Аппарат и способ уплотнительной сварки - RU2533070C2
Код документа: RU2533070C2
Чертежи













Описание
Настоящее изобретение относится к способу и аппарату для уплотнительной сварки электрического проводника, в частности электрического наконечника, например, штыревого контакта или гнездового контакта, предпочтительно для резистивно регулируемой схемотехники в автомобиле.
В автомобильной промышленности желательным является простое и быстрое соединение электрических проводников, соответственно, для массового производства, с клеммными колодками автомобильных электрических систем. Таким известным способом является, так называемая, уплотнительная сварка электрического проводника. В уплотнительной сварке уплотнение отдельных жил провода и сварка такой группы проводников на электрическом наконечнике имеют место одновременно. Также может производиться обжатие изоляции. В этом случае достигаются высокая производительность, надежность и низкая стоимость технологического процесса на сварку. Однако известные способы уплотнительной сварки имеют недостаток в том отношении, что ширина зоны электрического соединения на электрическом наконечнике должна быть тесно согласована с размером провода, соединяемого электрически. В этом случае известные способы уплотнительной сварки теряют технологическую гибкость, поскольку без модификации аппарата для уплотнительной сварки может быть технологически обработано только одно спаривание провода в электрическом наконечнике. Результатами для такого аппарата для уплотнительной сварки являются уменьшение производительности и увеличение затрат на производство.
В известном аппарате для уплотнительной электросварки электрод для контактной сварки разделен керамическими зажимами, которые во время технологического процесса сварки стоят на стороне нижнего электрода сварочного аппарата. Зона соединения на электрическом наконечнике регулируется до ширины электродов (верхнего и нижнего электродов), или ширина электродов регулируется до ширины зоны соединения. Электрический проводник многожильного провода, состоящий из множества отдельных жил, сжимают посредством подвижного верхнего электрода, который немного уже нижнего электрода, в зоне соединения электрического наконечника, и распределяется по всей ширине зоны электрического соединения. Теперь, если сравнительно тонкий проводник должен быть соединен со сравнительно большой зоной соединения, то традиционный способ уплотнительной сварки не может быть выполнен должным образом. В альтернативных способах уплотнительной сварки для этого, в предварительной операции, электрический внутренний проводник многожильного провода, состоящий из множества отдельных жил, уплотняют в монолитный блок и только затем осуществляют сварку. Недостатком такого способа является дополнительная и по этой причине нерентабельная технологическая операция для получения требуемого результата.
В патенте DE 3719083 C1 описан такой способ и соответствующий аппарат для уплотнительной сварки жил электрического проводника, камера сжатия, в которой жилы свариваются друг с другом посредством ультразвукового эффекта, создаваемого посредством волновода, двух опор и поперечины. Первая опора расположена непосредственно над поверхностью волновода так, чтобы она могла двигаться горизонтально, и образует первую опорную поверхность с ее передней поверхностью. Вторая опора находится непосредственно рядом с волноводом, расположена так, чтобы она могла двигаться вертикально и образовывала вторую опорную поверхность с боковой поверхностью. Поперечина, которая смонтирована на второй опоре, образует третью опорную поверхность с нижней стороной. Во время технологического процесса сварки три опорные поверхности и поверхность волновода образуют камеру сжатия, в которой свариваются жилы. Способ уплотнительной сварки жил на электрическом наконечнике не предусмотрен.
В патенте DE 3437749 A1 описан способ и аппарат для уплотнительной сварки жил электрического проводника на опоре, причем жилы сваривают между собой посредством ультразвукового эффекта и одновременно сваривают с основанием. Основание расположено на опоре, причем камера сжатия, в которую введены жилы, образована посредством двух зажимов, которые расположены подвижно поверх основания. волновода, который сваривает жилы между собой на основании, может быть подвижным в камере сжатия от стороны, противоположной опоре. Ширина уплотненных жил на основании всегда соответствует ширине свободного конца волновода; это означает, что, если эта ширина должна измениться, то волновод должен быть заменен другой формой волновода.
В патентах US 2008/0032569 и ЕР 1771274 А2 описаны способ и аппарат для ультразвуковой уплотнительной сварки жил электрического проводника к основанию, причем жилы и основание вместе размещены в камере сжатия сварочного аппарата. При размещении жил и основания в камере, развивающей давление, горизонтально подвижный элемент, устанавливающий границы сварного соединения, для камеры сжатия движется вперед на поверхности волновода относительно второго элемента, устанавливающего границы сварного соединения, который расположен непосредственно рядом с волноводом, до тех пор пока ширина камеры сжатия не станет соответствовать по существу ширине основания. Второй элемент, устанавливающий границы сварного соединения, который является подвижным вертикально вдоль волновода, имеет в его стороне, обращенной от волновода, выступающую горизонтально подвижную опору, причем второй элемент, устанавливающий границы сварного соединения, и опора перемещаются вперед до тех пор, пока камера сжатия по существу не станет запаянной в направлении периметра. Ширина уплотненных жил на основании всегда соответствует ширине основания; это означает что, если эта ширина должна быть изменена, то должно быть использовано основание с другой шириной.
