Сварочный инструмент - RU2393945C2
Код документа: RU2393945C2
Чертежи





Описание
Настоящее изобретение относится к сварочному инструменту, в частности для дуговой сварки вольфрамовым электродом в инертном газе (ВИА), или для плазменной сварки, или лазерной сварки.
Предшествующий уровень техники
Дуговой сварочный инструмент для сварки ВИА или плазменный сварочный инструмент включает в себя головку, содержащую тугоплавкий электрод, такой как неплавящийся вольфрамовый стержень, способный вырабатывать электрическую дугу при соединении с изделиями, которые следует соединить друг с другом для образования сварного шва между ними при помощи плавления и смешивания их материалов.
Лазерный сварочный инструмент включает в себя лазерный генератор, способный вырабатывать пучок высокой энергии, которая применяется к изделиям для образования сварного шва между ними путем плавления и смешивания их материалов.
Такие сварочные инструменты включают в себя средства для подачи инертного газа к головке инструмента, инертный газ предназначен для подачи на сварочный шов, образованный расплавленными материалами, для защиты вышеуказанных материалов от окисления в окружающей атмосфере.
Для улучшения защиты обычно на сварочных аппаратах вокруг сварочной головки предусмотрен наконечник из тугоплавкой изоляционной ленты для удержания инертного газа вокруг образуемого сварочного шва, и таким образом, для улучшения качества сварки.
Такие наконечники являются очень хрупкими и нуждаются в частой замене, их формы не очень точны и плохо адаптированы к изделиям, наконечники отличаются друг от друга и они относительно трудоемкие в изготовлении.
Целью настоящего изобретения является обеспечение решения этих проблем, которое является простым, недорогим и эффективным, и улучшение качества сварки, в частности когда сварка автоматическая.
С этой целью в изобретении предусмотрен сварочный инструмент, в частности для ВИА дуговой сварки, или плазменной сварки, или лазерной сварки, включающий в себя средства для подачи инертного газа к головке сварочного инструмента для защиты сварочного шва от окисления, при этом сварочная головка окружена юбкой из полужесткого тугоплавкого материала для удержания защитного газа, причем юбка содержит переднюю часть, сформированную так, чтобы окружать сварочный шов с зазором на определенной длине, и средства, позволяющие осуществить ее крепление к сварочной головке, при этом свободная грань юбки, расположенная около изделий, подлежащих свариванию друг с другом, с некоторым зазором повторяет форму и размеры области соединения изделий.
Предварительно изготовленная юбка имеет стандартную форму и размеры, определенные на основании формы и размеров изделий. Она легко размещается и крепится на головке сварочного инструмента при помощи соответствующих крепежных средств и имеет преимущество в том, что она может быть заменена без изменения условий сварки. Более того, она изготовлена из тугоплавкого материала, что обеспечивает долгий срок службы и, таким образом, возможность быть использованной во множестве сварочных операций.
Передняя часть юбки предназначена для как можно более точного согласования с формой изделий, при этом она не контактирует с изделиями и позволяет выходящему потоку газа проходить по большей части ее периметра со скоростью, которая постоянна, для обеспечения эффективной защиты сварочного шва от окисления.
В одном варианте реализации изобретения юбка изготовлена из композитного материала, основанного на керамических волокнах и эластомере, который выдерживает высокие температуры.
Эластомер служит для сцепления керамических волокон, которые предпочтительно тканые, и обеспечения того, что юбка является относительно эластичной.
Юбка преимущественно включает в себя металлический лист, обеспечивающий тепловую защиту, который встроен в композитный материал между двумя слоями керамических волокон.
Металлический лист образует теплозащитный фильтр, который увеличивает способность юбки выдерживать высокие температуры и позволяет ей сохранять установленную форму. Металлический лист предпочтительно изготовлен из того же металла, что и изделия, для избежания загрязнения расплавленных материалов в случае, если юбка войдет в контакт со сварочным швом.
Юбка согласно настоящему изобретению преимущественно содержит множество слоев из материалов, которые выдерживают высокие температуры, и она предпочтительно изготовлена путем прессования или горячей формовки, что делает возможным производство идентичных юбок при помощи пресс-формы, при этом форма и размеры соответствующей пресс-формы определяются на основании форм и размеров изделий, что обеспечивает многочисленные преимущества:
- качество сварных швов остается постоянным при использовании юбок, изготовленных при помощи общей пресс-формы; форма и размеры юбок могут быть оптимизированы для обеспечения сварных швов высокого качества, в частности швов, которые, по существу, прямоугольные, узкой ширины или имеют высокую глубину проникновения;
- время, требуемое для изготовления юбки, заметно меньше, чем в предшествующем уровне техники; и
- улучшается работоспособность сварочного аппарата, так как она больше не зависит от качества, с которым изготовлена юбка.
