Способ многоэлектродной дуговой сварки под флюсом, сварное соединение и способ получения сварного соединения - RU2674501C1
Код документа: RU2674501C1
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу многоэлектродной дуговой сварки под флюсом, сварному соединению и способу получения сварного соединения.
Уровень техники
Многоэлектродная дуговая сварка под флюсом, используемая при сварке стальных листов, может повышать глубину проникновения и количество металла сварного шва при подаче сильного тока. В связи с этим, многоэлектродная дуговая сварка под флюсом является более эффективным способом сварки, чем одноэлектродная дуговая сварка под флюсом, и широко используется в качестве подходящего способа сварки при изготовлении конструкций, относящихся к судостроению, строительству, транспортировке энергии и т.д.
В многоэлектродной дуговой сварке под флюсом обычно используется множество источников питания за счет объединения источников питания переменного тока (AC) и источников питания постоянного тока (DC). В частности, при объединении источников питания переменного тока свариваемость варьируется в зависимости от проводника (схемы соединения) для ввода u-фазы, v-фазы и w-фазы трехфазного переменного тока на первичной обмотке.
Доступны различные типы схем соединения для подачи трехфазного переменного тока. Стабильность во время сварки, форма металла сварного шва (валика) после сварки значительно различаются в зависимости от схемы соединения, т.е. угла сдвига фаз при переменном токе между электродами (см. Japan Welding Engineering Society, Ships, Offshore and Steel Structure Division, Welding Procedure Committee: Welding Procedure “Q & A”, p. 91 (March 1991) (NPL 1)). Известные схемы соединения, эффективные для улучшения стабильности сварки и формы металла сварного шва при многоэлектродной дуговой сварке под флюсом, включают схему Скотта, V-образную схему и инвертированную V-образную схему. При этих схемах поведение дуги каждого электрода, совершающего колебания из-за электромагнитной силы во время сварки, относительно стабильно, в результате чего улучшаются стабильность сварки и форма металла сварного шва.
Перечень ссылок
Непатентные документы
NPL 1: Japan Welding Engineering Society, Ships, Offshore and Steel Structure Division, Welding Procedure Committee: Welding Procedure “Q & A”, p. 91 (March 1991)
Раскрытие сущности изобретения
Техническая проблема
При схеме Скотта, V-образной схеме и инвертированной V-образной схеме переменный ток, фазы которого поочередно отклоняются на 120°, получаемый из u-фазы, v-фазы и w-фазы трехфазного переменного тока, поступающего по первичной обмотке, переменный ток с запаздывающей фазой 90° из-за самоиндукции катушек и т.п. объединяют для определения угла сдвига фаз между электродами при переменном токе. В частности, угол сдвига фаз принимает определенные дискретные значения, такие как 60°, 90°, 120°, 135° и 150°.
Колебания дуги во время сварки в основном вызваны электромагнитной силой, создаваемой переменным током. Электромагнитная сила существенно зависит от угла сдвига фаз при переменном токе между электродами. Соответственно, схема Скотта, V-образная схема и инвертированная V-образная схема или тому подобное традиционно используются в зависимости от условий сварки в качестве схем, которые понижают электромагнитную силу среди вышеупомянутых определенных дискретных значений.
Однако, несмотря на способ сварки с выбором угла сдвига фаз при переменном токе из ряда определенных дискретных значений, электромагнитная сила, создаваемая между электродами, может не быть уменьшена в достаточной степени, чтобы предотвратить колебание дуги. В результате, оказывается сложно проводить многоэлектродную дуговую сварку под флюсом при оптимальных условиях сварки даже при использовании схемы Скотта, V-образной схемы и инвертированной V-образной схемы или тому подобного.
Задача настоящего изобретения заключается в разработке способа многоэлектродной дуговой сварки под флюсом, который позволяет предотвратить колебания дуги при сварке для улучшения стабильности сварки и формы металла сварного шва (валика), подавить прорыв газа во время сварки и снизить дефекты в металле сварного шва (далее называются «дефекты сварного шва»).
Еще одна задача заключается в обеспечении способа получения сварного соединения при сварке стальных листов с помощью многоэлектродной дуговой сварки под флюсом, а также сварного соединения, получаемого с помощью данного способа получения сварного соединения.