В любом из вышеупомянутых способов и аппаратов не представляется возможным влиять на ширину секции, которая должна быть приварена к электрическом наконечнике и уплотнена, электрического проводника без переоборудования соответствующего аппарата или использования другой электрическом наконечнике с другой шириной ее зоны электрического соединения. Таким образом, объектом настоящего изобретения является получение доступного улучшенного способа и усовершенствованного аппарата для уплотнительной сварки электрического проводника, предпочтительно к электрическому наконечнику. В частности, объектом настоящего изобретения является получение доступного аппарата и способа уплотнительной сварки, которые делают возможным - без переоборудования аппарата для уплотнительной сварки - достижение переменной ширины сварки проводника на электрическом наконечнике, то есть являются способными к соединению даже разных электрических наконечников с различными многожильными проводами при обеспечении соединения адекватной механической прочности и электропроводности. Должно быть предпочтительно возможным достижение этого для широкого диапазона проводников разной толщины, с переменной шириной их секций, подлежащих уплотнению на соответствующих зонах соединения электрических наконечников.
Объект настоящего изобретения достигается посредством аппарата и с помощью способа уплотнительной сварки электрического проводника, в частности на электрическом наконечнике, предпочтительно для резистивно регулируемой схемотехники автомобиля, в соответствии с пунктом 1 или пунктом 9 формулы изобретения. Дополнительные варианты осуществления настоящего изобретения даются в зависимых пунктах формулы изобретения.
В варианте осуществления аппарата, соответствующего настоящему изобретению, для уплотнительной сварки электрического проводника к электрическому наконечнику, аппарат имеет нижний инструмент, на котором может быть размещена секция проводника, подлежащая уплотнению, и верхний инструмент, который является подвижным в плоскости, причем ширина секции проводника, подлежащей уплотнению, поддается переменному регулированию посредством верхнего инструмента и нижнего инструмента. Для этой цели верхний инструмент и предпочтительно также нижний инструмент образованы из двух частей, причем, как верхний инструмент, так и нижний инструмент имеет подвижное или деформируемое сварочное средство, которое является подвижным или деформируемым так, чтобы, работая с другим сварочным средством нижнего инструмента и верхнего инструмента, соответственно, они уплотняли камеру сжатия, ограниченную шириной секции проводника, подлежащей уплотнению, в направлении периметра камеры сжатия.
В этом случае предпочтительно, чтобы подвижное или деформируемое сварочное средство верхнего инструмента и нижнего инструмента было сварочным зажимом, который предпочтительно является керамическим. Также предпочтительно, чтобы другими сварочными средствами верхнего инструмента и нижнего инструмента были сварочные устройства, соответствующие один другому, для электрической или ультразвуковой сварки, то есть в виде электродов или волновода и опоры. В соответствии с настоящим изобретением сварочные зажимы не прикладывают давление к зоне электрического соединения в электрическом наконечнике, как на предшествующем уровне техники, а к соответствующему сварочному устройству.
Оба сварочных устройства предпочтительно шире электрического наконечника или ширины секции электрического проводника, подлежащей уплотнению. В предпочтительных вариантах осуществления настоящего изобретения сварочные зажимы верхнего инструмента и нижнего инструмента являются также предпочтительно расположенными подвижно относительно другого сварочного устройства в верхнем инструменте и нижнем инструменте, соответственно. В этом случае предпочтительно, чтобы сварочное устройство и сварочный зажим верхнего инструмента и нижнего инструмента были непосредственно смежными друг другу, с общей стороной, и поддерживались упруго. Также предпочтительно, чтобы два сварочных зажима были расположены по существу диагонально один относительно другого, а два сварочных устройства были по существу противоположными один другому.
В соответствии с настоящим изобретением электрический наконечник может быть позиционирован на сварочном устройстве нижнего инструмента, на зоне соединения которого может быть обеспечена секция, подлежащая уплотнению электрического проводника. Посредством сварочного зажима и сварочного устройства верхнего инструмента и сварочного зажима и сварочного устройства нижнего инструмента образована камера сжатия на зоне соединения в электрическом наконечнике. В этом случае верхний инструмент может переноситься на держателе/в держателе, причем его сварочный зажим также может упруго переноситься на держателе/в держателе. Нижний инструмент может переноситься на держателе/в держателе, причем его сварочный зажим также может упруго переноситься на держателе/в держателе. В соответствии с настоящим изобретением держатель верхнего инструмента или верхний инструмент может быть подвижным в двух направлениях, которые по существу перпендикулярны между собой, предпочтительно вертикально и горизонтально.
В варианте осуществления способа, соответствующему настоящему изобретению, секцию электрического проводника, подлежащую уплотнению, помещают на электрическом наконечнике. Помимо всего прочего, камеру сжатия, ширина которой является переменной, образуют вокруг секции проводника, подлежащей уплотнению, посредством сварочного зажима нижнего инструмента и сварочного устройства и сварочного зажима верхнего инструмента. Затем выполняется способ уплотнительной сварки, причем уплотняется и сваривается секция проводника, подлежащая уплотнению.
