Способ управления сварочным током при контактной сварке и устройство для его осуществления - SU1316769A1
Код документа: SU1316769A1
Чертежи


Описание
11
Изобретение относится к способам управления сварочным током при контактной , а именно точечной сварке, с постепенным нарастанием сварочного тока и оборудования для этого способа .
Известен способ управления сварочным током при контактной сварке, при котором в процессе сварки измеряют напряжение на сварочных элект4
родах и пци отклонениях напряжения о заданного значения изменяют частоту генератора сварочных импульсов (см. авт.св. № 679354, кл. В 23 К 11/24, 1976).
Известный способ находит применение при использовании повышенной частоты сварочных импульсов и не мо- жет быть использован при применении для сварки импульсов частоты промышленной сети, что является его недостатком .
Наиболее близким техническим решением к предлагаемому является способ управления сварочным током при контактной сварке, преимущественно точечной с плавным нарастанием тока, ; при котором измеряют сопротивление сварного шва и по величине измеренного сопротивления управляют сварочным током (см. авт. св. № 461816, кл. В 23 К 11/24, 1973).
Недостатком известного способа является то, что в нем процесс управления сварочным током не влияет на ту- сварную точку, на которой обнаружилось изменение заданного режима.
Известно, устройство управления сварочным процессом по изменению, например, напряжения на сварных швах или погонной энергии в сварных швах (см. патент ФРГ № 2362520, кл. В 23 К 11/10, 1976).
Недостатком является то, что оно не приспособлено к изменяющимся условиям образования сварного шва, собственным изменением свариваемых деталей, геометрии сварного шва, состояния поверхности и электродов и требует настройки при изменениях свариваемых толщин, материала, количества слоев, подготовки поверхности.
Наиболее близким к изобретению является устройство для управления сварочным током при контактной сварке , преимущественно точечной, с плавным нарастанием тока, содержащее узе измерения сопротивления сварного шва
692
связанный со сварочным контуром, компаратор , генератор и схему управления параметрами сварочного процесса (см. авт.св. № 450666,кл.В 23 К 11/24, 1973).
Однако устройство не обеспечивает качественной сварки, так как измерение осуществляется в паузах между импульсами , а управление током - в по- следующем сварочном импульсе, при формировании которого условия сварки могут«измениться.
Цель изобретения - повьш1ение качества сварных соединений.
Поставленная цель достигается тем, что согласно способу управления сварочным током при контактной сварке, преимущественно точечной, с плавным нарастанием тока, при котором измеря- рт сопротивление сварного шва и по величине измеренного сопротивления управляют сварочным током, определяют в процессе нарастания сварочного тока экстремальную точку максимальной величины сопротивления сварного шва, фиксируют ее, после чего продолжают сварку бе з изменения величины
сварочного тока I .
Устройство, реализующее предлагаемый способ, содержащее узел измерения сопротивления сварного шва связанного со сварочным контуром, компаратор , генератор и схему управления параметрами сварочного процесса, снабжено дифференцирующим -узлом,триг- герной схемой с тремя входами и цепью задержки, при этом узел измерения сопротивления сварного шва, дифференцирующий узел, компаратор, триггер- ная схема, генератор, схема управления параметрами сварочного процесса и сварочный контур образуют- последовательно соединенную цепь, причем
вход цепи задержки подключен к второму входу триггерной схемы, к одному из входов генератора и к одному из выходов схемы управления параметрами сварочного процесса, а выход цепи
задержки подключен к третьему входу триггерной схемы..