Юбка преимущественно включает в себя заднее отверстие для прохождения проволоки заполняющего металла внутрь юбки и позволяет наблюдать за зоной сварки.
Заднее отверстие не мешает удержанию инертного газа внутри юбки, когда сварочный инструмент отодвинут назад.
При автоматической сварке сварочный инструмент устанавливается на автоматическое плечо, на котором также установлена камера для наблюдения за зоной сварки через заднее отверстие в юбке.
Краткое описание чертежей
Другие преимущества и особенности изобретения описаны в последующем описании, приведенном в виде не ограничивающего примера, со ссылкой на прилагаемые чертежи, где:
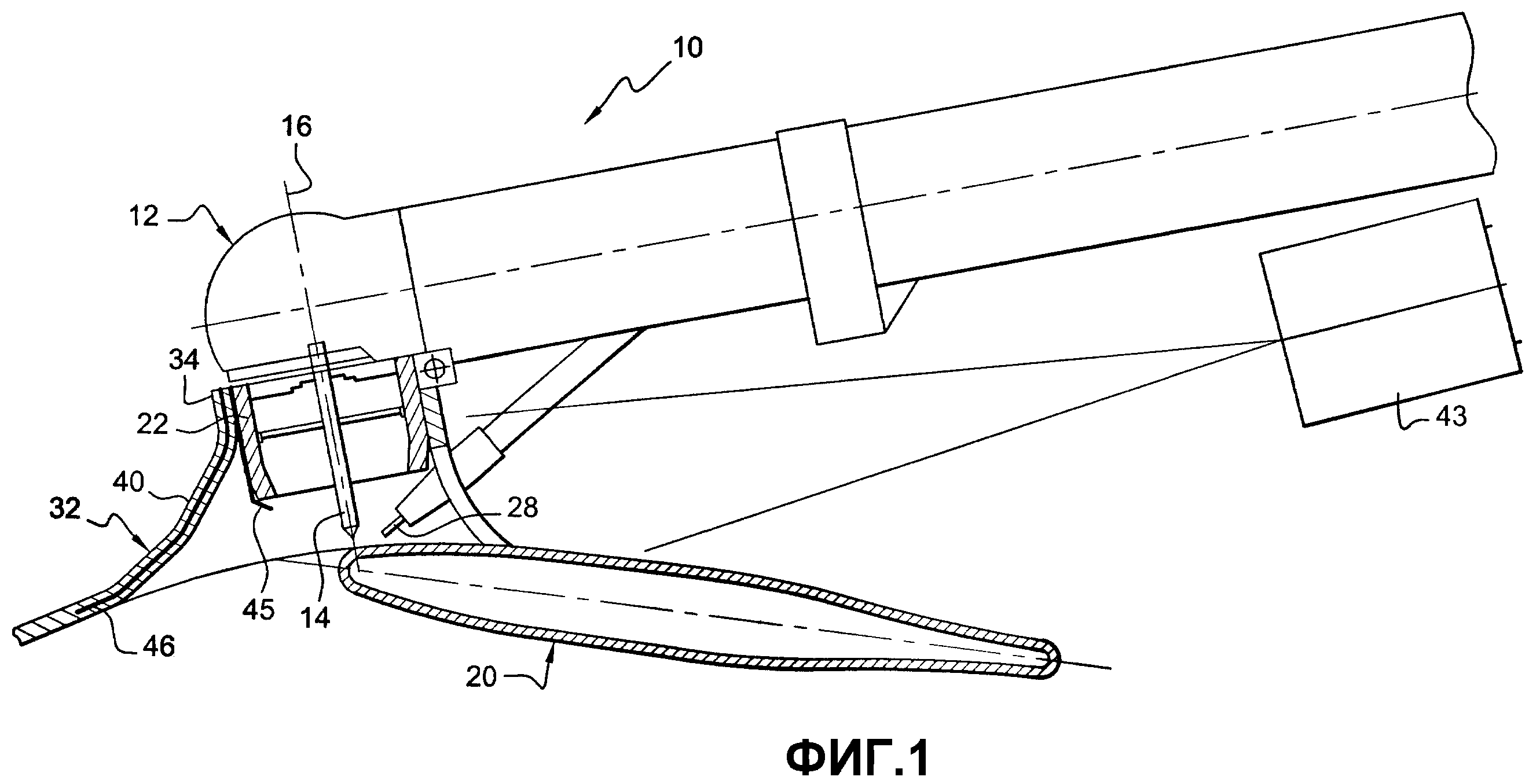
Фиг.1 показывает схематичный вид в продольном сечении сварочного инструмента, оборудованного юбкой в соответствии с настоящим изобретением;
Фиг.2 показывает фрагмент Фиг.1 в увеличенном масштабе;
Фиг.3 показывает схематичный вид сверху юбки с Фиг.2;
Фиг.4 показывает сечение по линии IV-IV с Фиг.3;
Фиг.5 показывает схематичное сечение юбки в большем масштабе;
Фиг.6 показывает схематичные виды средств для крепления юбки согласно настоящему изобретению к головке сварочного инструмента.
