Модифицирование структуры заготовки - RU2295429C2
Код документа: RU2295429C2
Чертежи

























Описание
Настоящее изобретение относится к способу модифицирования структуры заготовки и к заготовкам, модифицированным таким способом.
Применение энергетических лучей, например электронных лучей (ЭЛ) или лазерных лучей, для модифицирования поверхности уже хорошо известно. Существует несколько различных способов для изменения поверхностных свойств материала, в которых применяются энергетические лучи для удаления, химического модифицирования или перемещения материала на поверхности изделия. Несколько из них уже являются объектами заявленных и запатентованных изобретений.
Традиционный процесс сверления посредством электронных лучей для большинства металлов и других материалов, которые могут переходить в жидкую фазу, протекает следующим образом. Во-первых, луч высокой энергетической плотности проделывает глухое "ключевое отверстие" в материале. Это "ключевое отверстие" обычно представляет собой узкое глубокое отверстие. По сторонам этого отверстия находится слой расплавленного материала. Отверстие удерживается открытым преимущественно за счет давления пара материала, который находится в или около своей точки кипения в области наиболее высокой плотности энергии луча. Во-вторых, луч удерживают в течение времени, достаточного для того, чтобы отверстие стало скорее проникающим, чем глухим. В-третьих, луч удерживают немного дольше в одном положении так, чтобы луч достиг материала подложки, который плотно прилегает к задней стороне изделия. Этот материал подложки является летучим и образует выброс газообразного материала, который удаляет почти весь расплавленный материал со сторон отверстия.
Следует отметить, данный тип сверления не может давать чистых "глухих" отверстий, потому что отсутствует сила, обеспечивающая вытеснение всего жидкого материала.
В случае материала, который не может существовать в жидкой фазе или может быть химически превращен непосредственно в газообразную фазу, сверление или резание могут выполняться без материала подложки. В этом случае возможно выполнение глухих отверстий.
Во многих случаях, например при применении лазера, используется также "газовая добавка", при которой к расплавленному материалу подводится струя газа для того, чтобы переместить его с целью резания или сверления.
Существуют различные способы, которые включают в себя применение энергетических лучей для удаления материала с поверхности изделия для того, чтобы оставить бортики по существу неизмененного материала и таким образом сформировать функциональную поверхность.
Существуют также технологии, в которых материал может быть перемещен в жидкой фазе для того, чтобы изменить функциональность поверхности. В одном варианте материал текстурируется энергетическим лучом, который либо остается неподвижным по отношению к поверхности движущейся заготовки, либо движется относительно поверхности в том же направлении, в котором движется заготовка в постоянной системе координат. Таким способом обычно делают неглубокие отверстия круглой или вытянутой формы с приблизительно равномерно повышенным краем. Поверхностные текстуры данного типа используются в изготовлении валков для обработки стали, от которых текстура передается прокатанному стальному продукту.
Во втором процессе "текстурирования поверхности" электронный (или лазерный) луч направляют в различных направлениях на участки каждого отверстия для придания перемещенному материалу специфической формы. Если смежные элементы создаются, пока предыдущие еще остаются расплавленными или, по меньшей мере, очень горячими, перемещенный расплавленный материал из разных отверстий может быть объединен или целая поверхность может быть хорошо сплавлена. Следовательно, эта вторая технология обеспечивает создание широкого набора функциональных поверхностей. Это описано в патенте Великобритании GB-A-2375728.
Обе технологии перемещения материала, упомянутые выше, приводят к получению характерных поверхностей. В первом случае перемещенный материал равномерно распределяется, только если отверстия являются относительно неглубокими по отношению к их диаметру. Во втором случае отверстия могут иметь глубину, сравнимую с их шириной, обеспечивая то, что материал, перемещаемый из них, переносится в правильном направлении от отверстия. Материал, перемещенный из отверстий, сам или в объединении с другим расплавленным перемещенным материалом из соседних отверстий затвердевает в характерные образования. Они подобны друг другу только в том случае, если их форма определяется в определенной степени силами поверхностного натяжения.
Для большинства металлов перемещенный материал стремится, где возможно, принять квази-сферическую форму. Связь между перемещенным материалом и субстратом и, следовательно, форма осажденного перемещенного материала зависят от площади смачивания и температуры как субстрата, так и перемещенного материала. Результатом является то, что для большинства металлов элементы, выступающие над поверхностью исходного субстрата, ограничены отношением высота/ширина. В частности, высота любой выбранной области осажденного материала над поверхностью исходного субстрата не превышает существенно его ширину.
В настоящем изобретении описывается новая обработка энергетическими лучами, в которой предусмотрена новая обработка преимущественно перемещенного материала в жидкой фазе для создания новых типов структур. В настоящем изобретении участок заготовки подвергается воздействию движущегося энергетического луча специфическим образом два или более, предпочтительно множество, раз. В отличие от предыдущих описанных способов материалу, перемещенному с каждого участка, позволяют по существу затвердеть в новом местоположении, прежде чем энергетический луч будет снова применен в том же или непосредственно соседнем месте.
Результатом является то, что перемещенный материал от одного облучения отдельного участка на поверхности заготовки может впоследствии быть покрыт добавочным перемещенным материалом. Это может быть либо добавочный материал с того же участка, либо добавочный материал, перемещенный с альтернативного участка. Также отверстия, сформированные в результате перемещения материала, могут быть перекрыты с целью получения нового типа структуры.
Данная технология не ограничивается получением новых поверхностных структур, так как ее также можно применять для модифицирования структуры глубже внутри заготовки, получая правильную модификацию структуры в объеме материала.
Результатом этого нового процесса является то, что обычные описанные выше ограничения, вызванные геометрией затвердеваемого материала (и также создаваемых отверстий), не являются далее несомненными. Используя данную технологию, можно "вырастить" новые элементы на поверхности, применяя последовательные облучения отдельного участка. Глубокие отверстия также могут быть сформированы внутри материала и они могут сопровождаться либо соответствующими локализованными поверхностными выступами, либо пологими участками, содержащими перемещенный материал. Подобные элементы могут быть во много раз больше по высоте/глубине, чем ширина, в отличие от элементов, произведенных с помощью существующих технологий.
В соответствии с первым аспектом настоящего изобретения в способе модифицирования структуры заготовки
1) обеспечивают относительное движение энергетического луча и заготовки таким образом, что область заготовки плавится и расплавленный материал перемещается, образуя выступ на первом участке упомянутой области и отверстие на другом участке области;
2) позволяют расплавленному материалу, по меньшей мере частично, затвердеть; и после этого
3) повторяют этап 1) один или больше раз, причем область, соответствующая каждому повторению, пересекает область этапа 1).
Изобретение, таким образом, обеспечивает новый способ модифицирования структуры заготовки, причем оно включает в себя модифицирования структуры поверхности и/или объема.
Выступы, образующиеся при использовании данного способа, могут принимать многочисленные различные формы, такие как горбы, шипы, плато и так далее. Отверстия также могут иметь разнообразные формы. Они включают в себя проникающие отверстия, глухие отверстия, впадины, кратеры, каналы, углубления, а также вложенные отверстия, которые обеспечивают пористость. Некоторые особые примеры этих выступов и отверстий обсуждаются далее. Каждый их этих элементов, в целом, определен согласно форме материала, который окружает его в непосредственной близости. Следовательно, выступы могут быть получены в пределах отверстий внутри заготовки так же, как отверстия могут быть выполнены в выступах, которые сами приподняты над общей поверхностью заготовки. Отверстия также могут быть сделаны в пределах внутренних поверхностей, ограничивающих существующие отверстия и, подобным образом, выступы могут быть сформированы поверх других выступов.
Способ обеспечивает средство радикального изменения структуры заготовки либо локально, либо экстенсивно. Это, в свою очередь, можно применять для регулирования различных локальных или экстенсивных свойств. Следующие объемные (изотропные/ анизотропные) и/или поверхностные свойства являются некоторыми примерами тех свойств, которые могут быть модифицированы применением данного способа: электрические, магнитные, механические, химические, нагрузочные, смачивание, фрикционные, эластичные, термические, излучающие, аэродинамические, гидродинамические, деформационные, гистерезис, плотность, текучесть, конформация, кристаллографическая ориентация, коррозия, адгезия.
Сама заготовка, как правило, является заготовкой из одного материала. Однако она может иметь форму двух или более заготовок, как составная заготовка, с областью(ми) поверхности раздела между составляющими заготовками. В этом случае способ можно применять для соединения заготовок вместе, что необходимо, например, для обеспечения электрического соединения между составляющими заготовками.
Область(ти) плавления может иметь некоторое количество форм. Вид каждой области предпочтительно определен лучом, который перемещали относительно заготовки вдоль некоторой траектории от начального положения к конечному положению. Следовательно, могут содержаться формы, включающие в себя вытянутые области, которые могут быть изогнутыми или прямолинейными либо целиком, либо частично и иметь смещенные начальные и конечные точки относительного перемещения луча. Желательно, чтобы длина такой траектории составляла, по меньшей мере, три диаметра луча. Простейшим примером вытянутой области является прямоугольная область. Однако другие формы области плавления включают в себя кривые и петли, как, например, различные части траектории окружности, определяющей круг.
Как правило, луч направляют по определенной траектории так, что положения выступа и отверстия находятся на противоположных концах траектории луча. Однако вследствие физики процесса, выступ, как правило, образуется в начале траектории луча, а отверстие - в конце траектории. Расплавленный материал в каждом случае течет таким образом, что по существу соответствует рассматриваемой области. Однако такое соответствие может не быть полным вследствие большего объема материала в жидкой фазе в сравнении с объемом материала твердой матрицы, из которой он образуется, и вследствие динамики потока процесса.
