от окисления пленку М вставного металла и обеспечивает контроль состояния соединения между каждыми из элементов 10' и 20' трубы нагревательной печи и короткой соединительной трубы 30'.
Соединение каждого из элементов 10' и 20' трубы нагревательной печи через короткую соединительную трубу 30' обеспечивает центровку (выравнивание по центральной оси) элемента 10' трубы нагревательной печи на одной стороне и элемента 20' трубы нагревательной печи на другой стороне и обеспечивает герметичность внутри и снаружи каждого элемента 10' и 20' трубы нагревательной печи.
После откачки осуществляют заполнение инертным газом внутри каждого из элементов 10' и 20' трубы нагревательной печи для предотвращения окисления пленки М вставного металла, а также осуществляют заполнение инертным газом внутри каждого элемента 10 и 20 трубы нагревательной печи без откачивания.
После откачивания внутри каждого элемента 10' и 20' трубы нагревательной печи, нагреватель Н, который вводят в элементы 10' и 20' трубы нагревательной печи, увеличивает температуру за счет индукционного нагрева до температуры, при которой пленка М вставного металла начинает плавиться, и эта температура поддерживается в течение одного часа для развития диффузионного сцепления (диффузионного сцепления в жидкой фазе).
Пленку М вставного металла можно также довести до плавления и развить диффузионное сцепление с помощью инфракрасного нагревания вместо индукционного нагревания.
При нагревании каждого элемента 10' и 20' трубы нагревательной печи изнутри, каждый элемент 10' и 20' трубы нагревательной печи расширяется под действием тепла в радиальном направлении, что предотвращает падение давления при соединении между каждым элементом 10' и 20' трубы нагревательной печи и короткой соединительной трубой 30' во время нагревания в направлении вдоль усилия соединения с помощью средства Р герметизации.
После завершения диффузионного сцепления за счет поддержания высокой температуры в течение одного часа, труба 1' нагревательной печи охлаждается до комнатной температуры, затем натяжные устройства 40' и 41' удаляют из короткой соединительной трубы 30' и процесс изготовления трубы 1' нагревательной печи заканчивается.
Как показано на фиг.7, выполненная труба 1' нагревательной печи имеет такой внешний вид, при котором короткая соединительная труба 30' на одной стороне крепится на соединительной части между элементом 10' трубы нагревательной печи на одной стороне и элементом 20' трубы нагревательной печи на другой стороне.
Труба 1' нагревательной печи, изготовленная таким способом, имеет на практике удовлетворительные характеристики, при которых соединительная секция может выдерживать давление 100 бар во время гидравлических испытаний.
В трубе 1' нагревательной печи, изготовленной посредством вышеупомянутых процессов, по меньшей мере, элемент 10' трубы нагревательной печи на одной стороне выполнен из иттриевого сплава на основе железа, который имеет хорошую стойкость к закоксовыванию, поэтому можно значительно увеличить интервал до замены трубы нагревательной печи, чем у известной трубы нагревательной печи.
Это позволяет получить значительный экономический эффект, так как можно снизить расходы на замену труб нагревательной печи, и увеличение интервала между прерываниями в работе установки из-за измерения глубины закоксовывания предотвращает падение производительности, и увеличение интервала между прерываниями в работе установки из-за измерений глубины закоксовывания также уменьшает тепловую усталость, которая образуется при остановке и запуске печи, что также позволяет повысить срок эксплуатации установки.
Прочность соединительной секции каждого элемента 10' и 20' трубы нагревательной печи трубы 1' нагревательной печи становится меньше, чем у трубы из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и трубы из аустенитного теплостойкого сплава, которые являются основными материалами. Прочность при высокой температуре и стойкость к закоксовыванию трубы из аустенитного теплостойкого сплава, которая используется для части трубы 1' нагревательной печи ниже, чем у трубы из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, при этом известно, что сплав на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, также обладает свойством хрупкости в зависимости от диапазона рабочих температур.
В результате были проведены эксперименты в условиях структурного изменения и стойкости к закоксовыванию для подтверждения оптимального диапазона рабочих температур трубы 1' нагревательной печи, и были получены следующие результаты (см. таблицу).