Перед позиционированием секции, подлежащей уплотнению, электрического проводника, электрический наконечник также может быть предусмотрен на сварочном средстве нижнего инструмента. После этого, секцию проводника, подлежащую уплотнению, затем позиционируют на зоне электрического соединения в электрическом наконечнике так, чтобы ширина камеры сжатия на зоне соединения была ограничена. Затем образуют камеру сжатия на зоне соединения посредством сварочного устройства верхнего инструмента, которое поддается смещению относительно сварочного зажима верхнего инструмента, и сварочного зажима нижнего инструмента, который поддается смещению относительно сварочного устройства нижнего инструмента.
Также в варианте осуществления настоящего изобретения, перед выполнением способа уплотнительной сварки или после выполнения способа уплотнительной сварки, обжим изоляции электрического наконечника электрического проводника может быть получен посредством обжимного средства аппарата, соответствующего настоящему изобретению, то есть, замыканием обжимных зажимов на электрическом наконечнике.
С помощью средств (сварочные зажимы, сварочные устройства), которые поддаются регулированию относительно друг друга в верхнем инструменте и нижнем инструменте, и подвижного верхнего инструмента, обеспечен аппарат для уплотнительной сварки, который делает возможными различные ширины сварки на электрическом наконечнике или на соединении рамки с выводами без замены механических компонентов, то есть, в соответствии с настоящим изобретением, ширины сварки полностью поддаются автоматической регулировке.
В соответствии с настоящим изобретением, электрические наконечники с зонами соединения разной ширины могут быть подвергнуты технологической обработке без замены компонентов. Это также означает, что подобные зоны соединения могут быть использованы для широкого диапазона разных размеров проводников. Может быть исключен технологический процесс, который прежде предусматривался выше по технологической цепочке, уплотнения электрического проводника. Для этого случая способа электросварки верхний электрод и нижний электрод также могут быть шире и/или более объемными, чем на предшествующем уровне техники, что значительно увеличивает эксплуатационную долговечность электродов.
Посредством аппарата, соответствующего настоящему изобретению, и способа, соответствующего настоящему изобретению, можно электрически соединять сравнительно тонкий проводник со сравнительной широкой зоной соединения. В случае электрических проводников разной толщины, может быть достигнута идентичная поверхность сваривания, или, в зависимости от размерных пропорций проводника (поперечного сечения) и зоны электрического соединения (площади), может быть отрегулирована поверхность сваривания. В частности, настоящее изобретение является предпочтительным для электрических сигнальных контактов, например, для соединения пневмоподушки или датчика в автомобиле, поскольку такие электрические цепи являются, как правило, резистивно регулируемыми, а в соответствии с настоящим изобретением электрическое сопротивление может быть установлено точно. Таким образом, предотвращаются отказы или неправильные срабатывания неисправного электрического или электронного устройства.
Ниже приведено более подробное описание настоящего изобретения, сделанное со ссылкой на варианты осуществления настоящего изобретения и прилагаемые схематические изображения. На приведенных сопроводительных чертежах:
Фиг.1 - иллюстрация базовой структуры аппарата для уплотнительной сварки электрического провода с электрическим наконечником и последовательности соответствующего способа;
Фиг.2-7 - иллюстрации аппарата, соответствующего предшествующему уровню техники, для уплотнительной сварки и соответствующей последовательности способа; и
Фиг.8-15 - иллюстрации аппарата, соответствующего настоящему изобретению, для уплотнительной сварки и соответствующей последовательности способа, соответствующего настоящему изобретению.
Ниже приведено более подробное описание настоящего изобретения, сделанное на основе аппарата и способа уплотнительной сварки электрического провода с электрическим гнездовым контактом, исходящими из предшествующего уровня техники, иллюстрируемого на фиг.1 и фиг.2-7. Однако настоящее изобретение не ограничено таким гнездовым контактом, а предусматривает, в общем, электрические соединения и электрические наконечники. Это относится, например, к наконечнику на электрическом штыревом контакте, к наконечнику или рамке с внешними электрическими выводами. Настоящее изобретение также не ограничено для применений в автомобильной промышленности. Настоящее изобретение также описано более подробно на основе аппарата и способа электрической контактной уплотнительной сварки сопротивлением. Однако настоящее изобретение не предназначено для ограничения таким аппаратом и таким способом, а также может быть применимо к другим сварочным аппаратам и способам сварки.
На фиг.1 приведено трехмерное изображение базовой структуры аппарата 1 для уплотнительной сварки. Множество электрических наконечников 10, поступающих слева (как показано на фиг.1), подают через посредство подающего устройства для электрического соединения с многожильным проводом 30. Для дополнительной транспортировки соединенных электрических наконечников 10 несущая полоса 110 электрических наконечников 10 имеет транспортные отверстия 112, посредством которых несущая полоса 110 может двигаться вперед в зоне сварки аппарата 1 для уплотнительной сварки.
Если наконечник 10 находится в зоне сварки аппарата 1 для уплотнительной сварки, то первая свободная концевая секция электрического многожильного провода 30 размещается на задней секции наконечника 10, причем в этом случае зачищенная свободная концевая секция электрического проводника 304 многожильного провода 30 поступает для размещения на зоне 104 электрического соединения наконечника 10. Область многожильного провода 30, которая еще является электрически изолированной, является областью двух обжимных зажимов 102 наконечника 10.
