Способ отслеживания качества контактной сварки ядерного топливного стержня - RU2677809C2
Код документа: RU2677809C2
Чертежи












Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу отслеживания качества контактной сварки ядерного топливного стержня, и в частности к способу, позволяющему в режиме реального времени отслеживать качество контактной сварки давлением трубы-оболочки и торцевой заглушки.
Описание предшествующего уровня техники
Ядерный топливный стержень для легководного реактора изготавливают путем помещения нескольких таблеток в цилиндрическую трубу-оболочку, выполненную из циркониевого сплава, и последующего сваривания обоих торцов трубы-оболочки с торцевыми заглушками.
Несколько ядерных топливных стержней цельно поддерживают в дистанционирующих решетках и помещают в реактор в качестве тепловыделяющей сборки, чтобы шероховатые поверхности ядерных топливных стержней шлифовались, предотвращая непредусмотренное взаимодействие с дистанционирующими решетками в сборе.
Обычно контактную сварку давлением применяют для сварки трубы-оболочки и торцевой заглушки, то есть, к трубе-оболочке и торцевой заглушке прижимают пару электродов и пускают ток от одного электрода к другому через трубу-оболочку и торцевую заглушку, тем самым стационарно сваривая трубу-оболочку с торцевой заглушкой.
Для проверки контактной сварки торцевых крышек топливных стержней периодически проводят испытание на разрыв и структурный анализ топливных стержней, но для повышения надежности сварочного процесса необходима быстрая и точная оценка качества.
В предшествующем уровне техники в некоторых случаях применялся способ оценки качества сварки, позволяющий проверять качество сварки в режиме реального времени путем определения и анализа таких параметров, как напряжение, сила тока, и сварочное усилие в процессе сварки.
[Документы предшествующего уровня техники]
[Патентный документ 1] Опубликованная заявка на патент Кореи № 2003-0083650 (2003.10.30)
[Патентный документ 2] Опубликованная заявка на патент Кореи № 10-2014-0014570 (2014.02.06)
[Патентный документ 3] Опубликованная заявка на патент Кореи № 10-2015-0144138 (2015.12.24)
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение выполнено с тем, чтобы решить указанные проблемы, и целью настоящего изобретения является предоставить способ точного и быстрого отслеживания качества сварки контактной сварки давлением для трубы-оболочки и торцевой заглушки.
Для достижения указанной выше цели, согласно одному аспекту настоящего изобретения, предусмотрен способ отслеживания качества контактной сварки ядерного топливного стержня, причем способ включает: первый этап получения информации о сварке, включая напряжение, силу тока и сварочное усилие в процессе контактной сварки давлением трубы-оболочки и торцевой заглушки; второй этап сравнения статических коэффициентов, полученным путем вычисления действующих величин для информации о сварке, с заданными эталонными величинами, соответственно; третий этап вычисления динамических коэффициентов для информации о сварке, включая перепад мгновенного сварочного усилия; и четвертый этап определения наличия или отсутствия дефекта путем сравнения динамических коэффициентов.
Перепад мгновенного сварочного усилия может представлять собой перепад сварочного усилия в первом полуцикле затрачиваемой мощности.
Четвертый этап может быть выполнен, исходя из полной суммы величин, полученных путем квантификации особенностей распределения динамических коэффициентов.
Квантифицированным величинам для динамических коэффициентов присваиваются весовые коэффициенты.
При помощи способа отслеживания качества контактной сварки ядерного топливного стержня согласно настоящему изобретению можно получать информацию о сварке, содержащую напряжение, силу тока и сварочное усилие, вычислять определенные динамические коэффициенты и статические коэффициенты, исходя из информации о сварке, и быстро и точно определять наличие или отсутствие дефекта в качестве сварки, исходя из этих коэффициентов. В частности, можно более точно и надежно определять дефект в качестве сварки по перепаду мгновенного сварочного усилия, который является одним из динамических коэффициентов.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Вышеуказанные и другие цели, признаки и другие преимущества настоящего изобретения будут более понятными из следующего подробного описания в сочетании с прилагаемыми графическими материалами, где:
фиг. 1A и 1B представляют собой виды, иллюстрирующие основную конфигурацию до и после сварки при помощи установки контактной сварки давлением для ядерного топливного стержня;
фиг. 2 представляет собой вид, иллюстрирующий конфигурацию системы отслеживания настоящего изобретения;
фиг. 3A—3C представляют собой графики, иллюстрирующие мгновенное динамическое сопротивление (IDR) и динамическое сопротивление интервала согласно варианту осуществления настоящего изобретения;
фиг. 4 представляет собой график, показывающий формы колебаний силы тока, напряжения и сварочного усилия, полученные во время контактной сварки согласно варианту осуществления настоящего изобретения;
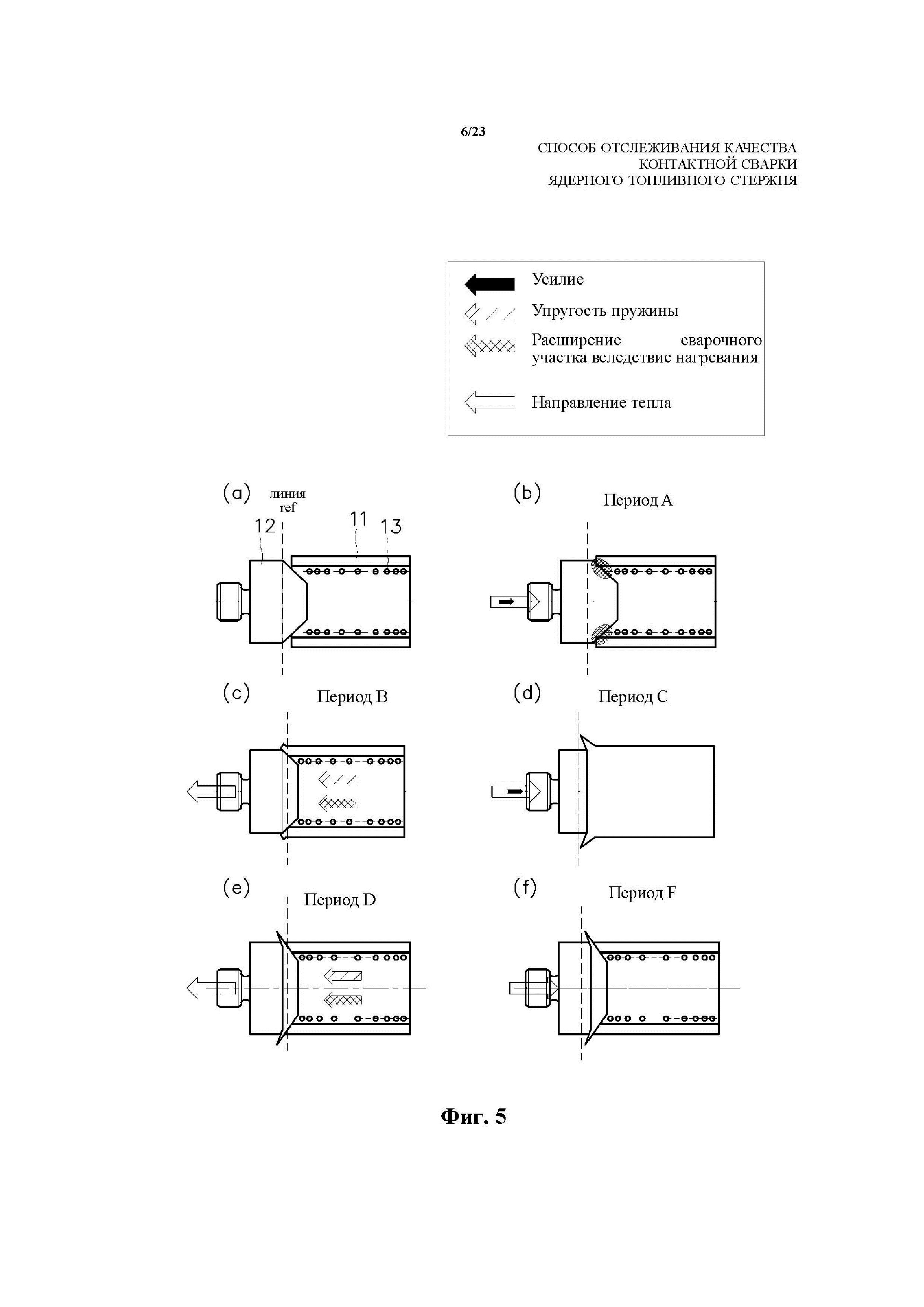
фиг. 5A—5F представляют собой виды, схематично показывающие состояние трубы-оболочки и торцевой заглушки в каждом периоде сжатия во время контактной сварки согласно варианту осуществления настоящего изобретения;
фиг. 6—13 представляют собой графики, показывающие особенности распределения коэффициентов качества во время контактной сварки при заданных условиях испытания; и
фиг. 14 представляет собой блок-схему, иллюстрирующую способ отслеживания по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Конкретные конструкции и функции, описываемые в следующих вариантах осуществления настоящего изобретения, приводятся в качестве примеров, чтобы проиллюстрировать варианты осуществления согласно сущности настоящего изобретения, и варианты осуществления согласно сущности настоящего изобретения могут быть получены различными путями. Далее, настоящее изобретение не следует понимать как ограниченное следующими вариантами осуществления, и следует понимать как включающее все изменения, эквиваленты и замены, которые охвачены сущностью и объемом настоящего изобретения.