Решение проблемы
Авторы настоящего изобретения сфокусировали внимание на источнике сварочного тока с цифровым управлением, способном легко регулировать фазу переменного тока, для нахождения таких условий сварки при многоэлектродной дуговой сварке под флюсом, которые эффективно предотвращают колебания дуги во время сварки.
Использование источника сварочного тока с цифровым управлением при многоэлектродной дуговой сварке под флюсом традиционно не рассматривалось по следующим причинам:
(а) при сварке с высокой силой тока трудно осуществлять цифровое регулирование фаз;
(b) во время дуговой сварки под флюсом, при которой дуга не видна, трудно исследовать взаимосвязь между колебаниями дуги и фазой сварочного тока;
(c) при многоэлектродной дуговой сварке под флюсом электромагнитная сила каждого электрода влияет на дугу, что вызывает сложные колебания дуги. Анализ этого требует значительного времени.
Тем не менее, авторы настоящего изобретения предположили следующее:
(А) Источник сварочного тока с цифровым управлением, способный легко регулировать не только фазу тока, но также форму волны и частоту переменного тока, является эффективным средством для предотвращения колебания дуги при многоэлектродной дуговой сварке под флюсом.
(B) Можно найти оптимальные условия сварки, проанализировав экспериментальные данные с использованием технологий анализа и вычислительных технологий, которые за последние годы значительно улучшились.
В связи с этим, авторы настоящего изобретения провели эксперименты с изменением частоты, формы волны, баланса формы волны и смещения формы волны сварочного тока как переменного тока, и проанализировали полученные данные для детального исследования оптимальных условий сварки при многоэлектродной дуговой сварке под флюсом с использованием источника питания с цифровым управлением.
Вследствие этого, авторы настоящего изобретения обнаружили следующее:
- эффективным способом уменьшения вариации электромагнитной силы, действующей на столб дуги на конце проволоки, служащей основной причиной возникновения колебания дуги, является надлежащее регулирование с использованием источника сварочного тока с цифровым управлением, т.е. источника сварочного тока, способного регулировать форму волны сварочного тока, максимальное значение и среднее значение электромагнитной силы, действующей на столб дуги на конце проволоки каждого электрода, за исключением первого электрода, который является передним электродом в направлении, в котором осуществляется сварка (далее называется «направлением сварки») во время сварки, относительно числа электродов. Таким путем стабильность сварки и форма металла сварного шва могут быть эффективно улучшены;
- благодаря обеспечению заданных соотношений для максимального значения и среднего значения электромагнитной силы, и среднего квадратического отклонения электромагнитной силы дефекты сварного шва могут быть уменьшены, и прорыв газа во время сварки может быть эффективно подавлен, в дополнение к улучшению стабильности сварки и формы металла сварного шва.
Изобретение основано на указанных обнаружениях и дополнительных исследованиях.
Таким образом, авторы изобретения предлагают:
1. Способ многоэлектродной дуговой сварки под флюсом с использованием множества электродов, в котором для каждого электрода от второго электрода до n-го электрода, за исключением первого электрода, который является передним электродом в направлении сварки, где n является целым числом, равным 2 или более: используется источник сварочного тока, способный регулировать форму волны сварочного тока; и, когда максимальное значение электромагнитной силы Fi, действующей на столб дуги на конце проволоки i-того электрода во время сварки обозначено как Fimaxв Н/м, среднее значение электромагнитной силы Fi обозначено как Fiave в Н/м, и среднее квадратическое отклонение электромагнитной силы Fi обозначено как σFi в Н/м, сварка выполняется так, что Fimax,Fiave и σFi удовлетворяют соотношениям в следующих выражениях (1) и (2):
(Fimax/Fiave) – 1 ≤ 0,3(n – 1)
Fimax ≤ Fiave+ 2σFi,
где n является числом электродов, и i является целым числом от 2 до n.
2. Способ многоэлектродной дуговой сварки под флюсом по п.1, в котором когда среднее квадратическое отклонение угла θi в радианах между электромагнитной силой Fi и горизонтальной линией обозначено σθi в радианах, σθi удовлетворяет соотношению в следующем выражении (3):
σθi≤ π/2.