В некоторых случаях различные траектории, проходимые лучом, по отношению к заготовке в одном или более последующих этапов не идентичны. Это позволяет получить различные формы элементов. Альтернативно, каждая из областей, в которых осуществляется этап 3), может по существу не совпадать с областью этапа 1).
Способ может также предусматривать образование одной или более групп областей, причем каждая группа пересекает область этапа 1). В этом случае отверстия каждой группы могут быть упорядочены так, чтобы быть по существу совмещенными с отверстием на участке области, в которой осуществляется этап 1). Выступы могут быть также упорядочены и совмещены. Группы областей могут быть также упорядочены в правильное множество.
Затвердевание каждой области, по меньшей мере частичное, занимает определенное время и эффективное использование энергетического луча может определяться формированием одной или более областей в другом месте субстрата во время такого затвердевания.
Заготовки, образованные из более чем одного материала, такие как заготовки, снабженные покрытием, могут также быть использованы таким образом, что во время применения данного способа образуется сплав. Один или более дополнительных материалов могут быть добавлены во время осуществления данного способа, чтобы достичь сплавления, например, способ можно также осуществлять в атмосфере газа для обеспечения подходящего сплавления.
Применение данного способа обеспечивает формирование различных морфологий выступов, например, пересекающиеся области могут быть упорядочены так, чтобы формировать выступы, которые нависают над поверхностью заготовки. Они могут действовать как крючки, когда поверхность участвует в связывании, увеличивая таким образом связывающее действие. Такие выступы могут также быть собраны с образованием структур, возвышающихся над поверхностью. Например, ряд нависающих выступов можно использовать для формирования петель над поверхностью заготовки.
В некоторых случаях желательно, чтобы образованные отверстия и выступы имели сглаженные поверхности. Действительно, используя соответствующие параметры, во многих материалах эти структуры, особенно отверстия, можно сформировать со сглаженными поверхностями (как показано на фигурах, описанных ниже). В качестве дополнительной или альтернативной операции сглаживания плотность энергии луча можно понизить во время стадии 3) по отношению к одному или более предыдущих перемещений луча так, чтобы сгладить края образованного выступа(ов) и/или отверстия(ий).
Дополнительное важное применение настоящего изобретения состоит в соединении заготовок, в особенности разных материалов, таких как металлы и композиты. Это также относится, но не исключительно, к соединениям металл-металл, соединениям пластик-пластик, соединениям керамика-керамика и их комбинациям.
Преимущества композитных структур по сравнению с металлическими частями хорошо известны специалистам в данной области техники. Однако есть все еще много отдельных случаев, где предельные ограничения характеристик или промышленный консерватизм и/или неудобства производства препятствуют их применению. Поэтому ищутся компромиссы, которые объединяют композиты и другие материалы наиболее эффективным способом. Наиболее общим примером этого была бы комбинация механического скрепления и адгезионного соединения.
Подобные гибридные соединения широко используются во множестве отраслей промышленности, таких как аэрокосмическая или автомобильная. Однако их ограничения хорошо документированы и наиболее существенным является отсутствие эффективной и сглаженной передачи нагрузки в противоположность применению адгезивов в изоляции. Эти ограничения, относящиеся к конструкции, часто перечеркивают первоначальные цели использования композитного материала.
Патент США А-Н788 раскрывает один пример способа соединения пластика с металлом, при котором формируют отверстия в поверхности металла химическим травлением или фрезерованием. Эти отверстия, по меньшей мере частично, увеличиваются в ширине с глубиной травления так, что когда сверху накладывается слой пластика, он соединяется с металлической поверхностью.
СА-А-2302964 (в целом соответствующий ЕР-А-1048442 и ЕР-А-1197316) описывает другой способ соединения металла с пластиком, в котором выполняются отверстия в металлической части, через которые связываются волокна.
Патент США US-А-5691391 описывает инжекционное литье пластикового полотна на лонжерон. Патент США US-А-5118257 показывает соединение рифленого металлического элемента с композитной лопаткой турбины.
В соответствии со вторым аспектом настоящего изобретения способ приготовления заготовки в форме детали для присоединения к одной или более дополнительным заготовкам включает формирование множества отверстий в поверхности и/или в объеме детали и формирование наружных выступов на поверхности детали, используя способ согласно первому аспекту изобретения.
Деталь может, следовательно, быть особой заготовкой, обработанной согласно способу изобретения, или она может содержать промежуточный элемент, разработанный для того, чтобы находиться между другими заготовками и способствовать их желаемому соединению. Изобретение, следовательно, особенно подходит для соединения разнородных заготовок, таких как металлы и композиты, которые имеют совершенно разные свойства.
Способ модифицирования структуры, следовательно, предоставляет важное преимущество при соединении вместе материалов, то есть детали (заготовки) и одной или более дополнительных заготовок. В частности, этого можно достичь с помощью одного или более размера, формы или относительного распределения отверстий и/или одного или более размера, формы, относительного распределения или химической композиции выступов, которые контролируются заданным образом. Следовательно, рассматриваются многие разные типы выступов и отверстий, так как данный способ применим для соединения большого числа типов материалов.
Предпочтительно, выступы и/или отверстия выполнены с возможностью механического сцепления детали с заготовкой(ами). Выступы и/или отверстия на всем протяжении детали могут быть приспособлены для того, чтобы производить оптимальное механическое взаимосвязывание с материалом(ами) заготовки(вок).
Например, в случае соединения металлической детали с композитной заготовкой из непрерывного волокна металлические выступы могут быть изогнуты так, чтобы захватить волокна и предотвратить перемещение либо во время обработки композита, либо после обработки, когда соединение подвергается напряжению. Отверстия могут иметь размер, который позволяет полимеру и, возможно, концам волокон проходить в отверстия и оставаться захваченными после обработки композита. В случае адгезионного соединения металлической детали с металлической заготовкой адгезив может затекать в отверстия и улучшать механическое связывание после отверждения. Следовательно, в процессах, где желательно использование адгезивов, отверстия могут быть выполнены с размером, подходящим, чтобы вместить адгезив.
Выступы могут быть расположены так, чтобы взаимодействовать с дополняющими структурами внутри заготовки(вок). Следовательно, выступы могут быть сделаны так, чтобы подходить к внутренним элементам (которые могут быть или не быть отверстиями) заготовки. В одном особом применении, когда деталь содержит металлы с памятью формы, форма выступов и отверстий может быть изменена во время или после приготовления соединения.
Дополнительное преимущество может быть обеспечено адаптацией способа так, чтобы образованные выступы и/или отверстия взаимодействовали с заготовкой(ками) так, чтобы распределять любые напряжения внутри соединения между заготовкой(ками) и деталью и таким образом снижать концентрации напряжений внутри соединения. В этом случае, обычно, желательно иметь выступы, глубоко проникающие в соответствующие заготовки.
Дополнительно, выступы и/или отверстия могут быть расположены так, чтобы обеспечить заданные механические, физические или термические свойства. Следовательно, данный способ можно использовать для того, чтобы влиять на согласование свойств между соединяемыми деталью и заготовкой(ками). В этом случае, обычно, выступы и/или отверстия выполняют в части детали так, чтобы создать локальные термические и/или механические свойства в этой части детали, являющиеся по существу такими же, как свойства заготовки(вок), к которой эта часть детали должна быть присоединена. Примером этого является то, что свойства детали могут быть изменены так, чтобы часть, находящаяся в контакте с заготовкой, имела по существу такие же механические, и/или физические, и/или термические свойства, как и свойства заготовки. Эта технология может снизить или предотвратить концентрации напряжений, которые возникают в соединении из-за несоответствия в таких свойствах, как модуль и коэффициент теплового расширения.
Подобно любому термическому процессу данный способ согласно изобретению может вызывать напряжения в заготовке. Путем регулирования характеристик, положения и времени процесса эти напряжения можно использовать для контроля искажения заготовки.
Дополнительное преимущество, следующее из данного способа, заключается в том, что выступы и/или отверстия могут быть выполнены так, чтобы контролировать способ разрушения соединения. Это может обеспечить многие преимущества, такие как увеличенная энергия абсорбции до разрушения, гарантирующая, что частичное разрушение соединения не приведет к снижению допустимой нагрузки соединения, и гарантирующая, что повреждение можно будет заметить до того, как произойдет разрушение. Пример этого имеет место в случае присоединения металлической детали к армированному волокном полимерному композитному материалу. Путем конструирования соединения можно сделать так, что разрушение будет начинаться с пластической деформации в металлической детали, которая может быть обнаружена до разрушения и может поглощать большие количества энергии. Это предпочтительнее хрупкого разрушения в композитном материале, которое может быть внезапным и необнаруживаемым.
Физическую форму детали предпочтительно также выполнять так, чтобы максимизировать механическое функционирование образованного соединения. Изобретение обеспечивает преимущества в широком наборе конфигураций соединений. Примеры возможных конфигураций представлены на Фиг.31. Соединения могут также состоять из множеств или комбинаций этих конфигураций соединений.
Согласно третьему аспекту изобретения предлагается заготовка, которая была обработана, используя способы согласно первому и второму аспектам изобретения. Все подобные заготовки, обработанные, используя данные способы, включая большие структуры, полученные присоединением подобных обработанных заготовок к другим заготовкам, рассматриваются в данном изобретении.