Термины, включающие «первый» и/или «второй», в контексте данного документа могут использоваться для описания различных компонентов, но компоненты не ограничены указанными терминами. Указанные термины используются для того, чтобы отличать один компонент от другого компонента, и например, первый компонент может быть назван вторым компонентом, и, подобным образом, второй компонент может быть назван первым компонентом без выхода за пределы объема согласно сущности настоящего изобретения.
Следует понимать, что, когда об одном элементе говорят, что он «соединен с» или «спарен с» другим элементом, он может быть соединен или спарен непосредственно с другим элементом или соединен или спарен с другим элементом таким образом, что между ними находится еще один элемент. С другой стороны, следует понимать, что, когда об одном элементе говорят, что он «непосредственно соединен с» или «непосредственно подсоединен к» другому элементу, он может быть соединен с или спарен с другим элементом, так что между ними отсутствует еще один промежуточный элемент. Другие выражения, описывающие отношения компонентов, как-то: «между» и «непосредственно между», или «рядом с» и «в непосредственной близости к», следует понимать аналогичным образом.
Здесь и далее, варианты осуществления настоящего изобретения будут подробно описаны в связи с сопутствующими графическими материалами.
Рассмотрим фиг. 1A и 1B, иллюстрирующие, что установка контактной сварки для ядерного топливного стержня содержит электрод 20 трубы, который относится к трубе-оболочке 11, и электрод 30 заглушки, который может горизонтально перемещаться относительно электрода 20 трубы, где электрод 30 заглушки фиксирует и поддерживает торцевую заглушку 12 таким образом, что торцевая заглушка 12 выравнивается по продольной оси C трубы-оболочки 11. Ссылочная позиция ‘13’ обозначает пружину, упруго подкрепляющую таблетку в трубе-оболочке.
Электрод 30 заглушки можно перемещать вперед/назад посредством несущего элемента (не показано), контактную сварку выполняют на трубе-оболочке 11 и торцевой заглушке 12 путем пропускания сварочного тока между электродом 20 трубы и электродом 30 заглушки с проталкиванием электрода 30 заглушки вперед, и на сварочном участке образуется наплавленный валик 14, выступающий в форме кольца.
Система отслеживания настоящего изобретения определяет, является ли сварка плохой или нет, путем получения и анализа такой информации о сварке, как сила тока, напряжение и сварочное усилие, когда на трубе-оболочке и торцевой заглушке выполняют сварку давлением, как было описано выше.
Более подробно, причины появления ‘не сваренных участков’ и ‘трещин в сваренных участках’ во время контактной сварки ядерного топливного стержня можно разделить в соответствии с типами дефектов, а именно 1) механическим дефектом установки контактной сварки, 2) дефектом электрода и 3) дефектом материала.
Например, механический дефект установки (1) контактной сварки может быть вызван плохой сваркой, обусловленной поломкой рычага поддерживающего электрод цилиндра. Рычаг поддерживающего электрод цилиндра играет очень важную роль в сварке, фиксируя электрод трубы и трубу-оболочку, но даже если из-за многократного повторения нагрузки происходит поломка, вызванная усталостью, выявить поломку, вызванную усталостью, трудно. Далее, другие механические дефекты могут содержать отход электрической шины, соединяющей электрод и электрический элемент, окисление кабеля и отказ механических частей, связанных со скоростью сжатия цилиндра электрода.
Дефект электрода (2) может быть вызван наличием или дефектом изолятора и диаметром отверстия электрода, обусловленным допуском на внешний диаметр трубы-оболочки.
Дефект материала (3) может быть вызван различными причинами, как-то: допуском на механическую обработку трубы-оболочки, выпучиванием пружины, вставленной в ядерный топливный стержень, плохой обработкой поверхности на конце пружины, а также тем, плакирована пружина или нет.
Настоящее изобретение, не вызывая разрушений, в режиме реального времени выявляет плохое качество за счет нахождения репрезентативных коэффициентов качества для причин дефектов, которые могут возникнуть во время контактной сварки ядерного топливного стержня.
Рассмотрим фиг. 2, иллюстрирующую, что система отслеживания настоящего изобретения содержит датчик 110 тока для получения силы сварочного тока, датчик 120 напряжения для получения величины сварочного напряжения и датчик 130 сварочного усилия для получения величины сварочного усилия, прилагаемого к торцевой заглушке во время сварки, и, таким образом, в режиме реального времени измеряет формы колебаний силы тока, напряжения и сварочного усилия.
Датчик 110 тока может измерять сварочный ток при помощи такого датчика, как тороидальная катушка, а датчиком 130 сварочного усилия может быть обычный тензометрический датчик. Процессор обработки сигналов, такой как индикатор 131 сварочного усилия, может быть предусмотрен для датчика 130 сварочного усилия.
Выходные сигналы от датчика 110 тока, датчика 120 напряжения и индикатора 131 сварочного усилия передаются на отслеживающий блок 200, и отслеживающий блок 200 в режиме реального времени отслеживает качество сварки путем обработки полученных сигналов (форм колебаний и т. д.).
Отслеживающий блок 200 может вычислять время сварки, используя информацию о сварке, полученную датчиками, и время сварки может быть вычислено, исходя из времени, в течение которого протекает ток.
Более подробно, отслеживающий блок 200 в этом варианте осуществления может оценивать качество сварки топливного стержня, используя следующие коэффициенты качества.
(P1) Сила тока: действующее значение силы тока всех полученных форм колебаний
(P2) Напряжение: действующее напряжение всех полученных форм колебаний
(P3) Полное среднее динамическое сопротивление: среднее значение динамического сопротивления всех форм колебаний
(P4) Полная средняя теплотворная способность: среднее значение теплотворной способности всех форм колебаний
(BW0) Динамическое сопротивление интервала: среднее значение динамического сопротивления формы колебаний в определенном периоде
(BW1) Перепад мгновенного динамического сопротивления: перепад мгновенного динамического сопротивления в полуцикле
(BW2) Перепад мгновенного сварочного усилия: перепад сварочного усилия в первом полуцикле
Среднее динамическое сопротивление можно вычислить, исходя из силы тока и напряжения, а теплотворную способность можно вычислить, исходя из: напряжение × сила тока2 × время сварки. Информацию о теплотворной способности можно получать посредством датчика теплотворной способности, который может непосредственно измерять теплотворную способность, определяя температуру сварочного участка.
В этом варианте осуществления мгновенное динамическое сопротивление (IDR) вычисляют, исходя из мгновенной величины тока, которую измеряют в соответствии с заданным циклом замеров для каждого полуцикла однофазной сети переменного тока для времени сварки, а мгновенная величина напряжения синхронизирована с мгновенной величиной тока, что выражено приводимым ниже Уравнением 1.