Более подробное описание
Фиг.1 представляет собой схему, показывающую передний участок дугового ВИА сварочного инструмента 10 или плазменного сварочного инструмента типа, подходящего для управления при помощи автоматического рычага.
Передний участок инструмента содержит сварочную головку 12, содержащую тугоплавкий электрод 14, такой как неплавящийся стержень из вольфрама, на оси 16, которая, по существу, перпендикулярна выполняемому сварочному шву.
В ходе операции сварки электрическая дуга вырабатывается между электродом 14 и областью соединения между изделиями 20, которые следует соединить друг с другом, и обеспечивает образование металлической ванны, в которой материалы изделий 20 расплавляются и смешиваются друг с другом для формирования сварочного шва после охлаждения.
Верхний участок электрода 14 окружен цилиндрическим соплом 22, которое короче, чем электрод 14, так что донный конец электрода выступает по оси от сопла 22.
Сварочная операция может быть осуществлена при помощи заполняющего материала или без него. В варианте реализации, показанном на Фиг.1, проволока 28 из заполняющего материала подается управляемым или автоматическим способом при помощи подходящих средств и направляется по косой от участка сварочного инструмента 10, который расположен позади сварочной головки 12, в направлении расплавленной ванны, поблизости от электрода 14.
В этом типе сварки, и в лазерной сварке, материалы в расплавленной ванне окисляются при взаимодействии с окружающей атмосферой. Для предотвращения этого сварочный инструмент включает в себя средства для подачи инертного газа к головке 12 и в сопло 22 для протекания по и вокруг огнеупорного электрода 14 и расплавленной ванны. В качестве примера, используемый инертный газ может быть аргоном, гелием или их смесью.
Сварочный инструмент 10 согласно настоящему изобретению снабжен предварительно изготовленными средствами для удержания инертного газа вокруг сварочной головки 12 и расплавленной ванны, эти средства по форме соответствуют изделиям, которые следует соединить, так чтобы эффективно ограничивать контакт с окружающей атмосферой и, таким образом, избежать или, по меньшей мере, сильно понизить окисление расплавленных материалов окружающей атмосферой.
Эти средства включают в себя юбку 32 из полужесткого тугоплавкого материала, состоящую из верхнего участка 34, выполненного, по существу, цилиндрическим для установки форсунки 22, и нижнего участка 40 расширяющейся книзу формы, простирающегося от нижнего конца цилиндрического участка 34, по меньшей мере, до нижнего конца огнеупорного электрода 14, и предпочтительно слегка за вышеуказанный нижний конец.
Нижний участок 40 юбки 32 содержит заднее отверстие 42, проходящее от нижнего конца вышеуказанного участка 40, по существу, до половины юбки 32 вверх, при этом заднее отверстие 42 имеет V или U образную форму, например, с вершиной на половине высоты юбки 32.
Это заднее отверстие 42 служит для прохождения средств подачи заполняющего металла и также служит для наблюдения за металлической ванной в ходе операции сварки при помощи видеокамеры 43, установленной на инструменте за головкой 12.
Нижний участок 40 юбки 32 преимущественно выступает вперед, удаляясь от отверстия 42, это расширение 44 предназначено для направления инертного газа по большей длине сварного шва, который только что был образован, и изогнут впалым образом вокруг сварочного шва так, чтобы образовывать выход газа спереди вокруг сварочного шва.
В варианте, показанном на чертежах, нижний конец юбки 32 имеет вогнутую форму от переднего участка до заднего, и нижний участок 40 также вогнут на, по меньшей мере, части его длины.
Юбка 32, устанавливаемая на головку 12, окружает цилиндрическое сопло 22, снабженное разрядником 45, для улучшения зажигания электрической дуги.
В ходе сварочной операции сварочный инструмент двигается относительно изделия от переднего положения по направлению к заднему положению. В виде примера, Фиг.1 показывает переднее начальное положение сварочного инструмента 10 относительно изделия 20.