Согласно четвертому аспекту изобретения предлагается способ присоединения первой заготовки, модифицированной согласно второму аспекту изобретения, к одной или более дополнительным заготовкам. Способ включает подготовку первой заготовки для соединения, используя способ согласно второму аспекту изобретения, и затем присоединение первой заготовки, подготовленной таким образом к дополнительной заготовке(кам). Часть или вся поверхность заготовки, которая должна быть соединена с другой заготовкой(ками), может быть обработана указанным образом.
Обработанные заготовки могут быть дополнительно присоединены к другим деталям, используя любую технологию соединения, известную в технике, такую как сварка, адгезивное соединение и соотверждение. В случае присоединения одного армированного волокном полимерного композитного материала к другому или к любому другому материалу процесс соединения может иметь место в то же время, что и обработка композита, и смола может быть или не быть единственным использованным адгезивом.
Может оказаться необходимым предварительно обработать поверхности заготовки (детали) перед соединением таким образом, чтобы улучшить или сохранить адгезионные характеристики. Это может потребовать дополнительных процессов, таких как (но не только) травление, анодирование, смоление и инфузия адгезива, каждый из которых известен в технике.
Предпочтительное применение данного способа заключается в присоединении армированных волокном полимерных композитных структур к металлам. Сначала металлическую деталь обрабатывают, используя данное изобретение. При необходимости подготовку поверхности можно также производить на детали. Металлическую деталь присоединяют к композитной заготовке во время нанесения композитного материала на деталь. Выступы и отверстия разработаны так, что происходит более плавная передача нагрузки и наименьшее внезапное изменение механических, и/или физических, и/или термических свойств в соединении, чем в предшествующих способах соединения. Разработка также обеспечивает, предпочтительно, начало разрушения соединения в виде пластической деформации в металле, а не в виде хрупкого разрушения в композитной заготовке.
Предусмотрено, чтобы деталь заготовки могла быть изготовлена третьей стороной такой длины, чтобы пользователь мог, когда потребуется, обрезать ее по размеру, и внедрение детали могло быть интегрировано в процесс производства композита. Например, данный способ мог бы быть использован для того, чтобы обеспечить композитный компонент металлическим концом, чтобы позволить последующее присоединение данного компонента к металлической структуре через сварку металла к металлу.
Это применение особенно подходит для аэрокосмического использования, где обычные используемые материалы включают в себя алюминий и его сплавы, титан и его сплавы и армированный углеродным волокном полимерный композит (но не только эти). Другие материалы, которые могут быть использованы в других отраслях промышленности, включают в себя нержавеющую сталь, армированные стеклянным и арамидным волокном полимерные композитные материалы или их смеси, термопластические полимеры и армированные волокном термопластические композитные материалы.
Таким образом, предложен новый тип способа соединения. Он уменьшает ограничения, свойственные современным гибридным структурам посредством объединения общих концепций механического соединения на макро/микроуровне, как правило, в сопряжении с адгезионным соединением на микро/молекулярном уровне.
Важный аспект данного изобретения имеет отношение к тому факту, что отверстия и внешние элементы формируются из родительского (как металл) материала и не являются результатом оксидного модифицирования, такого как анодирование или некоторые другие химические процессы, которые взаимодействуют и химически изменяют поверхность или объем материала. Однако анодирование или некоторые другие химические процессы могли бы быть использованы после обработки в соответствии с изобретением.
Форма и распределение выступов и отверстий важны. Отверстия могут (или нет) быть взаимосвязаны, но для соединительного применения желательно, чтобы они не были изолированы от поверхности металла, то есть смола или адгезив должны иметь возможность заполнить их до или во время процесса соединения. Данный способ может обеспечить преимущества в некоторых применениях, где желательна внутренняя пористость, путем создания изолированных отверстий внутри структуры материала.
Некоторые примеры реализации способов согласно настоящему изобретению описываются далее со ссылкой на соответствующие чертежи, на которых:
Фиг.1 иллюстрирует один проход луча вдоль субстрата;
Фиг.2 иллюстрирует проход луча в соответствии с Фиг.1 в поперечном сечении;
Фиг.3-5 представляют виды, подобные Фиг.2, но иллюстрирующие два, три и n пересекающихся проходов лучей соответственно;
Фиг.6 представляет вид в перспективе примера, изображенного на Фиг.5;
Фиг.7-9 иллюстрируют систему обозначения;
Фиг.10 иллюстрирует образование "супер-выступа";
Фиг.11 иллюстрирует создание "супер-отверстия";
Фиг.12 иллюстрирует образование сети супер-отверстий и супер-выступов;
Фиг.13 является микрофотографией супер-выступа в аустенитной нержавеющей стали;
Фиг.14 является микрофотографией области субстрата, показанной на Фиг.13;
Фиг.15 является микрофотографией, показывающей выступы, образованные частично круговой траекторией луча;
Фиг.16 является микрофотографией, показывающей применение множественных изогнутых траекторий луча;
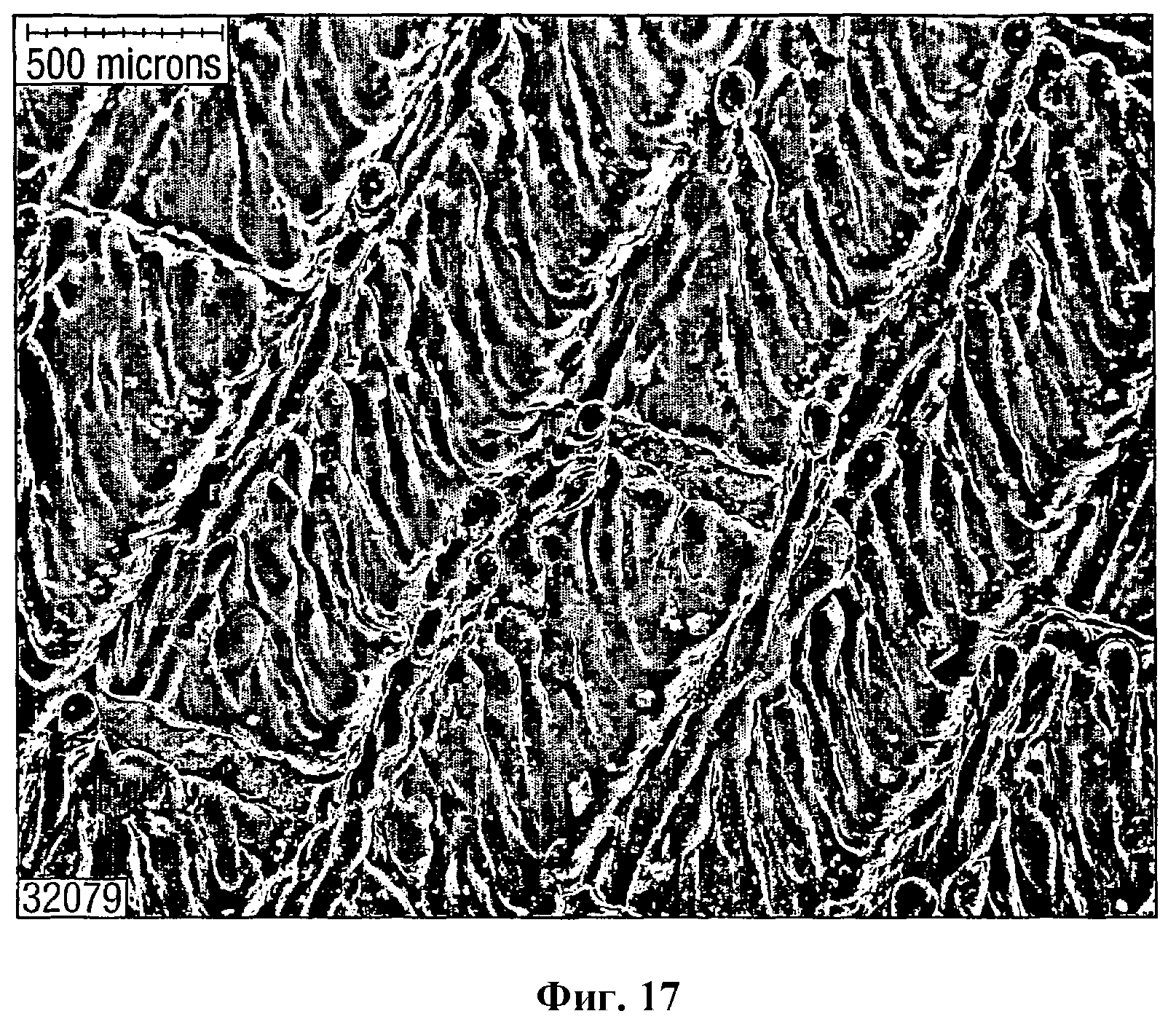
Фиг.17 является микрофотографией, показывающей гребни;
Фиг.18 является микрофотографией, показывающей нависающие элементы;
Фиг.19 является микрофотографией, показывающей отверстия и треугольные выступы;
Фиг.20 является микрофотографией, показывающей отверстия и выступы в модифицированной поверхностной структуре;
Фиг.21А-21F показывают различные алгоритмы в соответствии с таблицей на Фиг.32;
Фиг.22 представляет вид в перспективе соединения, содержащего заготовку, модифицированную согласно изобретению;
Фиг.23 представляет вид в перспективе детали заготовки;
Фиг.24 показывает отложение слоев композита на заготовке;
Фиг.25 показывает дополнительный вид соединенных заготовки и композита;
Фиг.26 является схематическим видом в разрезе, показывающим взаимодействие между выступами и композитом;
Фиг.27 показывает пример взаимодействия между выступами и слоями волокнистого композита;
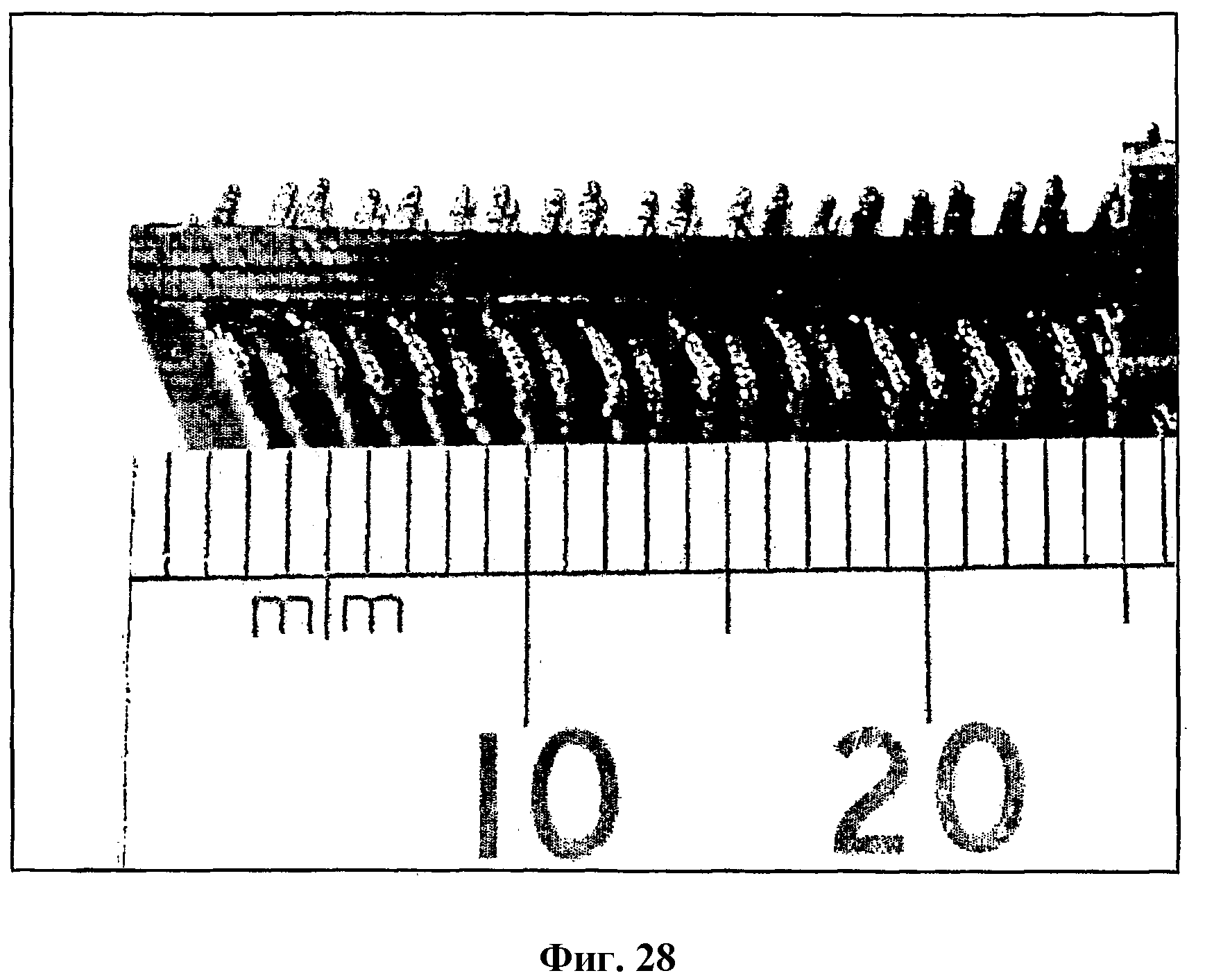
Фиг.28 является изображением выступов в заготовке;
Фиг.29 показывает образование "аэролиста";
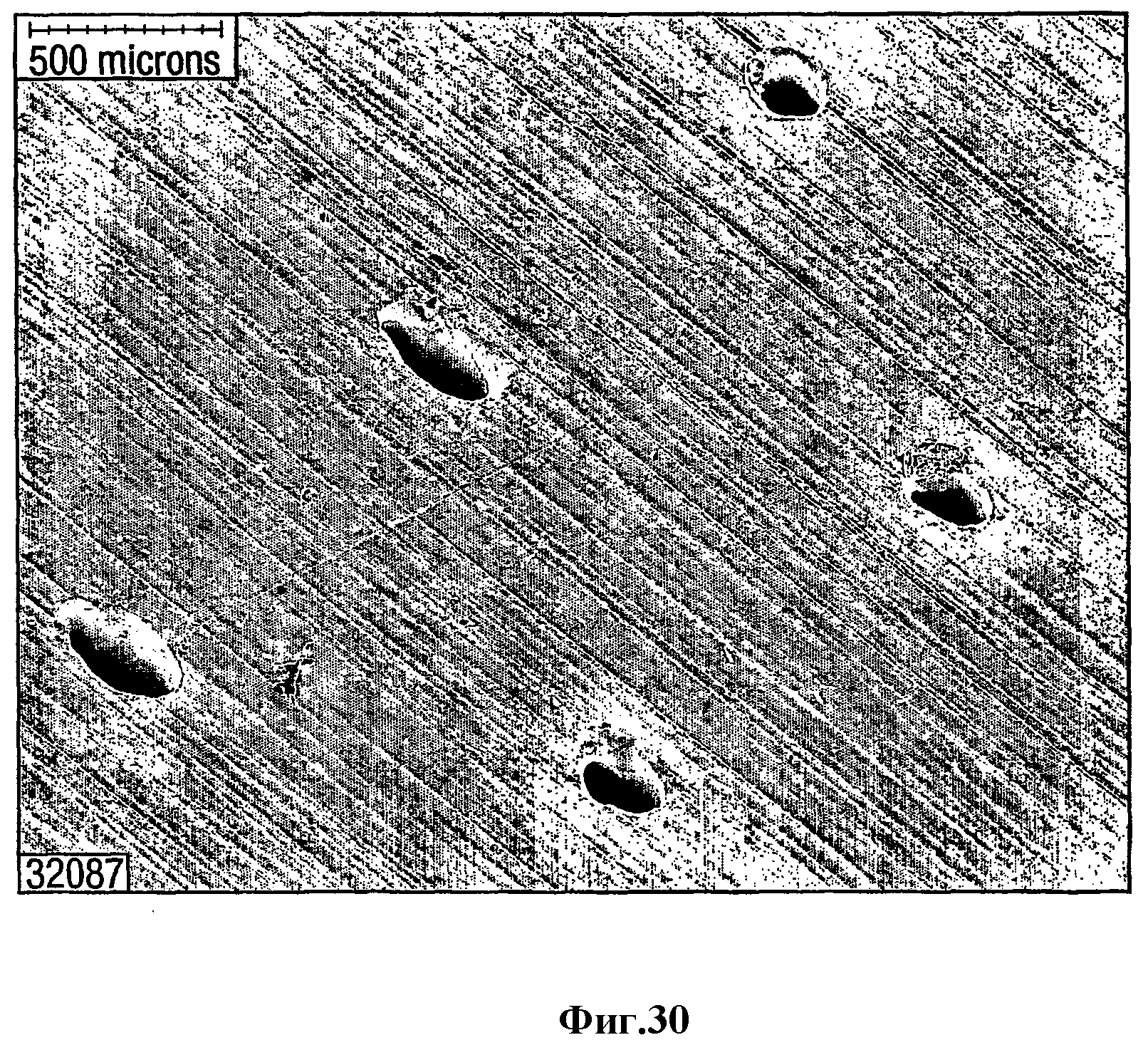
Фиг.30 показывает проникающие отверстия на обратной стороне обработанной заготовки;
Фиг.31 является таблицей, показывающей примеры типов соединений; и
Фиг.32 является таблицей, показывающей параметры процессов.
Во всех описанных примерах модифицирование структуры производится фокусированным электронным лучем (ЭЛ), генерируемым при помощи обычного источника электронных лучей, причем луч движется относительно субстрата. Конечно, как упомянуто выше, заготовка могла бы перемещаться относительно луча или, в действительности, оба могли бы перемещаться. Альтернативно могли быть использованы другие энергетические лучи, такие как лазеры.
Фиг.1 иллюстрирует результат одного прохода луча в заготовке 1, такой как сталь. Проход луча начинается на участке Фиг.1, обозначенном 2, вызывая образование небольшой выпуклости (выступа). Затем луч движется по, в основном, линейной траектории 5, создавая расплавленную область 3 и заканчиваясь в точке 4, где образуется небольшое отверстие (кратер или полость). Это приведет к перемещению материала субстрата, которому позволяют по существу затвердеть, в основном, пока луч создает проход(ды) в других участках. Затем луч может вернуться к участку этого прохода для того, чтобы повторить проход либо точно, либо другим способом, как будет описано в деталях ниже.
Следует отметить, что в данном примере расплавленный материал течет в направлении (обозначенном маленькой стрелкой, как показано на Фиг.2), обратном траектории луча (обозначенном стрелкой 5). Перемещение материала в описанных примерах происходит путем объединения двух отдельных механизмов. Первый механизм использует давление внутри сдвигаемой полости, заполненной паром (СПЗП), подобно тому, как происходит во время электронно-лучевого плавления. Это воздействие давления, объединенное со сдвигом "ключевого отверстия" луча, приводит к результирующему перемещению материала в направлении, обратном этому сдвигу. В этих условиях, если расстояние сдвига вдоль траектории ("длина прохода луча") превышает расстояние примерно трех диаметров луча и затвердевание материала происходит приблизительно равномерно по движению луча, то количество перемещенного материала фиксировано безотносительно к длине прохода луча. Однако видимое расстояние результирующего перемещения материала зависит в этом случае только от длины прохода луча. Следовательно, можно видеть, что эти два параметра можно независимо контролировать для создания желаемого эффекта.
