Способ и устройство для шовной контактной сварки емкостей - RU2144453C1
Код документа: RU2144453C1
Чертежи




Описание
Изобретение относится к способу согласно ограничительной части пункта 1 и устройству согласно ограничительной части пункта 12.
Под особой тонкой жестью понимается жесть толщиной 0,1-0,5 мм. Она может быть облужена (так называемая белая жесть), снабжена другими покрытиями или не иметь покрытия (черная жесть). Известна сварка емкостей из белой жести, и в частности обечаек консервных банок, нахлесточным сварным швом с использованием промежуточного электрода из медной проволоки. До сих пор это является единственным технически и экономически успешным способом, поскольку облуда жести приводит к сильному загрязнению электрода, что можно устранить в промышленном применении только с помощью постоянно обновляющегося электрода из медной проволоки.
Проводились также исследования о возможности осуществления контактной сварки внахлест без проволоки вольфрамовыми или молибденовыми дисковыми электродами (Пауль Шинделе, "Исследования поведения вольфрамовых и молибденовых сплавов при шовной контактной сварке электрически облуженной тончайшей жести", диссертация в Техническом университете Мюнхена, 1983 г., реферат опубликован в журнале "Нойе ферпакунг", N 5, 1984 г.). На практике такой способ не нашел применения.
При сварке стальных труб известно, что их сваривают встык способом шовной контактной сварки, причем здесь могут применяться дисковые электроды из меди, поскольку трубы не облужены. Толщина стенок сваренных таким образом труб составляет минимум 0,4 мм, и сбоку от шва на трубу необходимо оказывать посредством прижимных роликов высокое усилие (Немецкое общество сварщиков, памятка DVS 2911). Для сварки обечаек из облуженной тончайшей жести (толщина, например, около 0, 19 мм), при которой имеются иные условия и при которой в противоположность трубе также не выполняется непрерывный шов, до сих пор техника сварки стальных труб не дала толчка.
В патенте EP-A-0284455 представлена сварка встык с электродными шинами, расположенными внутри консервных банок. У покрытой оловом жести может наступить нежелательное отложение олова на электродных шинах, что делает невозможным сварку стыкового шва с гидравлическим уплотнением. Из US-A-3305662 известна сварка встык труб наряду со сваркой внахлест обечаек. Из DE-A-2604584 известна придающая форму шлифовка дисковых электродов при сварке труб.
Поскольку сварка электродами из медной проволоки при отличных результатах имеет недостаток, заключающийся в высоком расходе медной проволоки, возникает задача создания для сварки емкостей из тончайшей жести, и в частности белой жести, применимого в промышленности способа, не имеющего этого недостатка.
Это решатся, согласно изобретению, с помощью отличительных признаков пункта 1.
Неожиданным образом оказалось, что этим способом возможна стыковая сварка, и в частности беспроволочная стыковая сварка, облуженной особой тончайшей жести, и может быть получен герметичный шов. Далее оказалось, что благодаря стыковой сварке происходит уменьшение отложения олова на электродных роликах, поскольку электроды (в противоположность нахлесточному шву) могут быть расположены так, что температура контакта электрода и жести в основном остается ниже температуры плавления олова. Далее оказалось, что подводимую сварочную мощность можно уменьшить по сравнению с нахлесточным швом, что дает меньшую термическую контактную нагрузку.
Далее электроды непрерывно или лишь периодически очищают, чтобы устранить возможные загрязнения оловом.
Предпочтительным образом управление сварочным током, который, как правило, является переменным током, происходит так, что в конце сварного шва его уменьшают. Это может быть предпочтительным также в начале свариваемого шва следующей обечайки.
Устройство для осуществления способа характеризуется признаками пункта 12.
