Способ электроконтактной сварки листового материала и устройство для его осуществления - RU2162396C2
Код документа: RU2162396C2
Чертежи

Описание
Изобретение касается способа электроконтактной сварки листового материала с электропроводящим покрытием с помощью роликовой контактной сварочной машины, в частности, сварки обечаек жестяных банок. Кроме того, изобретение касается устройства для осуществления способа.
При сварке листовых материалов с нанесенным покрытием толщина электропроводящего покрытия может оказывать значительное влияние на качество сварки. В частности, при сварке жестяных банок из луженой жести оказалось, что толщина слоя олова у используемых для таких изделий листовых материалов с незначительным лужением может относительно сильно колебаться. Так, измерения этого материала в рулоне показали, что толщина олова по ширине рулона около 900 мм при заданной полуде в 1 г/м2 может колебаться примерно до 3,0 г/м2 олова. Большие величины имеются прежде всего снаружи рулона. Так как при образовании шва внахлестку при роликовой электросварке слой олова четырежды оказывается между сварочными электродами, может оказываться значительное влияние толщины слоя олова на результат сварки, так как, как правило, сварка осуществляется при постоянном сварочном токе, который вырабатывается регулируемыми известными источниками стабильного сварочного тока. Изменяющееся электрическое сопротивление шва внахлестку листового материала с различной толщиной полуды приводит к изменяющемуся вводу мощности в зону сварки, что нежелательно для хорошего качества сварки. Это справедливо также и при других покрытых листовых материалах, например для луженой жести.
Известен способ и устройство для электроконтактной сварки листового материала с электропроводным покрытием с помощью роликовой контактной сварочной машины, в частности, роликовой шовной сварки обечаек банок из жести (WO 84.01914 A1, B 23 K 11/06, 24.05.1984).
Задачей изобретения является создание способа сварки, в котором исключены отмеченные выше недостатки и обеспечивается высокое качество сварки.
Это достигается за счет того, что в процессе сварки определяют толщину покрытия перед зоной сварки по меньшей мере с одной стороны заготовки и что оказывается воздействие на источник сварочного тока сварочной машины во время процесса сварки в зависимости от замеренной толщины покрытия, чтобы поддерживать в основном постоянным ввод мощности в зону сварки.
Благодаря тому, что определяется толщина покрытия или имеющееся количество материала покрытия листового материала, можно воздействовать на источник сварочного тока при сваривании листового материала таким образом, что ток при сваривании листового материала изменяется в соответствии с толщиной покрытия таким образом, чтобы поддерживать постоянной введенную мощность, сварочный ток, таким образом, непрерывно приводится в соответствие с ожидаемым контактным сопротивлением, зависящим от толщины покрытия. При этом большая толщина покрытия, как правило, равна меньшему контактному сопротивлению (однако в зависимости от материала покрытия могли бы преобладать также обратные соотношения) и требует более высокого тока, так как в противном случае следует ожидать непроваров. Современные источники сварочного тока (например, типа "UNISOUD" фирмы Соудроник, Швейцария) работают в настоящее время с постоянным током, однако допускают быстро изменяющийся сварочный ток, так что при сварке можно достаточно быстро реагировать на изменение толщины покрытия.
Ниже с помощью чертежей более подробно поясняются примеры выполнения.