Второй механизм зависит от изменения поверхностного натяжения в зависимости от температуры жидкого металла. Этот поток, направляемый температурным градиентом поверхностного натяжения (ПНТГ), не зависит от направления "прохода луча" исключительно в случае, когда он оказывает влияние на температурное распределение в жидком металле. ПНТГ перемещение материала происходит следующим образом. Предположим, что вытянутая (по меньшей мере, в два раза длиннее ширины) неглубокая область материала быстро расплавлена в большую, по существу, плоскую поверхность, но не охлаждается с равномерной скоростью. Отметим, что эта лужица будет иметь слегка выпуклую поверхность (так как горячий жидкий металл имеет, обычно, больший объем, чем более холодный окружающий твердый металл). В отсутствие любых других сил, таких как гравитация, давление пара от случайного луча и так далее, эта выпуклая поверхность будет однородна по форме. Однако, если один конец лужицы остывает раньше других и поверхностное натяжение сильно зависит от температуры, то выпуклая верхняя поверхность лужицы будет нестабильной по форме. Если поверхностное натяжение больше при высоких температурах, то горячий конец лужицы будет становиться плоским и соответствующий объем материала образует выпуклость на более холодном конце лужицы. Если поверхностное натяжение меньше при высокой температуре, произойдет обратное.
Можно видеть, что для того, чтобы происходил ПНТГ поток материала, все, что требуется, это - наличие контролируемого температурного градиента вдоль лужицы жидкости при ее остывании. Обычно имеется температурный градиент в направлении "прохода луча" и наилучший для модифицирования поверхности "лепящий" результат получается, когда складываются ПНТГ и СПЗП воздействия. Однако лучи с низкой плотностью энергии можно использовать для того, чтобы перемещать материал в направлении, обратном проходу луча, если присутствуют другие факторы, которые вызывают реверсию температурного градиента в лужице.
Для прохода луча, содержащего в себе преимущественно прямоугольное движение относительно заготовки 1, длина прохода обычно в несколько раз больше, чем диаметр луча. Если траектория 3 прохода луча кривая, типичный минимальный радиус кривизны сравним (но не ограничен) с диаметром луча.
Как объяснено выше, каждый проход луча способен рождать небольшую лужицу расплавленного материала, который сдвигается по поверхности заготовки 1. В этой лужице есть, обычно, заметная сила, формирующая поверхность, вызванная давлением пара, возникающим от взаимодействия луча с поверхностью металла. При каждом проходе луча перемещается небольшое количество материала. Как показано на Фиг.2, обычно небольшое количество излишнего материала заметно в виде выпуклости 2 в начале прохода луча. Небольшое отверстие 4 соответствующего размера видно в конце прохода луча.
Если второй проход луча точно накладывается на первый, то как конечное отверстие 4, так и начальная выпуклость 2 будут в первом приближении вдвое больше по размеру (Фиг.3). Здесь материал, расплавленный один раз, обозначен как 6, а область над ним была расплавлена дважды.
Если третий перекрывающий проход луча накладывается на два первых, то конечное отверстие 4 и начальная выпуклость 2 будут приблизительно в три раза больше, чем после первого прохода (Фиг.4). Области единожды и дважды расплавленного материала обозначены 6 и 7 соответственно.
После ряда перекрывающих проходов луча материал в начальной выпуклости 2 может не охладиться в достаточной мере объемом вследствие удаленности выпуклости 2 от объема. Это может привести к отсутствию дополнительного увеличения высоты начальной выпуклости при дополнительных последующих проходах луча той же природы, так как каждый проход луча теперь переплавляет почти весь материал от предыдущего прохода. После ряда n перекрывающих проходов луча (Фиг.5 и 6) конечное отверстие 4 в заготовке 1 и начальная выпуклость 2 могут иметь значительное соотношение высоты/глубины к ширине. Когда это случается, падающий луч не может далее расплавлять то же количество материала в конечном кратере из-за эффективного падения плотности энергии луча на единицу площади в точке падения.
Фиг.7-9 показывают систему обозначения для описания некоторых примеров, упомянутых выше. На Фиг.7 система из 1000 проходов луча использована для получения 250 выступов, применяя систему проходов луча типа В. Начальный выступ обозначен 8, а конечный кратер (отверстие) - 9. Линия между этими двумя позициями показывает траекторию луча, а стрелка над этой линией обозначает направление потока материала. Как показано, выступ номер "1" образован проходами с номерами 1, 21, 41, 61. Фиг.8 показывает то же, в общем, обозначая использование четырех проходов с двадцатью другими проходами на других участках, разделяющих их. Как показано на Фиг.9, "n" обозначает число проходов в каждом положении, "r" - число перед каждым повторным облучением, "Н" - число выступов и "S" - число повторных проходов.
Если начальные позиции нескольких различных проходов накладываются, результатом должен стать наложенный начальный выступ, во много раз больший, чем каждое из конечных отверстий, называемый "супер-выступ" (Фиг.10). Для этого n=20, r=250, H=250 и S=25000. Для того чтобы достичь этого, налагаются выступы от пяти разных траекторий прохода луча.
Если ни одно из конечных отверстий не перекрывается вовсе, но все начальные выступы перекрываются, то результатом будет общее понижение высоты поверхности субстрата, окружающего начальный выступ.
Если конечные отверстия при нескольких проходах луча накладываются, результатом может быть отверстие, в несколько раз большее, чем начальные выступы, то есть "супер-отверстие" (Фиг.11). Здесь n=3, r=10, H=10, S=120. Для получения этого супер-отверстия использованы четыре траектории прохода луча.
Если ни один из начальных выступов не перекрывается, но все конечные отверстия перекрываются, результатом должно стать глубокое отверстие, которое окружено небольшим плато, слегка приподнятым над поверхностью исходной заготовки.
Фиг.12 показывает пример сети супер-отверстий (полученных от 3 траекторий проходов луча каждое) и супер-выступов (6 траекторий проходов луча каждый). В этом случае n=20.
Если обрабатываемые области заготовки выполнены из более чем одного материала (например, покрыты металлом или покрыты вторым материалом) или работа проводится в подходящем газовом или жидком окружении, может возникнуть новый функциональный сплав. В случае покрытия последовательные проходы луча могут перемещать материал, по желанию, либо из самого покрытия, либо из облучаемой области субстрата. Таким образом, композиция и свойства начального выступа могут меняться от верха к низу. Обычно процесс приводит к небольшой потере обработанного материала в виде пара и разбрызгивания, особенно при работе, в значительной степени, в СПЗП режиме. Более летучие компоненты обычно теряются, предпочтительно, из обрабатываемого материала в виде пара. Например, при использовании во многих материалах может быть перемещено от 50 до 95% обрабатываемого материала, который, однако, остается прикрепленным к заготовке или заготовкам после обработки.
Потеря некоторых компонентов из базового материала во время обработки данным способом может быть сознательно использована для обеспечения локальных изменений в композиции, структуре и свойствах, если это желательно.
Так как свежеобработанные поверхности являются чистыми и восприимчивыми к дополнительному покрытию, может быть удобно нанести это покрытие во время или сразу после обработки энергетическим лучом. В некоторых случаях покрытие, состоящее предпочтительно из теряемого компонента или компонентов, можно легко нанести во время процесса.
Если последовательные линейные проходы луча выполняются на том же участке, результатом обычно является приблизительно треугольная форма начального выступа. Стороны начального выступа, обращенные от и к каждой стороне направления прохода луча, почти вертикальны. Другая сторона обычно идет под углом к поверхности субстрата. Конечное отверстие также может быть соответствующей треугольной формы.
Геометрия конечного отверстия может контролироваться подобным же способом, принимая во внимание, что луч еще имеет линию визуального доступа ко дну отверстия, что может потребовать сложной манипуляции луч/заготовка в случае наклонного конечного отверстия.
Процесс обычно применяют к поверхности, перпендикулярной направлению падающего энергетического луча, но можно успешно применять под другими углами к поверхности заготовки во многих случаях.
Если проводить правильным способом, процесс позволяет получить плоскопараллельные канавки в поверхности изделия.
Канавки (вытянутые отверстия) в изделии можно сделать пересекающими одна другую на множестве участков. Однако правильное перемещение материала обычно не сохраняется, если траектория нового прохода луча пересекает существующую канавку.
Канавки могут быть во много раз глубже и длиннее своей ширины. При соответствующей толщине разреза канавки могут полностью проходить сквозь изделие.
Минимальная ширина канавки обычно определяется диаметром той части луча ("сердцевина"), которая имеет достаточную плотность энергии для создания описанного выше формирующего силового воздействия.
Стороны канавок, образованных с помощью этого процесса, могут состоять полностью из переплавленного материала, который на языке ЭЛ сверления будет "неопределенным". В ходе "лепящего" процесса согласно изобретению "неопределенный" материал от каждого прохода луча обычно однородно сплавляется с материалом от предшествующих проходов при условии использования соответствующей плотности энергетического луча. Поэтому в результате получается канавка с гладкими и параллельными сторонами.
Используя процесс согласно изобретению с лучом соответствующего диаметра и мощности, могут быть созданы элементы почти любого размера на любом материале, который имеет чрезвычайно устойчивую жидкую фазу при условиях обработки.
Специальные условия могут потребоваться в тех случаях, когда поверхностное натяжение жидкой фазы очень сильно зависит от температуры.