3. Способ многоэлектродной дуговой сварки под флюсом по п.1 или 2, в котором форма волны сварочного тока задается любой из синусоидальной волны и прямоугольной волны.
4. Способ получения сварного соединения при сварке стальных листов с помощью многоэлектродной дуговой сварки под флюсом по любому из п.п. 1-3.
5. Сварное соединение, полученное с помощью способа получения сварного соединения по п. 4.
Полезный эффект изобретения
В связи с этим, становится возможным предотвращать колебания дуги каждого электрода при многоэлектродной дуговой сварке под флюсом более эффективно. Это улучшает стабильность сварки и форму металла сварного шва, что дает существенный положительный эффект при промышленной реализации. Кроме того, благодаря предотвращению колебания дуги каждого электрода может быть предотвращена вибрация сварочной ванны во время сварки. Это оказывает благоприятное воздействие на уменьшение дефектов сварного шва (например, шлаковых включений, подрезов в пяте сварного валика, и т.д.) и подавление прорыва газа во время сварки.
Краткое описание чертежей
На фиг. 1 показан вид сбоку, схематически иллюстрирующий электромагнитную силу, действующую на столб дуги на конце проволоки i-того электрода в способе многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения;
на фиг. 2 – вид в разрезе, схематически иллюстрирующий пример формы разделки кромок, к которой применяется способ многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения;
на фиг. 3 – график, иллюстрирующий пример фазы Ψi и смещения формы волны Ai в случае, когда сварочный ток i-ого электрода представлен синусоидальной волной при способе многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения; и
на фиг. 4 – график, иллюстрирующий пример фазы Ψi, смещения Ai формы волны и коэффициента Bi загрузки в случае, когда сварочный ток i-ого электрода представлен прямоугольной волной при способе многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения.
Осуществление изобретения
На фиг. 1 представлен вид сбоку, схематически иллюстрирующий электромагнитную силу Fi, действующую на столб дуги на конце проволоки 2 i-того электрода при сварке стального листа 1 способом многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения. На фиг. 1 Fi обозначает электромагнитную силу (Н/м), действующую на столб дуги на конце проволоки 2, Fxi обозначает составляющую силы Fi в направлении оси x (горизонтальном направлении), а Fyi обозначает составляющую силы Fi в направлении оси y (вертикальном направлении). В дополнение к этому, θi обозначает угол (рад) между горизонтальной линией (горизонтальной линией в направлении сварки) и Fi, а αi обозначает угол (рад) между центральной осью проволоки 2 и вертикальной линией. Далее α называется «углом наклона электрода». Столб дуги не показан на фиг. 1.
Пусть Ii(A) будет сварочным током i-ого электрода, Ij(A) будет сварочным током j-ого электрода, αj(рад) будет углом наклона j-ого электрода, а Lij(м) будет расстоянием между i-тым электродом и j-тым электродом. Тогда Fxi вычисляется согласно следующему выражению (4). В этом выражении μ является магнитной проницаемостью (Н/А2). Здесь используется магнитная проницаемость в воздухе (равная 1,257 × 10-6Н/A2).
Пусть Si(м) будет расстоянием от поверхности стального листа 1 до конца проволоки i-ого электрода. Тогда Fyi вычисляется в соответствии со следующим выражением (5):
При вычисленных таким образом Fxi и Fyi Fi и θi могут быть получены согласно следующим выражениям (6) и (7) соответственно:
Fi=(Fxi2+Fyi2)1/2
θi=tan-1(Fyi/Fxi)
Значения, полученные с использованием этих выражений, являются текущими значениями. Пусть Fimax (Н/м) будет максимальным значением Fi с начала до конца сварки. Среднее значение Fiave (Н/м) может быть получено путем интегрирования значения Fi в момент времени t от начала до конца сварки по времени, необходимому для сварки (далее также называется «время T сварки») и делением интегрированного значения на время сварки T, как указано в следующем выражении (8):
В способе многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения важно, чтобы для каждого электрода от второго до n-ого (n является целым числом, равным 2 или более), за исключением первого электрода, который является передним электродом в направлении сварки, сварка осуществлялась с помощью корректировки угла сдвига фаз сварочного тока (т.е. переменного тока) и тому подобного таким образом, чтобы Fimax и Fiave удовлетворяли соотношению в следующем выражении (1), при использовании, в качестве источника сварочного тока, источника сварочного тока, способного регулировать длину волны сварочного тока, такого как источник сварочного тока с цифровым управлением:
(Fimax/Fiave) – 1 ≤ 0,3(n – 1)
где n является числом электродов, а i является целым числом от 2 до n.