На фиг. 1 схематично показан принцип работы согласно изобретению при сварке жестяных банок;
на фиг. 2 схематично изображен способ измерения для определения
толщины
покрытия;
на фиг. 3 показана характеристика интенсивности при радиометрическом способе
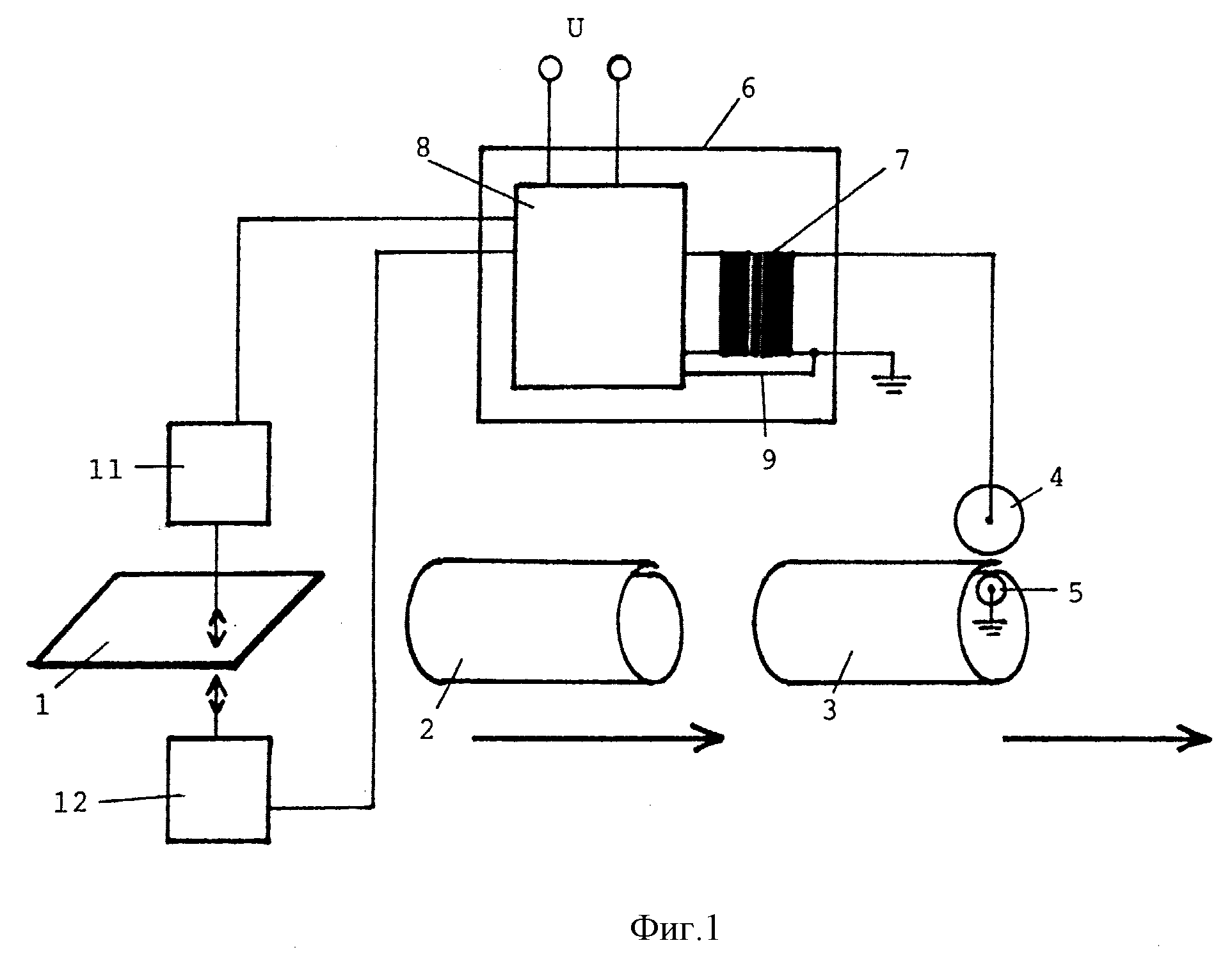
На фиг. 1 представлен схематично способ согласно изобретению при сварке обечаек
жестяных банок.
При сварке обечаек жестяных банок плоскую заготовку из листового материала 1 деформируют в валковом гибочном аппарате в обечайку 2. Сформованная обечайка, которая, как правило, имеет
перехлест для
сварки в роликовой контактной сварочной машине внахлестку, на фиг.1 обозначена позицией 3. Между верхним электродом 4 и нижним электродом 5 роликовой контактной сварочной машины
образуется сварной
шов. При этом, как правило, применяются проволочные электроды, подаваемые по роликам 4 и 5, которые однако на фиг.1 не показаны. Сварочный ток для образования сварного шва
вырабатывается источником
сварочного тока 6. Этот источник содержит сварочный трансформатор и задающее устройство 8 для сварочного трансформатора, которое из питающего напряжения U вырабатывает
первичное напряжение с частотой,
например, 500 Гц для сварочного трансформатора, при этом обычно с помощью обратной подачи тока от вторичной обмотки трансформатора 7 к задающему устройству 8, которое
содержит соответствующий
регулятор, достигается постоянный сварочный ток I. Однако постоянный сварочный ток I при покрытии листового материала 1 с колеблющейся от листа к листу или в пределах листа
толщиной дает колеблющийся
ввод мощности в зону сварки и тем самым приводит к неравномерному качеству сварки. Теперь в соответствии с изобретением предусматривается то, что толщина покрытия листа 1
измеряется в процессе работы
и что сварочный ток изменяется в соответствии с толщиной покрытия. С этой целью схематично представлено измерительное устройство 11, которое измеряет толщину слоя
покрытия листа 1. Соответствующий
результат подается на источник сварочного тока 6, который устанавливает сварочный ток в соответствии с измеренной толщиной слоя, когда соответствующий лист 1
поступает в зону сварочных роликов 4 и 5.
