Способ контактной точечной сварки - RU2633413C2
Код документа: RU2633413C2
Чертежи









Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу контактной точечной сварки.
УРОВЕНЬ ТЕХНИКИ
[0002] Корпуса автомобильных транспортных средств, в основном, собираются путем соединения прижатых друг к другу стальных листов с использованием точечной сварки. В точечной сварке, используемой для сборки корпусов транспортных средств, требуется обеспечивать диаметр сварной точки согласно толщине листа, и подавлять возникновение разбрызгивания.
[0003] Разбрызгивание включает в себя внутреннее разбрызгивание (явление, в котором основной металл, расплавленный при сваривании, рассеивается от наложенных торцов стальных листов) и поверхностное разбрызгивание (явление, в котором основной металл, расплавленный при сваривании, рассеивается от контактных поверхностей между стальным листом и электродами). В обоих случаях, качество поверхности корпуса транспортного средства снижается за счет рассеяния при разбрызгивании и прилипания к корпусу автомобильного транспортного средства. Разбрызгивание и прилипание к движущимся деталям сварочного робота также приводит к отказу оборудования. Игольчатое поверхностное разбрызгивание, оставшееся на поверхности точечной сварки, приводит к повреждению электропроводки автомобиля и пр., и поэтому подлежит устранению посредством шлифования. Соответственно, необходимо избегать внутреннего разбрызгивания и поверхностного разбрызгивания, а также гарантировать конкретный стандартный диаметр сварной точки для гарантии требуемой прочности сварного соединения.
[0004] В сборке корпуса транспортного средства, диаметр сварной точки иногда меньше стандартного диаметра сварной точки вследствие различных возмущающих факторов, таких как износ электродов, ответвление тока к существующей сварной точке, зазоров между прижатыми компонентами и прочее. Соответственно, часто бывает необходимо не допускать разбрызгивания при сваривании на производственной линии, чтобы надлежащий диапазон тока составлял 1,0 кА или более или 1,5 кА или более при оценивании уровня пробного образца.
[0005] В последнее время, при сборке автомобилей все чаще используются аппараты контактной точечной сварки, которые используют способ постоянного тока инвертора вместо способа однофазного переменного тока. Способы постоянного тока инвертора позволяют сделать трансформатор малым, что позволяет устанавливать его на робот, который может переносить лишь небольшой вес, и поэтому способы постоянного тока инвертора особенно часто используются на автоматизированных линиях.
[0006] Способы постоянного тока инвертора имеют высокую эффективность тепловыделения вследствие передачи непрерывного тока, без включения и отключения тока, как в традиционно применяемых способах однофазного переменного тока. Соответственно, существуют отчеты образования сварных точек стандартного диаметра сварной точки или более с использованием низкого тока, и надлежащие диапазоны тока шире, чем при использовании однофазного переменного тока, даже в случаях, когда применяется тонкий мягкий лист стального материала, плакированный цинком, на котором нелегко образовать сварные точки.
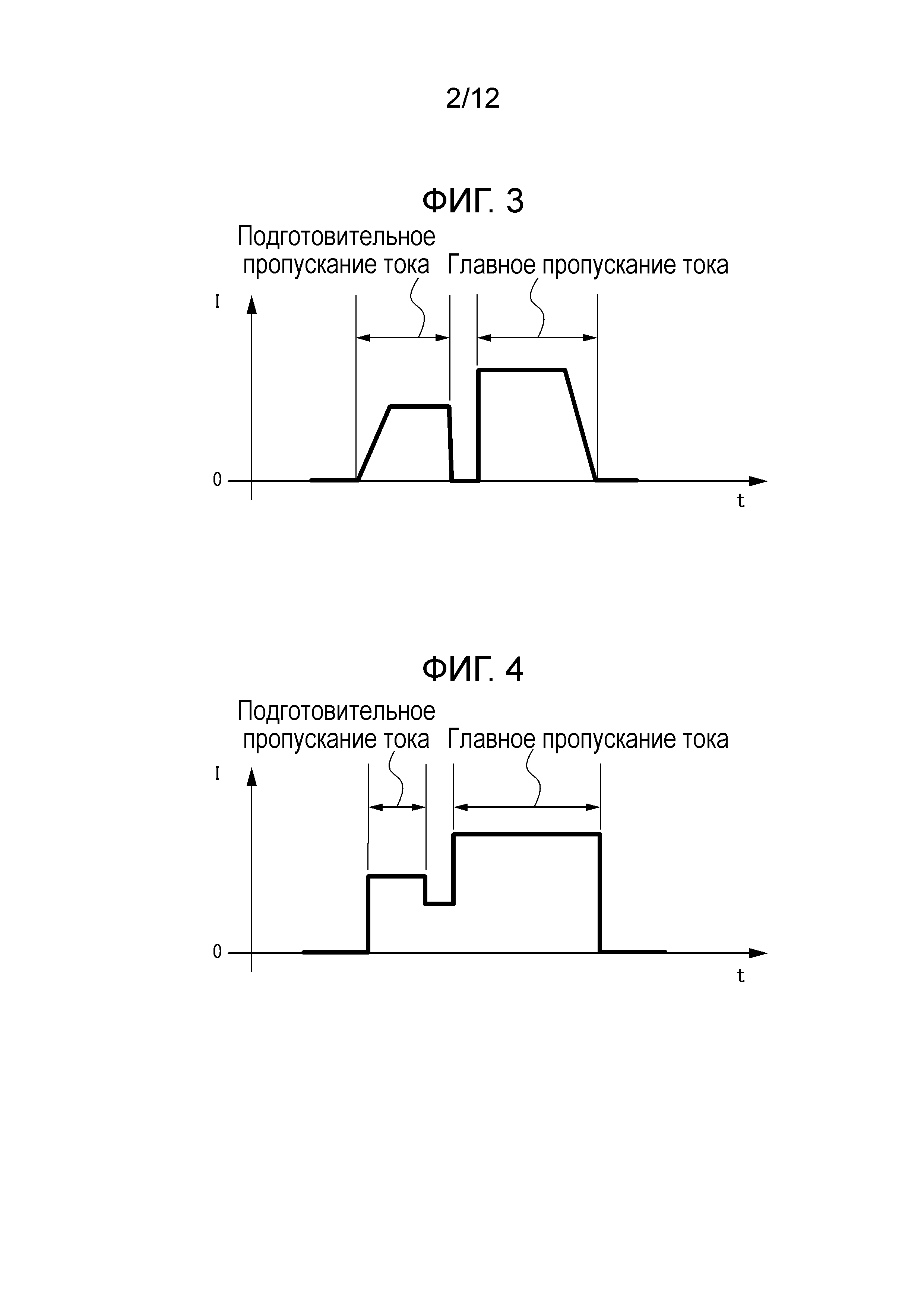
[0007] В точечной сварке, как показано на фиг. 1, контактная точечная сварка часто применяется в автомобилях с использованием одностадийного пропускания тока, в котором электричество пропускают только один раз. На фиг. 1, по вертикальной оси отложен сварочный ток I, и по горизонтальной оси отложено время t (то же самое справедливо для фиг. 2-7). Однако значение тока, при котором внутреннее разбрызгивание генерируется сваркой с использованием одностадийного пропускания тока, является низким с высокопрочными стальными листами с использованием способа постоянного тока инвертора, и существует значительное сужение надлежащего диапазона тока.
[0008] Японская выложенная патентная заявка (JP-A) № 2010-188408 (иногда именуемая ниже "документом 1") описывает способ подавления генерации разбрызгивания в точечной сварке высокопрочных стальных листов, как показано на фиг. 2, с применением двухстадийного способа пропускания тока, в котором основное пропускание тока осуществляется после увеличения прилегания между контактирующими торцами стальных листов за счет использования подготовительного пропускания тока.