[Уравнение 1]
IDRj = мгновенная величина напряжения (Vj) / мгновенная сила тока (Ij)
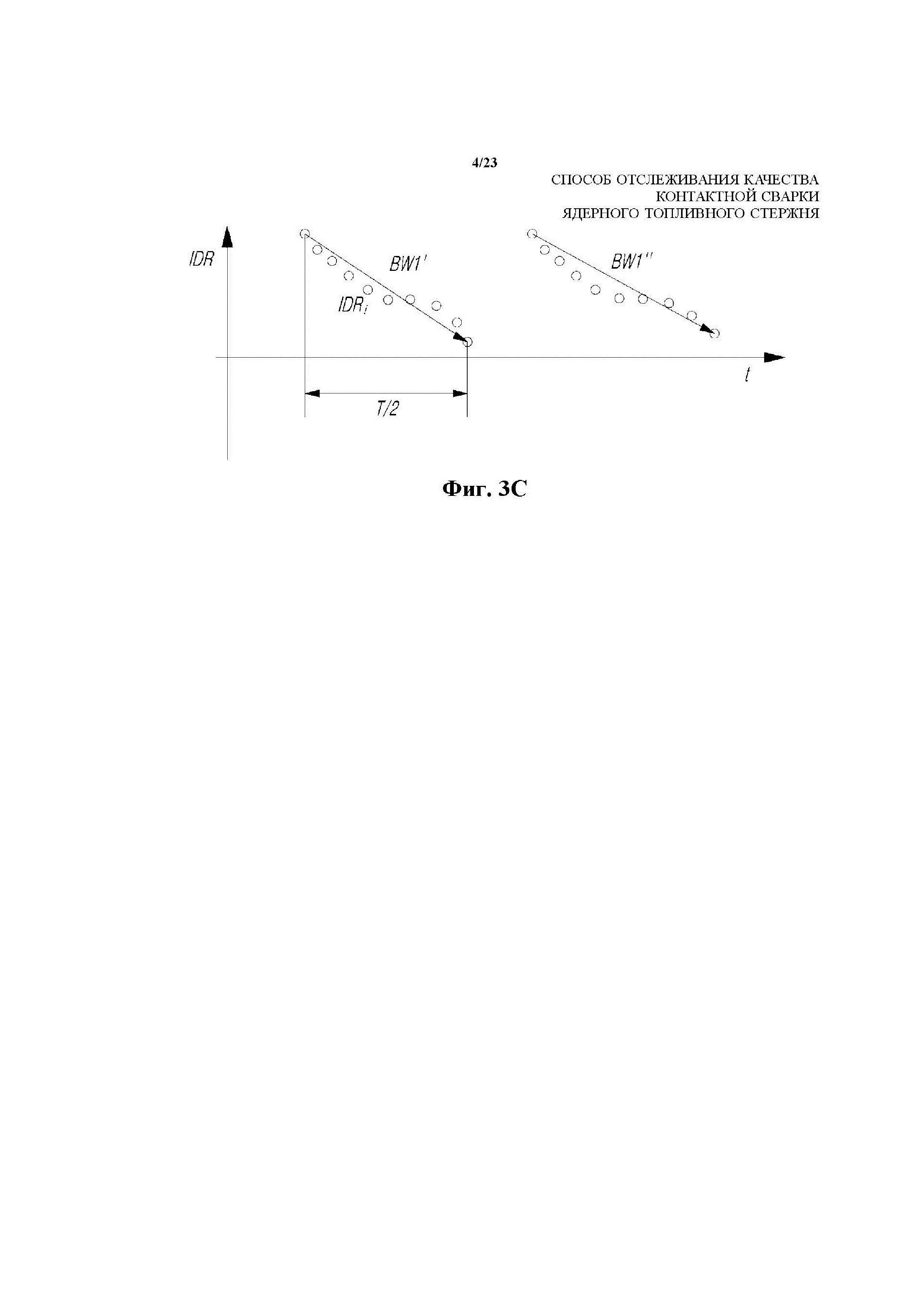
Фиг. 3A—3C представляют собой графики, иллюстрирующие мгновенное динамическое сопротивление (IDR) и динамическое сопротивление интервала согласно варианту осуществления настоящего изобретения.
Рассмотрим более подробно фиг. 3A—3C, иллюстрирующие, что мгновенная сила тока Ij и мгновенное напряжение Vj измерены в каждом заданном цикле замеров для полуцикла (T) затрачиваемой мощности, причем мгновенная сила тока Ij и мгновенное напряжение Vj, которые в каждом цикле замеров являются мгновенно получаемыми данными, измерены в одинаковое время и одинаковое количество раз.
Мгновенное динамическое сопротивление (IDR) – это величина динамического сопротивления, которую определяет мгновенная сила тока Ij и мгновенное напряжение Vj, полное среднее динамическое сопротивление P3 означает среднее значение динамического сопротивления всех форм колебаний, а динамическое сопротивление интервала BW0 означает среднее значение динамического сопротивления форм колебаний в определенном периоде. В этом варианте осуществления динамическое сопротивление интервала BW0 означает величину сопротивления, вычисленную, исходя из действующей силы тока и действующего напряжения для полуцикла (T/2) затрачиваемой мощности, и следует понимать, что динамическое сопротивление интервала BW0 отличается от полного среднего динамического сопротивления P3.
Перепад мгновенного динамического сопротивления BW1 означает перепад мгновенного динамического сопротивления (IDR), взятый в каждом полуцикле, и соответственно, два перепада мгновенного динамического сопротивления BW1’ и BW1’’ могут быть получены для одного цикла(T). Перепад мгновенного динамического сопротивления BW1 можно использовать для определения качества сварки, сравнивая его с эталонной величиной, и качество сварки может быть определено путем сравнения минимального из ряда перепадов мгновенного динамического сопротивления BW1’ и BW1’’ с эталонной величиной.
Фиг. 4 представляет собой график, показывающий формы колебаний силы тока, напряжения и сварочного усилия, полученные во время контактной сварки согласно варианту осуществления настоящего изобретения.
Рассмотрим фиг. 4, иллюстрирующую, что форму колебаний сварочного усилия можно разделить на пять периодов A, B, C, D и E, и на графике сварочного усилия ‘+’ означает усилие сжатия, а ‘-‘ означает усилие натяжения.
Для справки, перепад мгновенного сварочного усилия, то есть описанный выше коэффициент качества, означает перепад сварочного усилия в первом полуцикле в полученном мгновенном сварочном усилии.
Фиг. 5A—5F представляют собой виды, схематично показывающие состояние трубы-оболочки и торцевой заглушки в каждом периоде сжатия во время контактной сварки согласно варианту осуществления настоящего изобретения, где на фиг. 5A показано состояние до сварки, причем исходное положение торцевой заглушки 12 отмечено ориентирной линией ref.
Рассмотрим фиг. 4—5F, иллюстрирующие, что период A – сварочный период, в котором ток начинает течь и усиливается, и, поскольку сопротивление контакта на сварочном участке больше объемного сопротивления, температура сварочного участка повышается, и пластичность поверхности контакта повышается. Далее, сварочное усилие больше силы упругости пружины 13, а сила расширения сварочного участка обусловлена нагреванием, поэтому создается напряжение растяжения.
Период B – это сварочный период, в котором сила тока продолжает уменьшаться, и температура на сварочном участке и в основной части повышается, поэтому объем сварочного участка увеличивается. Сила упругости пружины и сила расширения сварочного участка из-за нагревания больше сварочного усилия, поэтому создается напряжение сжатия.
Период C – это период охлаждения без протекания тока, в котором температура на сварочном участке снижается, и сварочный участок частично отвердевает с уменьшением объема сварочного участка. Далее, поскольку из-за нагревания сила упругости пружины и сила расширения сварочного участка больше сварочного усилия, создается напряжение растяжения, причем напряжение растяжения меньше напряжения растяжения в периоде A.
Период D – это сварочный период, в котором сила тока начинает увеличиваться, вследствие чего температура сварочного участка и температура основной части повышается, и объем сварочного участка увеличивается. Далее, поскольку из-за нагревания сила упругости пружины и сила расширения сварочного участка больше сварочного усилия, создается напряжение сжатия, причем напряжение сжатия меньше, чем напряжение сжатия в периоде B.
Наконец, период E – это сварочный период, в котором сила тока уменьшается, образуется сварочный участок, окружающее объемное сопротивление растет, и создается небольшое напряжение растяжения.
Поскольку трубку-оболочку и торцевую заглушку варят в течение короткого сварочного периода, состоящего из одного цикла, их можно варить с высокой частотой, и есть возможность более надежно определять качество, то есть, наличие или отсутствие дефекта путем вычисления перепада мгновенного давления BW2 вместе с динамическим сопротивлением интервала BW0 и перепадом мгновенного динамического сопротивления BW1.
В частности, описанные выше коэффициенты качества подразделяют на статические коэффициенты и динамические коэффициенты для определения наличия или отсутствия дефекта.
Более подробно, в настоящем изобретении к статическим коэффициентам относят силу тока P1, напряжение P2, полное среднее динамическое сопротивление P4 и/или полную среднюю теплотворную способность P4. Статические коэффициенты вначале получают и сравнивают с эталонными величинами, и затем, если коэффициенты не попадают в эталонный диапазон, выявляется дефект, или же, если коэффициенты попадают в эталонный диапазон, динамические коэффициенты сравнивают с эталонными величинами, тем самым вторично выявляя дефект.
В настоящем изобретении динамические коэффициенты содержат динамическое сопротивление интервала BW0, перепад мгновенного динамического сопротивления BW1 и/или перепад мгновенного сварочного усилия BW2, и в частности, обязательно содержат перепад мгновенного сварочного усилия BW2.
Характеристический анализ плохой сварки
Было проведено восемь испытаний для репрезентативных условий плохой сварки, которые приводят к плохой сварке или трещинам в сварочном участке, и эти испытания могут быть схематически показаны в приводимой далее Таблице 1.
[Таблица 1]
Испытания были выполнены в нормальных условиях и в дефектных условиях(*), и были рассмотрены особенности распределения описанных выше коэффициентов качества.