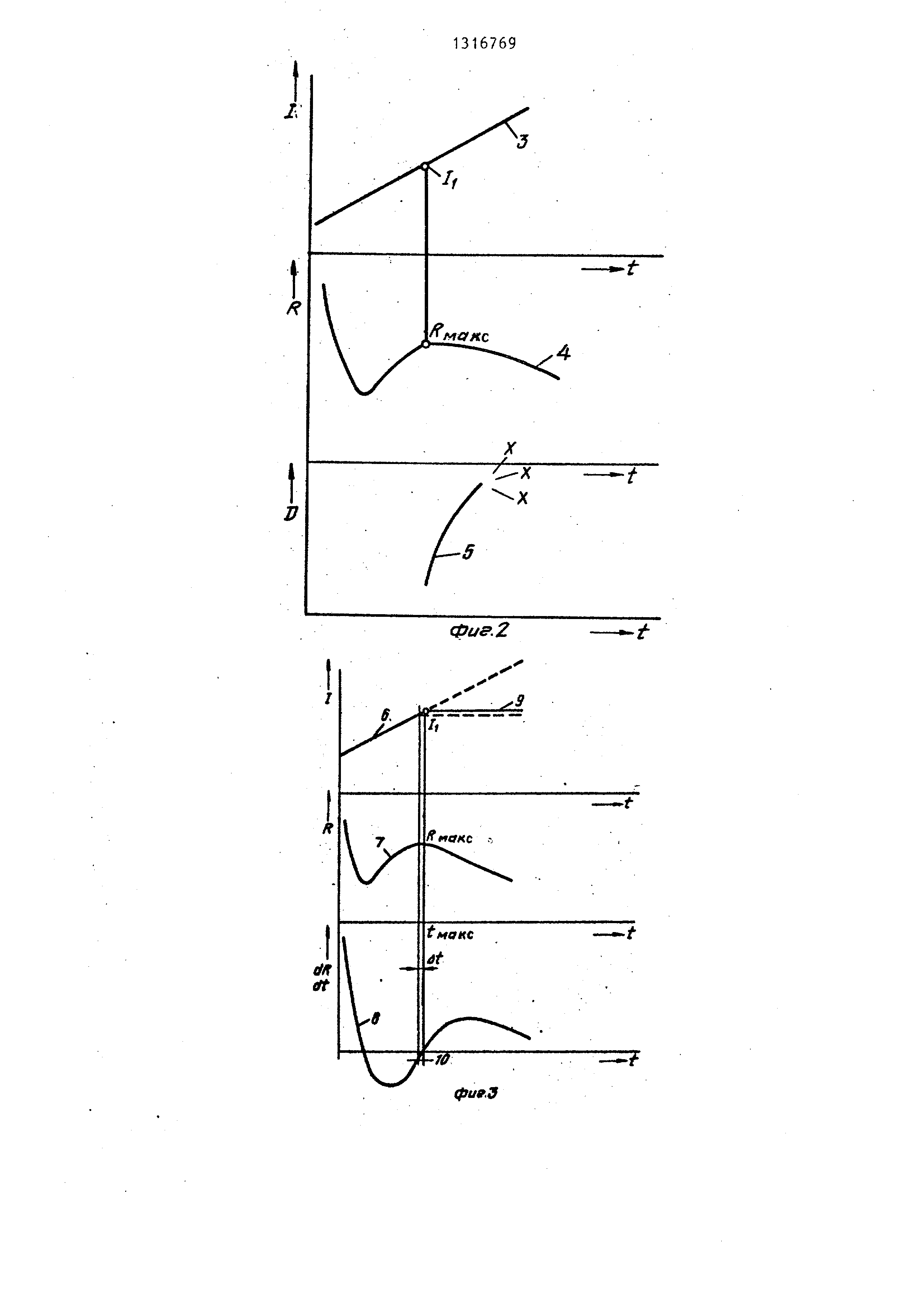
На фиг.1 изображена типовая кривая изменения сопротивления сварного шва (кривая 1) и типовая кривая нарастания диаметра сварной точки при постоянной настройке сварочного тока (кривая 2); на фиг.2 - изменение сопротивления сварного шва (кривая 4) и изменение диаметра сварной точки
(кривая 5) при постепенно нарастающем сварочном токе (кривая 3); на . фиг.З - поясняющие, как от изменения сопротивления сварного шва (кривая 7) или его производной (кривая 8) осу- ществляется управление сварочным током путем прекращения его нарастания (прямые 6 и 9); на фиг.4 - функциональная схема устройства, реализующего способ.
При постоянной настройке сварочного тока типовое изменение сварного шва R изображено кривой 1 (фиг.1). Кривая 2 (фиг.2) показьшает как од- новременно при этом растет диаметр сварной точки..Из приведенного графика видно, что приблизительно в момент -макс когда сопротивление сварного шва R достигло своего локального максимума . , начинает образовываться сварная точка и растет ее диаметрD.
. Когда сварочный ток I в процессе сварки прекратит постепенное нарастание (кривая 3), сопротивление (кри- вая 4) опять достигнет со .временем своего максимума R/viatcc- Этому максимуму приблизительно соответствует начало образования сварной точки, но ее диаметр D (фиг.2, кривая 5) быст- ро растет с увеличением сварочного тока I. Крутизна роста диаметра сварной точки при этом (кривая 5) значительно выше, чем в случае постоянной настройки сварочного тока I (фиг.1, кривая 1), так что/со временем произойдет энергетическое насыщение сварного шва и выплеск наплавленного материала из сварного шва.
Экспериментально определено, что чем быстрее растет сварочный ток I, тем скорее достигает максимума акс изменение сопротивления сварного шва R и тем скорее появляется начало нарастания сварной точки. .
При изменении внешних условий, таких как увеличение толщины или количества свариваемых листов, изме- .нение диаметра электродов, за счет H изнашивания, максимум достигается позже, значит при более высоких величинах сварочного тока I. Время ПР котором достигается максимум сопротивления сварного шва R, является инвариантом сварочного процесса , который определяет, что бьша достигнута такая величина сварочного тока (кривая 1), которая соответствует энергетическим требованиям данного свариваемого соединения.
Способ осуществляется следующим образом.