[0009] JP-A № 2003-236674 (иногда именуемая ниже "документом 2") описывает способ подавления генерации разбрызгивания в точечной сварке высокопрочных стальных листов, как показано на фиг. 3, путем применения способа пропускания тока, в котором подготовительное пропускание тока применяется для увеличения прилегания между контактирующими торцами стальных листов, затем пропускание тока останавливается, и затем осуществляется основное пропускание тока.
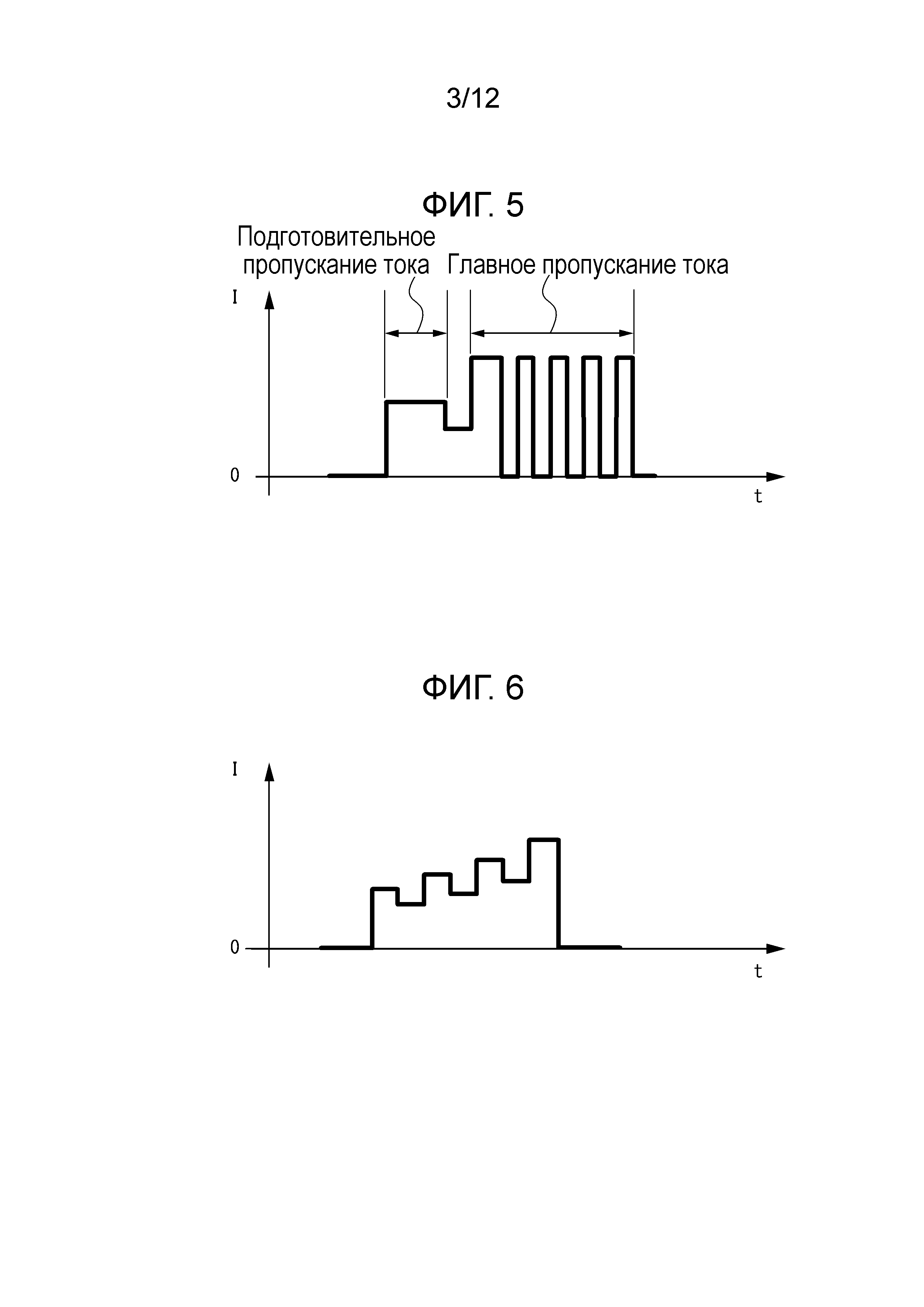
[0010] JP-A № 2010-207909 (иногда именуемая ниже "документом 3") описывает применение способа пропускания тока, в котором, как показано на фиг. 4 и фиг. 5, подготовительное пропускание тока применяется для увеличения прилегания между контактирующими торцами стальных листов, затем значение тока снижается, и затем значение тока снова увеличивается, и основное пропускание тока осуществляется при постоянном токе, или осуществляется основное пропускание импульсного тока. Таким образом, в ней описано подавление возникновения разбрызгивания при точечной сварке высокопрочных стальных листов.
[0011] JP-A № 2006-181621 (иногда именуемая ниже "документом 4") описывает способ подавления возникновения разбрызгивания при точечной сварке высокопрочных стальных листов путем точечной сварки, когда значение тока увеличивается, при повторном увеличении и снижении тока, как показано на фиг. 6.
[0012] Документ "ISO 18278-2 Resistance Welding and Weldability- Part 2 Alternative procedure for the assessment of sheet steels for spot welding" (иногда именуемый ниже "документом 5") описывает способ точечной сварки, в котором, как показано на фиг. 7, для стальных листов с толщиной листа 1,5 мм или более, шесть (120 мс) или более циклов пропускания тока и два цикла покоя (40 мс) повторяются три раза или более.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0013] Задачей настоящего изобретения является обеспечение способа контактной точечной сварки для сборок листов из наложенного стального материала, включающего в себя высокопрочный стальной лист, причем способ позволяет гарантировать широкий надлежащий диапазон тока, даже при использовании способа постоянного тока инвертора.
РЕШЕНИЕ ПРОБЛЕМЫ
[0014] В порядке конкретного примера такого способа, авторы изобретения исследовали применение поверхностно обработанного горячештампованного стального листа класса 1500 МПа в различных сборках листов. В результате они обнаружили, что стабильную точечную сварку, в которой подавляется внутреннее разбрызгивание и поверхностное разбрызгивание, и имеющую широкий надлежащий диапазон тока, можно реализовать путем объединения процесса, в котором пульсирующий ток пропускают в течение короткого периода времени (множественные повторения пропускания тока и остановки пропускания тока), с последующим процессом непрерывного пропускания тока.
[0015] Один аспект настоящего изобретения предусматривает способ контактной точечной сварки, включающий в себя: импульсный процесс фиксации сборки листов из двух или более наложенных стальных листов, включающих в себя по меньшей мере один высокопрочный стальной лист, с использованием пары сварочных электродов, которые подключены к источнику питания для точечной сварки с применением способа постоянного тока инвертора, и осуществления множественных повторений пропускания тока и остановки пропускания тока, при сжатии стальных листов сварочными электродами; и процесс непрерывного пропускания тока, в котором после импульсного процесса ток пропускают непрерывно в течение периода времени, более длинного, чем максимальное время пропускания тока импульсного процесса, при сжатии стальных листов сварочными электродами.
ПОЛОЖИТЕЛЬНЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0016] Способ контактной точечной сварки настоящего изобретения позволяет гарантировать широкий надлежащий диапазон тока, даже в случаях, когда источник постоянного тока инвертора применяют для осуществления точечной сварки сборок листов наложенного стального листа, включающего в себя высокопрочный стальной лист.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] фиг. 1 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в одностадийном способе пропускания тока, в котором пропускание тока осуществляют только один раз.
Фиг. 2 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока документа 1.
Фиг. 3 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока документа 2.
Фиг. 4 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока документа 3.
Фиг. 5 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока документа 3.
Фиг. 6 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока документа 4.
Фиг. 7 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока документа 5.