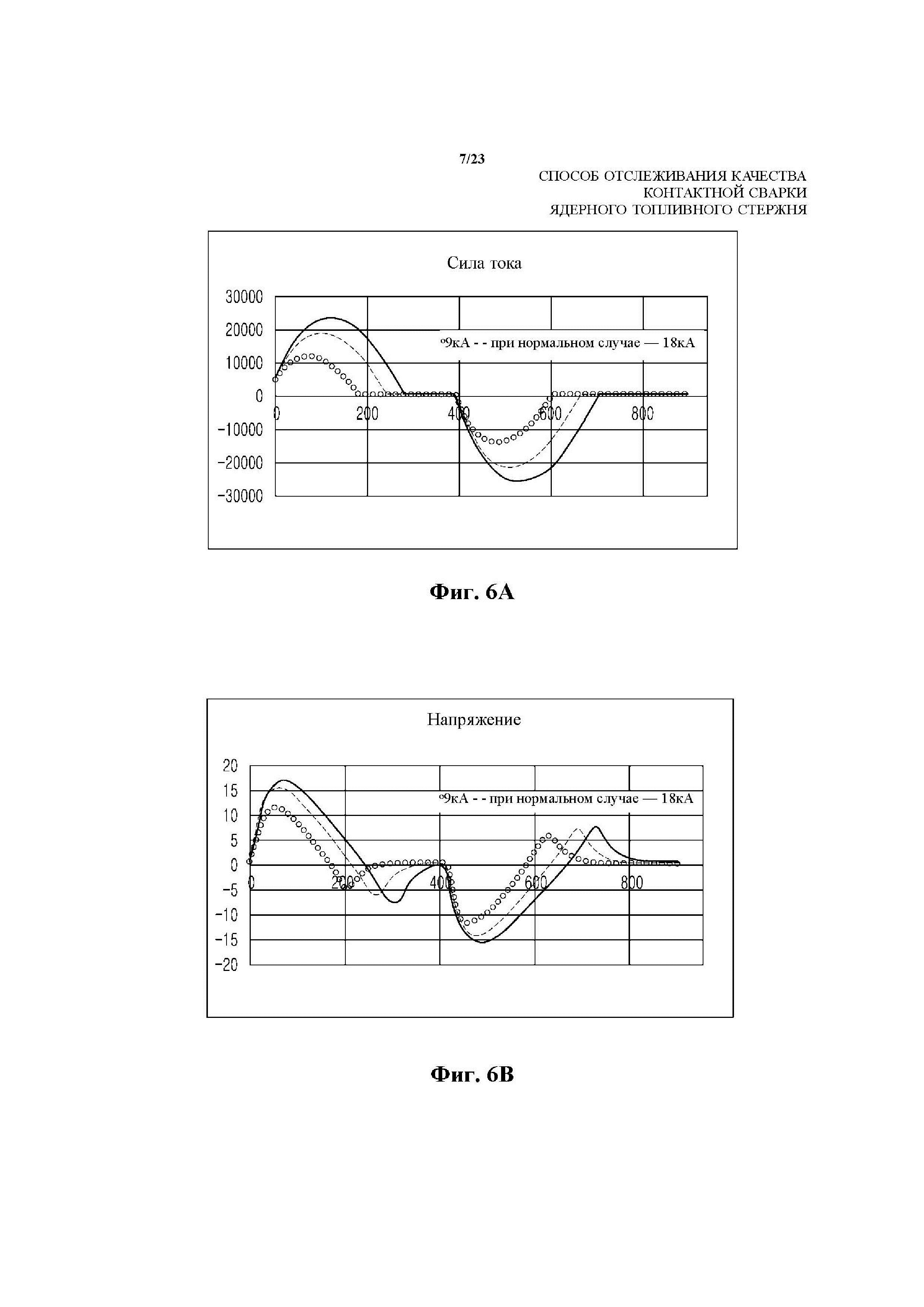
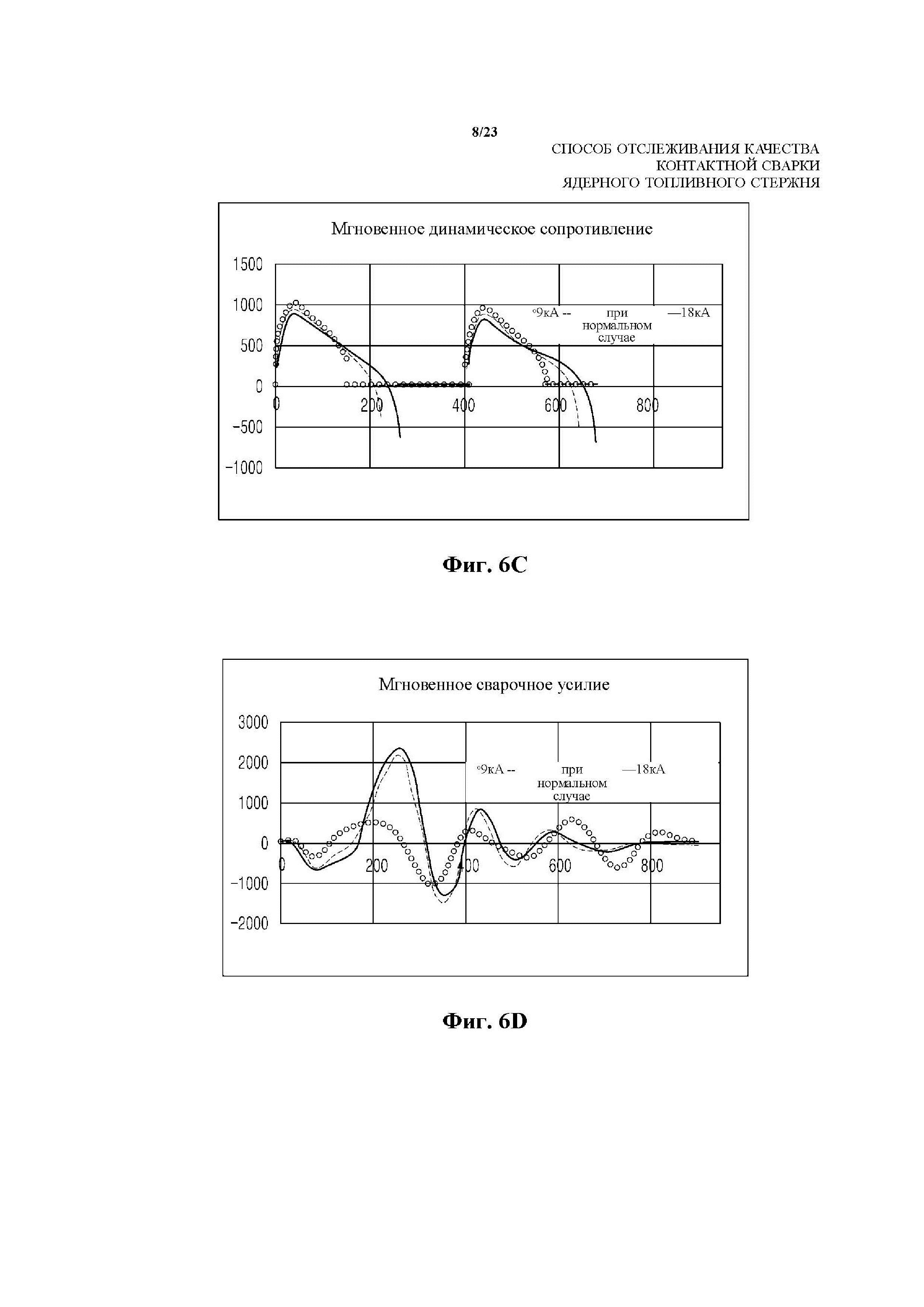
Испытание 1 – Особенности распределения коэффициента качества, обусловленные изменением в сварочном токе
Рассмотрим фиг. 6A—6D, иллюстрирующие, что с изменением сварочного тока меняются особенности распределения силы тока, напряжения, мгновенного динамического сопротивления (IDR) и мгновенного сварочного усилия (F), и было отмечено, что на изменение сварочного усилия также влияет теплотворная способность. Было отмечено, что, когда сварку выполняли при высокой силе тока (18кА), пик напряжения был невысоким по сравнению с нормальным случаем, поэтому мгновенное сварочное усилие (IF) также было небольшим, но теплотворная способность на него сильно не повлияла.
Таблица 2 иллюстрирует характеристические тенденции динамического сопротивления интервала BW0, перепада мгновенного динамического сопротивления BW1 и перепада мгновенного сварочного усилия BW2, причем направления стрелок означают «больше» и «меньше» по сравнению с нормальными условиями, и количество стрелок означает величину.