В ходе этой операции юбка 32 не контактирует с изделием 20. Нижний участок 40 юбки 32 и его переднее расширение 44 находятся на определенном малом и, по существу, постоянном расстоянии от изделия 20 и расплавленной ванны, так что скорость потока инертного газа, проходящего между нижней гранью юбки 32 и изделием 20, по существу, постоянна и обеспечивает расплавленную ванну хорошей защитой от окисления.
Форма и размеры нижней грани юбки 32 необходимо точно определять как функцию формы и размеров изделия 20.
Юбка 32 преимущественно изготавливается при помощи прессования или горячей формовки композитного материала, изготовленного из, по меньшей мере, одного и предпочтительно из множества слоев керамических волокон, объединенных с эластомером, который выдерживает высокие температуры и служит для склеивания слоев керамических волокон друг с другом и для сохранения формы юбки 32, определенной полостью пресс-формы.
Для увеличения способности юбки 32 противостоять высоким температурам металлический лист 46 встроен в композитный материал между двумя слоями керамических волокон. Металлический лист 46 предпочтительно изготовлен из того же материала, что и изделия 20, так что инородные материалы не наносят вреда металлической ванне, в случае если юбка 32 случайно войдет в контакт с расплавленной ванной.
Как правило, металлический лист 46 имеет толщину 0,2 миллиметра (мм) и проходит между двумя слоями керамических волокон по всему или части композитного материала юбки 32. В показанном примере он имеет, по существу, прямоугольную вытянутую форму и проходит по переднему участку юбки 32 от ее верхнего участка 34.
Как показано на Фиг.5, юбка 32 состоит из пакета слоев из материалов, которые выдерживают высокие температуры, и содержит, например: слой эластомера 47; слой керамических волокон 48; слой эластомера 47; металлический лист 46; слой эластомера 47; слой керамический волокон 48; слой эластомера 47. Каждый слой волокон состоит из текстильной ткани из непрерывных волокон, способных выдерживать температуры около 1300°С и оставаться эластичными при температуре около 1000°С, вышеуказанная ткань имеет толщину порядка миллиметра.
Фиг.6 показывает средства 49 для крепления юбки 32 на сопло 22 сварочного инструмента 10. Эти средства 49 принадлежат к фиксирующему гребенчатому типу и содержат упругую металлическую полосу 50 для внедрения в композитный материал, т.е. между двумя слоями керамических волокон 48 на верхнем конце верхнего участка 34 юбки 32 так, чтобы принимать его цилиндрическую форму, как показано на Фиг.3. Концы полосы 50 выступают от юбки и содержат отверстия 52 для прохода крепежных средств 54, например, типа гайки и болта, для фиксации верхнего участка 34 юбки 32 на сопле 22 сварочного инструмента 10. Как правило, металлическая полоса 50 имеет толщину 0,5 мм.
В варианте, показанном на Фиг.6, средства 49, по существу, имеют форму гребня, металлическая полоса 50 имеет множество зубьев 56 на ее сторонах, выступающих перпендикулярно от полосы 50 и предназначенных для внедрения в композитный материал для улучшения закрепления крепежных средств 49.
В этом варианте выполнения юбки 32 полоса 50 крепежных средств 49 помещается в пресс-форму и формуется вместе с материалами, которые образуют юбку 32.
В другом варианте полоса 50 не внедряется в композитный материал, а помещается на верхнем участке 34 юбки 32 вокруг его внешней стороны, и затем может быть зафиксирована напротив сопла 22 головки 12 сварочного инструмента 10.
Как правило, для сварочного инструмента 10, оборудованного соплом 22, имеющем диаметр около 30 мм, юбка 32 имеет длину около 100 мм, ширину около 50 мм и высоту около 40 мм. Она специально предназначена для установки на головку автоматического сварочного инструмента ВИА или аналогичного типа, подходящего для использования в сварочных будках для обеспечения того, что сварочные швы имеют повторяющееся очень хорошее качество.
Реферат
Изобретение относится к сварочному инструменту, в частности для дуговой сварки вольфрамовым электродом в инертном газе, или для плазменной сварки, или для лазерной сварки. Инструмент содержит средства для подачи инертного газа к головке сварочного инструмента. Сварочная головка окружена юбкой из полужесткого тугоплавкого материала. Упомянутая юбка содержит передний участок, имеющий такую форму, чтобы с зазором окружать сварочный шов на определенной длине, и средства, обеспечивающие съемное крепление юбки на сварочной головке. Юбка изготовлена прессовкой или горячей формовкой композитного материала, основанного на керамических волокнах и эластомере, который выдерживает высокие температуры. Нижняя грань юбки расположена вблизи свариваемых изделий и по форме с зазором соответствует форме и размерам области соединения изделий. Изобретение обеспечивает надежную защиту сварного шва при автоматической сварке. 6 з.п. ф-лы, 6 ил.
Комментарии