Ниже примеры осуществления изобретения
более подробно поясняются с помощью чертежей, на которых представлены:
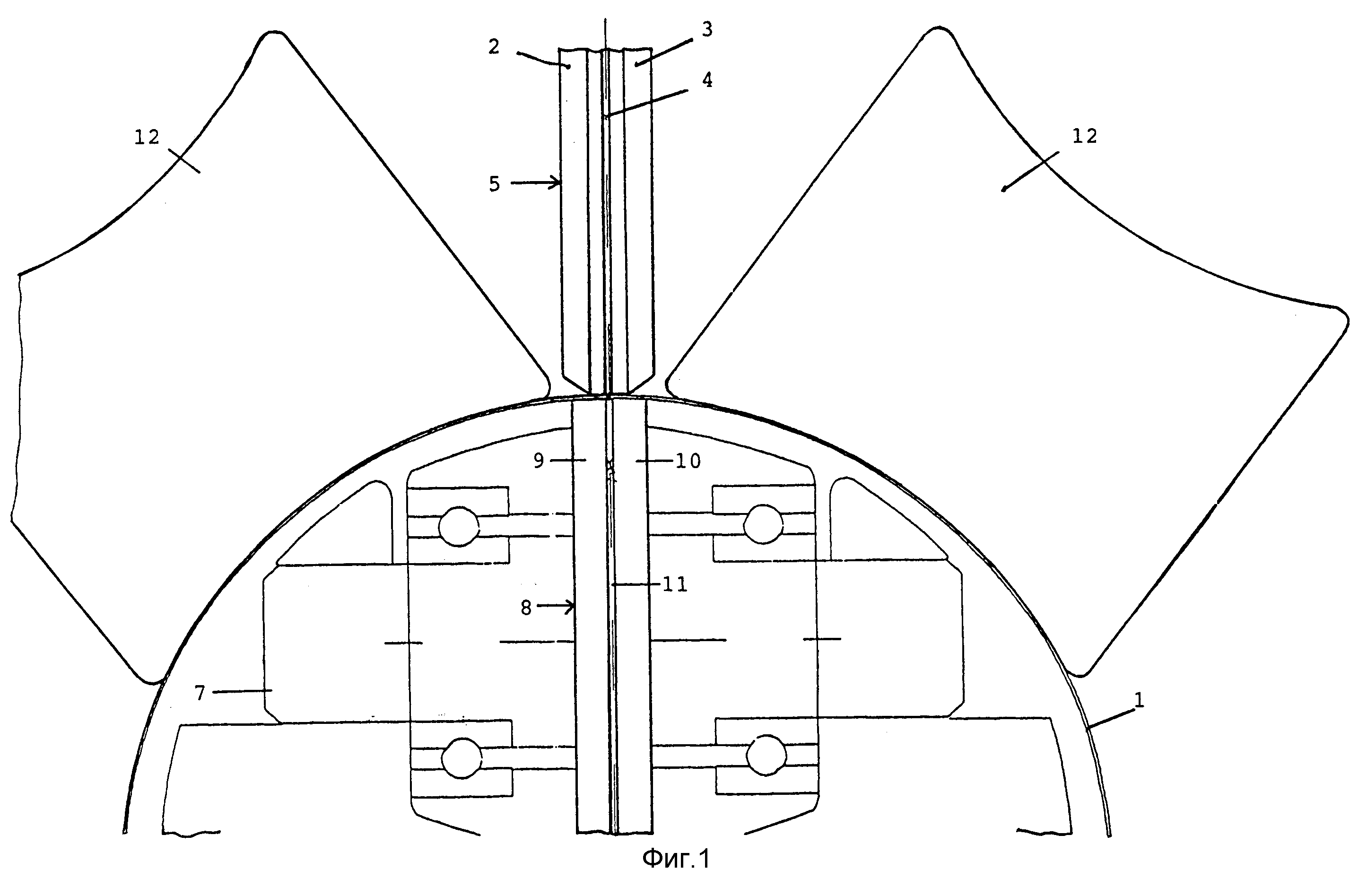
фиг. 1 - схематично частичный вид обечайки консервной банки
в процессе сварки;
фиг. 2 - увеличенный подробный
вид зоны сварки с изображением прохождения тока;
фиг. 3 - другой подробный вид зоны сварки;
фиг. 4 - частичное изображение
элементов устройства для беспроволочной сварки;
фиг. 5 - частично в вертикальном разрезе вид роликовых головок в месте сварки.
На фиг. 1 схематично и лишь частично изображена обечайка 1 банки, свариваемая встык посредством шовной контактной сварки. Шовную контактную сварку осуществляют двумя электродами 2 и 3, которые отделены друг от друга изоляцией 4 и образуют расположенный вне обечайки токоведущий ролик 5. Внутри обечайки 1 на кронштейне 7 с возможностью вращения установлен нетоковедущий ролик 8. Этот ролик 8 не является токоведущим. В изображенном примере ролик 8 состоит из двух дисков 9, 10 из твердого металлического материала и из среднего изоляционного слоя 11. Далее вне обечайки известным образом установлены калибровочные ролики 12, которые обеспечивают круглость обечайки. Помимо изображенных калибровочных роликов 12 предусмотрены, как правило, еще дополнительные (не показаны) калибровочные ролики вдоль окружности обечайки 1. Обечайку направляют между токоведущим роликом 5 и нетоковедущим, противоположно расположенным роликом 8 так, чтобы кромки обечайки приходились друг против друга встык, без нахлеста. Это может осуществляться посредством подходящих (так называемых Z-образных) направляющих, которые известны при образовании нахлесточного шва и поэтому подробно здесь не показаны, но которые здесь отрегулированы так, что возникает не нахлест, а прижатие встык друг к другу обеих продольных зон обечайки. При этом образуется Н-образная направляющая, которая может сводить концы обечайки так, что они лежат на одной высоте и отстоят друг от друга еще на небольшом остаточном расстоянии, например 0,1 мм. Прижатие друг к другу свариваемых продольных зон обечайки может осуществляться тогда посредством калибровочных роликов.