Для оценки стойкости к закоксовыванию, образец устанавливался в кварцевой трубе и нагревался в электрической печи, где проходил газ водород и метан, затем измерялось изменение веса образца. Приведенные результаты показывают, что диапазон рабочих температур трубы 1' нагревательной печи необходимо устанавливать равным температуре 550oС или более, где отсутствует хрупкость при температуре 475oС, и равным 1200oС или менее, где стойкость к закоксовыванию является достаточной.
Другими словами, использование трубы 1' нагревательной печи в диапазоне температур 550-1000oС предотвращает хрупкие разрушения, вызванные хрупкостью при температуре 475oС, и обеспечивает достаточную стойкость к закоксовыванию.
С другой стороны, в случае известной трубы нагревательной печи, выполненной из аустенитного теплостойкого сплава, имеет место значительное закоксовывание в диапазоне температур, превышающих 1100oС.
Эту проблему закоксовывания можно решить путем использования труб из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, для всех элементов труб нагревательной печи, расположенных рядом с окружающей средой, имеющей температуру 1100oС, и использования труб из аустенитного теплостойкого сплава для элементов труб нагревательной печи, расположенных рядом с окружающей средой, имеющей температуру 1000oС, например, на выходе печи.
В этом случае, труба нагревательной печи и способ изготовления трубы нагревательной печи согласно настоящему изобретению обеспечивает использование различных материалов для элементов трубы нагревательной печи в зависимости от рабочих температурных режимов, и особенно, использование трубы из аустенитного теплостойкого сплава для части трубы нагревательной печи позволяет уменьшить стоимость установки.
Трубу 100 нагревательной печи (фиг.10) выполняют из элемента 110 трубы нагревательной печи на одной стороне, выполненного из трубы из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и элемента 120 трубы нагревательной печи на другой стороне, выполненного из аустенитного теплостойкого сплава, которые соединены через вставной металл с помощью диффузионного сцепления.
Для элемента 120 трубы нагревательной печи на другой стороне 120 можно использовать не только трубу из аустенитного теплостойкого сплава, но также трубу из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который является тем же самым материалом, что и материал элемента 110 трубы нагревательной печи на одной стороне.
Пленка М вставного металла образуется на внешней поверхности края на стороне соединения элемента 110 трубы нагревательной печи на одной стороне, и край на стороне соединения элемента 120 трубы нагревательной печи на другой стороне расширяется так, чтобы зацепить край на стороне соединения элемента 110 трубы нагревательной печи на одной стороне.
Для изготовления трубы 100 нагревательной печи край на стороне соединения элемента 110 трубы нагревательной печи на одной стороне входит первым в зацепление с краем на стороне соединения элемента 120 трубы нагревательной печи на другой стороне, затем устройство натяжения 140, внутренняя поверхность которого имеет коническую поверхность 140t, прикрепляется к конической поверхности 120t элемента 120 трубы нагревательной печи на другой стороне, и блок стопорного механизма прикрепляется к секции 120f элемента 120 трубы нагревательной печи на другой стороне, где больше диаметр.
Затем край на стороне соединения элемента 120 трубы нагревательной печи на другой стороне контактирует под давлением с краем на стороне соединения элемента 110 трубы нагревательной печи на одной стороне, обеспечивая послойное расположение слоя М пластины вставного металла, затем развивается диффузионное сцепление за счет откачки воздуха, увеличения температуры и поддержания высокой температуры тем же самым способом, как и в процессе изготовления трубы 1' нагревательной печи, затем трубу охлаждают до комнатной температуры после завершения диффузионного соединения, далее натяжное устройство 140 и блок 141 стопорного механизма удаляют и процесс изготовления трубы 100 нагревательной печи заканчивается.
Пленку М вставного металла можно получить не только на элементе 110 трубы нагревательной печи на одной стороне, но также и на внутренней поверхности элемента 120 трубы нагревательной печи на другой стороне, и можно получить только на элементе 120 трубы нагревательной печи на другой стороне.
В случае трубы 100 нагревательной печи, где элемент 110 трубы нагревательной печи на одной стороне и элемент 120 трубы нагревательной печи на другой стороне непосредственно соединены через вставной металл с помощью диффузионного сцепления, необязательно иметь короткую соединительную трубу в качестве промежуточного элемента, который используется для трубы 1' нагревательной печи.