Фиг. 8 – схематическая диаграмма, иллюстрирующая устройство контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 9 – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током в способе пропускания тока способа контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10A – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10B – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10C – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
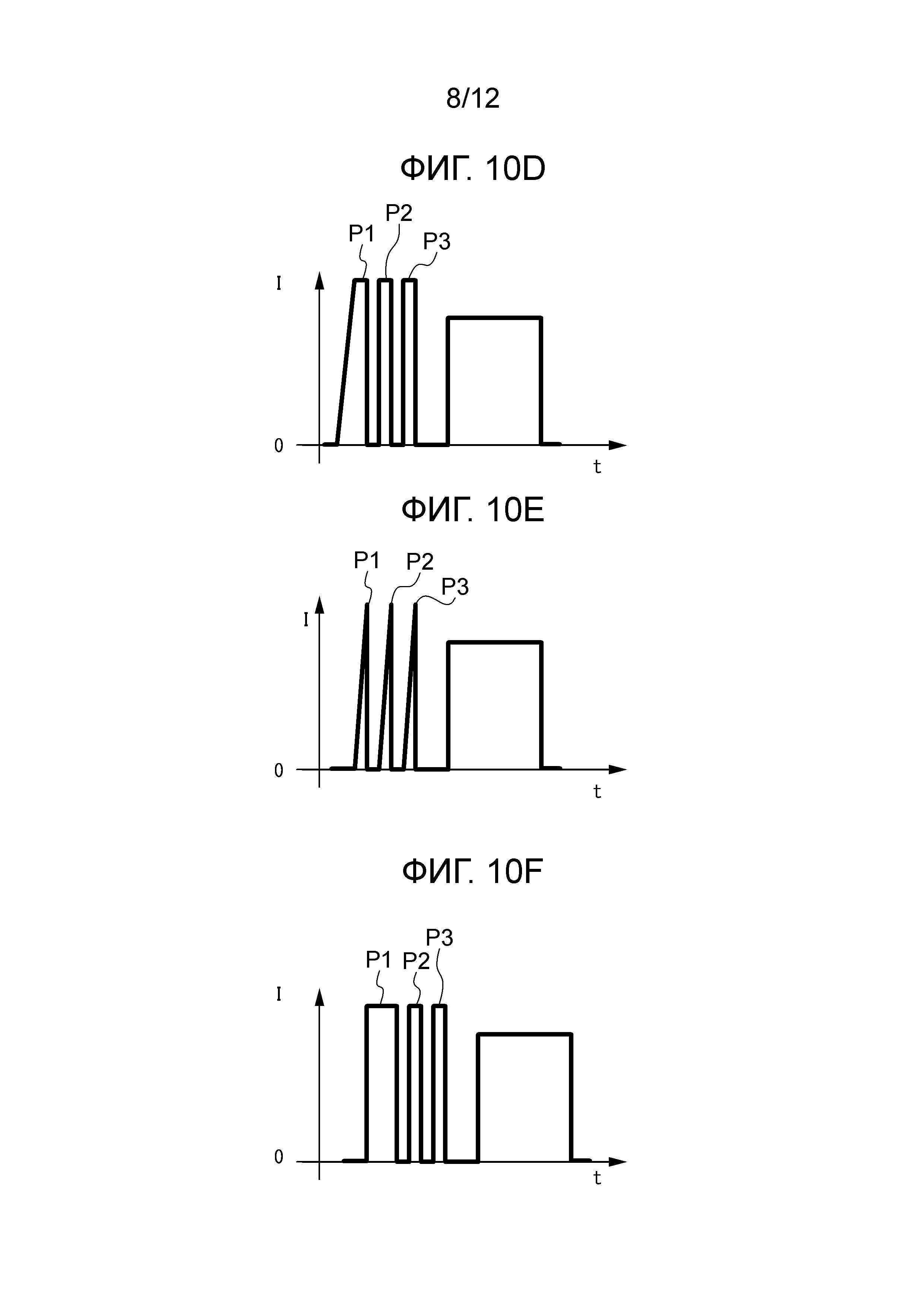
Фиг. 10D – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10E – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10F – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10G – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 10H – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа пропускания тока в импульсном процессе в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11A – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11B – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11C – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11D – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11E – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11F – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
Фиг. 11G – пояснительная диаграмма, схематически иллюстрирующая соотношение между временем и сварочным током разновидности способа непрерывного пропускания тока в способе контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0018] Нижеследующее пояснение касается способа контактной точечной сварки согласно пояснительному варианту осуществления настоящего изобретения. На фиг. 9, фиг. 10A-10H и фиг. 11A-11G, по вертикальной оси отложен сварочный ток I, и по горизонтальной оси отложено время t.
[0019] В последнее время, в качестве автомобильных материалов все больше используются различные высокопрочные стальные листы, для достижения более легких корпусов транспортных средств и для повышения безопасности при столкновении. Применение горячей штамповки (способ, в котором, после нагрева стального листа до температуры отверждения и преобразования в аустенит, осуществляется прессование в форме одновременно с охлаждением и закалкой) получает все более широкое распространение, и большинство прессованных компонентов сверхвысокой прочности, имеющих прочность на разрыв от 1200 до 2000 МПа, изготавливаются посредством горячей штамповки.
[0020] Иногда поверхность стальных листов, используемых в горячей штамповке, вместо того, чтобы не иметь покрытия, подвергается поверхностной обработке для предотвращения генерирования окалины при нагревании до высокой температуры, например, посредством плакирования на основе цинка, плакирования на основе алюминия и т.п. Горячештампованные стальные листы во многих случаях являются сформованными корпусами, которые были сформованы, а не плоскими листами, и в настоящем изобретении термин "горячештампованные стальные листы" включает в себя сформованные корпуса. Кроме того, иногда в нижеследующем объяснении горячештампованные стальные листы, полученные горячей штамповкой, стальные листы, плакированные на основе цинка, и стальные листы, плакированные на основе алюминия, именуются "поверхностно обработанными горячештампованными стальными листами".
[0021] При точечной сварке горячештампованных стальных листов с помощью аппарата точечной сварки с источником постоянного тока инвертора, а не с мягкими стальными листами, разбрызгивание генерируется при более низких значениях тока, чем в случае применения источника однофазного переменного тока, что приводит к явлению сужения надлежащего диапазона тока. Это явление происходит, например, в точечной сварке плакированных алюминием горячештампованных стальных листов, что описано в документе "Schweissen Schneiden" Лоренц и др., 64-10 (2012), 654-661) (иногда именуемом ниже "документом 6"), однако там не предложено никаких фундаментальных решений этой проблемы.
[0022] В частности, при наличии поверхностно обработанных горячештампованных стальных листов, когда точечная сварка осуществляется с помощью аппарата точечной сварки с инверторным источником постоянного тока, может происходить внутреннее разбрызгивание и поверхностное разбрызгивание, и надлежащий диапазон тока значительно сужается. Таким образом, диаметр сварной точки, который можно получить без генерации разбрызгивания, также уменьшается.
[0023] Хотя причины вышеописанного не ясны, внутреннее разбрызгивание, возможно, возникает следующим образом. При наличии поверхностно обработанных горячештампованных стальных листов, вследствие реакции легирования, происходящей между наружным слоем покрытия на основе цинка или наружным слоем покрытия на основе алюминия и материалом на основе стали, на его поверхности образуется твердый раствор интерметаллического соединения и железой основы, и также на внешней поверхности присутствует оксидный наружный слой, основным компонентом которого является металл, полученный из покрытия (например, цинк в случае плакирования на основе цинка). Это, соответственно, создает сопротивление на контактных участках между стальными листами, более высокое в поверхностно обработанных горячештампованных стальных листах, чем в необработанных стальных листах, приводя к большой величине тепловыделения.
[0024] Однако по мере сплавления плакированнного покрытия и стали в ходе процесса горячей штамповки точка плавления вблизи поверхности характеризуется высоким значением, близким к значению для железа, и поэтому контактные участки между стальными листами хуже размягчаются, чем стальные листы до нагрева, которые имеют наружный слой покрытия, что подавляет рассредоточение пути пропускания тока. В частности, поскольку эффективность тепловыделения выше согласно способу постоянного тока инвертора вследствие непрерывной подачи тока, чем с однофазным переменным током, образование сварных точек на начальной стадии пропускания тока осуществляется чрезвычайно быстро. По этой причине предполагается, что рост участков сварки под давлением на периферии сварных точек происходит неравномерно, поэтому расплавленный металл больше не удается удерживать, что приводит к генерации внутреннего разбрызгивания.