Во-первых, обжимные зажимы 102 закрываются (замыкаются) посредством обжимного средства 20, которое может быть, например, выполнено в виде гибочного пуансона, приводя в результате к механически прочному соединению многожильного провода 30 с электрическим наконечником 10 через посредство его электрической изоляции 302. В подобной операции также предпочтительно, чтобы наконечник 10 отделялся от его несущей полосы 110, то есть обжимное средство 20 отделяло наконечник 10 от несущей полосы 110. Затем два боковых сварочных зажима 50 и два электрода 40 движутся вперед в области, подлежащей сварке, между проводником 304 и зоной 104 соединения наконечника 10.
Если два сварочных зажима 50 и два электрода 40 находятся в их соответствующих рабочих положениях, то свободная концевая секция проводника 304 уплотняется и сваривается с зоной 104 соединения наконечника 10. После этого многожильный провод 30, который соединен с наконечником 10 фрикционно посредством обжимных зажимов 102 и материально, как одно целое с ним посредством уплотнительной сварки, удаляют из аппарата 1 для уплотнительной сварки, и может быть направлен для дополнительной технологической обработки. Затем в аппарат 1 для уплотнительной сварки вводят следующий электрическим наконечником 10.
На фиг.2-7 иллюстрируется аппарат 1 для уплотнительной сварки и соответствующий способ уплотнительной сварки, соответствующие предшествующему уровню техники.
Во-первых, электрическим наконечником 10 и свободную зачищенную концевую секцию проводника 304 многожильного провода 30 вводят в область двух противоположных электродов 40, верхнего электрода 410 и нижнего электрода 420, что на фиг.2 показано двумя стрелками. Наконечник 10 размещают на нижнем электроде 420, причем зона 104 электрического соединения в электрическом наконечнике 10 обращена от нижнего электрода 420. Свободную концевую секцию проводника 304 размещают на зоне 104 соединения, причем верхний электрод 410 находится на стороне проводника 304, обращенной от зоны 104 соединения. То есть область механического контактного взаимодействия между зоной 104 соединения и проводником 304 находится между этими двумя электродами 40.
Затем два сварочных зажима 50 движут вперед в их соответствующие рабочие положения. Для этой цели два сварочных зажима 50 движут вниз (как следует из фиг.3), а затем, благодаря движению вбок, прикладывают свободным торцом к нижнему электроду 420 и наконечнику 10. На предшествующем уровне техники наконечник 10 в зоне сварки с электрическим проводником 304 имеет приблизительно такую же ширину, что и нижний электрод 420. Это означает, что нижний электрод 420 должен быть согласован с шириной наконечника 10 в области зоны 104 соединения. Это также означает, что в случае, если должны быть использованы зоны 104 разной ширины, то нижний электрод должен быть отрегулирован, то есть заменен. Это также относится к верхнему электроду 410. Движение соответствующего сварочного зажима 50 и в этом случае показано стрелками.
Проводник 304 затем механически предварительно сжимают посредством подвижного верхнего электрода 410. Это означает, что верхний электрод 410 движется на нижний электрод 420 и зажимает проводник 304 между его поверхностью 412 сваривания и зоной 104 соединения в электрическом наконечнике 10. В этом случае исключается какой-либо люфт между наконечником 10 и поверхностью 422 нижнего электрода 420, так что нижний электрод 420, наконечник 10, проводник 304 и верхний электрод 410 прилегают один к другому под давлением, а два электрода 40 зажимают проводник и наконечник 10 между ними.
Помимо всего прочего, посредством сварочных зажимов 50 электрический проводник 304 зажат по существу в направлении под углом 90 градусов, так что боковое движение электрического проводника 304 из зоны сварки является невозможным вследствие сварочных зажимов 50. При механическом предварительном сжатии, первоначально по существу круглый скрученный многожильный провод, состоящий из множества отдельных жил, сжимается, и его форма становится более и более прямоугольной. Механическое предварительное сжатие электрического проводника 304 контролируют посредством высоты hA размещения. Это означает, что в том случае, если высота hA размещения достигнута, то механическое предварительное сжатие останавливают, как показано на фиг.4, и может состояться способ фактической уплотнительной сварки.
Это показано на фиг.5. Между верхним электродом 410 и нижним электродом 420 в течение промежутка времени Δt40 прикладывают напряжение U40. В этом случае верхний электрод 410 прижимается в направлении нижнего электрода 420 с силой, так что может компенсироваться уменьшение поперечного сечения электрического проводника 304 вследствие плавления проводника 304 в области сварки. Во время процесса сварки верхний электрод 410 перемещается на величину Δh40 в направлении нижнего электрода 420. Если величина Δh40 превышает определенное значение, то процесс сварки прерывается (установкой расстояния выключения). Контроль может делаться через посредство времени Δh40 сварки.