[Таблица 2]
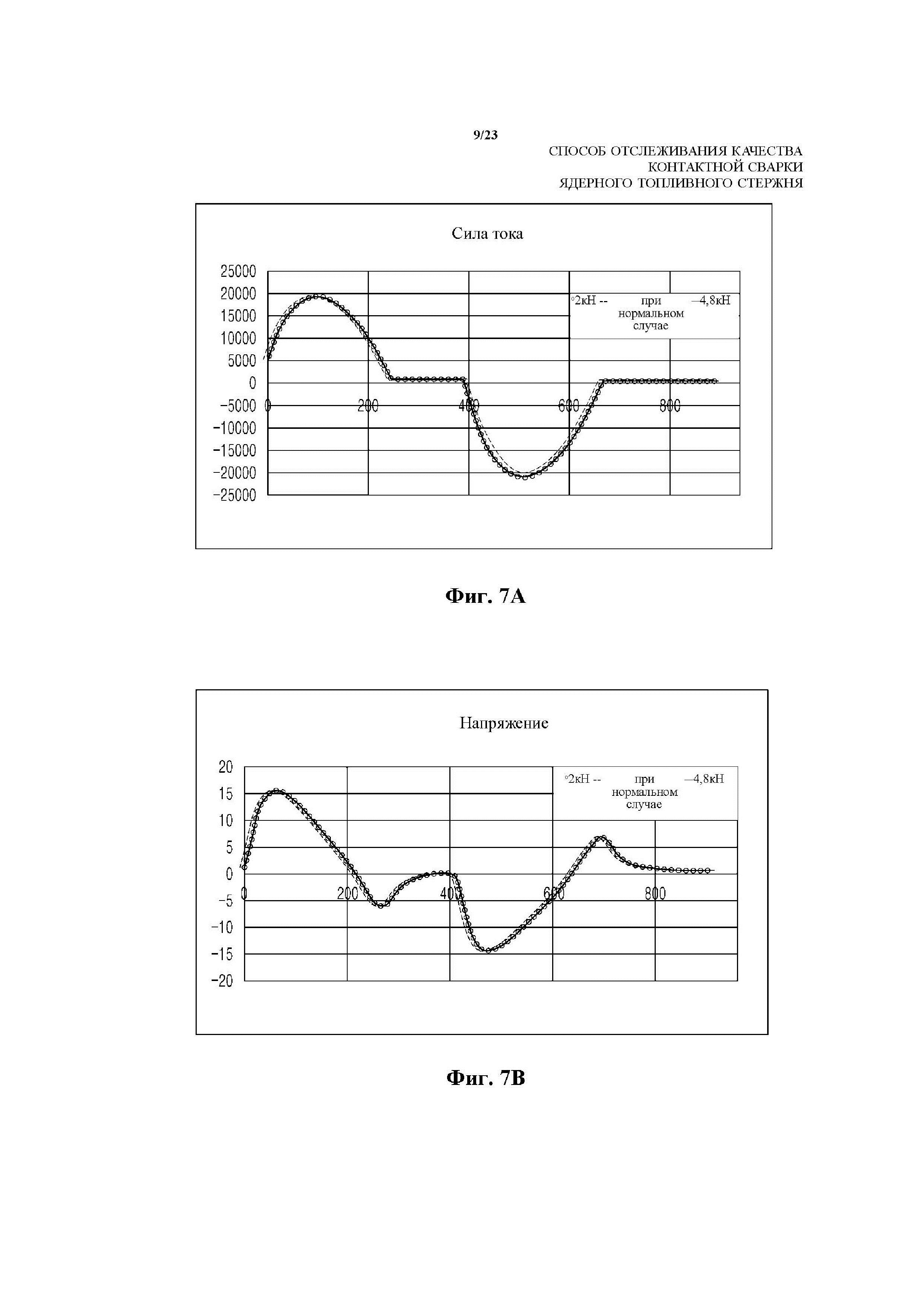
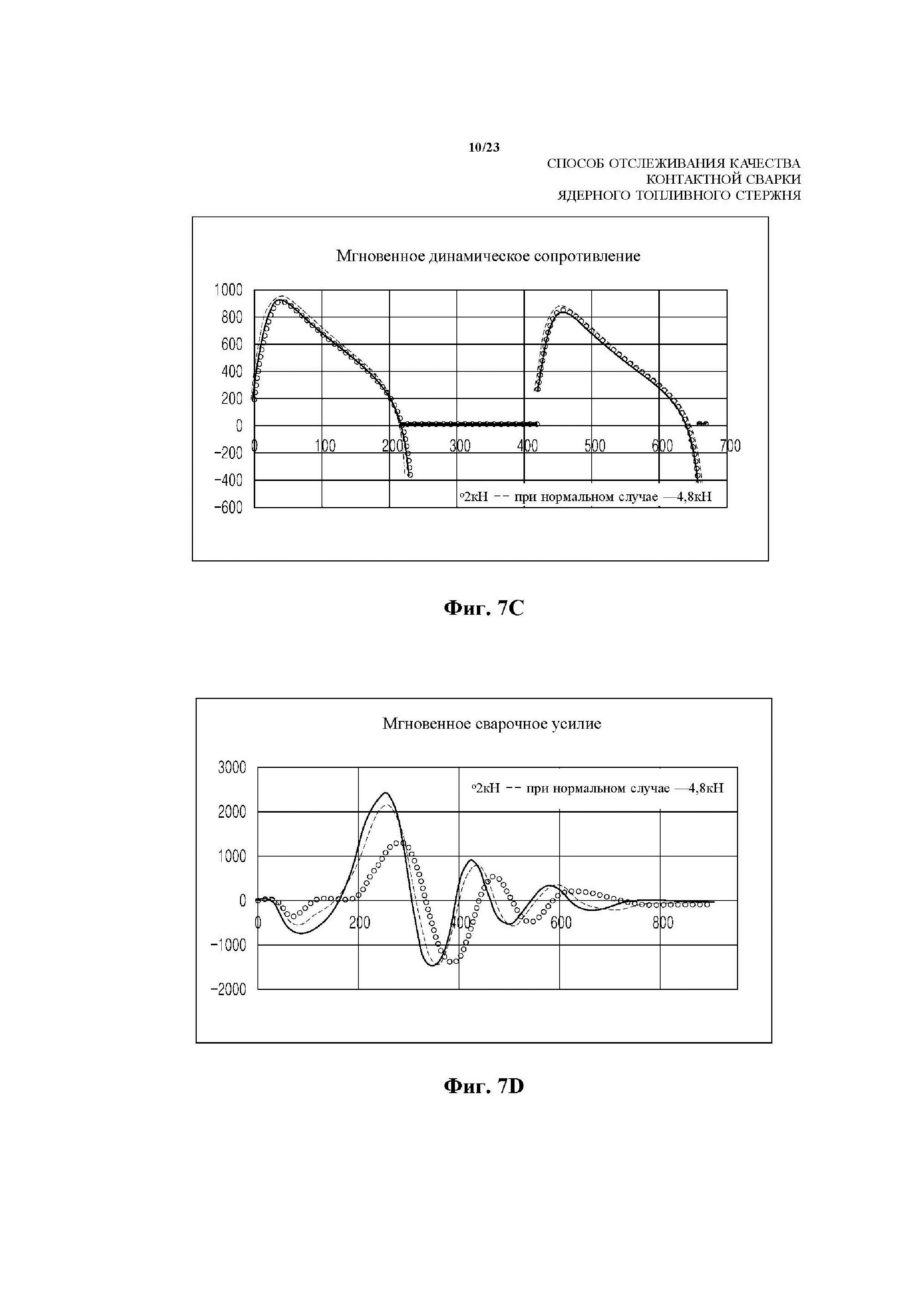
Испытание 2 – Особенности распределения коэффициента качества, обусловленные изменением сварочного усилия
Рассмотрим фиг. 7A—7D, иллюстрирующие что тенденции силы тока, напряжения и мгновенного динамического сопротивления (IDR) в соответствии с изменением сварочного усилия немного отличались, однако видно, что мгновенное сварочное усилие (IF) демонстрирует исключительную тенденцию. Хотя при малом сварочном усилии (2кН) тенденция была исключительной, она мало отличалась от нормальной тенденции при максимальном сварочном усилии (4,8кН).
Как видно из Таблицы 3, перепад мгновенного сварочного усилия демонстрирует исключительную тенденцию по сравнению с другими коэффициентами качества.