При выполнении сварки в таких условиях можно эффективно предотвращать колебание дуги каждого электрода, при этом можно улучшить стабильность сварки и форму металла сварного шва.
Также необходимо, когда σFi(Н/м) означает среднее квадратическое отклонение электромагнитной силы Fi, осуществлять сварку при корректировании угла сдвига фаз сварочного тока и тому подобного таким образом, чтобы Fimax,Fiave и σFi удовлетворяли соотношению в следующем выражении (2):
Fimax ≤ Fiave+ 2σFi
Путем осуществления сварки в таких условиях может быть предотвращена вибрация сварной ванны во время сварки, при этом возможно уменьшить дефекты сварного шва и подавить прорыв газа во время сварки.
Среднее квадратическое отклонение σFi(Н/м) электромагнитной силы Fi является квадратным корнем величины, полученной путем вычитания среднего значения Fiave из значения Fiв момент времени t от начала до конца сварки, возведения этой разности в квадрат и интегрирования квадрата по времени сварки, и деления интегрированного значения на время сварки T, как указано в следующем выражении (9):
В отношении приведенного выше выражения (1) предпочтительно, чтобы удовлетворялось следующее соотношение:
(Fimax/Fiave) – 1 ≤ 0,2(n – 1).
Хотя нижний предел не установлен, нижний предел обычно составляет примерно 0,1.
В отношении приведенного выше выражения (2) предпочтительно, чтобы удовлетворялось следующее соотношение:
Fimax ≤ Fiave+ 1,5σFi.
Хотя нижний предел не установлен, нижний предел обычно составляет примерно Fiave+ 1,0σFi.
Число n электродов не ограничивается, но предпочтительно составляет от 2 до 7. Число n электродов более предпочтительно составляет от 3 до 5.
Первый электрод является передним электродом (т.е. расположенным первым) в направлении сварки среди n электродов, при этом последующие электроды называются электродами от 2-ого до n-ого в порядке расположения в направлении сварки. Соответственно, n-ный электрод является последним электродом в направлении сварки.
Сварочный ток первого электрода не имеет ограничений. Поскольку нет ограничений на его фазу, сварочный ток первого электрода предпочтительно является постоянным током. В то же время, электроды от 2-ого до n-ого подвергают указанному выше регулированию, и, соответственно, переменный ток подают в качестве сварочного тока с использованием источника сварочного тока, способного регулировать форму волны сварочного тока, такого как источник сварочного тока с цифровым управлением.
Таким образом, в то время как постоянный ток подается только на первый электрод, переменный ток подается на электроды от 2-ого до n-ого, благодаря чему соотношения в вышеприведенных выражениях (1) и (2) одновременно выполняются для максимального значения, среднего значения и среднего квадратического отклонения электромагнитной силы, действующей на столб дуги на конце проволоки каждого электрода от 2-ого до n-ого. Таким путем можно эффективно предотвращать колебание дуги каждого электрода с улучшением стабильности сварки и формы металла сварного шва, одновременно гарантируя стабильную глубину проникновения. Кроме того, может быть предотвращена вибрация сварочной ванны во время сварки с уменьшением дефектов сварного шва и подавлением прорыва газа во время сварки.
Для фактического осуществления способа многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения такие установки, которые удовлетворяют указанным выше выражениям (1) и (2), могут быть определены заранее с использованием анализирующего устройства или вычислительного устройства. Например, в случае, когда сварочный ток представляет собой синусоидальную волну, сварочный ток, сварочное напряжение, частота, фаза и смещение формы волны задаются для каждого электрода. В случае, когда сварочный ток представляет собой прямоугольную волну, коэффициент загрузки задается в дополнение к сварочному току, сварочному напряжению, частоте, фазе и смещению формы волны для каждого электрода.