[0025] Что касается причин генерации поверхностного разбрызгивания, предполагается, что они аналогичны причинам возникновения вышеописанного внутреннего разбрызгивания. Кроме того, согласно способу постоянного тока инвертора, вследствие непрерывной подачи тока, не существует времени остановки тока, как в случае однофазного переменного тока, и трудно получить эффект охлаждения от электродов. Соответственно, предполагается, что сварные точки легко растут в направлении толщины листа, и расплавленный участок достигает самого внешнего слоя стального листа, приводя к возникновению поверхностного разбрызгивания.
[0026] При наличии поверхностно обработанных горячештампованных стальных листов предполагается, что внутреннее разбрызгивание и поверхностное разбрызгивание легко генерируются вследствие вышеописанного состояния поверхности, и надлежащий диапазон тока часто бывает меньше 1 кА в случаях низкого подведенного давления. Однако в действительности вряд ли были исследованы способы контактной точечной сварки сборок листов, включающих в себя поверхностно обработанный горячештампованный стальной лист.
[0027] Когда способы документов 1-5 применяются к поверхностно обработанным горячештампованным стальным листам, проявляются следующие недостатки.
[0028] Согласно способу документа 1, который является способом контактной точечной сварки для высокопрочных стальных листов, вследствие низкого значения тока, который можно подводить на поверхностно обработанные горячештампованные стальные листы без возникновения разбрызгивания в подготовительном пропускании тока, путь пропускания тока рассредотачивается на границе раздела между стальными листами и плотность тока падает и поэтому отсутствует достаточный эффект подавления генерации разбрызгивания. Таким образом, были выявлены случаи возникновения внутреннего разбрызгивания и поверхностного разбрызгивания при увеличении значения тока для основного пропускания тока и было трудно гарантировать достаточный надлежащий диапазон тока.
[0029] Согласно способам документов 2 и 3, аналогично способу документа 1, значение тока, который можно подводить на поверхностно обработанные горячештампованные стальные листы без возникновения разбрызгивания в подготовительном пропускании тока, низкое. Верхний предел значения подготовительного пропускания тока выше, чем в документе 1, однако были выявлены случаи возникновения внутреннего разбрызгивания, когда значение тока увеличивалось для основного пропускания тока, и было трудно гарантировать достаточный надлежащий диапазон тока.
[0030] Согласно способу, описанному в документе 4, существует эффект расширения надлежащего диапазона тока для стального материала до класса прочности на разрыв 980 МПа, однако внутреннее разбрызгивание и поверхностное разбрызгивание легко возникают, когда ток увеличивается в течение второго и третьего времени для поверхностно обработанных горячештампованных стальных листов, имеющих более высокую прочность, и эта картина пропускания тока не пригодна для сварки поверхностно обработанных горячештампованных стальных листов.
[0031] Согласно способу пропускания тока, описанному в документе 5, пропускание тока занимает шесть циклов (120 мс) даже в кратчайшем случае. Для поверхностно обработанных горячештампованных стальных листов верхний предел тока не может увеличиваться за счет использования этого способа пропускания тока, поскольку внутреннее разбрызгивание генерируется в течение времени пропускания тока более короткого, чем шесть циклов. Значение верхнего предела тока увеличивается, когда время пропускания тока делается более коротким в каждом импульсе, однако значение нижнего предела тока также увеличивается вследствие падения эффективности тепловыделения, и, в результате, надлежащий диапазон тока не может расширяться. Этот способ, таким образом, также не годится.
[0032] Однако, напротив, согласно способу контактной точечной сварки настоящего пояснительного варианта осуществления, обеспечивается широкий надлежащий диапазон тока для высокопрочных стальных листов, включающих в себя поверхностно обработанный горячештампованный стальной лист, даже когда применяется инверторный источник постоянного тока.
[0033] Ниже следует объяснение, касающееся сварочного аппарата, применяемого согласно способу контактной точечной сварки настоящего пояснительного варианта осуществления.
[0034] Как показано на фиг. 8, сварочный аппарат 10 включает в себя электроды 16, 18, которые прижимаются к наложенным стальным листам 12, 14 и пропускают через них сварочный ток, механизм 20 прижатия, который подводит конкретное сварочное усилие к электродам 16, 18, регулятор 22 прижатия, который регулирует сварочное усилие механизма 20 прижатия, источник 24 питания для сварки, который подводит ток на электроды 16, 18, и регулятор 26 тока, который регулирует источник 24 питания для сварки и регулирует значение тока, подводимого на электроды 16, 18.
[0035] Сборка листов, которая является целью для способа контактной точечной сварки настоящего пояснительного варианта осуществления, представляет собой два или более наложенных стальных листа, включающих в себя по меньшей мере один лист из высокопрочных стальных листов класса 590 МПа или выше. Фиг. 8 иллюстрирует сборку наложенных листов из двух стальных листов 12, 14, однако можно применять три или более листов. Обычно при сборке корпуса автомобильного транспортного средства контактная точечная сварка осуществляется для сборок листов из двух или трех наложенных стальных листов.
[0036] Не существует конкретного ограничения на тип высокопрочного стального листа, и в качестве высокопрочного стального листа применимы, например, дисперсионно твердеющие стали, двухфазные (DP) стали, стали с пластичностью, обусловленной мартенситным превращением (TRIP), горячештампованные стальные листы, и прочее, которые имеют прочность на разрыв 590 МПа или более. Способ контактной точечной сварки настоящего пояснительного варианта осуществления применим к сборке листов, включающих в себя высокопрочный стальной лист, имеющий прочность на разрыв 980 МПа или выше. В частности, заявка, предпочтительно, посвящена сборке листов, включающей в себя высокопрочный стальной лист, имеющий прочность на разрыв 1200 МПа или выше, и заявка, более предпочтительно, посвящена сборке листов, включающей в себя высокопрочный стальной лист, имеющий прочность на разрыв 1500 МПа или выше.
[0037] Стальные листы, включенные в сборку листов, могут быть холоднокатаными стальными листами или горячекатаными стальными листами. Стальные листы могут быть необработанными стальными листами или плакированными стальными листами, и не существует конкретного ограничения на тип плакирующего покрытия. Способ контактной точечной сварки настоящего пояснительного варианта осуществления применим к различным высокопрочным стальным листам, однако он особенно применим к поверхностно обработанным горячештампованным стальным листам.
[0038] Не существует конкретных ограничений на толщину листа высокопрочных стальных листов. Например, толщина листа стальных листов, применяемых в автомобильных компонентах или корпусах транспортных средств, составляет от 0,6 до 3,2 мм, и способ контактной точечной сварки настоящего пояснительного варианта осуществления пригоден для применения во всем этом диапазоне.
[0039] Сварочный аппарат 10 представляет собой аппарат точечной сварки, включающий в себя источник 24 питания для сварки с использованием способа постоянного тока инвертора. В случаях, когда сварка осуществляется на сборках листов, включающих в себя высокопрочные стальные листы, например горячештампованные стальные листы, внутреннее разбрызгивание и поверхностное разбрызгивание может генерироваться при более низком значении тока в источнике 24 питания для сварки с использованием способа постоянного тока инвертора, чем с источником питания для сварки с использованием способа однофазного переменного тока. Способ контактной точечной сварки настоящего пояснительного варианта осуществления применяется к сварочному аппарату 10, который применяет источник питания для точечной сварки с использованием такого способа постоянного тока инвертора.
[0040] Механизм 20 прижатия для электродов 16, 18 сварочного аппарата 10 может развивать давление с использованием серводвигателя или может развивать давление с использованием воздуха. Форма применяемой пушки также может быть статического типа, C-типа или X-типа. Не существует конкретных ограничений на сварочное усилие, подаваемое в ходе сварки, однако предпочтительно, чтобы регулятор 22 прижатия регулировал сварочное усилие в пределах от 2000 до 6000 Н. В ходе точечной сварки может подводиться постоянное сварочное усилие или сварочное усилие может изменяться для каждого из процессов, описанных ниже.