[Таблица 3]
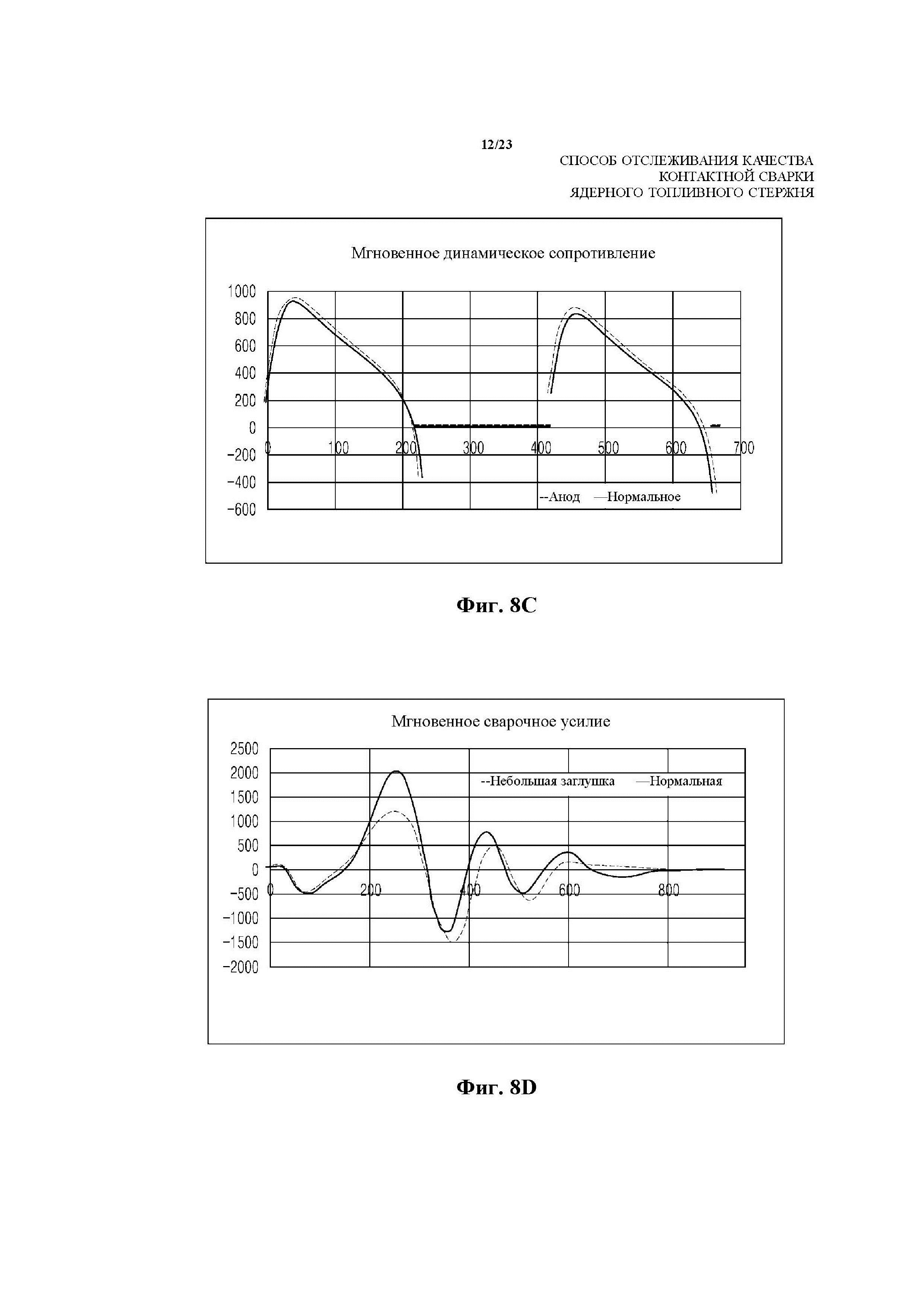
Испытание 3 – Особенности распределения коэффициента качества, обусловленные использованием анода
Рассмотрим фиг. 8, иллюстрирующую, что когда степень окисления анода высокая, сила тока также демонстрирует тенденцию к уменьшению, однако данное испытание было выполнено в пределах диапазона без изменения силы тока. Сила тока и напряжение не изменились, однако были отмечены небольшие изменения мгновенного динамического сопротивления (IDR) и мгновенного сварочного усилия (IF), и эти тенденции показаны в приводимой далее Таблице 4.
[Таблица 4]
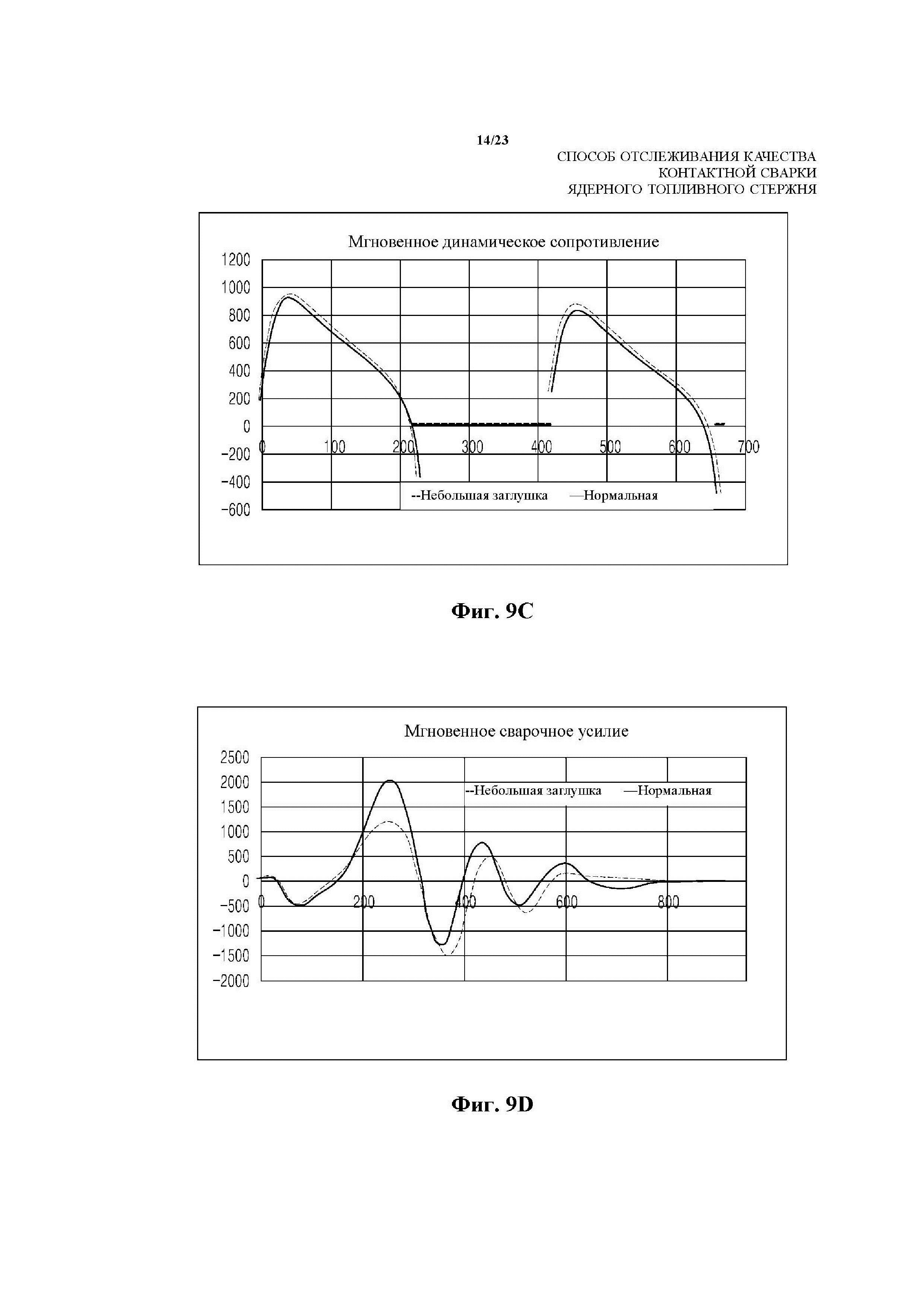
Испытание 4 – Особенности распределения коэффициента качества в соответствии с уменьшением диаметра торцевой заглушки
Рассмотрим фиг. 9A—9D, иллюстрирующие, что при сваривании торцевой заглушки и трубки-оболочки небольшого диаметра сила тока и напряжение почти не менялись, однако мгновенное сварочное усилие (IF) демонстрировало исключительную тенденцию.
Приводимая далее Таблица 5 показывает, что перепад мгновенного сварочного усилия BW2, являющийся динамическим коэффициентом, существенно изменился по сравнению с другими коэффициентами качества.