Пусть σθi(рад) будет средним квадратическим отклонением угла θi(рад) между электромагнитной силой Fi, действующей на столб дуги на конце проволоки i-ого электрода во время сварки, и горизонтальной линией. Тогда σθi предпочтительно удовлетворяет соотношению в следующем выражении (3). Угол θiмежду электромагнитной силой Fi и горизонтальной линией представляет собой угол (рад) между Fi(направлением Fi) и горизонтальною линией в направлении сварки, как проиллюстрировано на фиг. 1.
σθi ≤ π/2
С помощью регулирования среднего квадратического отклонения σθi(рад) угла θi(рад) между электромагнитной силой Fi в i-том электроде и горизонтальной линией в пределах диапазона в выражении (3), колебания дуги могут подавляться более эффективно. Это усиливает эффект улучшения стабильности сварки и формы металла сварного шва. Кроме того, в частности, вибрация сварочной ванны во время сварки может быть эффективно подавлена. Это усиливает эффект уменьшения дефектов сварного шва и подавления прорыва газа во время сварки.
Среднее квадратическое отклонение σθi(рад) угла θi(рад) между электромагнитной силой Fi и горизонтальной линией представляет собой квадратный корень из значения, полученного с помощью вычитания среднего значения θiave для θiиз значения θiв момент времени t от начала до конца сварки, возведения данной разности в квадрат и интегрирования квадрата по времени сварки, и деления интегрированного значения на время сварки T, как указано в следующем выражении (10):
Форма волны сварочного тока, подаваемого к каждому электроду, в частности к электродам от 2-ого до n-ого, предпочтительно является синусоидальной волной или прямоугольной волной. Использование источника сварочного тока с цифровым управлением дает возможность формирования формы волны сварочного тока и регулирования его фазы более эффективно. Из различных форм волны сварочных токов наиболее предпочтительной является синусоидальная волна, поскольку ее не только легко регулировать, но она также облегчает применение соответствующего оборудования, как и промышленный ток. Прямоугольная волна является предпочтительной, поскольку она представляет собой простую форму волны, аналогичную синусоидальной волне, и генерирование формы волны, регулирование сдвига фаз и тому подобное осуществляются относительно легко.
С помощью стыковой сварки стальных листов с использованием способа многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения можно получать сварное соединение с превосходной формой металла сварного шва (т.е. формой валика). Кроме того, можно предотвращать колебание дуги каждого электрода во время сварки с улучшением стабильности сварки, уменьшением дефектов сварного шва и подавлением прорыва газа.
Форма разделки кромок не имеет ограничений и может быть формой (например, Y-образной, I-образной), используемой при обычной стыковой сварке. Способ многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения также применим в случае осуществления стыковой сварки с X-образной разделкой кромок путем внутренней и наружной однослойной сварки. В случае использования способа многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения при сварке листового соединения V-образная разделка кромок является предпочтительной. В случае использования способа многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения при сварке угловых швов T-образная разделка кромок является предпочтительной. В случае использования способа многоэлектродной дуговой сварки под флюсом согласно одному из описанных вариантов осуществления изобретения при угловой сварке односторонняя разделка кромок является предпочтительной.
Угол и глубина разделки кромок задаются таким образом, чтобы получить нужное количество металла сварного шва. В частности, если угол разделки кромок является чрезмерно малым, дуга формируется от поверхности стенки разделки кромок, и сварка становится нестабильной. Если угол разделки кромок является чрезмерно большим, трудно заполнить разделку кромок металлом сварного шва. В связи с этим, угол разделки кромок предпочтительно составляет от 45° до 90°. Глубина разделки кромок задается таким образом, чтобы подготовленные разделки кромок заполнялись металлом сварного шва без избытка или недостатка, путем оценки количества металла сварного шва, исходя из подводимой сварочной температуры при многоэлектродной дуговой сварке под флюсом. Объем свободной части разделки кромок может быть вычислен исходя из толщины t (мм) стальных листов, угла β разделки кромок (°) и глубины h (мм) разделки кромок.