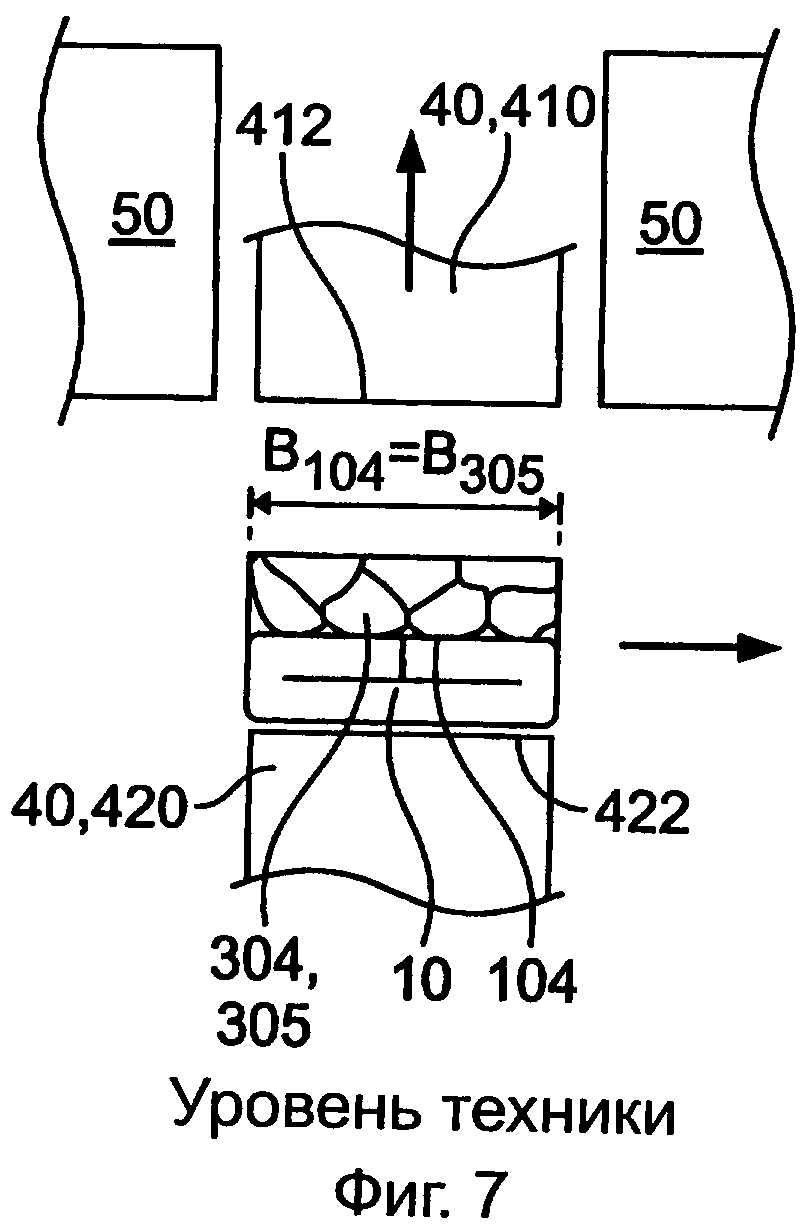
Непосредственно после технологического процесса сварки возможно ожидание в течение определенного времени, в течение которого сила еще прикладывается к верхнему электроду 410 по направлению к нижнему электроду 420. Это иллюстрируется на фиг.6. В течение времени выдержки контроль может иметь место через посредство установочного расстояния ΔhS. Это означает, что после сварки верхний электрод 410 продолжает двигаться на некоторое расстояние. При достижении установочного расстояния ΔhS, достигается требуемое качество сварки, и после этого многожильный провод 30, который был приварен к электрическому наконечнику 10, может быть удален из аппарата 1 для уплотнительной сварки. Это показано на фиг.7, где сварочные зажимы 50 и верхний электрод 410 движутся назад в их исходные положения, показанные на фиг.2.
Аппарат 1, соответствующий настоящему изобретению, и способ, соответствующий настоящему изобретению, иллюстрируемые на фиг.8-15, для уплотнительной сварки отличаются от предшествующего уровня техники по существу тем, что сварочные средства 40; 50; 410, 420; 510, 520 аппарата 1 являются иначе конфигурированными и иначе подвижными. В соответствии с настоящим изобретением, сварочные средства 410, 510, в частности, сварочное устройство 410 и сварочный зажим 510, скомбинированы в верхнем инструменте 2, а сварочные средства 420, 520, в частности, дополнительное сварочное устройство 420 и дополнительный сварочный зажим 520 скомбинированы в нижнем инструменте 3. В этом варианте осуществления сварочные устройства 410, 420 являются электродами 410, 420. Однако в соответствии с настоящим изобретением также возможно использование других сварочных устройств 410, 420, например, волновод 410 и опору 420. В этом варианте осуществления сварочные зажимы 510, 520 являются керамическими зажимами 510, 520. Однако, безусловно, возможно использование других сварочных зажимов 510, 520.
В этом случае соответствующие два сварочных средства 410, 420; 510, 520 верхнего инструмента 2 и нижнего инструмента 3 могут быть предусмотрены независимо один от другого или, как показано на фиг.8-15, смежно один к другому. В последнем случае сварочный зажим 510, 520 подвижно предусмотрен на стороне соответствующего сварочного устройства 410, 420. Чтобы сделать движение, в частности верхнего инструмента 2, проще, сварочный зажим 510 и сварочное устройство 410 могут быть предусмотрены в держателе 60, который в этом варианте осуществления выполнен в виде электрододержателя 60. Сварочный зажим 520 и сварочное устройство 420 также могут приниматься предпочтительно в неподвижном держателе 70. В этом случае держатель 70 также является электрододержателем 70.