Если один или более (однородный или разнородный) материал постоянно добавлять к тому, что нормально было бы областью заготовки с «конечным отверстием», общим результатом могут стать выступающие элементы поверхности с небольшими соответствующими отверстиями или, при желании, без них. Дополнительный материал, например проволока или порошок, может быть добавлен, используя традиционные технологии. Если материал постоянно удалять из области заготовки с "начальным выступом", результатом могут быть отверстия в изделии с незначительным выступанием или без выступания материала. Избыток расплавленного материала может быть удален путем вытирания, засасывания или сдувания (например, струей газа) или лучом с более высокой плотностью энергии, который вызовет спонтанный выброс расплавленного материала и удаление его из заготовки. В любом случае материал может быть удален или добавлен при использовании другого отдельного компонента, содержащего потребляемую или одноразовую «палитру», который подводят как можно ближе к заготовке. В этом случае траектория прохода луча будет распределяться между заготовкой и палитрой.
Следовательно, заготовка, содержащая две или более отдельные части, может быть соединена с применением данной технологии. При получении выступов на одной или на всех частях заготовки обычным путем, но так, чтобы они соединяли одну часть заготовки с другой, должны быть сделаны стыки или стык. Эти стыки могут быть использованы для многих целей, например для электрических или механических соединений. Это - пример, когда структура заготовки образуется из двух или более компонентов заготовки.
В предпочтительном случае время между проходами луча на любом одном участке не тратят и луч не выключают. Вместо этого луч используют в течение этого времени, чтобы облучить другие области данной заготовки или других заготовок.
Минимальное число отдельных участков, которые могут быть одновременно обработаны одним непрерывным лучом, диктуется временем, необходимым для каждого прохода луча или (проходов) на участке в зависимости от времени задержки, требуемого между проходами луча на каждом участке. Максимальное число ограничивается только возможностями системы управления отклонением или перемещением заготовки при условии, что допускается дополнительное охлаждение из-за более длительного времени задержки, чем это необходимо.
В некоторых случаях для осуществления изобретения предпочтительнее использовать несколько лучей одновременно. Например, в простом случае - это наличие второй отдельной электронной пушки, идентичной первой. При данном подходе каждая электронная пушка используется идентичным способом для обработки других частей заготовки в одно и то же время. Используя данный подход, могут быть предусмотрены, если потребуется, дополнительные генераторы лучей. Альтернативным способом является применение нескольких эмитторов лучей, но с обычным проецированием луча и системой управления. В этом случае множество лучей может выполнять работу одновременно без значительного увеличения количества требуемого оборудования. Если потребуется, может быть использовано одновременно много таких систем, чтобы производить обработку с большей скоростью.
В одном случае заготовка может быть неподвижной относительно генератора электронного луча. «Общая» система отклонения луча управляет лучом между набором участков (например, система, содержащая ряды и столбцы одинакового шага) на поверхности изделия. На каждом участке может быть выполнен алгоритм отклонения, содержащий одно или, если потребуется, несколько «проходов луча». После ряда повторений «общей» картины отклонения процесс заканчивают и луч выключают.
В другом случае «общую» картину и «алгоритм» используют, как описано выше. Однако в этом случае заготовка также находится в движении, так что при каждом повторении «общая» система различным образом накладывается на заготовку. При каждом повторении первый столбец участков в «общей» системе находится в данный момент над исходным материалом, второй столбец находится над теми участками, которые перед этим были экспонированы первым столбцом, и так далее. В модифицировании этого процесса:
А) число колонок в «общей» системе может быть сделано равным требуемому числу облучений или проходов луча на каждом участке. Таким образом, процесс можно применять непрерывно к движущейся полосе или листу материала субстрата с точно эквивалентным общим результатом на каждом участке (за исключением начала и конца пробега) в каждом случае;
B) при применении к детали с круговой симметрией, которая вращается во время процесса, точно эквивалентное воздействие (за исключением в некоторых случаях одинакового температурного изменения между двумя различными проходами луча) может быть получено для каждого участка изделия. Это может быть достигнуто при условии, что движение изделия точно синхронно с общим отклонением луча, так что вращение на 360 градусов точно соответствует целому числу повторений общей картины.
C) каждый столбец в общей картине может быть составлен так, чтобы воспроизвести эквивалентную или различную картину прохода луча на каждом участке. В комбинации с движением заготовки это может быть использовано, чтобы создать более сложные или наклонные признаки изделия; или
D) если требуется, материал может быть добавлен или удален из изделия на участках, которые фиксированы относительно электронной пушки.
Некоторые примеры применения данного метода к аустенитной нержавеющей стали показаны на Фиг.13-15. Фиг.13 иллюстрирует единичный супер-выступ, окруженный шестью отверстиями. Фиг.14 иллюстрирует участок с супер-выступом, показанным на Фиг.13, относительно его непосредственного окружения.
Параметры этих примеров представлены в таблице на Фиг.32.
Примеры структурного модифицирования, где в соответствии с изобретением использовали искривленные траектории луча для аустенитной нержавеющей стали, показаны на Фиг.15 и 16. На Фиг.15 представлены прямые выступы, каждый из которых образован с использованием частично искривленной траектории луча. На Фиг.16 признак центрального прямого выступа образован в центре 2-на-2 матрицы, ограниченной искривленными (частично круглыми) траекториями луча. Параметры процесса, использованные в каждом случае, подробно представлены в таблице на Фиг.32.
Используя данный способ, могут быть получены также частично перекрывающиеся элементы. Параметры, представленные на Фиг.32, также дают подробности примеров последовательно наложенных операций «лепки». Подробные траектории луча представлены на Фиг.21А-21F, что также представлено в виде таблиц на Фиг.32. На Фиг.21А-21F пунктирные линии показывают общую картину траектории повторного луча по отношению к первому (непрерывные линии).
Это дает возможность создавать более детально разработанные элементы. В одном образце с помощью первой операции делают ряд низких широких хребтов материала. Затем эти хребты обрабатывают с помощью второй операции, в результате которой в обычном случае были бы созданы отверстия и выступы приблизительно одинаковой высоты ниже и выше поверхности материала. В данном случае, однако, поскольку отверстия создают внутри маловыступающего хребта материала, отверстия не проникают глубоко в исходную толщину материала. Это - путь получения высоких бортиков над исходной поверхностью материала без, соответственно, глубоких отверстий на поверхности. Как показано на Фиг.17, ряд «ребер» и канавок накладываются около низких хребтов. Дополнительные подробности представлены на Фиг.32.
Если последовательные линейные проходы луча начинают на незначительно отличающихся участках, например, каждый проход луча требует немного отличающейся длины траектории, чтобы достичь того же самого конечного отверстия, результатом будет невертикальный вид начального выступа. В этом случае, если последовательно используют более короткие траектории прохода луча, сторона начального выступа, смотрящая назад от направления прохода луча, также будет направлена под острым углом к поверхности субстрата. Этот эффект может быть приспособлен так, чтобы получать примерно симметричный вид начального выступа.
Напротив, если последовательно использовать все более длинную траекторию прохода луча, сторона начального выступа, смотрящая назад от направления прохода луча, будет снижаться к поверхности таким образом, что будет нависать над поверхностью.
Если последовательные линейные проходы луча проводятся на одном и том же участке, но проходы луча не совмещаются точно, так что есть небольшое смещение при каждом проходе луча в направлении, противоположном направлению линейного прохода луча, то в результате будет получен начальный выступ, наклоненный к поверхности субстрата.
В этих двух образцах, если соседние наклоненные начальные выступы сделаны таким образом, что они наклонены один к другому, несколько начальных выступов могут быть сплавлены вместе. Это предусмотрено для создания «петли» или «петель» из сплавленного материала, заметно выступающих над поверхностью субстрата.
Возвращаясь к изготовлению "нависающих" (наклонных) элементов, истинная длина траектории, на которой осуществляется расплавление каждым "проходом луча" немного больше, чем реальная длина прохода луча на величину, имеющую отношение к диаметру электронного луча, свойствам материала и скорости облучения. Это означает, что материал, перемещенный одним проходом луча, можно сделать нависающим или выступающим над началом предыдущего прохода луча или кромкой старта этого облучения. Если последующие проходы луча выполняются со смещением таким образом, что каждое начинается в последовательно более нависающем положении, то это нависание можно сделать дополнительно выступающим над кромкой.
Таким способом, отверстия, образованные в толстой секции заготовки, могут быть частично блокированы металлом выступов на поверхности. Применением этого способа является производство тонких фильтров из монолитных частей с относительно большими отверстиями, просверленными в них. Канавки или отверстия, которые образуются при перемещении выступающего материала, делают возможным, если это требуется, свободный перенос жидкого материала через поверхность. Это усиливает поток жидкости из областей между отверстиями.
Если последовательно смещаемые проходы луча осуществляют на плоской поверхности, то выступающие элементы можно сформировать так, что уклон назад будет иметь крюкообразный вид. Примером применения этого является перемещение груза между волокнисто-армированным материалом и металлом субстрата. На Фиг.18 показан пример такого рода нависающих элементов, параметры процесса представлены на Фиг.32. Фактически, при использовании модифицирования с параметрами, представленными в таблице на Фиг.32, могут быть образованы полностью проницаемые отверстия в заготовке из титанового сплава толщиной 2 миллиметра.
Модифицирование включает в себя паузу для остывания материала, чтобы уменьшить искажение заготовки.
Фиг.19 иллюстрирует применение данного способа для мягкой стали марки Т299.
На Фиг.20 показан дополнительный пример с Al 5083, T291. В каждом случае дополнительные подробности представлены на Фиг.32.