Примеры
Как показано на фиг. 2, стальные листы 1 были состыкованы с образованием разделки 3 кромок, и многоэлектродная дуговая сварка под флюсом была выполнена для получения стыкового соединения. Разделка 3 кромок была Y-образной разделкой кромок, с углом 60° разделки кромок и глубиной h разделки кромок 12 мм, благодаря чему свободная часть заполнялась металлом сварного шва без избытка или недостатка. Толщина t стальных листов 1 составляла 36 мм для предотвращения прожога на обратной стороне.
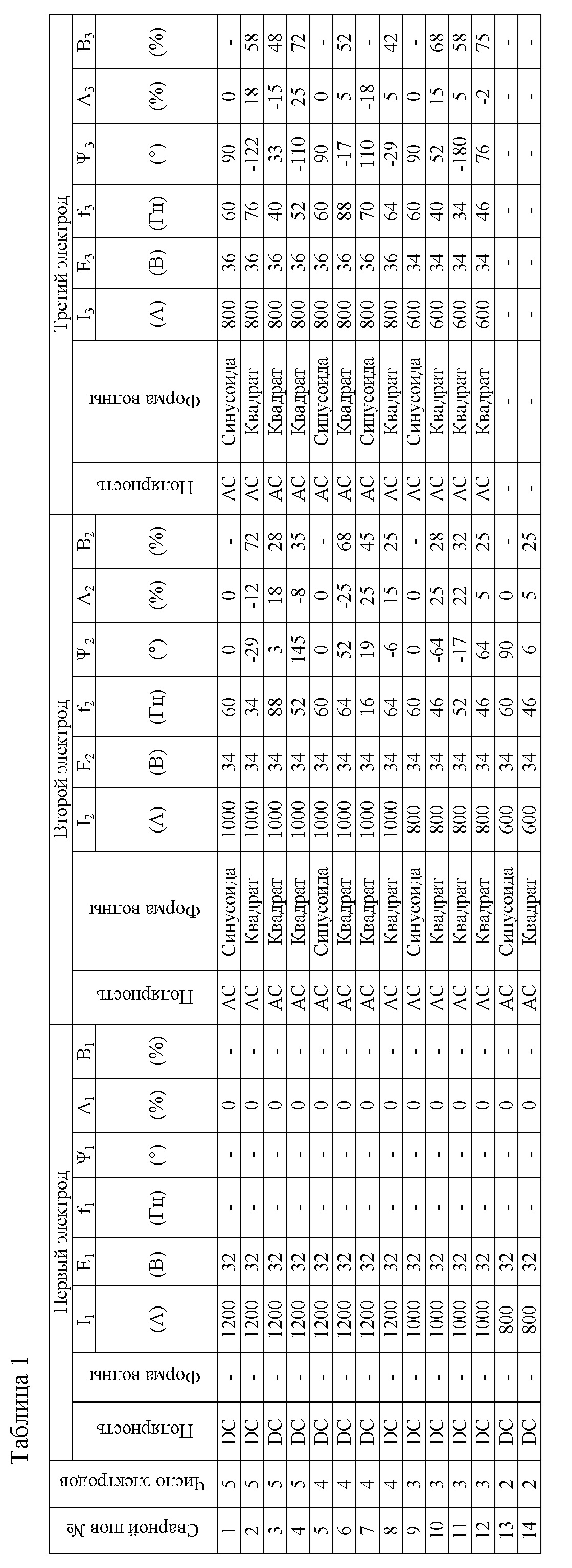
При использовании от двух до пяти электродов при многоэлектродной дуговой сварке под флюсом стыковая сварка выполнялась при изменении полярности, формы волны, сварочного тока I (А), сварочного напряжения E (В) частоты f (Гц), фазы Ψ (рад), смещения формы волны А (%) и коэффициента загрузки В (%) каждого электрода. В таблицах 1 и 2 приведены задаваемые условия. На фиг. 3 представлен пример фазы Ψi и смещения Ai формы волны в случае, когда сварочный ток i-ого электрода является синусоидальной волной. На фиг. 4 представлен пример фазы Ψi, смещения Ai формы волны и коэффициента Bi загрузки в случае, когда сварочный ток i-ого электрода является прямоугольной волной.

В таблице 3 приводятся Fimax, Fiave, σFi, и σθi в условиях, заданных в таблицах 1 и 2.