[0041] Не существует конкретных ограничений на электроды 16, 18 и, например, можно применять электроды типа радиуса колпачка (DR) с радиусом кривизны внешнего кольца от 6 до 8 мм. Наиболее типичным примером являются электроды DR-типа, имеющие радиус кривизны внешнего кольца 6 мм и радиус кривизны наконечника 40 мм. Веществом электрода может быть хромистая бронза или медь, дисперсно-упрочненная алюминиевая бронза и предпочтительно - дисперсно-упрочненная алюминиевая бронза с точки зрения предотвращения сварки к обрабатываемой детали и поверхностного разбрызгивания.
[0042] Нижеследующее объяснение касается способа контактной точечной сварки, осуществляемой с использованием сварочного аппарата 10.
[0043] При регулировании регулятором 22 прижатия электроды 16, 18 фиксируют сборку листов из наложенного стального листа 12 и стального листа 14 с конкретным сварочным усилием, и сварочный ток из источника 24 питания для сварки пропускают через стальные листы 12, 14 посредством электродов 16, 18 с использованием способа пропускания тока, который регулируется регулятором 26 тока.
[0044] Согласно способу пропускания тока, как проиллюстрировано на фиг. 9, сначала пропускание импульсной волны тока со значением I0 тока и временем t0 пропускания тока осуществляется три раза (см. импульсы P1-P3 на фиг. 9). При этом время t1 остановки, в течение которого ток не пропускается, постоянно между каждым импульсом. По истечении времени t2 остановки, в течение которого ток не пропускается после последнего импульса P3 в импульсном процессе (иногда именуемого ниже "последним временем остановки"), осуществляется процесс непрерывного пропускания тока, как описано ниже.
[0045] Импульсный процесс происходит от фронта первого импульса P1, до конца последнего времени t2 остановки.
[0046] "Импульс" в настоящем пояснительном варианте осуществления включает в себя наклонные и пилообразные импульсы, проиллюстрированные в примерах описанных ниже вариантов (см. фиг. 10D и фиг. 10E).
[0047] По истечении последнего времени t2 остановки по окончании пропускания тока в последнем импульсе P3 импульсного процесса, непрерывный ток пропускается от электродов 16, 18 через стальные листы 12, 14 при значении I1 тока, которое ниже значения I0 тока импульсов P1-P3, и со временем t3 пропускания тока более длительного, чем (максимальное) время t0 пропускания тока каждого из импульсов P1-P3, и на границе раздела между стальными листами 12, 14 образуется конкретная сварная точка 28.
[0048] В импульсном процессе настоящего пояснительного варианта осуществления импульсы P1-P3 соответствуют "пропусканию тока в импульсном процессе" настоящего изобретения. Диапазон времен t1 остановки и диапазон последнего времени t2 остановки в импульсном процессе настоящего пояснительного варианта осуществления соответствуют "остановке пропускания тока импульсного процесса" настоящего изобретения. Кроме того, диапазон времени t1 остановки между импульсом P1 и P2, и P2 и P3, в настоящем пояснительном варианте осуществления соответствует "остановке пропускания тока" между соседними проходами тока в настоящем изобретении, и диапазон последнего времени t2 остановки настоящего пояснительного варианта осуществления соответствует "последней остановке пропускания тока" настоящего изобретения.
[0049] Кроме того, процесс непрерывного пропускания тока осуществляется после импульсного процесса настоящего изобретения, как в настоящем пояснительном варианте осуществления, однако последняя остановка пропускания тока импульсного процесса всегда располагается до процесса непрерывного пропускания тока.
[0050] Осуществление контактной точечной сварки таким способом пропускания тока дает следующие полезные эффекты.
[0051] В импульсном процессе время пропускания тока, время остановки и количество импульсов настраивают согласно типу материала, толщине листа и сборке листов. Способ контактной точечной сварки настоящего пояснительного варианта осуществления позволяет повышать прилегание между контактными торцами стальных листов за короткий период времени, сначала обеспечивая импульсный процесс.
[0052] В частности, в случаях, когда поверхностно обработанные горячештампованные стальные листы, покрытые наружным слоем с высоким электрическим сопротивлением, таким как оксид цинка, оксидный слой с высокой точкой плавления можно эффективно удалять с наружной поверхности сварного участка благодаря способности возбуждать вибрацию на контактных торцах за счет теплового расширения и сжатия вследствие повторений пропускания тока и остановки пропускания тока. Кроме того, эффект охлаждения электродов можно сделать достаточным вследствие повторений пропускания тока и остановки при пропускании пульсирующего тока, позволяя подавлять быстрый рост температуры сварной точки 28 и таким образом обеспечивая полезный эффект роста прилегания между контактными торцами стальных листов 12, 14 за короткий период времени, при этом подавляя генерацию внутреннего разбрызгивания и поверхностного разбрызгивания.
[0053] Время t0 пропускания тока каждого из импульсов P1-P3 в импульсном процессе предпочтительно составляет от 10 мс до 60 мс. Когда время t0 пропускания тока меньше 10 мс, время нагрева невелико и существует недостаточное тепловыделение на контактных торцах стальных листов 12, 14. Когда время t0 пропускания тока превышает 60 мс, время нагрева слишком велико и существует проблема роста вероятности генерации поверхностного разбрызгивания и внутреннего разбрызгивания. Время t0 пропускания тока более предпочтительно равно 15 мс или более. Время t0 пропускания тока более предпочтительно равно 45 мс или менее, при этом, еще более предпочтительно, 25 мс или менее.
[0054] Значение I0 тока сварочного тока в импульсном процессе предпочтительно составляет от 7,0 до 14,0 кА. Обычно, когда время пропускания тока увеличивается при пульсации, это приводит к генерации разбрызгивания при низких значениях тока, и поэтому предпочтительно надлежащим образом настраивать значение тока при пропускании пульсирующего тока таким образом, чтобы оно находилось в диапазоне от 7,0 до 14,0 кА с учетом баланса со временем пропускания тока.
[0055] Времена t1 остановки в импульсном процессе, за исключением последнего времени t2 остановки, предпочтительно, составляют от 10 мс до 60 мс каждое. Когда времена t1 остановки меньше 10 мс, остановки коротки и охлаждение стальных листов 12, 14 недостаточно, приводя к проблеме, касающейся генерации внутреннего разбрызгивания и поверхностного разбрызгивания. Однако когда времена t1 остановки превышают 60 мс, эффект охлаждения от электродов 16, 18 слишком велик, что приводит к проблеме, касающейся падения количества образования сварной точки 28 в последующем процессе непрерывного пропускания тока. Времена t1 остановки предпочтительно составляют 15 мс или более. Времена t1 остановки более предпочтительно составляют 45 мс или менее и еще более предпочтительно составляют 25 мс или менее.
[0056] Последнее время t2 остановки в импульсном процессе предпочтительно составляет от 10 мс до 120 мс. Когда последнее время t2 остановки меньше 10 мс охлаждение сварной точки 28 недостаточно, в связи с чем разбрызгивание генерируется при низком значении тока в ходе процесса непрерывного пропускания тока. Однако когда последнее время t2 остановки превышает 120 мс, сварная точка 28 чрезмерно охлаждается, увеличивая значение тока при непрерывном пропускании тока для получения стандартного диаметра сварной точки, обеспечивающего прочность конкретного соединения и приводящего к узкому надлежащему диапазону тока. Последнее время t2 остановки более предпочтительно равно 15 мс или более. Последнее время t2 остановки более предпочтительно равно 100 мс или менее и еще более предпочтительно равно 60 мс или менее.