В соответствии с настоящим изобретением весь держатель 60 или верхний инструмент 2 имеет, по меньшей мере, две поступательные степени подвижности (смотри скрещенные двойные стрелки на фиг.8), причем предпочтительно, чтобы держатель 60 или верхний инструмент 2 был подвижен в горизонтальном и вертикальном направлениях. Помимо всего прочего, сварочный зажим 510 упруго удерживается на держателе 60/в держателе 60 в направляющей 62, предпочтительно посредством пружины сжатия (не показанной на фиг.8), и может двигаться линейно относительно держателя 60 и/или сварочного устройства 410 (смотри двойную стрелку в сварочном зажиме 510 на фиг.8). Держатель 70 и/или сварочное устройство 420 предпочтительно неподвижно удерживается в аппарате 1, причем сварочный зажим 520 удерживается упруго на держателе 70/в держателе 70, предпочтительно посредством пружины сжатия (также не показанной на фиг.8) и является способным к линейному движению относительно держателя 70 и/или сварочного устройства 420 (смотри двойную стрелку в сварочном зажиме 520 на фиг.8); таким образом, имеет, по меньшей мере, одну поступательную степень подвижности.
В этом варианте осуществления два сварочных зажима 510, 520, предпочтительно одинакового размера, предусмотрены по существу диагонально один против другого (диагонально противоположно один другому) в каждый момент во время выполнения способа, соответствующего настоящему изобретению. В образовании камеры 45 сжатия для секции 305, подлежащей уплотнению, проводника 304, и в способе сварки, подлежащем выполнению на нижнем сварочном устройстве 420 (не показанном на фиг.8) и/или на электрическом наконечнике 10, имеется некоторое (определенное) перекрытие двух сварочных зажимов 510, 520. Два сварочных устройства 410, 420, предпочтительно одинакового размера по существу находятся друг против друга в положении ожидания, тогда как в образовании камеры 45 сжатия и в способе сварки, подлежащем выполнению, эти два сварочных устройства 410, 420 смещены относительно друг друга. Это означает (как следует из фиг.8), что перекрываются левый край сварочной поверхности 412 верхнего сварочного устройства 410 и правый край сварочной поверхности 422 нижнего сварочного устройства 420.
Для образования камеры 45 сжатия, а также сварочных поверхностей 412, 422 двух сварочных устройств 410, 420, сварочные зажимы 510, 520 имеют соответствующие боковые поверхности 514, 524, устанавливающие границы сварного соединения. В соответствии с настоящим изобретением две сварочные поверхности 412, 422 и две поверхности 514, 524, устанавливающие границы сварного соединения, в каждом случае расположены по существу параллельно одно другому, причем поверхности 514, 524, устанавливающие границы сварного соединения, являются по существу перпендикулярными сварочным поверхностям 412, 422. Это означает то, что, при совместном движении верхнего инструмента 2 и нижнего инструмента 3, образуется по существу прямоугольная камера 45 сжатия. Безусловно, также возможно использование конструктивно разных камер 45 сжатия. Для этой цели сварочные устройства 410, 420 и сварочные зажимы 510, 520 предусмотрены с соответственно конфигурированными сварочными поверхностями 412, 422 и поверхностями 514, 524, устанавливающими границы сварного соединения.
Для достижения точного направления, а также движения вбок (в сторону) верхнего сварочного зажима 510 в держателе 60, держатель 60 может иметь направляющий штифт 66, который направляется в соответствующем направляющем канале 516 или направляющей (не показанной на фиг.8) через посредство элемента плотного прилегания. Это гарантирует, что сварочный зажим 510 всегда плотно прилегает к сварочному устройству 410. Аналогичным образом, нижний сварочный зажим 520 может направляться в его держателе 70, что однако не показано на фиг.8.
Ниже со ссылкой на фиг.8-15 подробно описано выполнение способа, соответствующего настоящему изобретению, посредством аппарата 1, соответствующего настоящему изобретению, уплотнительной сварки. В этом способе проводник 304 многожильного провода 30 с его секцией 305, подлежащей уплотнению, постоянно электрически соединен с зоной 104 соединения в электрическом наконечнике 10, причем представляется возможность свободного выбора ширины В305 уплотненной секции 305 в зоне 104 соединения в некоторых (определенных) пределах. В соответствии с настоящим изобретением, в одном аппарате 1 и на одном этапе производства, проводник 304 уплотняют, приваривают к электрическом наконечнике 10 и получают обжатие изоляции в электрическом наконечнике 10.
Во-первых (смотри фиг.8), наконечник 10 автоматически позиционируют на нижнем сварочном устройстве 420 так, чтобы он находился смежно нижнему сварочному зажиму 520 узкой продольной стороной. Наконечник 10, который подается на барабане, еще закреплен на несущей полосе 110. Затем, многожильный провод 30, который зачищен на его свободной концевой секции, позиционируют его секцией 305, подлежащей уплотнению его проводника 304 на зоне 104 соединения в электрическом наконечнике 10 (смотри фиг.9). Здесь предпочтительно, чтобы секция 305, подлежащая уплотнению, также как можно ближе подходила к нижнему сварочному зажиму 520. Верхний инструмент 2 уже может быть в движении.