[Таблица 5]
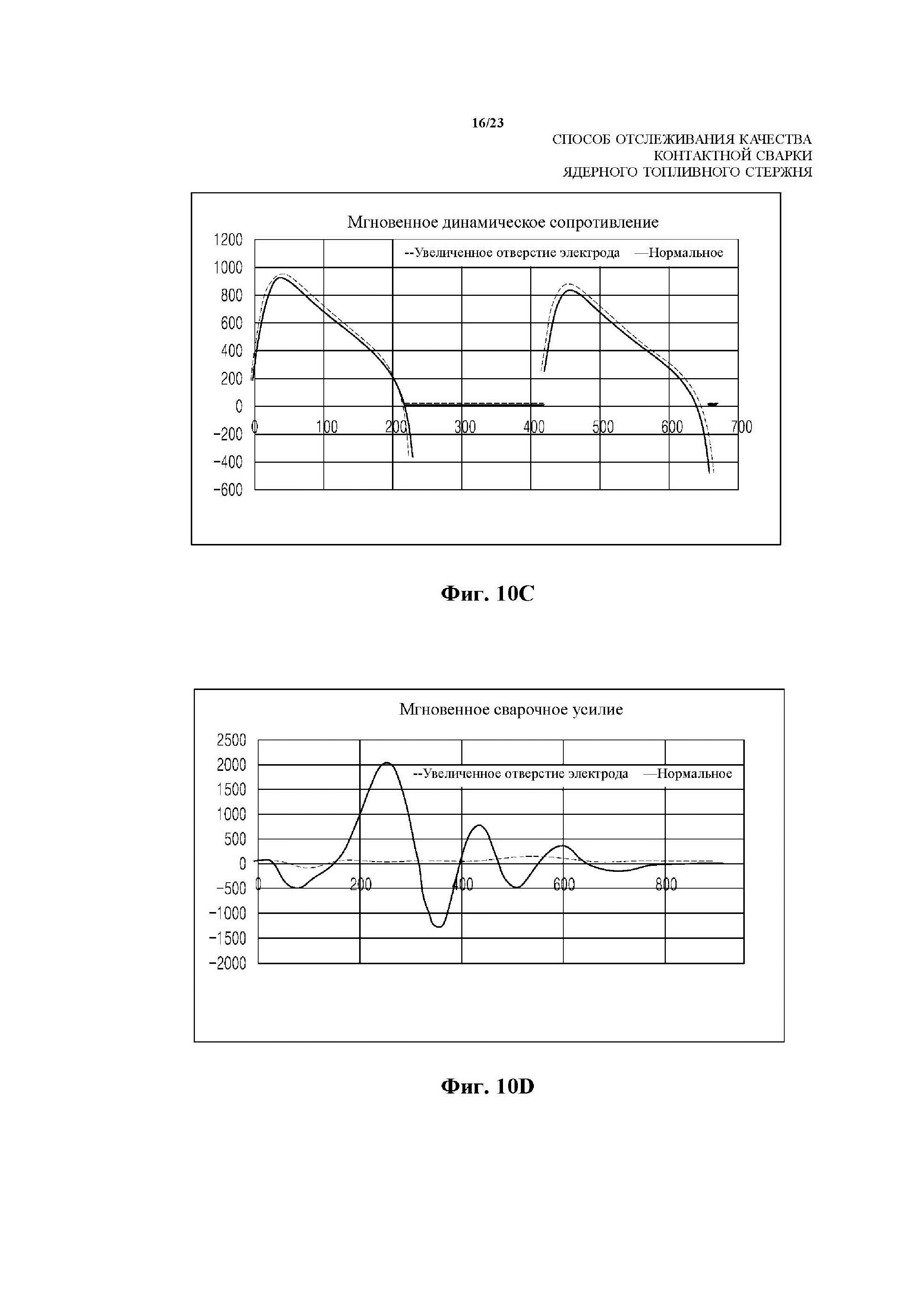
Испытание 5 – Особенности распределения коэффициента качества при большом диаметре отверстия электрода
Электрод выполнен из медного сплава с большим диаметром отверстия электрода, поэтому он мягкий и может легко изнашиваться, а у диаметра трубы-оболочки большой допуск. Соответственно, данное испытание было выполнено, чтобы воспроизвести дефект, возникающий при сваривании с большим диаметром отверстия электрода. Рассмотрим фиг. 10A—10D, иллюстрирующие, что когда отверстие электрода было большим, электрод не мог надежно фиксировать трубу-оболочку, поэтому ток становился нестабильным, и мгновенное сварочное усилие (IF) было незначительным. Поскольку в данном испытании использовался сварочный аппарат статического тока, можно видеть, что напряжение повысилось до максимума, чтобы компенсировать снижение силы тока. Поэтому особенности распределения динамического сопротивления существенно не изменились.
[Таблица 6]
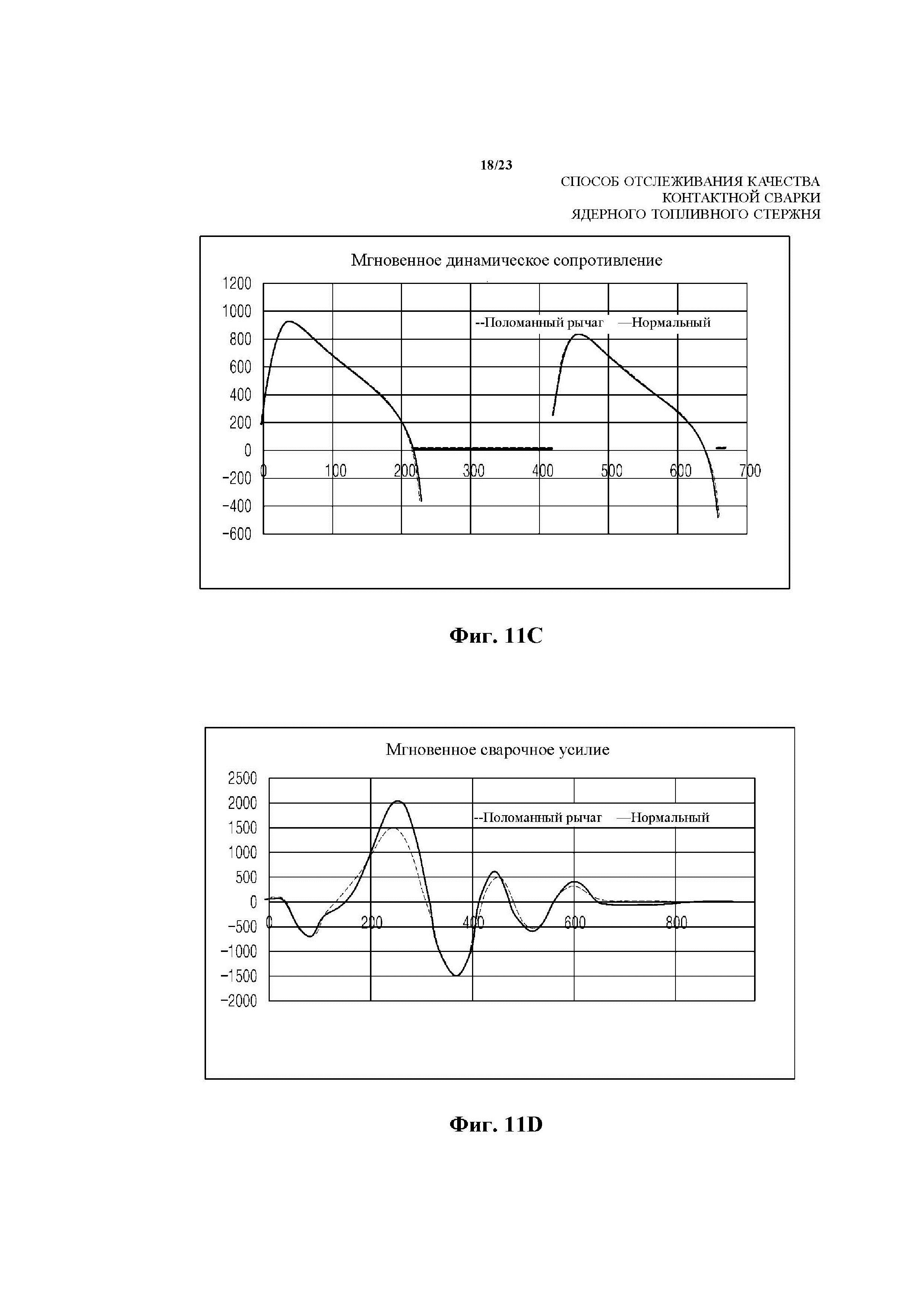
Испытание 6 – Особенности распределения коэффициента качества, обусловленные поломкой рычага поддерживающего электрод цилиндра
Рычаг поддерживающего электрод цилиндра, который фиксирует электрод и трубу-оболочку, играет важную роль в сварке. Однако из-за многократного повторения нагрузки может возникать поломка, вызванная усталостью, поэтому выявлять поломку, вызванную усталостью, сохраняя в рабочем состоянии рычаг поддерживающего электрод цилиндра, очень трудно. Соответственно, данное испытание было выполнено после искусственного удаления участка, на котором произошла поломка, вызванная усталостью, и рычаг предельно согнули, чтобы выявить тип дефекта.
Рассмотрим фиг. 11A—11D, иллюстрирующие, что больших изменений силы тока, напряжения и динамического сопротивления не было, но мгновенное сварочное усилие (IF) демонстрировало тенденцию. Как видно из приводимой далее Таблицы 7, перепад мгновенного сварочного усилия BW2 динамических коэффициентов демонстрировал достаточно сильную тенденцию.