[0057] Таким образом, благодаря обеспечению импульсного процесса в качестве подготовительного пропускания тока, пропускание тока может повторяться, обеспечивая разброс эффекта охлаждения электродов 16, 18. Соответственно, при подавлении генерации разбрызгивания вследствие быстрого роста сварной точки 28 на контактных торцах стальных листов 12, 14, можно повышать прилегание высокопрочного стального листа к другому стальному листу, что позволяет достигнуть увеличения пути тока на границах раздела между стальными листами.
[0058] Таким образом, благодаря добавлению процесса непрерывного пропускания тока после импульсного процесса, падение плотности тока вследствие увеличения пути тока между стальными листами 12, 14 подавляется и подавляется генерация разбрызгивания за счет подавления роста температуры на контактных участках между стальными листами, даже в случаях непрерывного пропускания тока в течение периода времени более длинного, чем (максимальное) время t1 пропускания тока соответствующих импульсов P1-P3 в импульсном процессе. В частности, увеличивается значение тока, при котором генерируется разбрызгивание.
[0059] Кроме того, после начала роста сварной точки 28 в импульсном процессе, за счет пропускания тока в процессе непрерывного пропускания тока в течение времени t3 пропускания тока, более длительного, чем время t1 пропускания тока каждого из импульсов в импульсном процессе, сварная точка 28 растет до конкретного стандартного диаметра сварной точки при более низком значении тока, чем в случае применения единичного пропускания тока (см. фиг. 1).
[0060] В результате, согласно способу контактной точечной сварки настоящего пояснительного варианта осуществления, надлежащий диапазон тока увеличивается в процессе непрерывного пропускания тока.
[0061] Под надлежащим диапазоном тока здесь подразумевается диапазон, определенный нижним пределом значения тока, который производит стандартный диаметр сварной точки 4t1/2 (где t– толщина листа (мм), также обозначаемая ниже "4√t"), позволяющий получить конкретную прочность сварки, и верхним пределом максимального значения тока, при котором разбрызгивание (выбросы) не генерируется. Толщина t листа - это толщина (мм) одного стального листа из двух стальных листов, в которых формируется сварная точка. В случаях, когда значения толщины двух стальных листов отличаются друг от друга, толщина t листа означает толщину более тонкого стального листа. Кроме того, при наличии трех или более наложенных стальных листов, толщина t листа означает толщину более тонкого стального листа из двух стальных листов, в которых измеряется диаметр сварной точки.
[0062] Таким образом, применение способа контактной точечной сварки согласно настоящему пояснительному варианту осуществления позволяет осуществлять стабильную контактную точечную сварку, даже для стальных листов, включающих в себя поверхностно обработанный горячештампованный стальной лист, подверженный генерации разбрызгивания.
[0063] Способ контактной точечной сварки согласно настоящему пояснительному варианту осуществления позволяет повышать качество внешнего вида продукта за счет подавления генерации разбрызгивания. Кроме того, эксплуатационная доступность роботов может повышаться вследствие способности предотвращать прилипание разбрызгивания к подвижным деталям сварочного робота. Также можно добиться повышения производительности благодаря возможности исключения последующей обработки, которая сопровождает генерацию разбрызгивания, например удаления заусенцев.
[0064] Количество импульсов (пропусканий тока) в импульсном процессе составляет по меньшей мере два или более. Дело в том, что полезный эффект подавления генерации разбрызгивания невозможно получить в отсутствие двух или более импульсов в случае применения поверхностно обработанного горячештампованного стального листа. Более предпочтительно, количество импульсов равно трем или более. В целом, количество импульсов нужно увеличивать с увеличением полной толщины листа сборки листов. Однако вследствие тенденции к насыщению полезного эффекта при наличии более девяти импульсов, количество импульсов предпочтительно составляет девять или менее.
[0065] В случаях применения решения к поверхностно обработанному горячештампованному стальному листу, подверженному генерации разбрызгивания, в импульсном процессе, например, предпочтительно пропускать ток от 7,5 кА до 12 кА в течение от 16,6 мс (одного периода при 60 Гц) до 20 мс (одного периода при 50 Гц) и повторно осуществлять остановки от трех до семи раз.
[0066] Способ контактной точечной сварки настоящего пояснительного варианта осуществления включает в себя процесс непрерывного пропускания тока после импульсного процесса. В случае применения только импульсного процесса, даже если путь тока может увеличиваться, это оказывает незначительное влияние на увеличение диаметра сварной точки; однако, за счет обеспечения процесса непрерывного пропускания тока после импульсного процесса, тепловыделение усиливается на границе раздела между стальными листами 12, 14, обеспечивая образование сварной точки 28 достаточного размера, не приводящее к генерации внутреннего разбрызгивания и поверхностного разбрызгивания.
[0067] В процессе непрерывного пропускания тока время t3 пропускания тока предпочтительно образует непрерывное пропускание тока, осуществляемое в течение от 100 мс до 500 мс. Когда время t3 пропускания тока в процессе непрерывного пропускания тока меньше 100 мс, времени недостаточно для увеличения сварной точки 28 и эффект не получается. Когда время t3 пропускания тока превышает 500 мс, эффект увеличения сварной точки 28 достигает насыщения, приводя к увеличению времени такта. Время t3 пропускания тока в процессе непрерывного пропускания тока более предпочтительно равно 120 мс или более и более предпочтительно равно 400 мс или менее.
[0068] Значение I1 тока в процессе непрерывного пропускания тока предпочтительно составляет от 5,0 кА до 12,0 кА. Значение I1 тока в процессе непрерывного пропускания тока предпочтительно равно максимальному значению I0 тока в импульсном процессе или ниже. Снижение значения I1 тока в процессе непрерывного пропускания тока относительно максимального значения I0 тока в импульсном процессе осуществляется для подавления генерации разбрызгивания. В процессе непрерывного пропускания тока значение тока не обязано быть постоянным, и в ходе процесса непрерывного пропускания тока можно изменять значение тока и можно включать восходящий наклон или нисходящий наклон длительностью от 16 мс до 60 мс.
[0069] При использовании высокопрочного стального листа, например горячештампованного стального листа, дополнительное единичное пропускание тока или пропускание пульсирующего тока можно осуществлять после процесса непрерывного пропускания тока, для регулирования процесса охлаждения и для увеличения ударной вязкости сварной точки 28 (см. фиг. 11F, фиг. 11G). Осуществление другого пропускания тока после процесса непрерывного пропускания тока имеет преимущества роста ударной вязкости сварной точки 28 за счет облегчения отделения фосфора при отвердевании в сварной точке 28 и за счет преобразования сварной точки 28 в структуру мартенсита отпуска, что позволяет повышать прочность точечного сварного соединения.
[0070] Согласно способу контактной точечной сварки согласно настоящему пояснительному варианту осуществления, дополнительный процесс удержания при сжатии электродами 16, 18 без протекания тока можно обеспечить после окончания вышеописанных импульсного процесса и процесса непрерывного пропускания тока. Снабжение процесса удержания позволяет подавлять растрескивание при отвердевании в сварной точке 28. Не существует конкретных ограничений на время удержания, когда обеспечен процесс удержания; однако, поскольку время такта увеличивается, когда время удержания слишком велико, время удержания предпочтительно составляет 300 мс или менее.
[0071] Значение I0 тока, время t0 пропускания тока и время t1 остановки для каждого из импульсов P1-P3 в импульсном процессе могут быть постоянными или могут изменяться для каждого импульса.
[0072] В частности, когда контактная точечная сварка осуществляется на стальных листах в двухлистовой сборке, не существует ограничений на конфигурацию, в которой, как в настоящем пояснительном варианте осуществления, время пропускания тока для каждого из импульсов в импульсном процессе и время остановки пропускания тока между каждым из импульсов постоянна и значение тока каждого из импульсов постоянно.