На фиг. 2 схематично в увеличенном виде изображена зона сварки при стыковой сварке обечайки 1. При этом снова изображены оба электрода 2, 3 с промежуточной изоляцией 4, образующие вместе расположенный снаружи сварочный токоведущий ролик 5. Расположенный внутри нетоковедущий ролик 8 в изображенном здесь примере выполнен за одно целое из изолирующего материала, например керамики. На фиг. 2 видно также место стыка жести обечайки, и схематично изображен ток i через стыковой шов. Видно, что при стыковой сварке таким образом высокая температура сварки создается главным образом в зоне стыкового шва. Токопереход от электродов 2, 3 на жесть обечайки 1 происходит, напротив, сбоку от собственно зоны сварки, т.е. вне зоны максимальной температуры. Это происходит в противоположность известному способу сварки внахлест посредством электрода из медной проволоки и вызывает относительно небольшое загрязнение электрода ролика 5 оловом, поскольку олово расплавляется в основном только в зоне самого стыкового шва.
Параметры режима стыковой сварки оказались довольно некритическими. Может применяться обычная тончайшая жесть для обечаек толщиной около 0,2 мм с электролитической облудой. Сварочное усилие может быть выбрано произвольно в широком диапазоне и составляет, например, 500 Н. Сварочный ток может лежать, например, в диапазоне 2 кА, а сварочная частота - в диапазоне нескольких сотен Гц, например 600 Гц. Форма сварочного тока также может быть выбрана произвольной, например синусоидальной. Таким образом, при помощи изображенного устройства можно с высокой скоростью сварки (например, свыше 80 м/мин) получать на обечайках консервных банок герметичные сварные швы.
На фиг. 3 изображена другая форма исполнения сварки. При этом опять обечайка 1 показана лишь частично, и предусмотрены верхние электроды 2, 3, которые вместе с изолирующим промежуточным слоем 4 образуют расположенный сверху токоведущий ролик 5. Также лишь частично изображены калибровочные ролики 12. Расположенный снизу ролик 8 внутри обечайки выполнен здесь из нескольких частей и содержит для повышения износостойкости первое стальное кольцо 9 и второе стальное кольцо 10, отделенные друг от друга электрически изолирующим промежуточным слоем 11, например из керамики. В этом случае нижний ролик установлен с возможностью вращения, причем для его привода предусмотрена лента 15, приводимая электродвигателем (не показан), так что нижний ролик 8 движется синхронно с подачей обечайки. Таким образом, можно уменьшить проскальзывание обечайки при транспортировке. Параметры режима сварки в этой форме исполнения могут быть выбраны те же, что и в уже описанной.
Изолирующие промежуточные слои 4 и 11 или нижний ролик 8 могут, как на фиг. 2 и 3, прилегать в зоне сварного шва к жести обечайки 1, за счет чего кромки обечайки удерживаются точно в одной плоскости. В качестве альтернативы можно выполнить промежуточные слои или нижний ролик так, что именно в зоне шва не происходит прилегания промежуточных слоев или нижнего ролика. Соответствующий промежуточный слой или нижний ролик 8 может быть снабжен, например, именно в непосредственной шовной зоне огибающей канавкой. Преимущество этой альтернативы состоит в том, что можно еще уменьшить загрязнение оловом промежуточного слоя или нижнего ролика. Сечение канавки может быть при этом, например, полукруглым, треугольным или прямоугольным. Можно было бы также сместить назад промежуточные слои 4 и 11 по всей их ширине между электродами, однако это вызывает худшее взаимное ведение кромок в зоне свариваемого шва.
Предпочтительно верхний токоведущий сварочный ролик 5 с обоими электродами 2, 3, а также нижний ролик 8 могут быть снабжены каждый внутренним охлаждением, например водяным. Это мероприятие приводит к дальнейшему уменьшению износа и съема олова или загрязнению электродов.
Сварочный ролик 5 с электродами 2, 3 далее снабжен устройством очистки, которое периодически или непрерывно обеспечивает съем возможных загрязнений оловом. Для этой цели устройство очистки может иметь соответствующие скребковые или абразивные средства. Также промежуточные слои или нижний ролик могут быть очищены подобным образом.