Для оценки стабильности сварки исследовали форму металла сварного шва и тому подобное в случае осуществления многоэлектродной дуговой сварки под флюсом при каждом заданном условии, стабильность глубины проникновения, стабильность ширины валика, прорыв газа во время сварки и дефекты сварного шва после сварки.
Стабильность глубины проникновения оценивали следующим образом:
«отлично» - в случае, когда изменение глубины проникновения на 10 м длины сварного шва составляло менее ±1 мм;
«хорошо» - в случае, когда изменение глубины проникновения на 10 м длины сварного шва составляло менее ±2 мм; и
«плохо» - в случае, когда изменение глубины проникновения на 10 м длины сварного шва составляло менее ±2 мм или более.
Стабильность ширины валика оценивали следующим образом:
«отлично» - в случае, когда среднее квадратическое отклонение ширины валика на 10 м длины сварного шва было менее 1 мм;
«хорошо» - в случае, когда среднее квадратическое отклонение ширины валика на 10 м длины сварного шва составляло 1 мм или более и менее 2 мм; и
«плохо» - в случае, когда среднее квадратическое отклонение ширины валика на 10 м длины сварного шва составляло 2 мм или более.
Прорыв газа во время сварки оценивали следующим образом:
«отлично» - в случае, когда не происходило прорыва;
«хорошо» - в случае, когда частота прорыва составляла менее 0,2 раз в секунду; и
«плохо» - в случае, когда частота прорыва составляла 0,2 раз в секунду или более.
Дефекты сварного шва оценивали следующим образом с помощью рентгеноструктурного анализа внутреннего пространства металла сварного шва:
«отлично» - в случае, когда не наблюдалось дефектов, превышающих 2 мм;
«хорошо» - в случае, когда число дефектов, превышающих 2 мм, на 10 м длины сварного шва составляло менее 0,2; и
«плохо» - в случае, когда число дефектов, превышающих 2 мм, на 10 м длины сварного шва составляло 0,2 или более.
В таблице 4 приводятся результаты.

Для каждого из выражений (1), (2) и (3) в таблице 4 «хорошо» означает, что соотношение в выражении выполняется, и «плохо» означает, что соотношение в выражении не выполняется.
Как видно из таблицы 4, сварные швы № 1, 5, 9 и 13 в качестве сравнительных примеров не удовлетворяли ни одному из соотношений в выражениях (1) и (2), и, таким образом, ширина валика сильно варьировалась, а также во время сварки происходил прорыв газа и появлялось много дефектов сварного шва.
Сварные швы № 2, 6 и 10 в качестве сравнительных примеров удовлетворяли соотношению в выражении (1), но не удовлетворяли соотношению в выражении (2), и, таким образом, во время сварки происходил прорыв газа и появлялось много дефектов сварного шва.
Сварные швы № 3, 4, 7, 8, 11, 12 и 14 в качестве примеров удовлетворяли соотношениям в выражениях (1) и (2), и, соответственно, стабильность глубины проникновения и стабильность ширины валика повышались, и прорыв газа во время сварки и дефекты сварного шва подавлялись.
В частности, сварные швы № 4, 8, 12 и 14 удовлетворяли соотношению в выражении (3) в дополнение к выражениям (1) и (2), благодаря этому стабильность глубины проникновения и стабильность ширины валика повышались еще больше, и прорыв газа во время сварки и дефекты сварного шва подавлялись более эффективно.
Реферат
Изобретение относится к способу многоэлектродной дуговой сварки под флюсом с использованием множества электродов, способу получения сварного соединения стальных листов и сварному соединению. Для каждого электрода от второго до n-го, за исключением первого электрода, который является передним электродом в направлении сварки, где n - целое число, равное 2 или более, используют источник сварочного тока, способный регулировать форму волны сварочного тока. В процессе сварки обеспечивают заданные соотношения между максимальным значением электромагнитной силы F, действующей на столб дуги на конце проволоки i-го электрода во время сварки, Н/м, и F- средним значением электромагнитной силы F, Н/м, и σ- средним квадратическим отклонением электромагнитной силы F, Н/м. 3 н. и 2 з.п. ф-лы, 4 ил., 4 табл.
Комментарии