Трубу 200 нагревательной печи выполняют из элемента 210 трубы нагревательной печи на одной стороне, выполненного из трубы из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и элемента 220 трубы нагревательной печи на другой стороне, выполненного из трубы из аустенитного теплостойкого сплава, которые соединяют через вставной металл с помощью диффузионного сцепления.
Для элемента 220 трубы нагревательной печи на другой стороне можно использовать не только трубу из аустенитного теплостойкого сплава, но также трубу из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который является тем самым материалом, что и материал элемента 210 трубы нагревательной печи на одной стороне.
Часть 210S с наружной резьбой находится на краю стороны соединения элемента 210 трубы нагревательной печи на одной стороне, и часть 220S с внутренней резьбой находится на элементе 220 трубы нагревательной печи на другой стороне, и пленка М вставного металла формируется на внешней поверхности края на стороне соединения элемента 210 трубы нагревательной печи на одной стороне для полного соединения поверхности с элементом 220 трубы нагревательной печи на другой стороне с помощью гальванопокрытия.
Для изготовления трубы 200 нагревательной печи часть 210S с наружной резьбой на элементе 210 трубы нагревательной печи на одной стороне, и часть 220S с внутренней резьбой на элементе 220 трубы нагревательной печи на другой стороне свинчивают вместе для механического соединения каждого элемента 210 и 220 трубы нагревательной печи, и края на стороне соединения элементов 210 и 220 трубы нагревательной печи контактируют под давлением, образуя слоистую структуру слоя М пластины вставного металла, затем развивается диффузионное сцепление за счет откачки воздуха, увеличения температуры и поддержания высокой температуры тем же самым способом, как и в процессе изготовления трубы 1' нагревательной печи, затем трубу охлаждают до комнатной температуры после завершения диффузионного сцепления, и процесс изготовления трубы 200 нагревательной печи заканчивается.
Пленку М вставного металла можно сформировать не только на элементе 210 трубы нагревательной печи на одной стороне, но также и на элементе 220 трубы нагревательной печи на другой стороне, и можно сформировать только на элементе 220 трубы нагревательной печи на другой стороне.
Часть с внутренней резьбой может находиться на элементе 210 трубы нагревательной печи на одной стороне, и часть с наружной резьбой на элементе 220 трубы нагревательной печи на другой стороне.
Круглое вставное кольцо, выполненное из вставного металла, можно прикрепить к соседним секциям а и b каждого из элементов 210 и 220 трубы нагревательной печи.
В случае трубы 200 нагревательной печи, где элемент 210 трубы нагревательной печи на одной стороне и элемент 220 трубы нагревательной печи на другой стороне непосредственно соединены через вставной металл с помощью диффузионного сцепления, необязательно использовать короткую соединительную трубу в качестве промежуточного элемента для трубы 1' нагревательной печи.
Кроме того, в трубе 200 нагревательной печи можно обеспечить механическую прочность и герметичность при высокой температуре окружающей среды с помощью комбинирования механического соединения с помощью завинчивания и диффузионного сцепления.
Трубу 300 нагревательной печи выполняют из элемента 310 трубы нагревательной печи на одной стороне, выполненного из трубы из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, и элемента 320 трубы нагревательной печи на другой стороне, выполненного из трубы из аустенитного теплостойкого сплава, которые соединены через вставной металл с помощью диффузионного сцепления.
Для элемента 320 трубы нагревательной печи на другой стороне можно использовать не только трубу из аустенитного теплостойкого сплава, но также трубу из сплава на основе железа, дисперсно-упрочненного оксидами редкоземельного металла, который является тем же самым материалом, что и материал элемента 310 трубы нагревательной печи на одной стороне.
Секция 310Т зацепления с выпуклой конусообразной поверхностью находится на краю на стороне соединения элемента 310 трубы нагревательной печи на одной стороне, и секция 320Т зацепления с вогнутой конусообразной поверхностью находится на краю на стороне соединения элемента 320 трубы нагревательной печи на другой стороне, и пленка М вставного металла формируется на внешней поверхности края на стороне соединения элемента 310 трубы нагревательной печи на одной стороне, для полного соединения поверхности с элементом 320 трубы нагревательной печи на другой стороне с помощью гальванопокрытия. Для изготовления трубы 300 нагревательной печи секцию 310Т зацепления с выпуклой поверхностью на элементе 310 трубы нагревательной печи на одной стороне и секцию 320Т зацепления с вогнутой поверхностью на элементе 320 трубы нагревательной печи на другой стороне вводят в зацепление для механического соединения друг с другом элементов 310 и 320 трубы нагревательной печи, и края на стороне соединения элементов 310 и 320 трубы нагревательной печи контактируют под давлением, образуя слоистую структуру со слоем М пластины вставного металла посредством приложения силы сжатия 0,1 кг/мм2 или больше в аксиальном направлении трубы для каждого элемента 310 и 320 трубы нагревательной печи.