При этом толщина слоя может определяться с помощью измерительного устройства только на одной стороне листа. Может быть также предусмотрено другое
измерительное устройство 12 на другой стороне листа,
чтобы и там измерять толщину покрытия. В случае с листами речь может идти о самых различных типах листов с нанесенным покрытием. В показанном
случае применения сварки обечаек жестяных банок речь, как
правило, идет о луженой жести, т.е. о стальном листе, который, как правило, покрыт слоем олова. При этом измерение толщины слоя
осуществляется, предпочтительно, в той зоне листа, которая после
придания округлой формы обечайке жестяной банки образует зону сварного шва. Разумеется, вместо измерения плоского листа определение
толщины слоя можно осуществлять также на уже скругленном листе.
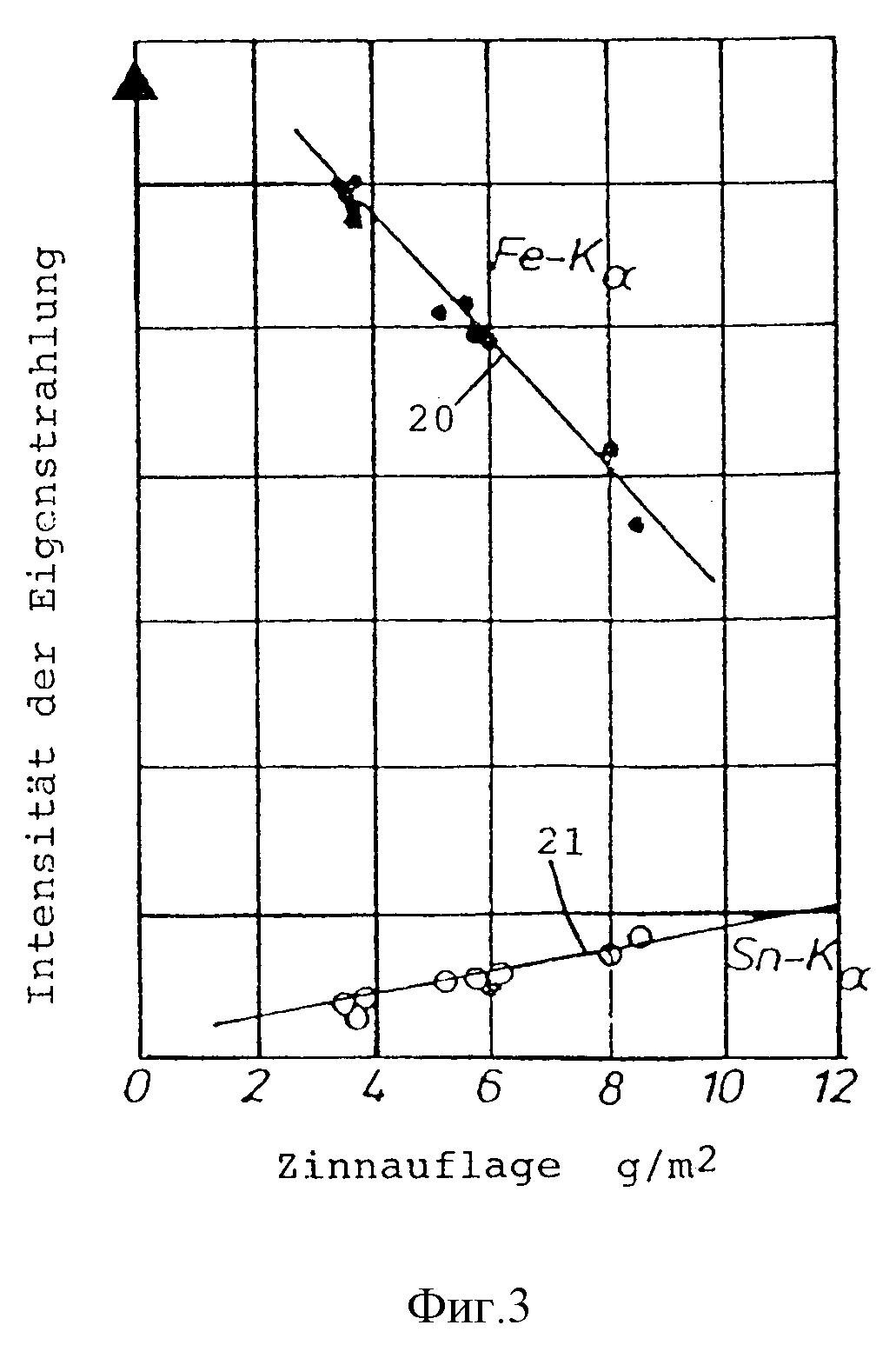
Источник сварочного тока 6 для осуществления способа имеет по меньшей мере один вход, на который может подаваться результат измерения на толщиномере 11. Затем этот результат используется для того, чтобы изменять сварочный ток в соответствии с измеренной толщиной, или соответственно приводить в соответствие с измеренной толщиной величину сварочного тока I, которая затем поддерживается источником сварочного тока. Если предусмотрен второй толщиномер 12, его сигнал также используется для управления или этот сигнал сопрягается с сигналом первого толщиномера 11. Предпочтительно измерение толщины осуществляется непрерывно или в большом количестве точек измерения для каждого листа и приведение в соответствие сварочного тока I осуществляется настолько быстро, что колебания толщины покрытия в пределах той же обечайки жестяной банки или того же листа могут компенсироваться путем изменения сварочного тока. Однако ток может устанавливаться также только для каждого листа на основании одного или нескольких измерений толщины слоя на этом листе на действительную для всего процесса сварки на этом листе, так что величина тока в пределах сварного шва не изменяется. Таким образом с помощью листов, которые в пределах каждого листа имеют в основном равномерное, но изменяющееся от листа к листу покрытие, можно добиться равномерной сварки. Часто листы из наружной части рулона имеют большую толщину олова, чем листы из середины рулона. Смешивание таких листов 1 с листами из середины рулона дает при традиционной сварке в зоне более толстого слоя олова непровары, так как контактное сопротивление меньше. С помощью способа сварки в соответствии с обоими вариантами каждый лист или каждая обечайка сваривается надлежащим током, или этот ток в пределах обечайки изменяется, чтобы обеспечить оптимальную сварку, На фиг. 