[0073] Например, как проиллюстрировано на фиг. 10A, регулирование можно осуществлять таким образом, что значение тока возрастает после первого импульса P1 в прогрессии через импульсы P2, P3. Кроме того, как проиллюстрировано на фиг. 10D, фронт первого импульса P1 может быть наклонным. Кроме того, как проиллюстрировано на фиг. 10E, фронт каждого из импульсов P1-P3 может быть наклонным, что дает пилообразную форму. Кроме того, как показано на фиг. 10G, первое время t11 остановки между первым импульсом P1 и вторым импульсом P2 можно конфигурировать отдельно, чтобы оно превышало другое время t12 остановки, увеличивая эффект охлаждения электродов на первом импульсе P1 по сравнению с эффектом охлаждения на другом импульсе P2.
[0074] Применение такого способа пропускания тока в импульсном процессе подавляет быстрый рост сварной точки 28 в импульсном процессе (подавляет быстрый рост температуры на этом участке), обеспечивая подавление генерации внутреннего разбрызгивания и поверхностного разбрызгивания.
[0075] Кроме того, например, как проиллюстрировано на фиг. 10H, можно рассматривать конфигурацию, в которой последнее время t2 остановки (время остановки пропускания тока между последним импульсом P3 и процессом непрерывного пропускания тока) короче, чем в других примерах (см. фиг. 10A-10G). Таким образом, за счет укорочения последнего времени t2 остановки подавляется чрезмерное охлаждение стальных листов 12, 14 электродами 16, 18, что позволяет уменьшать электрическую энергию, сообщаемую стальным листам (например, время пропускания тока и значение тока) в ходе непрерывного пропускания тока.
[0076] Кроме того, в случаях, когда контактная точечная сварка осуществляется для трехлистовой сборки стальных листов, в которой тонкий лист наложен поверх двух толстых листов, можно рассматривать следующий вариант способа пропускания тока в импульсном процессе.
[0077] Например, как проиллюстрировано на фиг. 10B, регулирование можно осуществлять для снижения значения тока от первого импульса P1 в прогрессии к последнему импульсу P3. Кроме того, как проиллюстрировано на фиг. 10C, один только первый импульс P1 может иметь пропускание тока с более высоким значением тока, чем у других импульсов P2, P3. Кроме того, как показано на фиг. 10F, один только первый импульс P1 может иметь время пропускания тока более длительное, чем время пропускания тока других импульсов P2, P3.
[0078] Таким образом, электрическая энергия, сообщаемая первым импульсом P1 трехлистовой сборке стальных листов, является более высокой электрической энергией, чем сообщается в других импульсах P2, P3. Вследствие сообщения высокой электрической энергии в момент времени, когда существует высокое контактное сопротивление между тонким листом и толстым листом, таким образом, можно достигать высокой температуры в тонком листе и толстом листе и наращивать сварную точку между ними.
[0079] Нижеследующее объяснение, аналогично, касается вариантов способа пропускания тока процесса непрерывного пропускания тока способа контактной точечной сварки настоящего пояснительного варианта осуществления, согласно фиг. 11A-11G.
[0080] Например, как проиллюстрировано на фиг. 11A, благодаря наклону формы волны тока в процессе непрерывного пропускания тока, или, как проиллюстрировано на фиг. 11E, путем установления значения тока для первой половины процесса непрерывного пропускания тока более низкого, чем значение тока второй половины, можно подавлять быстрый рост температуры сварной точки 28 во время, когда начинается непрерывное пропускание тока, обеспечивая подавление генерации внутреннего разбрызгивания и поверхностного разбрызгивания.
[0081] Кроме того, существуют конфигурации, в которых, как проиллюстрировано на фиг. 11B, спад формы волны тока процесса непрерывного пропускания тока является наклонным или в которых, как проиллюстрировано на фиг. 11C, значение тока второй половины процесса непрерывного пропускания тока установлено более низким, чем значение тока первой половины. Адаптация такого подхода позволяет повышать прочность сварного соединения путем постепенного охлаждения после сварки для изменения характеристик структуры металла сварного участка.
[0082] Кроме того, например, как проиллюстрировано на фиг. 11F и фиг. 11G, существуют также конфигурации, в которых, после процесса непрерывного пропускания тока, осуществляется единичное пропускание тока или осуществляется пропускание пульсирующего тока. Это позволяет улучшить структуру металла сварного участка и повысить прочность сварного соединения.
[0083] Кроме того, как проиллюстрировано на фиг. 11D, рост сварной точки промотируется между тонким листом и толстым листом за счет пропускания тока через сборку листов из трех наложенных листов, которые представляют собой тонкий лист, толстый лист и толстый лист с первоначально высоким значением тока в процессе непрерывного пропускания тока.
ПРИМЕРЫ
[0084] Нижеследующее объяснение касается примеров; однако настоящее изобретение не ограничивается этими примерами.
[0085] ПРИМЕР 1
[0086] Сварочный аппарат, применяемый в настоящих примерах, является аппаратом точечной сварки с постоянным током инвертора, который использует способ прижатия сервомеханизмом, и включает в себя электроды DR-типа (дисперсно-упрочненная алюминиевая бронза), имеющие радиус кривизны внешнего кольца 6 мм и радиус кривизны наконечника 40 мм. Материал, подлежащий свариванию, представляет собой два наложенных листа из горячештампованных стальных листов класса 1500 МПа, плакированных алюминием (величина покрытия до горячей штамповки составляла 40 г/м2 с каждой стороны, и условия нагрева представляют собой нагрев внутри газовой печи при температуре 900°C в течение 4 минут) при толщине листа 1,2 мм и размере 30 мм×100 мм.
[0087] Способы сварки перечислены в таблице 1. Хотя испытания №№ 6, 7 включают в себя подготовительное пропускание тока до процесса непрерывного пропускания тока, они являются испытаниями, в которых двухстадийное пропускание тока осуществляется без времени остановки между процессами подготовительного пропускания тока и непрерывного пропускания тока. Испытание № 8 сконфигурировано временем остановки пропускания тока (34 мс) между подготовительным пропусканием тока и процессом непрерывного пропускания тока. Как в примерах настоящего изобретения, так и в сравнительных примерах, сварочное усилие имело постоянное значение (3000 Н) в импульсном процессе или подготовительного пропускания тока и в процессе непрерывного пропускания тока.
[0088] В каждом из испытаний точечная сварка осуществлялась путем варьирования значения тока процесса непрерывного пропускания тока при поддержании условий импульсного процесса или подготовительного пропускания тока постоянными, определяется минимальное значение тока (ток 4√t), при котором диаметр сварной точки, определяющий прочность сварного соединения, достигает 4√t (где t– толщина листа в мм)=4,3 мм или более, и определяется максимальное значение тока (максимальный ток без разбрызгивания), при котором разбрызгивание (внутреннее разбрызгивание и поверхностное разбрызгивание) не генерируется. Диапазон от значения тока 4√t до максимального значения тока без разбрызгивания, а именно диапазон значений тока для процесса непрерывного пропускания тока, в котором разбрызгивание не генерируется, но все же формируется сварная точка, которая придает конкретную прочность сварному соединению, является надлежащим диапазоном тока. Результаты испытания проиллюстрированы в таблице 1.
[0089] Что касается диаметра сварной точки, после точечной сварки, разрушающее испытание осуществлялось с использованием долота, и трещины измерялись штангенциркулем. Наличие или отсутствие возникновения разбрызгивания подтверждалось визуально в ходе точечной сварки.
[0090]
[0091] Как проиллюстрировано в таблице 1, надлежащие диапазоны тока испытаний №№ 1-4 примеров настоящего изобретения, которые включают в себя импульсный процесс, в три или более раза шире, чем для испытаний №№ 5-7 сравнительных примеров которые либо не имеют подготовительного пропускания тока, либо имеют подготовительное пропускание тока, но не имеют времени остановки, обеспеченного между подготовительным пропусканием тока и непрерывным пропусканием тока. Кроме того, было подтверждено, что надлежащие диапазоны тока испытаний №№ 1-4 примеров настоящего изобретения, которые включают в себя импульсный процесс (множественные повторения пропускания тока и остановки), в два или более раза шире, чем для испытания № 8 сравнительного примера, который имеет время остановки, обеспеченное между подготовительным пропусканием тока и непрерывным пропусканием тока.