[Таблица 7]
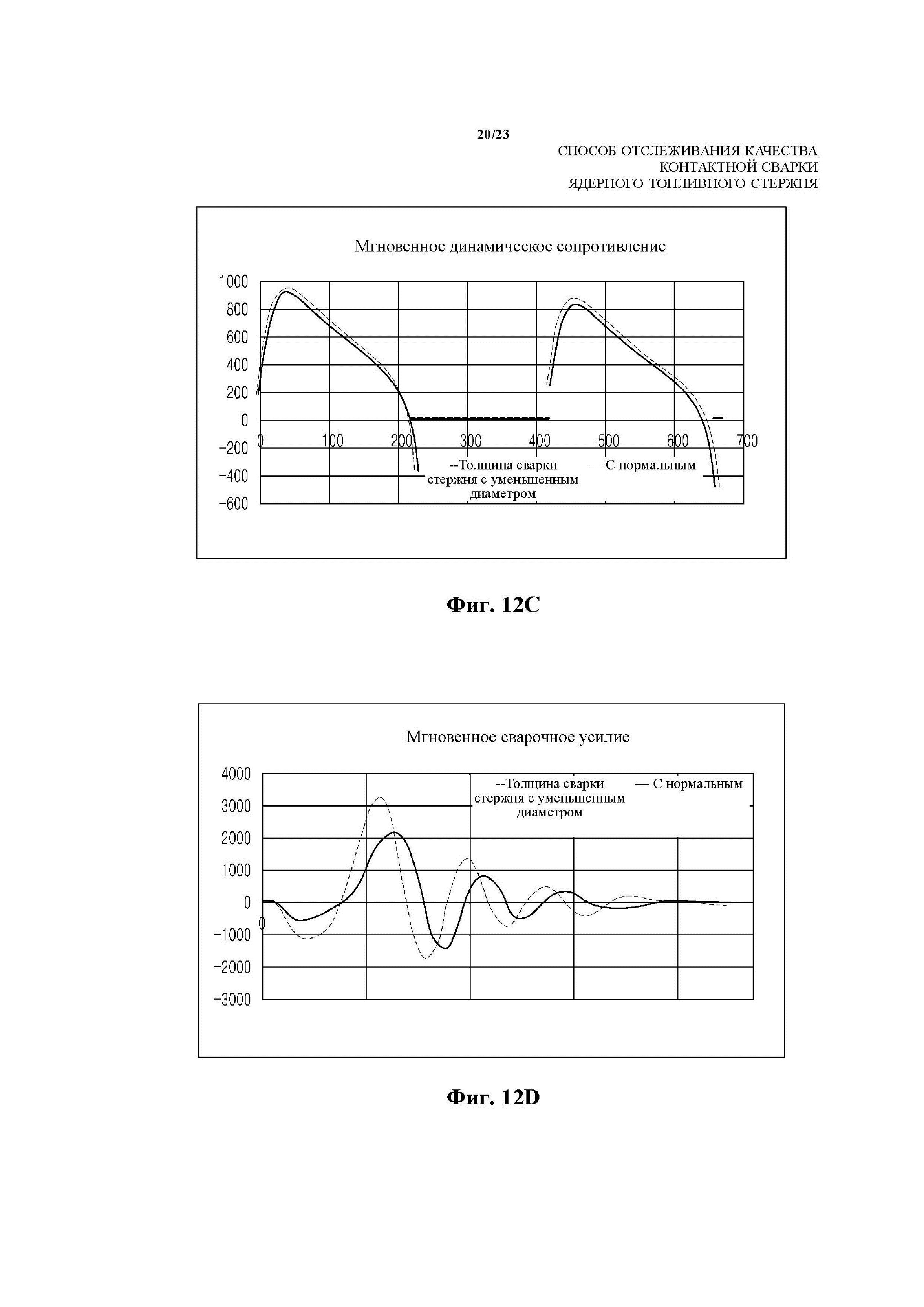
Испытание 7 – Особенности распределения коэффициента качества, обусловленные уменьшением толщины топливного стержня
Для более удобного контакта с торцевой заглушкой во время сварки перед свариванием топливного стержня с торцевой заглушкой на конце трубы-оболочки было выполнено отводное отверстие. При механической обработке выдерживают однородную толщину, но если механическая обработка сосредоточена на определенном участке или выполняется слишком интенсивно, это может приводить к образованию трещин в сварке. Соответственно, данное испытание было проведено, чтобы проверить влияние, оказываемое уменьшением толщины топливного стержня.
Рассмотрим фиг. 12A—12D, иллюстрирующие, что больших отличий в силе тока, напряжении и динамическом сопротивлении не было, но мгновенное сварочное усилие (IF) демонстрировало тенденцию.
Как видно из приводимой далее Таблицы 8, перепад мгновенного сварочного усилия BW2 динамических коэффициентов демонстрировал достаточно сильную тенденцию по сравнению с другими коэффициентами качества.
[Таблица 8]
Испытание 8 – Особенности распределения коэффициента качества, обусловленные поломкой изолятора
Из-за поломки изолятора, предназначенного для закрепления электрической шины, периодически происходит утечка тока. Было проведено испытание, в ходе которого изолятор удалили, чтобы воспроизвести указанное явление. Испытание было проведено без задвижки и изолятора в двух нижних из четырех терминалов. Тенденции в данном испытании были неясными. Это определялось в соответствии с наличием или отсутствием задвижки, и считается, что это связано с тем, что при сваривании с удалением задвижки изолятор вставляли в месте соединения с задвижкой, поэтому вероятность утечки тока была низкой. Однако, как видно из приводимой далее Таблицы 9, динамическое сопротивление интервала BW0 демонстрировало тенденцию, которая, впрочем, была слабой.
[Таблица 9]
Фиг. 14 представляет собой блок-схему, иллюстрирующую способ отслеживания по настоящему изобретению.
Рассмотрим фиг. 14, иллюстрирующую, что способ отслеживания качества контактной сварки ядерного топливного стержня настоящего изобретения включает: первый этап получения информации о сварке, включая напряжение, силу тока и сварочное усилие в процессе контактной сварки давлением трубы-оболочки и торцевой заглушки (S10); второй этап сравнения статических коэффициентов, полученных путем вычисления действующих величин для информации о сварке, с заданными эталонными величинами, соответственно (S20); третий этап вычисления динамических коэффициентов для информации о сварке, включая перепад мгновенного сварочного усилия (S30), если на втором этапе (S20) выявлено соответствие эталонным величинам; и четвертый этап определения наличия или отсутствия дефекта в качестве сварки (S40) путем сравнения динамических коэффициентов.
На первом этапе (S10), когда на трубе-оболочке и торцевой заглушке выполняют контактную сварку давлением, датчики получают информацию о сварке, включая напряжение, силу тока и сварочное усилие, и информация о сварке передается на отслеживающий блок 200.
Второй этап (S20) включает в себя этап получения статических коэффициентов P1, P2, P3 и P4 путем вычисления действующих величин для информации о сварке (S21) и этап сравнения статических коэффициентов P1, P2, P3 и P4 с заданными эталонными величинами, соответственно (S22). Если статические коэффициенты P1, P2, P3 и P4 не попадают в эталонные диапазоны эталонных величин, определяется, что дефект есть.
На третьем этапе (S30), если на втором этапе (S20) было выявлено соответствие эталонным диапазонам величин, вычисляются динамические коэффициенты P5, P6 и P7 для информации о сварке, включая перепад мгновенного сварочного усилия.
На четвертом этапе (S40) наличие или отсутствие дефекта в качестве сварки определяется путем сравнения динамических коэффициентов P5, P6 и P7.
Четвертый этап (S40) может включать этап вычисления полной суммы величин путем квантификации особенностей распределения динамических коэффициентов (S41). Например, как описано в испытаниях, когда динамические коэффициенты находятся в пределах нормальных диапазонов, дается 10 баллов, но когда они не находятся в пределах нормальных диапазонов, дается 0 баллов, благодаря чему для коэффициентов качества можно получить общее количество баллов.
Затем, чтобы определить наличие или отсутствие дефекта в качестве сварки, общее количество баллов динамических коэффициентов сравнивают с заданной эталонной величиной. В этом варианте осуществления ‘нормой’ считается, когда общее количество баллов составляет 30 или более баллов (S42), ‘предупреждением’ считается, когда общее количество баллов находится в диапазоне от 10 до 30 баллов (S43), и ‘дефектом’ считается, когда общее количество баллов составляет 10 или менее баллов.
Когда в процессе вычисления общего количества баллов динамических коэффициентов происходит квантификация особенностей распределения динамических коэффициентов, динамическим факторам могут присваиваться весовые коэффициенты.
Как видно из испытаний, в этом варианте осуществления из множества коэффициентов качества перепад мгновенного сварочного усилия является очень эффективным для определения плохого качества, и соответственно, определить наличие или отсутствие дефекта можно путем присвоения перепаду мгновенного сварочного усилия более высокого весового коэффициента при вычислении общего количества баллов.
Специалистам в области техники будет очевидно, что описанное выше настоящее изобретение не ограничивается приведенными выше вариантами осуществления и сопутствующими графическими материалами, и различные модификации и изменения могут быть выполнены без отхода от объема и сущности данного изобретения.
Реферат
Изобретение относится к области сварочного производства и может быть использовано при контактной сварке давлением трубы-оболочки с торцевой заглушкой. Способ контроля качества сварки включает этап получения информации о сварочных параметрах, включающих в себя сварочное напряжение, силу сварочного тока и сварочное усилие в процессе контактной сварки, этап сравнения статических параметров, полученных путем вычисления на основании информации о сварочных параметрах, с соответствующими заданными эталонными величинами, этап вычисления динамических параметров, этап определения оценки в баллах квантифицированных особенностей распределения динамических параметров в зависимости от нахождения этих параметров в заданном диапазоне и этап определения наличия или отсутствия дефекта сварки путем сравнения общего количества баллов квантифицированных особенностей распределения динамических параметров с заданной эталонной величиной. Использование изобретения позволяет повысить скорость и точность оценки качества сварки. 1 з.п. ф-лы, 41 ил., 9 табл.
Комментарии