Верхнее сварочное средство 410 с его боковым сварочным зажимом 521 регулируют до ширины В305 сварки, которая может быть меньше ширины В104 электрического наконечника 10 в области зоны 104 соединения, посредством (механического или электрического) двигателя (смотри фиг.8-11). Для этой цели, верхний инструмент 2 или держатель 60 верхнего инструмента 2 движется вправо в горизонтальном направлении на нижнем сварочном зажиме 520 (смотри фиг.8). При достижении боковой поверхностью 514, устанавливающей границу сварного соединения, сварного зажима 510 для камеры 45 сжатия в вертикальном направлении области (смотри фиг.8) в электрическом наконечнике 10, останавливают движение верхнего инструмента 2, и его перемещают в вертикальном направлении вниз (смотри фиг.9).
Наконец, верхний сварочный зажим 510 достигает края зоны 104 соединения в электрическом наконечнике 10 (смотри фиг.10).
Затем, верхний инструмент 2 перемещают горизонтально вправо в направлении нижнего сварочного зажима 520 (фиг.11) до тех пор, пока между поверхностями 514, 524, устанавливающими границы сварного соединения, двух сварочных зажимов 510, 520 не образуется ширина В305 сварки или ширина В305 камеры 45 сжатия. Если это произошло, то горизонтальное движение верхнего инструмента 2 прекращают, и после этого верхний инструмент снова перемещают вертикально на нижний инструмент 3. В этом случае верхний сварочный зажим 510 перемещают против упругой силы в держателе 60 или вдоль верхнего сварочного средства 410.
Верхний инструмент 2 теперь перемещают вертикально на нижний инструмент 3 до тех пор, пока сначала верхнее сварочное устройство 410 и нижний сварочный зажим 520 не коснутся в области перекрытия (фиг.12), начинает образовываться камера 45 сжатия и уже полностью замкнется зона 104 соединения в периферийном направлении. Если это произошло, то имеет место вертикальное движение верхнего инструмента 2 помимо движения внутрь верхнего сварочного зажима 510 в держателе 60, движение внутрь нижнего сварочного зажима 520 в держателе 70 или движение вдоль нижнего сварочного средства 420. Наконец, верхнее сварочное устройство 410 приходит в контактное взаимодействие с секцией 305, подлежащей уплотнению, проводника 304, причем проводник 304 затем сжимается вперед на некоторое расстояние, благодаря дополнительному движению верхнего инструмента 2 (фиг.13). В этом случае полностью окончательно образуется камера 45 сжатия.
Путем измерения высоты размещения можно определить, находится ли одна или более жил проводника 304 между верхним сварочным зажимом 510 и наконечником 10. Если это так, то верхний инструмент 2 может быть предпочтительно перемещен немного вверх и влево, затем захватить жилы путем небольшого перемещения вниз и вправо, и переместить их в направлении камеры 45 сжатия, которая образована.
Теперь, путем приложения электрического напряжения U40 сварки с предварительно определенной силой тока в амперах I40 к двум сварочным устройствам 410, 420, осуществляют стандартный технологический процесс контактной сварки, как описано выше для примера, иллюстрируемого на фиг.4, причем проводник 304 сначала уплотняется, а затем в большей мере сваривается с наконечником 10. Управление технологическим процессом уплотнительной сварки предпочтительно осуществляют путем измерения установочного расстояния Δh410 верхнего сварочного средства 410 или верхнего инструмента 2 или держателя 60 или нижнего или верхнего сварочного захвата 510, 520 во время уплотнительной сварки. В соответствии с настоящим изобретением высоту уплотненной секции 305 предпочтительно не определяют.
Если способ уплотнительной сварки и необходимые измерения для контроля качества сварки завершены, то верхний инструмент 2 движется назад в его исходное положение и наконечник 10 может быть одновременно взят из нижнего сварочного устройства 420. Это может быть сделано в одном или в противоположном направлении, из которого наконечник 10 был размещен на нижнем сварочном устройстве 420 (смотри стрелку на фиг.8). Затем на нижнем сварочном устройстве 420 может быть размещен новый электрическим наконечником 10 и, если требуется, то электрически соединен с электрическим проводником 304 другого размера и/или другой ширины B305 сварки.
В соответствии с настоящим изобретением, безусловно, можно перемещать верхний инструмент 2 другим образом, чем описано выше. Это относится, в частности, к движению размещения сварочного зажима 510 на зоне 104 соединения в электрическом наконечнике 10. Таким образом, в этом случае, например, поступательные движения, иллюстрируемые на фиг.8 и фиг.9, также могут быть совмещены. Вместо движения сварочного зажима 510 на зоне 104 соединения (фиг.10), можно сначала приблизить верхний инструмент 2 к ширине В305 сварки, и только после этого опустить верхний инструмент 2.