2 показан схематично пример измерения толщины слоя у луженой жести 1. Представлен только частично вертикальный разрез этой луженой жести и эта жесть состоит из стального листа 18, который по меньшей мере с одной стороны, а как правило, с обеих сторон покрыт слоем олова 15. Между стальным листом и слоем олова образован железно-оловянный промежуточный слой 14. При облучении поверхности листа 1 богатыми энергией электромагнитными волнами (рентгеновскими или гамма-лучами) возбуждается собственное излучение стали и слоя олова. На фиг.2 в качестве излучения показано гамма-излучение 16. Собственное излучение стали и олова представляется как излучение 17, которое улавливается приемником излучения 18 и обрабатывается. Результат обработки, как показано на фиг.1, подается на источник сварочного тока. Такие измерительные устройства сами по себе известны и используются изготовителями покрытых листов также для управления и контроля покрытия из олова. Для измерения слоя олова на стали в качестве собственного излучения используется в большинстве случаев богатое энергией железо-K-альфа-излучение, которое в результате колебаний толщины слоя олова различным, но определенным образом ослабляется, так что ослабление железо-K-альфа-излучения слоем олова представляет собой меру толщины его слоя.
На фиг. 3 схематично на диаграмме показана интенсивность собственного излучения как для железо-K-альфа-излучения 20, так и для олово-K-альфа-излучения в зависимости от толщины покрытия из олова на листе. Отсюда видно, что путем измерения интенсивности собственного излучения 20 можно точно определять покрытие из олова.
Вместо измерения толщины покрытия с помощью радиометрической системы, разумеется, могут использоваться также другие способы измерения. Так, например, толщину покрытия можно определять с помощью магнитных и электрических параметров покрытого листа. Соответственно надлежащий способ можно выбирать из известных способов для соответствующего покрытия.
Реферат
Изобретение может быть использовано при соединении роликовой сваркой листового материала с электропроводным покрытием. В процессе сварки определяют толщину покрытия перед зоной сварки. Оказывают воздействие на источник сварочного тока в зависимости от толщины покрытия для поддержания постоянного ввода мощности в зону сварки. Устройство для сварки снабжено средством для определения толщины покрытия. Управляющий или регулирующий элемент служит для получения выходного сигнала и выработки управляющего сигнала для регулирования сварочного тока. Изобретение позволяет повысить качество сварного соединения при сварке луженой жести. 2 с. и 6 з.п. ф-лы, 3 ил.
Комментарии