Способность материала к «лепке» зависит от ряда параметров, в том числе и от перечисленных в таблице на Фиг.32. Кроме того, значительный эффект оказывает чистота материала. Как локальные негомогенности в материале, так и количество растворенных летучих компонентов вносят большие различия в способность материала к «лепке».
В некоторых случаях, когда собираются получить изделие с достаточно широким плоским углублением или хребтом, начальное выполнение «отверстия» лучше проводить с использованием относительно интенсивного луча. Это может оставить на поверхности отверстие или хребет относительно грубого вида. При использовании луча меньшей плотности энергии или в финальных стадиях выполнения, или как последующая операция скорость перемещения материала может быть значительно уменьшена, но в результате будут получены более гладкое отверстие или хребет.
Изобретение можно реализовать, используя различные углы между лучом и поверхностью заготовки. Обычно принято, что различные процессы энергетическим лучом могут осуществляться на поверхностях, которые поворачивают так, чтобы поверхность оставалась нормальной по отношению к лучу в некоторой точке. Это ограничивает использование таких лучей при сверлении отверстий под малыми углами. Это следствие как уменьшения геометрической плотности энергии, так как круглое пятно становится эллиптическим на поверхности изделия, так и увеличивающейся отражательной способности по отношению к лучу, входящему под малым углом падения. Для сверления лазерным/электронным лучом или для других полезных процессов плотность энергии, требуемая для планируемого процесса, по существу, больше, чем необходимая, чтобы расплавить материал. Однако с использованием настоящего изобретения, даже если плотности энергии достаточно, чтобы только расплавить материал, возможно довести до конца структурное модифицирование при условии STTG механизма управления потоком при работе с рассматриваемым материалом. Такая операция может быть применена для того, чтобы вызвать изменения в локальном наклоне заготовки. Следовательно, это можно осуществить локально на наклонной заготовке в качестве предшествующей операции, перед последующей операцией, которая требует более высокой плотности энергии в луче.
Далее описан дополнительный пример, который иллюстрирует применение изобретения в таком важном использовании, как подготовка структур заготовок для их соединения.
Общий вид такого соединения, полученный в соответствии с первым из этих примеров, показан на Фиг.22, который представляет первую композитную заготовку 100, присоединенную ко второй металлической заготовке 101, используя промежуточную деталь 102. Соединения между металлическими компонентами 101 и 102 достигают, используя способ, описанный ниже. Сварной шов обозначен как 103.
Как показано на Фиг.23, в данном примере металлическую промежуточную деталь 102 образуют сминанием титана для придания ему формы, требуемой для асимметричного соединения в косой стык. Некоторые примеры из большого количества других возможных конфигураций соединений представлены на Фиг.31.
Поверхность 104, предназначенная для соединения с композитной заготовкой 100, показана на Фиг.23. После сминания поверхность затем обрабатывается с помощью электронного луча, используя способ структурного модифицирования в соответствии с изобретением. В этом случае способ обработки применяют ко всей поверхности 104, чтобы получить заданное количество выступов 105 и отверстий 106 (схематически показанных на Фиг.23).
Следует отметить, что картины, образованные относительным расположением выступов и отверстий, могут быть использованы, чтобы приспособить подобные детали к различным специфическим требованиям. В настоящем примере каждый выступ выполнен как острие, причем каждое острие одинаково по форме и размеру. Аналогично отверстия имеют одинаковую форму и размер. Такая адекватность не является, конечно, необходимой, но в настоящем примере это дает некоторые удобства в упрощении параметров обработки для структурного модифицирования.
Где подобная адекватность не используется, форма и размеры выступов, в частности, могут отличаться на различных участках поверхности, которая будет присоединена, чтобы иметь различные свойства соединений на этих участках. Выступы также можно получать под различными углами, а не только перпендикулярно к общей поверхности, из которой они выступают. Угловые выступы имеют преимущества в улавливании волокон в композитах и в предотвращении от смещения их под нагрузкой. Однако для заданной длины выступов чем меньше угол с поверхностью, тем меньше расстояние, которое выступ будет достигать в материале композита, и поэтому никакие напряжения не будут передаваться на всю глубину композита. Это - пример, когда высота выступов должна быть тщательно выбрана. Форма выступов также может быть различной в различных частях детали. В некоторых случаях форма крюка может оказаться благоприятной для усиления соединения.
В этом примере химическую композицию выступов можно также сделать различной в различных частях детали заготовки. Этого можно достичь различными процессами обработки, некоторыми из них являются:
а) Предпочтительное испарение части сплава металлической детали во время обработки энергетическим лучом.
b) Применение детали, имеющей несколько слоев, где смешивание материала из слоев происходит во время обработки энергетическим лучом.
c) Добавление дополнительного материала во время обработки.
Аналогичным способом, как и при обработке выступов, при получении отверстий размеры, форма и т.д. также могут быть разными на разных участках детали.
Некоторые механические, физические и термические свойства и некоторые эффекты, которые протекают благодаря значениям этих свойств, зависят от локальной плотности материала детали. Плотность, в свою очередь, зависит от объема созданных отверстий. Например, проблемы, которые возникают из-за несоответствий в значениях свойств детали и заготовки, к которой деталь присоединяют, могут быть уменьшены или устранены тщательной разработкой формы отверстий и их плотности на различных участках детали.
Возвращаясь к настоящему примеру последующей обработки поверхности в соответствии с изобретением, поверхность может быть дополнительно обработана подходящим способом, таким как продувание песка, травление или анодирование, чтобы усилить и сохранить адгезионные характеристики.
Слои 107 углеродного волокна, армированные эпоксидным полуфабрикатом композиционного пластика, затем накладывают на поверхность обрабатываемой детали, как показано на Фиг.24. Как только наложение пластика заканчивают, деталь помещают в автоклав и обрабатывают обычным способом. Хотя материалом и способом изготовления панели композита, используемыми в данном случае, являются углеродное волокно, армированное полуфабрикатом композиционного пластика и обработанное в автоклаве, нужно принять во внимание, что могут быть использованы многие другие материалы и способы изготовления, чтобы осуществить соединение металла с композитом.
Первый альтернативный пример содержит наложение сухой волокнистой основы на деталь, затем следует вакуумное введение смолы в основу. Несомненно, существует много примеров подходящих материалов. В случае компонента для аэрокосмических целей волокно может быть углеродным, основа может быть тканевой, трикотажной, неломкой тканью или плетеной, смола может быть эпоксидной и этот компонент может быть подвергнут тепловой обработке. В случае компонента для морского использования волокном может быть стекло, смолой может быть виниловый эфир или полиэфир и компонент может быть обработан при комнатной температуре. Вторая альтернатива содержит наложение на деталь углеродного волокна, армированного термопластичным полуфабрикатом композиционного пластика, и последующее отвердевание под горячим прессом.
Любой процесс производства, аналогичный обсужденным выше, может потребовать дополнительной смолы или адгезива для того, чтобы добавлять их во время стадии наложения на поверхность раздела между деталью и заготовкой, чтобы гарантировать поток в, по меньшей мере, некоторые из отверстий.
При удалении из автоклава конечный продукт содержит композитную структуру 100 с металлическим концом 102. Это показано на Фиг.25. Иллюстрация поперечного сечения структуры приведена на Фиг.26. Иллюстрация показывает, что металлические выступы детали проникают в композитную часть продукта. Аналогично, смола и возможно часть волокна композитной части продукта затекают в отверстия детали.
На Фиг.27 показано поперечное сечение реального соединения, причем белые металлические выступы проникают в слои композита. Такое зацепление выступов с заготовкой обеспечивает улучшение механического связывания и перенос напряжения через толщу композитной заготовки.
Следует принять во внимание, что перенос нагрузки между деталью и композитом, армированным волокном, будет распространяться через несколько слоев армирующего волокна из-за способа, которым выступы пронизывают эти слои. Поскольку выступы могут быть сделаны так, что их высота во много раз превышает их ширину, то, когда соединение находится под напряжением, в них индуцируется значительное напряжение изгиба. В простейшем случае небольшая примененная нагрузка вызывает эластичную деформацию выступа с приблизительно параллельными сторонами таким образом, как это предсказано классической теорией. Однако выступы могут быть сделаны почти с любым профилем, что дает возможность для сдвига модуля композита, а также для сложных нагрузок на соединения, которые могут возникать на практике. Это означает, что распределение нагрузки на соединение может быть выгодно изменено и проконтролировано, что обычно невозможно.
Аналогично, поскольку выступы могут быть различно ориентированы и/или профилированы, чтобы иметь различные свойства по отношению к изгибу в различных направлениях, перенос нагрузки между композитом и металлическими частями может быть сделан анизотропным для того, чтобы лучше соответствовать анизотропии материала композита.
Как дополнительный этап обработки образца, как упомянуто ранее, металлическая промежуточная деталь 102 может быть затем соединена с металлической структурой, как показано на Фиг.22, для получения композитного компонента, интегрированного в металлическую структуру. Чтобы соединить металлическую часть изделия и металлическую структуру, может быть использована любая подходящая технология соединения, это включает в себя соединение болтами, диффузионное связывание, лазерную сварку, сварку трением, сварку электронным лучом или контактную электросварку.
Вид типичной заготовки показан на Фиг.28. Она представляет собой титановую заготовку перед стадией соединения, имеющую ряд выступов на некоторой части соединяемой поверхности. Каждый выступ имеет длину около 2 миллиметров. Выступы расположены под углом к поверхности так, что их максимальная высота над поверхностью около 1,5 миллиметров. Аналогично отверстия имеют глубину примерно от 1,5 до 2,0 миллиметров. Полуфабрикат композиционного пластика с углеродным волокном накладывается затем на эти выступы, чтобы иметь толщину пропитанного композита около 2,5 миллиметров. При таком использовании полуфабрикат композиционного пластика с углеродным волокном накладывают обычно до толщины от 1 до 15 миллиметров в зависимости от требуемых свойств.