Сварочный ток I постепенно нарастает в соответствии с прямой 6 (фиг.З), При этом измеряется изменение сопротивления сварного шва R (кривая 7) и одновременно проводится измерение его производной dR/dt (кривая 8). Во время t , когда протекание R достигает локального максимума , изменение производной dR/dt (кривая 8) проходит через нуль. Это состояние детектируется и на основе полученного сигнала прекращает дальнейшее нарастание сварочного тока (прямые 6 и 7 фиг,3). Сварку заканчивают при постоянной величине сварочного тока I (фиг.З, Лря мая 9), С технической точки зрения конструкции электронной части может быть выгодным детектировать величину 10 (фиг.З) производной dR/dt (кривая 8) в точке, достаточно близкой к нулю. При этом сигнал на прекращение роста сварочного тока I формируется на интервал времени t раньше, чем достигается максимум сопротивления R..«u. . Интервал времени fit может быт
МО t -С/
сравнимый или меньше, чем один полупериод частоты сети 50 Н, т.е, 0,01 в случае обыкновенных сварочных установок с использованием частоты промышленной сети.
Устройство, реализующее способ, состоит из источника 11 измерения сопротивления сварного шва, дифференцирующего устройства 12, компаратора 13 с входом 19 триггерной схемы 14 с входом 20, Выход триггерной схемы .14 присоединен ко входу 23 генератора 15 пилообразного протекания, который подключен через схему 16 электронного управления параметрами сварочного процесса с входом 25 настройки к сварочному контуру 17. Выход
26схемы 16 подключен к входу 24 запуска генератора 15, ко входу 22 сброса триггерной схемы 14 и к входу
27цепи задержки 18, выход которой подключен к другому входу 21 триггерной схемы 14.
Устройство работает следующим образом .
Сигнал от источника 11 измерения сопротивления сварного шва подводится к дифференцирующему устройству 12
5131
вход которого присоединен к компаратору 13. Компаратор 13 срабатывает при достижении максимума сопротивления R и формирует сигнал на триггер- ную схему 14, которая изменяет свое состояние и, воздействуя на генератор .15, прекращает формирование пилообразного напряжения. При этом прекращается также рост сварочного тока, который обусловлен присоединением выхода генератора 15 пилообразного напряжения посредством схемы 16 электронного управления параметрами сварочного процесса. Соединение схемы 16 с входом генератора 15 и с входом сброса триггерной схемы 14 в исходное положение позволяет изменить состояние триггерной схемы и исключить нарастание сварочного тока в экстремальной точке изменения сопротивления R. Одновременно выход схемы 16 присоединен через депь задержки 18 к входу цепи задержки 18, выход которой блокирует триггерную схему 14 в течение первых двух-пяти периодов.
Изобретение можно использовать для автоматического управления про-- цессом точечной контактной сварки.
Формула изобрет
1. Способ управления сварочным током при контактной сварке, преимущественно точечной, с плавным нарастанием тока, при котором измеряют
67696
сопротивление сварного шва и по величине измеренного сопротивления управляют сварочным током, отличающийся тем, что, с целью повыше5 ния качества сварных соединений, определяют в процессе нарастания сварочного тока экстремальную точку максимальной величины сопротивления сварного шва, фиксируют ее, после
10 чего продолжают сварку без изменения величины сварочного тока.
2.-Устройство для управления сварочным током при контактной сварке, содержащее узел измерения сопротивле15 ния сварного шва, связанный со сварочным контуром, компаратор, генератор и схему управления параметрами сварочного процесса, отличающееся тем, что оно снабжено диф20 ференцирующим узлом, триггерной схемой с тремя входам и цепью задержки, при этом узел измерения сопротивления сварного шва, дифференцирующий узел, компаратор, триггерная схема, генера25 тор, схема управления параметрами сварочного процесса и сварочный контур образуют последовательно соединенную цепь, причем вход цепи задержки подключен к второму входу триггер- е н и я 30 ной схемы, к одному из входов генератора и к одному из выходов схемы управления параметрами сварочного процесса, а выход цепи задержки подключен к третьему входу триггерной
35 схемы.
/
маце


Реферат
Изобретение относится к области сварки, в частности к способам управления сварочным током при контактной, особенно точечной, сварке и устройствам для его осуществления. Оно может быть использовано в различных отраслях машиностроения при изготовлении сварных конструкций. Целью изобретения является повышение качества сварных соединений. Способ, управления сварочным током ведут с постепенным нарастанием сварочного тока. Нарастание сварочного тока прекращается , когда изменение сопротивления сварного шва достигает величины своего локального максимума, или к этому максимуму приближается. Поэтому далее сварку продолжают при величине настройки сварочного тока, полученной в момент превращения его нарастания. Для этого устройство содержит дифференцирующий узел, триг- герную схему с тремя входами и цепью задержки, генератор, схему управления параметрами сварочного процесса, сварочный контур. Благодаря тому,что устройство реагирует на изменяющиеся условия образования сварного шва, его геометрии, состояния поверхности электродов и т.д., повышается качество получаемого сварного соединения. 2 с.п. ф-лы, 4 ил. I сл 00 О5 О) QO

Формула
Комментарии