[0092] ПРИМЕР 2
[0093] Сварочный аппарат, применяемый в настоящих примерах, такой же, как в примере 1. Материал, подлежащий свариванию, представлял собой три наложенных листа, а именно GA-плакированный стальной лист класса 270 МПа при толщине листа 0,7 мм и размером 30 мм×100 мм, GA-плакированный горячештампованный стальной лист класса 1500 МПа при толщине листа 1,2 мм (величина плакированного покрытия до горячей штамповки составляла 55 г/м2 с каждой стороны, и условия нагрева были такими же, как в примере 1), и неплакированный стальной лист класса 440 МПа при толщине листа 1,4 мм. Способы сварки перечислены в таблице 2. Способы пропускания тока сравнительных примеров аналогичны представленном в примере 1. Как в примерах настоящего изобретения, так и в сравнительных примерах, сварочное усилие имело постоянное значение (3000 Н) в импульсном процессе или подготовительного пропускания тока и в процессе непрерывного пропускания тока.
[0094] Испытание и оценивание результатов испытания осуществлялись аналогично примеру 1.
[0095] Значение тока 4√t определялось следующим образом, поскольку толщина трех листов отличается. В частности, минимальное значение тока, при котором диаметры сварной точки на соответствующих границах раздела между стальными листами, соответственно, удовлетворяли условию, что 4√t (где t– толщина листа в мм стороны тонкой пластины на наложенном торце) является значением тока 4√t. В частности, для сварной точки на границе раздела между стальным листом с толщиной листа 0,7 мм и стальным листом с толщиной листа 1,2 мм, диаметр сварной точки равен 4√t, когда он равен 4×(0,7)1/2=3,4 мм. Для сварной точки на границе раздела между стальным листом с толщиной листа 1,2 мм и стальным листом с толщиной листа 1,4 мм, диаметр сварной точки равен 4√t, когда он равен 4×(0,7)1/2 (=4,4 мм) или более. Таким образом, значение тока 4√t является минимальным значением тока, при котором диаметры сварной точки на обеих границах раздела, соответственно, равны 4√t или более.
[0096] Результаты испытания проиллюстрированы в таблице 2.
[0097]
[0098] Как показано в таблице 2, когда материал, подлежащий свариванию, состоит из трех наложенных листов, включающих в себя также горячештампованный материал, было подтверждено, что, аналогично примеру 1, надлежащие диапазоны тока испытаний №№ 1-3 настоящего изобретения, которые включают в себя импульсный процесс почти в три раза шире (при 2,0 кА или более), чем для испытаний №№ 4-6 сравнительных примеров, которые либо не имеют подготовительного пропускания тока, имеют подготовительное пропускание тока, но не имеют времени остановки, обеспеченного между подготовительным пропусканием тока и непрерывным пропусканием тока, либо имеют время остановки, обеспеченное между подготовительным пропусканием тока и непрерывным пропусканием тока.
[0099] ПРИМЕР 3
[0100] Сварочный аппарат, применяемый в настоящих примерах, является аппаратом точечной сварки с постоянным током инвертора, который использует способ прижатия воздухом, и включает в себя электроды DR-типа (дисперсно-упрочненная алюминиевая бронза), имеющие радиус кривизны внешнего кольца 6 мм и радиус кривизны наконечника 40 мм. Материал, подлежащий свариванию, представлял собой два наложенных листа из нагретых в печи горячештампованных стальных листов класса 1500 МПа, плакированных Al и обработанных наружным слоем покрытия ZnO, имеющих толщину листа 1,6 мм и размер 30 мм×100 мм. Способы сварки перечислены в таблице 3. Способы пропускания тока в сравнительных примерах аналогичны представленным в примере 1. Сварочное усилие в примерах настоящего изобретения и сравнительных примерах имело постоянное значение (3500 Н) в импульсном процессе или подготовительного пропускания тока и в процессе непрерывного пропускания тока.
[0101] Испытание и оценивание результатов испытания осуществлялись аналогично примеру 1.
[0102] Результаты испытания проиллюстрированы в таблице 3.
[0103] Таблица 3
[0104] Горячештампованный стальной лист, плакированный Al и обработанный наружным слоем покрытия ZnO, применяемый в настоящих примерах, производили следующим способом.
[0105] Холоднокатаный стальной лист с толщиной листа 1,6 мм плакировали Al с использованием процесса Сендзимира. При осуществлении этого процесса температура отжига составляла около 800°C, и ванна для плакирования Al содержала 9% Si, и также содержала Fe, элюированное из стальной полоски. Затем величина покрытия регулировалась до 40 г/м2 с каждой стороны с использованием струйного способа. Вода распылялась в аэрозоль в ходе охлаждения после покрытия для регулировки шероховатости поверхности слоя плакирования Al. После охлаждения стального листа, плакированного Al, рабочая жидкость наносилась на него с использованием валкового устройства нанесения покрытия и затем обжигалась при температуре около 80°C. Рабочая жидкость имела в основе суспензию ZnO в виде суспензии NANOTEK (зарегистрированный товарный знак) производства CI Kasei Co. Ltd., в которую добавляли растворимую в воде уретановую смолу в качестве связующего вещества при максимальном содержании твердого вещества 30% и сажу для окрашивания при максимальном содержании твердого вещества 10%. Количество налипшего вещества измеряли по содержанию Zn и устанавливали равным 0,8 г/м2. После нагрева изготовленных таким образом стальных листов в печи при температуре 900°C в течение 5 минут в атмосфере воздуха, их закаливали в форме с водяным охлаждением, для производства материала для испытания.
[0106] Как проиллюстрировано в таблице 3, когда материал, подлежащий свариванию, состоит также из двух наложенных горячештампованных стальных листов, плакированных Al и обработанных наружным слоем покрытия ZnO, аналогично примеру 1, верхний предел значения тока в процессе непрерывного пропускания тока (максимальное значение тока без разбрызгивания) можно повышать в испытаниях №№ 1-4 настоящего изобретения, имеющих импульсный процесс, по сравнению с испытаниями №№ 5-8 сравнительных примеров, которые либо не имеют подготовительного пропускания тока, имеют подготовительное пропускание тока, но не имеют времени остановки, обеспеченного между подготовительным пропусканием тока и непрерывным пропусканием тока, либо имеют время остановки между подготовительным пропусканием тока и непрерывным пропусканием тока, и было подтверждено расширение надлежащего диапазона тока (до 1,5 кА или более).
[0107] Содержание раскрытия японской патентной заявки № 2013-145380, поданной 11 июля 2013 г., в полном объеме включено посредством ссылки в настоящее описание изобретения.
[0108] Все публикации, патентные заявки и технические стандарты, упомянутые в настоящем описании изобретения, включены посредством ссылки в настоящее описание изобретения таким же образом, как если бы индивидуальная публикация, патентная заявка или технический стандарт были в частности и индивидуально указаны как включенные посредством ссылки.
Реферат
Изобретение может быть использовано при контактной точечной сварке наложенных друг на друга стальных листов, по меньшей мере один из которых выполнен из высокопрочной стали, в частности, при изготовлении корпусов транспортных средств. Листы сваривают посредством пары сварочных электродов, подключенных к источнику питания для точечной сварки с использованием постоянного тока инвертора. Сначала осуществляют множество повторений пропускания тока и остановок пропускания тока при сжатии стальных листов сварочными электродами с образованием сварной точки. После импульсного процесса осуществляют процесс непрерывного пропускания тока в течение более длинного периода времени, чем максимальное время пропускания тока в импульсном процессе, при сжатии стальных листов сварочными электродами. Осуществляют сварку стальных листов. В процессе непрерывного пропускания тока максимальное значение тока устанавливают ниже максимального значения тока в импульсном процессе. Способ позволяет получить сварные соединения высокого качества при использовании широкого диапазона постоянного тока инвертора. 7 з.п. ф-лы, 11 ил., 3 табл., 3 пр.
Комментарии