Материалы верхнего ролика со сварочными электродами или материалы нижнего ролика могут быть выбраны из большой группы подходящих материалов, причем, в частности, следует обратить внимание на износостойкость с тем, чтобы при промышленном применении могло осуществляться большое число сварочных процессов. Электродные ролики выполнены при этом из материала с твердостью преимущественно свыше 200 HV и предпочтительно свыше 300 HV. Так, для электродов может применяться предпочтительно сплав титан-циркoний-молибден (TZM) или вольфрам-оксид тория (WThO2), а изоляция между электродами может состоять преимущественно из керамического материала. Нижний ролик состоит преимущественно из стали ECN35 с изолирующим промежуточным слоем из керамики, например оксида алюминия или оксида циркония. Нижний ролик может быть изготовлен предпочтительно также из карбида кремния (SiC) или нитрида кремния (Si3N4).
Преимущественно электроды или вторичная цепь тока снабжены параллельным резистором 4,5 мОм с тем, чтобы воспрепятствовать искрообразованию между электродами между обечайками. От этой меры можно, правда, отказаться, если сварочный ток в конце обечайки предпочтительно уменьшить, а между отдельными обечайками выключить.
На фиг. 4 схематично изображены элементы устройства для осуществления способа. При этом обечайки 1 транспортируют по транспортному устройству 16 к месту сварки. Там обечайки 1 удерживают калибровочными роликами 12, причем, как правило, калибровочных роликов предусмотрено больше, чем для простоты изображено на фиг. 4. Калибровочные ролики могут быть снабжены приводом 17 для их вращения в направлении транспортировки обечаек. Сварка происходит посредством находящегося снаружи на обечайке ролика 5. Внутри обечайки предусмотрен уже описанный безэлектродный ролик 8. Ролик 5 приводится во вращение приводным двигателем 18. С роликом 5 вращается сварочный трансформатор 19, который преобразует первичное напряжение во вторичное сварочное напряжение. Такие вращающиеся сварочные трансформаторы известны, поэтому изображенный трансформатор 19 подробно не поясняется. Передача первичного напряжения на вращающийся трансформатор происходит посредством скользящих контактов 20, 21. Ролик 5, сварочный трансформатор 19 и приводной двигатель 18 установлены с возможностью совместного регулирования по высоте для подачи электродов на ролик 5 при износе. Для этой цели предусмотрены вертикальные направляющие 23, 24, которые могут быть, например, шпиндельными передачами, приводимыми от приводного двигателя 25, с тем, чтобы устанавливать положение электродов по высоте. Водяное внутреннее охлаждение ролика 5 может осуществляться с помощью водопровода 26, проходящего через двигатель и сварочный трансформатор. Уже упомянутая обработка или очистка электродов может осуществляться, например, шлифовальным кругом 27, приводимым во вращение двигателем 28. Шлифование может происходить непрерывно или периодически только при необходимости. Съем загрязнений и материала электродов посредством шлифовального круга 27 можно компенсировать возможностью вертикального перемещения ролика 5 посредством привода 23, 24, 25.
На фиг. 5 изображен разрез другой формы исполнения устройства с роликом 5, также содержащим два электрода 2, 3 и изолирующий промежуточный слой 4. Ролик 5 установлен здесь на коромысле 30, и предусмотрен токоподвод 31 для электрода 3, проходящий через скользящий контакт 32. Привод ролика 5 осуществляется посредством приводного двигателя (не показан), приводящего фланец 33. Подвод охлаждающей воды может происходить центрально через расточку 34. Внутренний ролик 8 образован здесь керамическим роликом и предусмотрено множество калибровочных роликов 12 для удержания обечайки в нужном положении.
Хотя изобретение поясняется на примере белой жести (облуженной тончайшей жести), его следует рассматривать только как особенно предпочтительный пример.
Изобретение может применяться также для тончайшей жести с другими покрытиями и без покрытия.
При этом может быть предпочтительным производить стыковую сварку, однако, с использованием проволочного промежуточного электрода.
Реферат
Изобретение может быть использовано при изготовлении обечаек консервных банок из белой жести. Обечайки сваривают встык без использования проволочного электрода. Сварочные электроды располагают с обеих сторон стыкового шва. С внутренней стороны емкости располагают нетоковедущий ролик. Между сварочными электродами размещен электрически изолирующий промежуточный слой. Электроды очищают непрерывно или периодически. Устройство включает сварочные головки и подающее устройство. Первая головка выполнена в виде токоведущего ролика с приводом вращения и двумя электродами. Вторая - в виде нетоковедущего безэлектродного ролика. Устройство снабжено средством очистки электродов. Изобретение позволяет снизить расход медной проволоки при повышении герметичности шва. 2 с. и 12 з.п.ф-лы, 5 ил.
Формула
11.07.94 по пп.1 - 10, 12, 13;
24.08.94 по пп.11 и 14.
Комментарии