Размеры соединяемых структур будут меняться, но фактически могут быть покрыты композитом любой толщины от микронов до метров.
Следует принять во внимание, что поверхностное и/или структурное модифицирование по данному изобретению дает преимущества в ряде применений. Некоторые из них кратко упомянуты ниже.
А) Производство различных отверстий/трубопроводных профилей (например, «NACA» форма трубопровода) для придания формы потоку жидкости или газа или волнам давления.
B) Производство матриц/пуансонов для формирования новых поверхностных текстур/функциональности и более глубокого структурного модифицирования. Возможно также применение данного способа для получения более твердой поверхности некоторых материалов. Отверстия в матрице также могут быть использованы для откачки газа и для введения газа (для освобождения матрицы).
C) Обработка материалов с низким модулем (например, резин) и/или матриц для их производства так, чтобы ввести строго ограниченные элементы, которые иначе получить было бы очень проблематично, например в новых конструкциях для покрышек. Новые структуры покрышек могут быть получены для улучшения регулирования потока воды и для уменьшения шума.
D) Производство протезов, имплантатов и других биомеханических инженерных структур с металлическими, керамическими или полимерными компонентами для усиления связи с биологическим веществом (таким как кости), используя заготовки, которые точно воспроизводят естественные биосовместимые поверхности. Несущие нагрузку поверхности биомеханических соединений также могут быть обработаны для улучшения качества.
E) Производство поверхностей с контролируемой топографией и/или химической композицией для трибологического применения. Например, при обработке поверхности, покрытой металлом, небольшие отверстия и небольшие островки твердого интерметаллического материала могут быть получены в пределах существенно более мягкой матрицы. Этот и другие варианты способа могут быть использованы для производства несущих поверхностей.
F) Производство электронных «Z» соединений в электронных схемах созданием высокого относительного удлинения выступов.
G) Получение ряда отверстий в корпусах кораблей для того, чтобы поток газа создавал «граничный газовый слой» (ГГС), уменьшая таким образом сопротивление движению. Обработка материала по данному изобретению также может быть использована в материалах для поверхности крыла самолета, например втянуть часть потока в крыло, чтобы поддерживать требуемые условия потока, внешние к поверхности крыла.
H) Подготовка материала для диффузионного соединения, чтобы получить новые материалы (например, аэролист) созданием регулярного множества прямых выступов (смотри Фиг.29). Аэролист может быть получен соединением обработанных листов вместе с оставлением пропусков на центральной линии листового материала. Связанная пористая структура листа может быть получена соединением обработанных поверхностей вместе с обеспечением возможности продвижения охладителя (флюид/газ) или активного вещества вдоль центральной линии листа. Также может быть получен микропористый лист посредством образования проникающих отверстий или на верхней, или на нижней стороне листов до их соединения.
При обработке одного или нескольких кусков материала по данному изобретению, которые затем соединяют друг с другом или с одним или несколькими кусками необработанного материала, полученный в результате продукт может иметь усиленные свойства. Способ соединения, который может быть использован, включает в себя все формы сварки, диффузионное соединение, пайку с твердым припоем, склеивание и механическое соединение. Например, это может быть использовано при производстве листового материала низкой плотности и высокой жесткости и частей, содержащих внутренние пустоты и каналы. Если получают таким путем диффузионно-соединенные титановые листы для производства аэролиста, то конечный материал может иметь значительно усиленные специфические свойства. В этом случае материал также может быть сварен, разрезан, сформирован и соединен с использованием по существу традиционных технологий. Обработанные панели могут быть собраны и край заварен (например, с помощью электронно-лучевой сварки (ЭЛС)), образуя вакуумированный запечатанный пакет, подготовленный для соединения с помощью HIP, чтобы дать этот тип материала. Соединения между собранными листами могут быть выполнены так, чтобы получить оптимальные механические, термические или другие свойства, как требует применение. Если соответствующая обработка проведена для того, чтобы получить полностью проникающие отверстия в одной или более частях структуры, то через эти отверстия и/или внутренние пустоты смогут проходить флюиды, например, для охлаждения, нагревания, смешивания, уменьшения сопротивления движению или для целей химической реакции. При соединении вместе листов из различных материалов может быть получена улучшенная структура композита, например, собирая покрытые металлом листы, которые были обработаны, используя изобретение, и соединяя их, чтобы уменьшить плотность ячеистой сердцевины.
I) Обработкой материала по данному способу могут быть получены акустически активные поверхности для разрушения или отражения звуковых волн.
J) Могут быть обработаны металлы с памятью формы, чтобы дать активную функциональность. Объемный материал может быть локально модифицирован химически и геометрически для образования функциональных областей, являющихся локальными композитными сплавами с памятью формы.
K) С помощью данного способа может быть проведена обработка оптических элементов для того, чтобы модифицировать оптические свойства (например, пропускание и отражение) поверхности, например, с голографической функциональностью.
L) Используя данный способ, может быть осуществлено производство сенсоров, чтобы влиять на точность и/или регулярность множества отверстий или выступов, например, в линейных кодирующих устройствах.
M) Устройства, такие как теплообменники, каталитические конверторы, потоковые химические реакторы, могут быть все получены с улучшенными свойствами при использовании способа для получения соответствующих каналов/отверстий и/или поверхностных выступов в соответствующих компонентах.
N) Функциональность биметаллической поверхности может быть достигнута обработкой поверхности, к которой был добавлен дополнительный материал для того, чтобы создать признаки поверхности, содержащие слои из двух или более различных композитов.
O) Используя данный метод, может быть также осуществлено производство дизельных инжекторов с детальным рассмотрением гидродинамических свойств форсунки и ее способности испарять выталкиваемое горючее. Упрочнение поверхности переплавленного материала (полученного данным способом) может быть использовано, чтобы улучшить стойкость к износу. Кроме того, могут быть получены элементы форсунки, придающие вращательное движение потоку, проходящему через форсунку. Это может, например, также позволить автоматическую компенсацию объемных свойств потока, когда происходит износ форсунки во время работы.
P) Используя данный метод, может быть также осуществлено получение отверстий, свободных от заусенцев. Когда при корректных условиях делают насквозь проникающие отверстия, то отверстия, фактически свободные от заусенцев, образуются на дальней стороне заготовки. Отверстия данного типа могут использоваться во многих случаях, в которых требуется свободный от заусенцев край отверстия. Это могут быть различные процессы рубки и резки, а также процессы, в которых поток флюида над перфорированной поверхностью в наименьшей степени возмущается при наличии свободных от заусенцев краев. Пример показан на Фиг.30.
Q) Могут быть применены различные способы обработки, чтобы привести в желаемое состояние поверхность для последующей обработки с использованием данного метода. Например, может быть проведено какое-либо покрытие или химическая обработка. Также на обрабатываемой поверхности может быть проведена механическая обработка. Например, выступы могут быть деформированы в новую функциональную форму или просто деформированы, чтобы получить совершенное единообразие высоты или конформации стыкующихся частей. Соединения, смонтированные с такими поверхностями, могут иметь лучший термический и электрический контакт, чем это можно было бы ожидать от примененной нагрузки, гладкости и пологости, вследствие режима локальной деформации и контакта на поверхности раздела.
R) Способ может быть использован для изменения различных потенциальных градиентов (включая химические, электрические, магнитные), локальных по отношению к поверхности, изменяя таким образом осаждение на поверхности или удаление с поверхности материала или протекание на поверхности химической реакции.
S) С помощью данного способа может быть получен кристаллографический текстурно-ориентированный материал и поверхности. Типично выступы и другие элементы, которые образуются при последовательных проходах луча, делают это вначале через обычное гетерогенное образование зародышей и их последующий рост. Однако при корректных условиях упомянутые элементы могут быть подготовлены к росту таким путем, чтобы приобрести специфическую ориентацию кристаллов или кристаллографическую текстуру. Это может, например, быть использовано, чтобы обеспечивать специфическую структуру материала/свойств, естественно им присущую, или контролировать кристаллографическую ориентацию и/или морфологию роста материала, который впоследствии будет осажден или образуется из жидкой или газообразной фазы на заготовке.
T) Также могут быть получены анизотропные микрочастицы и волокна. Осуществлением другой стадии обработки, следующей после их образования, эти элементы могут быть отделены от заготовки в форме анизотропных волокон или частиц.
Реферат
Изобретения относятся к обработке заготовок высокоэнергетическими лучами, в частности к способу модифицирования структуры заготовки, способу подготовки заготовки в виде детали для соединения с одной или несколькими дополнительными заготовками, способу соединения заготовок и заготовке, полученной упомянутыми способами, и может найти применение в различных отраслях машиностроения и приборостроения. Модифицирование структуры заготовки (1) содержит первый этап, при котором осуществляют относительное перемещение между энергетическим лучом и заготовкой (1) так, что область (3) заготовки (1) плавится, и расплавленный материал смещается, образуя выступ (2) на одном участке области (3) и отверстие (4) на другом участке области. Потом расплавленному материалу дают, по меньшей мере частично, застыть. После этого первый этап повторяется один или более раз. Область, соответствующая каждому повторению, пересекает область (3), в которой осуществляют первый этап. Изобретения позволяют получить поверхность с различной структурой и модифицировать структуру в объеме материала. 4 н. и 29 з.п. ф-лы, 30 ил., 2 табл.

Комментарии