Обжим изоляции в электрическом наконечнике 10 может быть сделан в любой момент во время выполнения способа, описанного выше. Однако предпочтительно, если обжим изоляции осуществляют в тот момент, когда наконечник 10 надежно покоится на нижнем сварочном средстве 420; например, прижат посредством верхнего сварочного средства 410 на нижнем сварочном средстве 420. Обжим изоляции предпочтительно устанавливают перед выполнением способа уплотнительной сварки или во время выполнения способа уплотнительной сварки. В этом случае плунжер, который механически соединен с обжимным средством 20, активирует отрезной нож, который отделяет наконечник 10 от несущей полосы 110. Безусловно, также можно установить обжим изоляции перед движением или во время движения верхнего инструмента 2.
Аппарат 1, соответствующий настоящему изобретению, может быть установлен так, чтобы области произвольного пересечения могли быть реализованы в горизонтальном направлении, показанном на фиг.8-15, двух сварочных устройств 410, 420. В предпочтительном варианте осуществления настоящего изобретения положение ожидания верхнего сварочного устройства 410 является положением непосредственно над нижним сварочным устройством 420 (фиг.8). В этом случае предпочтительно, чтобы верхнее сварочное устройство 410 могло двигаться относительно нижнего сварочного устройства 420, пока два сварочных зажима 510, 520 не касаются или не могут касаться.
Реферат
Настоящее изобретение относится к аппарату для уплотнительной сварки электрического проводника, в частности к электрическому наконечнику, предпочтительно для резистивно регулируемой схемотехники в автомобиле. Аппарат содержит нижнее сварочное средство, на котором размещается секция проводника, подлежащая уплотнительной сварке, а также еще три подвижных сварочных средства (410, 510, 520), при этом одним из подвижных сварочных средств, которое имеет две поступательные степени подвижности, ширина секции проводника, подлежащая уплотнительной сварке, может переменно регулироваться относительно нижнего сварочного средства и может быть меньше, чем ширина наконечника, а другие два подвижных сварочных средства могут перемещаться так, чтобы они уплотнили камеру сжатия для последующей сварки. 2 н. и 12 з.п. ф-лы, 15 ил.
Формула
нижнее сварочное средство (420) для размещения секции (305) электрического проводника (304), подлежащей уплотнительной сварке, и три подвижных сварочных средства (410, 510, 520), выполненных с возможностью регулировки ширины (B305) секции (305) электрического проводника (304), подлежащей уплотнительной сварке, относительно нижнего сварочного средства (420), причем
подвижное сварочное средство (510) выполнено с возможностью двух поступательных степеней подвижности, а два других подвижных сварочных средства (410, 520) выполнены с возможностью перемещения для образования и уплотнения камеры (45) сжатия с шириной (B305) секции (305) электрического проводника (304) по периметру упомянутой секции (305) электрического проводника (304), при этом
сварочные средства (510, 520) выполнены с возможностью размещения их боковых поверхностей (514, 524) для образования границ сварного соединения, расположенных на расстоянии друг от друга, меньшем ширины (В104) электрического наконечника (10) в области его зоны (104) соединения.
три подвижных сварочных средства (410, 510, 520) выполнены с возможностью образования камеры (45) сжатия в зоне (104) соединения электрического наконечника (10).
сварочные средства (410, 510) верхнего инструмента (2) расположены напротив соответствующего сварочного средства (420, 520) нижнего инструмента (3), а
сварочные средства (510, 520) верхнего (2) и нижнего (3) инструментов выполнены предпочтительно вертикально подвижными относительно смежно размещенных с ними сварочных средств.
сварочные средства (410, 420) верхнего (2) и нижнего (3) инструментов выполнены в виде сварочных устройств (410, 420), предпочтительно электродов (410, 420).
нижний инструмент (3) размещен на держателе (70)/ в держателе (70), при этом сварочный зажим (520) нижнего инструмента установлен упруго на держателе (70)/в держателе (70).
на нижнем инструменте (3) позиционируют секцию (305) электрического проводника (304), подлежащую уплотнительной сварке, образуют камеру (45) сжатия переменной ширины (B305) вокруг упомянутой секции (305) посредством нижнего (3) и верхнего (2) инструментов, которыми выполняют затем уплотнительную сварку секции (305) электрического проводника (304), при этом
используют сварочные средства (510, 520) нижнего (3) и верхнего (2) инструментов, выполненных с возможностью размещения их боковых поверхностей (514, 524) для образования границ сварного соединения, расположенных на расстоянии друг от друга меньшем ширины (В104) электрического наконечника (10) в области его зоны (104) соединения.
упомянутую секцию (305) электрического проводника (304) позиционируют в зоне (104) соединения электрического наконечника (10), а
затем верхний инструмент (2) частично размещают в зоне (104) соединения таким образом, чтобы ширина (B305) камеры (45) сжатия ограничивалась электрическим наконечником (10).
нижний инструмент (3) включает в себя сварочное устройство (420) и сварочный зажим (520), а ширина (B305) камеры (45) сжатия для секции (305) электрического проводника (304), подлежащей уплотнительной сварке, ограничена сварочным зажимом (520).
при образовании камеры (45) сжатия сварочный зажим (510) верхнего инструмента (2) смещался относительно сварочного устройства (410) верхнего инструмента (2), а сварочный зажим (520) нижнего инструмента (3) смещался относительно сварочного устройства (420) нижнего инструмента (3).
Комментарии