Затем диффузионное сцепление обеспечивается за счет откачки воздуха, увеличения температуры и поддержания высокой температуры тем же самым способом, как и в процессе изготовления трубы 1' нагревательной печи, после завершения диффузионного сцепления трубу охлаждают до комнатной температуры, и процесс изготовления трубы 300 нагревательной печи заканчивается.
Пленку М вставного металла можно сформировать не только на элементе 310 трубы нагревательной печи на одной стороне, но также на элементе 320 трубы нагревательной печи на другой стороне, и можно выполнить только на элементе 320 трубы нагревательной печи на другой стороне.
Секция с вогнутым зацеплением может находиться на элементе 310 трубы нагревательной печи на одной стороне, и секция с выпуклым зацеплением может находиться на элементе 320 трубы нагревательной печи на другой стороне.
Круглое вставное кольцо, выполненное из вставного металла, можно прикрепить на секциях соединения а и b каждого из элементов 310 и 320 трубы нагревательной печи.
В случае трубы 300 нагревательной печи, где элемент 310 трубы нагревательной печи на одной стороне и элемент 320 трубы нагревательной печи на другой стороне непосредственно соединены через вставной металл с помощью диффузионного сцепления, и необязательна короткая соединительная труба, используемая в качестве промежуточного элемента для трубы 1' нагревательной печи.
Кроме того, в трубе 300 нагревательной печи механическую прочность и герметичность в среде при высокой температуре можно осуществить за счет комбинирования механического соединения с помощью конического соединения и диффузионного сцепления.
Пленка М вставного металла, который используется в каждом из вариантов осуществления, формируется с помощью нанесения гальванопокрытия, но для формирования пленки М вставного металла можно использовать способы нанесения гальванического покрытия с увлажнением, гальванического покрытия без использования электрического тока, физического напыления (например, вакуумного напыления, распыления, ионной металлизации) и металлизации из паровой фазы, включая химическое осаждение (например, способ осаждения из паровой фазы при высокой температуре, способ осаждения из паровой фазы с помощью плазмы), распыления и нанесения металлической пасты и другие способы.
Можно также вставлять металл, особенно трубчатый или круглый вставной металл, выполненный из тонкой пластины вставного металла или пленки вставного металла, в область между элементом трубы нагревательной печи на одной стороне и элементом трубы нагревательной печи на другой стороне.
Трубу нагревательной печи согласно настоящему изобретению и способ изготовления трубы нагревательной печи можно эффективно использовать не только в трубах крекинг-печи этиленовой установки, но также и в различных трубах нагревательных печей, которые подвергаются закоксовыванию, например, в установке с критическим отношением сжатия на нефтеперерабатывающем заводе.
Промышленная применимость
Труба нагревательной печи, способ
использования трубы нагревательной печи и способ изготовления трубы нагревательной печи, которые относятся к настоящему изобретению, можно эффективно применять в трубах нагревательных печей, которые
подвергаются коксованию и имеют проблемы, связанные с закоксовыванием.
Реферат
Изобретение относится к машиностроению и может быть использовано, например, в крекинговых печах. Предложена труба нагревательной печи, которая выполнена с учетом прохождения через нее жидкости, содержащей углерод. Труба нагревательной печи выполнена из сплава на основе железа, содержащего дисперсно упрочняющие оксиды редкоземельного металла 17-26 мас.% Cr и 2-6 мас.% Al. Способ изготовления трубы нагревательной печи включает изготовление двух элементов трубы и соединение их путем диффузионной сварки через металлическую вставку. Техническим результатом изобретения является повышение производительности оборудования путем снижения закоксовываемости. 4 с. и 10 з.п. ф-лы, 12 ил., 1 табл.

Формула
20.08.1997 по пп. 1, 2, 4-7, 11-14;
23.01.1998 по пп. 3, 8-10.
Комментарии